:fill(white):strip_exif()/i/2003714744.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003711968.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002605494.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002668340.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003588498.jpeg?f=thumbmini)
:strip_exif()/i/2007005480.webp?f=thumbmini)
:fill(white):strip_exif()/i/2003792772.jpeg?f=thumbmini)
:strip_icc():strip_exif()/u/1234932/crop5de8f9f796613_cropped.jpeg?f=community)
Zit aan een geaard stopcontact. Het is niet genoeg stroom die lekt om ook maar schade te kunnen doen. Met het creality bord is er niks aan de hand. Stroom al nagelopen en bekeken of er iets verkeerd zit.
- Hardy8
- Registratie: Oktober 2019
- Laatst online: 30-07 15:46
:strip_icc():strip_exif()/u/1260596/crop674b59f987763_cropped.jpg?f=community)
Dan is het inductie die je voelt, kun je misschien oplossen door de stekker er andersom in te steken, wil soms wel helpen.Ariatus schreef op woensdag 25 november 2020 @ 17:53:
Zit aan een geaard stopcontact. Het is niet genoeg stroom die lekt om ook maar schade te kunnen doen. Met het creality bord is er niks aan de hand. Stroom al nagelopen en bekeken of er iets verkeerd zit.
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
:strip_icc():strip_exif()/u/12176/workrave2.jpg?f=community)
Goed de swiss dd draait zijn eerste grote opdracht, wel serieus stringing problemen. Hier moet ik nog naar kijken. Retraction staat op 3 mm. temp 210 bed 60. E calibration is netjes uitgevoerd en bed is geleveld 
:strip_exif()/f/image/5Jc6q1bZMcmToP2xTR50yaq8.jpg?f=fotoalbum_large)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/5Jc6q1bZMcmToP2xTR50yaq8.jpg?f=user_large)
- Dennis de Vries
- Registratie: Oktober 2013
- Laatst online: 21:13
Redacteur
:strip_icc():strip_exif()/u/548797/crop67209dde183a7_cropped.jpg?f=community)
Edit: My bad
[ Voor 106% gewijzigd door Dennis de Vries op 25-11-2020 23:06 ]
toch wel trots: resultaat van een uur on the fly bedlevelen. (enkel met papier was niet afdoende)

een het scherm te maken voor een diy-nano leaf https://www.thingiverse.com/thing:4374504
een het scherm te maken voor een diy-nano leaf https://www.thingiverse.com/thing:4374504
[ Voor 6% gewijzigd door kmf op 25-11-2020 21:52 ]
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- Sebazzz
- Registratie: September 2006
- Laatst online: 01-08 11:07
3dp
/u/189240/av70.png?f=community)
Zo, na wat gezeur met kortsluiting, heb ik eindelijk mijn BTT SKR CR6 bord aan de praat. Mocht je ook het bord willen installeren, dan heb ik hier een paar woordjes opgeschreven.
/f/image/HuwDGZY2jEvI4ZtCU8R4unUl.png?f=fotoalbum_large)
Dus nu Sn4k3 spelen.
:fill(white):strip_exif()/f/image/HuwDGZY2jEvI4ZtCU8R4unUl.png?f=user_large)
Dus nu Sn4k3 spelen.
[Te koop: 3D printers] [Website] Agile tools: [Return: retrospectives] [Pokertime: planning poker]
- smallblock
- Registratie: September 1999
- Laatst online: 17-07 13:36
Aliens (& rust) ate my Buick
Aha, bedankt voor je duidelijke beschrijving. M'n SKR bordje zal ergens volgende maand wel aankomen.
Tot nu toe gelukkig nog nauwelijks problemen met de CR6se gehad. Integendeel eigenlijk. Tot nu toe presteert ie fantastisch en print ie beter dan m'n Ender3.
Alleen de hot end fan zal niet zo lang meer meegaan, die klinkt minder jofel als de printer net aangezet wordt.
En ja, updaten van het LCD scherm is een drama tot je ergens vindt dat het alleen lukt met 4096 bytes clusters. Gelukkig had ik nog een < 8GB SD kaartje van een camera en een verloopje van SD naar SD micro.
Wel een beetje knullig van Creality.
Tot nu toe gelukkig nog nauwelijks problemen met de CR6se gehad. Integendeel eigenlijk. Tot nu toe presteert ie fantastisch en print ie beter dan m'n Ender3.
Alleen de hot end fan zal niet zo lang meer meegaan, die klinkt minder jofel als de printer net aangezet wordt.
En ja, updaten van het LCD scherm is een drama tot je ergens vindt dat het alleen lukt met 4096 bytes clusters. Gelukkig had ik nog een < 8GB SD kaartje van een camera en een verloopje van SD naar SD micro.
Wel een beetje knullig van Creality.
Leuke lamp, overigens !!
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
/u/414606/crop61fc2908c41cc_cropped.png?f=community)
Morgen, even Creality soort van 3d ervaringen related vraag.
De ervaringen met Cura 4.8.0, ik gebruik nu nog 4.6.2 met (naar mijn idee) de instellingen die goed werken voor mijn Ender 5. Nu weet ik wel dat ik de profielen gewoon kan overzetten.
Maar --- Upgraden of niet?
De ervaringen met Cura 4.8.0, ik gebruik nu nog 4.6.2 met (naar mijn idee) de instellingen die goed werken voor mijn Ender 5. Nu weet ik wel dat ik de profielen gewoon kan overzetten.
Maar --- Upgraden of niet?
- sompie1
- Registratie: Mei 2009
- Laatst online: 23-07 10:44
@Sebazzz Ik heb je blog doorgelezen en vroeg me af puur persoonlijk naar welke printer je voorkeur nu gaat? De Ender 3, de CR-6 of de BIQU BI? Ik probeer zo veel mogelijk info te vergaren over welke printer ik nu zou moeten kopen.
- Sebazzz
- Registratie: September 2006
- Laatst online: 01-08 11:07
3dp
De Ender 3 heeft een grote community maar de plain Ender 3 vind ik persoonlijk wel een beetje ouderwets qua featureset anno 2020. Geen filamentsensor, wel tegenwoordig een stil moederbord (al is het niet helemaal duidelijk wanneer je oude voorraad krijgt), en nog extruder met plastic arm.sompie1 schreef op donderdag 26 november 2020 @ 11:29:
@Sebazzz Ik heb je blog doorgelezen en vroeg me af puur persoonlijk naar welke printer je voorkeur nu gaat? De Ender 3, de CR-6 of de BIQU BI? Ik probeer zo veel mogelijk info te vergaren over welke printer ik nu zou moeten kopen.
De CR-6 heeft een geweldig levelingssysteem, als het werkt, maar als je voorbij die prachtige belt tensioners en plastic afwerking kijkt, zie je dat er toch soms behoorlijk wat concessies zijn gemaakt die zelfs op mijn Anet ET4 Pro niet eens zijn gemaakt. Ook is het standaard touch screen om over te huilen. Ik werk wel aan de community firmware, maar het blijft op een bepaald niveau toch een concessie. Daarnaast is er natuurlijk ook nog een pittige lijst met issues - maar dat kan ook gewoon zijn omdat ik hier dicht op het vuur zit. Dat gezegd hebbende, als hij goed print, print ie ook echt goed. Veel mensen hebben wel problemen met het glazen bed, en ik had dat ook, dus zodra ik mijn eerste mislukkingen had heb ik gelijk de Creality PEI erop gegooid
De BIQU B1 heeft natuurlijk een relatief kleine community, BIQU probeert nog steeds een voet tussen de deur te krijgen in de markt. Maar, de BIQU is wel een upgraded Ender 3, dus veel kennis wat op de Ender 3 van toepassing is, is ook op de BIQU van toepassing. Daarnaast zit hier een standaard BTT SKR bord en SKR touchscreen met ook Marlin mode in, dus het maakt het wel een printer die je tot een bepaald niveau kan upgraden en customizen. Plus, geen geklooi met SD kaartjes maar gewoon je kan gewoon USB stick erin stoppen. Ook vind ik de bouwplaat van de BIQU B1 erg fijn, maar ze leveren helaas niet dezelfde maat voor de CR-6.
Als ik achteraf kijk had ik waarschijnlijk wel slechts een BIQU B1 met dan BLTouch gekocht. Maarja, hindsight is 20/20.
[Te koop: 3D printers] [Website] Agile tools: [Return: retrospectives] [Pokertime: planning poker]
- sompie1
- Registratie: Mei 2009
- Laatst online: 23-07 10:44
Dus voor jouw is dat toch de grote winnaar (momenteel).Sebazzz schreef op donderdag 26 november 2020 @ 12:36:
[...]
Als ik achteraf kijk had ik waarschijnlijk wel slechts een BIQU B1 met dan BLTouch gekocht. Maarja, hindsight is 20/20.
Heeft de Ender 3 V2 niet standaard het stillere moederbord?Sebazzz schreef op donderdag 26 november 2020 @ 12:36:
[...]
De Ender 3 heeft een grote community maar de plain Ender 3 vind ik persoonlijk wel een beetje ouderwets qua featureset anno 2020. Geen filamentsensor, wel tegenwoordig een stil moederbord (al is het niet helemaal duidelijk wanneer je oude voorraad krijgt), en nog extruder met plastic arm.
- Sebazzz
- Registratie: September 2006
- Laatst online: 01-08 11:07
3dp
Klopt, maar wel ook dat beperkte schermsompie1 schreef op donderdag 26 november 2020 @ 13:27:
[...]
Heeft de Ender 3 V2 niet standaard het stillere moederbord?
[Te koop: 3D printers] [Website] Agile tools: [Return: retrospectives] [Pokertime: planning poker]
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
:strip_icc():strip_exif()/u/328413/Bat.jpg?f=community)
Ik blijf de ender 5 toch een verdomd mooi ding vinden..
Net als de ender 3 pro maar in een knapper jasje.
Kwaliteit ontloopt elkaar niet volgens mij en updates zijn ook bijna identiek (vandaag komt m'n dual z binnen voor de 5)
Net als de ender 3 pro maar in een knapper jasje.
Kwaliteit ontloopt elkaar niet volgens mij en updates zijn ook bijna identiek (vandaag komt m'n dual z binnen voor de 5)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- vwtune
- Registratie: Mei 2008
- Laatst online: 15-11-2024
Ik wil voor het eerst lithophane gaan printen, maar is/ zijn hier goede print settings voor? Wellicht een goed print profiel?
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
Yup, print als een gek :-)DRuw schreef op donderdag 26 november 2020 @ 13:37:
Ik blijf de ender 5 toch een verdomd mooi ding vinden..
Net als de ender 3 pro maar in een knapper jasje.
Kwaliteit ontloopt elkaar niet volgens mij en updates zijn ook bijna identiek (vandaag komt m'n dual z binnen voor de 5)
Heb wel het gevoel dat hij meer stabiel is omdat het bed alleen in Z beweegt.
Heb heel bewust als eerste printer een E 5 gekozen en erg blij mee. Mogelijk heb ik geluk, maar als ik soms de vragen en uitdagingen voor E3 versies hier voor bij zie komen ben ik wel blij dat ik direct wat meer centjes heb uitgegeven voor de E5.
Ben nu ff bezig om de echt maxinale bed-size te bepalen. Hoop 230 x 225 x 300 te halen. Niet hel schokkend veel meer, maar heb een paar prints die net niet passen, maar met die extra 10 mm op X past het dan wel.
De 225 voor Y zou naar 230 kunnen denk ik, maar dan moet ik eerst mijn LED-strip anders gaan monteren.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
@smitae ik heb beide en ze instellingen en dergelijke (en dus ook de issues) zijn gelijk hoor.
Voor m'n gevoel kan de 5 sneller maar kan het niet bewijzen momenteel want m'n setup is anders.
Vandaag of morgen komt m'n DDE binnen en als ik die en de dualZ erop zet is in de basis m'n setup gelijk en kan ik testen:)
Voor m'n gevoel kan de 5 sneller maar kan het niet bewijzen momenteel want m'n setup is anders.
Vandaag of morgen komt m'n DDE binnen en als ik die en de dualZ erop zet is in de basis m'n setup gelijk en kan ik testen:)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- mulder
- Registratie: Augustus 2001
- Laatst online: 07:56
ik spuug op het trottoir
Ik had problemen met 4.7.2 en ben toen terug gegaan naar 4.6.2, ik gebruik nu 4.8.0 en heb zo 123 geen problemen meer.smitae schreef op donderdag 26 november 2020 @ 08:22:
Morgen, even Creality soort van 3d ervaringen related vraag.
De ervaringen met Cura 4.8.0, ik gebruik nu nog 4.6.2 met (naar mijn idee) de instellingen die goed werken voor mijn Ender 5. Nu weet ik wel dat ik de profielen gewoon kan overzetten.
Maar --- Upgraden of niet?
oogjes open, snaveltjes dicht
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
infill 100% ik heb geen appart profile gebruikt maar heb onlangs me hele printer verbouwd en moet nog veel tunen maar had printspeed op 50m/s staan, kop op 205, bed op 60.vwtune schreef op donderdag 26 november 2020 @ 13:39:
Ik wil voor het eerst lithophane gaan printen, maar is/ zijn hier goede print settings voor? Wellicht een goed print profiel?
en over printdiscussie vind met CR-20 toch wel een erg mooie printer
[ Voor 8% gewijzigd door mutsje op 26-11-2020 14:55 ]
- Akumu22
- Registratie: December 2017
- Laatst online: 17-12-2024
Ik print ze tegenwoordig met 6 walls ipv 100%infill, had ergens gelezen dat dit beter zou zijn....weet zo niet even precies waarom maar het scheelt me vaak wel een paar uurtjes in printtijd.vwtune schreef op donderdag 26 november 2020 @ 13:39:
Ik wil voor het eerst lithophane gaan printen, maar is/ zijn hier goede print settings voor? Wellicht een goed print profiel?
Laaghoogte: 0.12
Temp. 200 - 205
Bed: 60
walls: 6
Infill: 0%
snelheieid: 40mm/s
adhesion: Brim
- Sebazzz
- Registratie: September 2006
- Laatst online: 01-08 11:07
3dp
En niet te dik. Begin maar met 1.5-2mm.
[Te koop: 3D printers] [Website] Agile tools: [Return: retrospectives] [Pokertime: planning poker]
- sompie1
- Registratie: Mei 2009
- Laatst online: 23-07 10:44
Aah nog meer keuzes. Het is soms echt moeilijk om door het bos de bomen te zien. Er zijn zoveel optiesmutsje schreef op donderdag 26 november 2020 @ 14:54:
[...]
en over printdiscussie vind met CR-20 toch wel een erg mooie printer
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
tot je prijzen gaat vergelijken;)sompie1 schreef op donderdag 26 november 2020 @ 15:07:
[...]
Aah nog meer keuzes. Het is soms echt moeilijk om door het bos de bomen te zien. Er zijn zoveel opties
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- vwtune
- Registratie: Mei 2008
- Laatst online: 15-11-2024
Werkt litophane alleen met witte PLA overigens, of kan ik elke kleur ervoor gebruiken?
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Nee, ook met naturelvwtune schreef op donderdag 26 november 2020 @ 15:20:
Werkt litophane alleen met witte PLA overigens, of kan ik elke kleur ervoor gebruiken?
misschien als je een kleur hebt je beetje doorschijnt dat ook wel lukt.
Met grijs van Real had ik helaas geen succes al denk ik dat het behoorlijk kan verschillen per filament en kleur mogelijk niet beste indicator is voor succes.
Iemand anders wel succes gehad met gekleurde lithopane?
- vwtune
- Registratie: Mei 2008
- Laatst online: 15-11-2024
Dus wit of doorzichtig zijn de twee beste opties begrijp ik?Headbuddy schreef op donderdag 26 november 2020 @ 15:25:
[...]
Nee, ook met naturel
misschien als je een kleur hebt je beetje doorschijnt dat ook wel lukt.
Met grijs van Real had ik helaas geen succes al denk ik dat het behoorlijk kan verschillen per filament en kleur mogelijk niet beste indicator is voor succes.
Iemand anders wel succes gehad met gekleurde lithopane?
- iDaniel
- Registratie: Januari 2010
- Laatst online: 01-08 00:34
:strip_icc():strip_exif()/u/339896/Lemnix%25202.jpg?f=community)
Heeft iemand een suggestie voor verbeteringen?
Ik ben een rc auto'tje aan het 3d printen en loop een beetje vast bij de ramen. Ik heb transparant petg filament (AzureFilm van Tinytronics, van Devil Design gaf vergelijkbaar resultaat, beide budget filamenten maar ik heb goede ervaringen met de merken).
Dit is het beste resultaat tot nu toe, wel lichtdoorschijnend, maar niet echt transparant dus. Geprint met een layer height van 0.7 mm (1 mm Nozzle) op 240C met een constante snelheid van 30 mm/s in vase mode. Het aanpassen van de snelheid en temperatuur maken voor de lichtdoorlatenheid geen verschil.
:strip_exif()/f/image/FDvfyp0i7sGInQBSmbDDhlNJ.jpg?f=fotoalbum_large)
Ik heb het ook geprobeerd met layer heights tot 0.08 mm, maar daar wordt het geheel niet doorschijnender van. Wel heel fragiel in vase mode, en met meer walls was het amper nog transparant.
Ik las dat PolySmooth Filament Clear betere resultaten geeft en gesmootht kan worden met IPA. Heet iemand hier ervaring mee, het is nogal duur en lange verzendtijd dus ik aarzal daarom het zomaar te bestellen. Of kan het met een soort spray lak bespoten worden om het breken van het licht te verminderen in de layer lines?
Ik ben een rc auto'tje aan het 3d printen en loop een beetje vast bij de ramen. Ik heb transparant petg filament (AzureFilm van Tinytronics, van Devil Design gaf vergelijkbaar resultaat, beide budget filamenten maar ik heb goede ervaringen met de merken).
Dit is het beste resultaat tot nu toe, wel lichtdoorschijnend, maar niet echt transparant dus. Geprint met een layer height van 0.7 mm (1 mm Nozzle) op 240C met een constante snelheid van 30 mm/s in vase mode. Het aanpassen van de snelheid en temperatuur maken voor de lichtdoorlatenheid geen verschil.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/FDvfyp0i7sGInQBSmbDDhlNJ.jpg?f=user_large)
Ik heb het ook geprobeerd met layer heights tot 0.08 mm, maar daar wordt het geheel niet doorschijnender van. Wel heel fragiel in vase mode, en met meer walls was het amper nog transparant.
Ik las dat PolySmooth Filament Clear betere resultaten geeft en gesmootht kan worden met IPA. Heet iemand hier ervaring mee, het is nogal duur en lange verzendtijd dus ik aarzal daarom het zomaar te bestellen. Of kan het met een soort spray lak bespoten worden om het breken van het licht te verminderen in de layer lines?
[ Voor 12% gewijzigd door iDaniel op 26-11-2020 15:39 ]
- LoneWolf
- Registratie: Oktober 1999
- Laatst online: 14-10-2025
Just a Byte
:strip_icc():strip_exif()/u/806/3howl.jpg?f=community)
Helaas doorzichtig zal t nooit helemaal worden met gewoon Filament.
Je zou er misschien een mal mee kunnen printen om plastic op vacuüm te trekken.
Polysmooth lijkt me idd een oplossing die zou kunnen werken als ik t zo zie.
Maar dat is prijzig spul.
(Al zag ik net bij BVA nog wat.... heb je pb gestuurd)
Je zou er misschien een mal mee kunnen printen om plastic op vacuüm te trekken.
Polysmooth lijkt me idd een oplossing die zou kunnen werken als ik t zo zie.
Maar dat is prijzig spul.
(Al zag ik net bij BVA nog wat.... heb je pb gestuurd)
[ Voor 12% gewijzigd door LoneWolf op 26-11-2020 15:58 ]
Life is to short to mess with it... Mijn V&A
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Ik heb gebruikt , watergroen (leuk effect) , bubblegum pink voor de maan (zie ergens verderop in deze draad voor foto) en wit staat ook ergens foto van. Die maan 3d prints zijn in principe ook litografie maar dan rond en printtijden van 68 a 69 uurvwtune schreef op donderdag 26 november 2020 @ 15:34:
[...]
Dus wit of doorzichtig zijn de twee beste opties begrijp ik?
- Sebazzz
- Registratie: September 2006
- Laatst online: 01-08 11:07
3dp
Wit. Niet doorzichtig en geen glow-in-the-dark.vwtune schreef op donderdag 26 november 2020 @ 15:34:
[...]
Dus wit of doorzichtig zijn de twee beste opties begrijp ik?
[Te koop: 3D printers] [Website] Agile tools: [Return: retrospectives] [Pokertime: planning poker]
- maartend
- Registratie: Augustus 2002
- Laatst online: 01-08 17:50
Vraag.
Heb mijn Ender 3 in de bekende LACK kasten gebouwd, 2 op elkaar, staat op de eerste. Mijn filament komt van boven af.
Echter, wil ik mijn gewone printer bovenop zetten en daarmee zit ik te denken om het filament van onderaf te laten inoeren. Iemand hier ervaring mee?
Heb mijn Ender 3 in de bekende LACK kasten gebouwd, 2 op elkaar, staat op de eerste. Mijn filament komt van boven af.
Echter, wil ik mijn gewone printer bovenop zetten en daarmee zit ik te denken om het filament van onderaf te laten inoeren. Iemand hier ervaring mee?
- Vullisbak
- Registratie: Oktober 2003
- Laatst online: 01-08 07:46
/u/94513/crop61813cc22c3bd_cropped.png?f=community)
Sinds vorige week een Ender 3 v2 in bezit, dus volop in het leerproces.
In eerste instantie was ik super positief over de printer: Goed verpakt, relatief snel inelkaar gezet en het eerste printje was direct een succes.
Wel wat verstellen van de end-stop van Y-as nodig, omdat de standaard 'laagste' stand op het portaal (om het zo maar te noemen) te laag was en het bed niet laag genoeg gedraaid kon worden om de hot-end op de juiste afstand te krijgen.
Eerste print was het hondje, wat er prima uitzag. Daarna voor de kleine een Paw Patrol Chase, waarvoor ik de slicer in moest om de infull en een 'brim' op de plaat te leggen. Tot zover leuke leercurve en het resultaat na 3 pogingen was best aardig. Vooral wat schade door het weghalen van de infill.

Daarna ging het eigenlijk mis en heb ik enorm veel last van shifting (term na wat Google-werk).
Tijdens het printen hoor ik regelmatig ploppende en ook bonkende geluiden uit de printer komen. Na een bonk lijkt er een layer shift te zijn opgestreden. Er zal ongetwijfeld wat afgesteld moeten worden dat na een paar draaiuren los is gegaan oid, maar ik ben nog te noob om te begrijpen wat.
Wat beeldmateriaal van de actie en vooral ook geluiden.
BONK rond 5sec, mij valt vooral het wieltje boven de extruder op...
[Video: https://vullisbak.blob.core.windows.net/public/20201126_153100_ender3v2_knock.mp4]
Ploppende geluiden
[Video: https://vullisbak.blob.core.windows.net/public/20201126_154840_ender3v2_extruder_popping.mp4]
Tot nu toe heb ik gecontroleerd (aanpassing tov de eerste print was niet nodig):
De afstand van de nozzle tot bed is goed afgesteld, in alle 4 de hoeken.
Er is geen speling op het bed.
Er is geen speling op de X, Y of Z as.
De riemen zijn niet te los.
Opnieuw slicen.
Ander PLA maakt geen verschil.
Een voorbeeldje van hoe een gemiddelde print er nu uit ziet:
:strip_exif()/f/image/m1NAVweifK0BfHoRnF9xCqMq.jpg?f=fotoalbum_large)
Het is dus een leuke printer, maar er het gaat zeker niet vlekkeloos.
In eerste instantie was ik super positief over de printer: Goed verpakt, relatief snel inelkaar gezet en het eerste printje was direct een succes.
Wel wat verstellen van de end-stop van Y-as nodig, omdat de standaard 'laagste' stand op het portaal (om het zo maar te noemen) te laag was en het bed niet laag genoeg gedraaid kon worden om de hot-end op de juiste afstand te krijgen.
Eerste print was het hondje, wat er prima uitzag. Daarna voor de kleine een Paw Patrol Chase, waarvoor ik de slicer in moest om de infull en een 'brim' op de plaat te leggen. Tot zover leuke leercurve en het resultaat na 3 pogingen was best aardig. Vooral wat schade door het weghalen van de infill.

Daarna ging het eigenlijk mis en heb ik enorm veel last van shifting (term na wat Google-werk).
Tijdens het printen hoor ik regelmatig ploppende en ook bonkende geluiden uit de printer komen. Na een bonk lijkt er een layer shift te zijn opgestreden. Er zal ongetwijfeld wat afgesteld moeten worden dat na een paar draaiuren los is gegaan oid, maar ik ben nog te noob om te begrijpen wat.
Wat beeldmateriaal van de actie en vooral ook geluiden.
BONK rond 5sec, mij valt vooral het wieltje boven de extruder op...
[Video: https://vullisbak.blob.core.windows.net/public/20201126_153100_ender3v2_knock.mp4]
Ploppende geluiden
[Video: https://vullisbak.blob.core.windows.net/public/20201126_154840_ender3v2_extruder_popping.mp4]
Tot nu toe heb ik gecontroleerd (aanpassing tov de eerste print was niet nodig):
De afstand van de nozzle tot bed is goed afgesteld, in alle 4 de hoeken.
Er is geen speling op het bed.
Er is geen speling op de X, Y of Z as.
De riemen zijn niet te los.
Opnieuw slicen.
Ander PLA maakt geen verschil.
Een voorbeeldje van hoe een gemiddelde print er nu uit ziet:
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/m1NAVweifK0BfHoRnF9xCqMq.jpg?f=user_large)
Het is dus een leuke printer, maar er het gaat zeker niet vlekkeloos.
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Wat zijn je slicer settings?Vullisbak schreef op donderdag 26 november 2020 @ 17:02:
Sinds vorige week een Ender 3 v2 in bezit, dus volop in het leerproces.
In eerste instantie was ik super positief over de printer: Goed verpakt, relatief snel inelkaar gezet en het eerste printje was direct een succes.
Wel wat verstellen van de end-stop van Y-as nodig, omdat de standaard 'laagste' stand op het portaal (om het zo maar te noemen) te laag was en het bed niet laag genoeg gedraaid kon worden om de hot-end op de juiste afstand te krijgen.
Eerste print was het hondje, wat er prima uitzag. Daarna voor de kleine een Paw Patrol Chase, waarvoor ik de slicer in moest om de infull en een 'brim' op de plaat te leggen. Tot zover leuke leercurve en het resultaat na 3 pogingen was best aardig. Vooral wat schade door het weghalen van de infill.
[Afbeelding]
Daarna ging het eigenlijk mis en heb ik enorm veel last van shifting (term na wat Google-werk).
Tijdens het printen hoor ik regelmatig ploppende en ook bonkende geluiden uit de printer komen. Na een bonk lijkt er een layer shift te zijn opgestreden. Er zal ongetwijfeld wat afgesteld moeten worden dat na een paar draaiuren los is gegaan oid, maar ik ben nog te noob om te begrijpen wat.
Wat beeldmateriaal van de actie en vooral ook geluiden.
BONK rond 5sec, mij valt vooral het wieltje boven de extruder op...
[Video]
Ploppende geluiden
[Video]
Tot nu toe heb ik gecontroleerd (aanpassing tov de eerste print was niet nodig):
De afstand van de nozzle tot bed is goed afgesteld, in alle 4 de hoeken.
Er is geen speling op het bed.
Er is geen speling op de X, Y of Z as.
De riemen zijn niet te los.
Opnieuw slicen.
Ander PLA maakt geen verschil.
Een voorbeeldje van hoe een gemiddelde print er nu uit ziet:
[Afbeelding]
Het is dus een leuke printer, maar er het gaat zeker niet vlekkeloos.
shifting layers zijn vaak skippende steppers, maar dat moet ergens vandaan komen....
edit: misschien een handige video
- Mozart
- Registratie: September 2001
- Laatst online: 03:42
:strip_icc():strip_exif()/u/35514/crop640841812c064_cropped.jpg?f=community)
Je tweede video laat een bewegende hendel zien, dat heb ik niet. Zit het onderste wieltje op de video wel goed vast?Vullisbak schreef op donderdag 26 november 2020 @ 17:02:
Sinds vorige week een Ender 3 v2 in bezit, dus volop in het leerproces.
In eerste instantie was ik super positief over de printer: Goed verpakt, relatief snel inelkaar gezet en het eerste printje was direct een succes.
Wel wat verstellen van de end-stop van Y-as nodig, omdat de standaard 'laagste' stand op het portaal (om het zo maar te noemen) te laag was en het bed niet laag genoeg gedraaid kon worden om de hot-end op de juiste afstand te krijgen.
Eerste print was het hondje, wat er prima uitzag. Daarna voor de kleine een Paw Patrol Chase, waarvoor ik de slicer in moest om de infull en een 'brim' op de plaat te leggen. Tot zover leuke leercurve en het resultaat na 3 pogingen was best aardig. Vooral wat schade door het weghalen van de infill.
[Afbeelding]
Daarna ging het eigenlijk mis en heb ik enorm veel last van shifting (term na wat Google-werk).
Tijdens het printen hoor ik regelmatig ploppende en ook bonkende geluiden uit de printer komen. Na een bonk lijkt er een layer shift te zijn opgestreden. Er zal ongetwijfeld wat afgesteld moeten worden dat na een paar draaiuren los is gegaan oid, maar ik ben nog te noob om te begrijpen wat.
Wat beeldmateriaal van de actie en vooral ook geluiden.
BONK rond 5sec, mij valt vooral het wieltje boven de extruder op...
[Video]
Ploppende geluiden
[Video]
Tot nu toe heb ik gecontroleerd (aanpassing tov de eerste print was niet nodig):
De afstand van de nozzle tot bed is goed afgesteld, in alle 4 de hoeken.
Er is geen speling op het bed.
Er is geen speling op de X, Y of Z as.
De riemen zijn niet te los.
Opnieuw slicen.
Ander PLA maakt geen verschil.
Een voorbeeldje van hoe een gemiddelde print er nu uit ziet:
[Afbeelding]
Het is dus een leuke printer, maar er het gaat zeker niet vlekkeloos.
PSN: PcDCch
- LoneWolf
- Registratie: Oktober 1999
- Laatst online: 14-10-2025
Just a Byte
Zou eens naar je filament kijken, ik hoor en zie een skipende extrudeder op t 1e filmpje, dat betekent vaak dat ie t filament niet snel genoeg doorgevoerd krijgt.
Temperatuur goed ? Misschien een verstopping ?
Verder heb ik het idee dat je brim niet bepaald goed hecht, ook niet aan elkaar, dus dat zou bed leveling kunnen zijn.
Layer shift kan idd een stepper zijn, maar ook bv een te losse belt.
Temperatuur goed ? Misschien een verstopping ?
Verder heb ik het idee dat je brim niet bepaald goed hecht, ook niet aan elkaar, dus dat zou bed leveling kunnen zijn.
Layer shift kan idd een stepper zijn, maar ook bv een te losse belt.
Life is to short to mess with it... Mijn V&A
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
@Vullisbak
Idd, Eerste filmpje, duidelijk skippen van de extruder. Dat zou ik eerst proberen te fixen. Verklaart denk ik ook de naar mijn idee underextrusie en slechte hechting die ik overal zie in je print.
Nozzle verstopt? Niet goed aansluiten van de tube in je hotend? Temperatuur te laag?
Mogelijk switchen naar capricorn tube? Ik had eerste de standard Creality witte tube, ook vaak last van problemen met de aansluting van de tube in hot-end. Sinds ik capricorn heb geen last meer.
Idd, Eerste filmpje, duidelijk skippen van de extruder. Dat zou ik eerst proberen te fixen. Verklaart denk ik ook de naar mijn idee underextrusie en slechte hechting die ik overal zie in je print.
Nozzle verstopt? Niet goed aansluiten van de tube in je hotend? Temperatuur te laag?
Mogelijk switchen naar capricorn tube? Ik had eerste de standard Creality witte tube, ook vaak last van problemen met de aansluting van de tube in hot-end. Sinds ik capricorn heb geen last meer.
- Khalon
- Registratie: Februari 2014
- Laatst online: 24-07 15:08
Kan iemand mij zeggen of ik een 12v of 24v DDE moet aanschaffen wanneer ik een Ender 3 Pro heb? Is dat altijd standaard 24v of moet ik hiervoor mijn voeding openschroeven en met een multimeter naar kijken?
https://nl.aliexpress.com...t.0.0.5ba53c00a08IDW&mp=1
https://nl.aliexpress.com...t.0.0.5ba53c00a08IDW&mp=1
[ Voor 5% gewijzigd door Khalon op 26-11-2020 19:25 ]
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
@Khalon kijk ook eens bij 3d jake naar de swiss DD drive kit. Die zijn momemteel 30% korting
- Khalon
- Registratie: Februari 2014
- Laatst online: 24-07 15:08
@mutsje Ben op dit moment eigenlijk vooral op zoek naar een antwoord op die vraag. Ben er nog niet echt over uit of ik het daadwerkelijk wil kopen maar mocht ik plots een trek te krijgen wil ik wel graag het juiste bestellen haha.
Hij is overigens als je alle coupons juist stapelt voor maar 43 euro exclusief cashbackxl te verkrijgen.
Hij is overigens als je alle coupons juist stapelt voor maar 43 euro exclusief cashbackxl te verkrijgen.
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Als ik zoek op de ender 3 pro vind ik alleen maar 24V upgrade kits. Dus de aanname is denk ik makkelijk.Khalon schreef op donderdag 26 november 2020 @ 20:10:
@mutsje Ben op dit moment eigenlijk vooral op zoek naar een antwoord op die vraag. Ben er nog niet echt over uit of ik het daadwerkelijk wil kopen maar mocht ik plots een trek te krijgen wil ik wel graag het juiste bestellen haha.
Hij is overigens als je alle coupons juist stapelt voor maar 43 euro exclusief cashbackxl te verkrijgen.
- Vullisbak
- Registratie: Oktober 2003
- Laatst online: 01-08 07:46
Bedankt voor jullie reacties.
Ik gebruikte voor de eerste print (Paw Patrol) REAL PLA filament, 1.75mm, wat met de standaard settings een goed resultaat gaf. Bij de tweede print ging het echter na ongeveer een half uurtje fout en kreeg ik deze skips.
Dit oranje filament is 123-3D Jupiter PLA, met een print temperatuur van 195-215C. Wellicht dat de ingestelde 200gr hier wat te laag is. Ga ik opnieuw proberen met een hogere temperatuur.
Ik heb het gelinkte filmpje bekeken en zal de pulleys nalopen. De Y-as zit goed weggestopt, dus dat wordt schroeven
Tevens de bout op het draaipunt van de klem wat aangedraaid.
Dank voor de tip mbt de Capricorn Bowden tube, iets om te onthouden.
Een foto van de poging eerder vandaag:

Temperatuur is op 200gr ingesteld, het REAL filament heeft volgens de specs een print temperatuur van 190 - 210C en zit daar precies tussenin. Dit kan het succes met de eerste print (Paw Patrol) verklaren, maar niet de problemen met de tweede print waar deze problemen zijn ontstaan (afbeelding hieronder). Of wel?

Nu ik voor het antwoorden van deze vragen de specs van het oranje filament (123-3DPrint Jupiter PLA) bekijk zie ik dat deze een printtemperatuur van 195-215C heeft. Ik zal eens proberen met 205 graden, misschien geeft dat iets betere resultaten.
Op dit moment nog de standaard settings van de Creality3D slicer voor de Ender 3v2: 200gr hotend, 60gr bed. Overige settings niet aangeraakt.Headbuddy schreef op donderdag 26 november 2020 @ 17:14:
Wat zijn je slicer settings?
Ik gebruikte voor de eerste print (Paw Patrol) REAL PLA filament, 1.75mm, wat met de standaard settings een goed resultaat gaf. Bij de tweede print ging het echter na ongeveer een half uurtje fout en kreeg ik deze skips.
Dit oranje filament is 123-3D Jupiter PLA, met een print temperatuur van 195-215C. Wellicht dat de ingestelde 200gr hier wat te laag is. Ga ik opnieuw proberen met een hogere temperatuur.
Ik heb het gelinkte filmpje bekeken en zal de pulleys nalopen. De Y-as zit goed weggestopt, dus dat wordt schroeven
Zojuist iets vaster gedraaid, ik kon deze nog ongeveer een vijfde slag vaster zetten.Mozart schreef op donderdag 26 november 2020 @ 17:16:
Zit het onderste wieltje op de video wel goed vast?
Tevens de bout op het draaipunt van de klem wat aangedraaid.
Hechting is op zich in orde volgens mij. De foto in mijn post heb ik genomen nadat ik de print al van het bed had getrokken en me toen realiseerde dat het misschien handig was om deze in de juiste orientatie te fotograferen. Mocht het een bekend probleem in een bepaalde as zijn.smitae schreef op donderdag 26 november 2020 @ 19:16:
@Vullisbak
Idd, Eerste filmpje, duidelijk skippen van de extruder. Dat zou ik eerst proberen te fixen. Verklaart denk ik ook de naar mijn idee underextrusie en slechte hechting die ik overal zie in je print.
Nozzle verstopt? Niet goed aansluiten van de tube in je hotend? Temperatuur te laag?
Mogelijk switchen naar capricorn tube? Ik had eerste de standard Creality witte tube, ook vaak last van problemen met de aansluting van de tube in hot-end. Sinds ik capricorn heb geen last meer.
Dank voor de tip mbt de Capricorn Bowden tube, iets om te onthouden.
Een foto van de poging eerder vandaag:
Temperatuur is op 200gr ingesteld, het REAL filament heeft volgens de specs een print temperatuur van 190 - 210C en zit daar precies tussenin. Dit kan het succes met de eerste print (Paw Patrol) verklaren, maar niet de problemen met de tweede print waar deze problemen zijn ontstaan (afbeelding hieronder). Of wel?

Nu ik voor het antwoorden van deze vragen de specs van het oranje filament (123-3DPrint Jupiter PLA) bekijk zie ik dat deze een printtemperatuur van 195-215C heeft. Ik zal eens proberen met 205 graden, misschien geeft dat iets betere resultaten.
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
@Vullisbak ik hoor alleen maar slechte verhalen over die creality slizer, stap over op Cura of Prusa. Ook is het handig je te verdiepen in octoprint (met raspberry pi). Heb je E calibration gedaan ( https://all3dp.com/2/how-...printer-simply-explained/). Ook is het handig om een temp tower te printen, dan zie je wat er op verschillende temperaturen gebeurd.
- Khalon
- Registratie: Februari 2014
- Laatst online: 24-07 15:08
Misschien iets wat je kan proberen, kijk eens goed naar je Z axis. Zet je printer aan en auto home hem. Vervolgens de Z axis helemaal naar boven laten bewegen en je ogen en oren op de Z rod houden. Als alles goed is zou je geen geluiden moeten horen en zou de rod ook niet heen en weer moeten bewegen.Vullisbak schreef op donderdag 26 november 2020 @ 20:40:
Bedankt voor jullie reacties.
[...]
Op dit moment nog de standaard settings van de Creality3D slicer voor de Ender 3v2: 200gr hotend, 60gr bed. Overige settings niet aangeraakt.
Ik gebruikte voor de eerste print (Paw Patrol) REAL PLA filament, 1.75mm, wat met de standaard settings een goed resultaat gaf. Bij de tweede print ging het echter na ongeveer een half uurtje fout en kreeg ik deze skips.
Dit oranje filament is 123-3D Jupiter PLA, met een print temperatuur van 195-215C. Wellicht dat de ingestelde 200gr hier wat te laag is. Ga ik opnieuw proberen met een hogere temperatuur.
Ik heb het gelinkte filmpje bekeken en zal de pulleys nalopen. De Y-as zit goed weggestopt, dus dat wordt schroeven
[...]
Zojuist iets vaster gedraaid, ik kon deze nog ongeveer een vijfde slag vaster zetten.
Tevens de bout op het draaipunt van de klem wat aangedraaid.
[...]
Hechting is op zich in orde volgens mij. De foto in mijn post heb ik genomen nadat ik de print al van het bed had getrokken en me toen realiseerde dat het misschien handig was om deze in de juiste orientatie te fotograferen. Mocht het een bekend probleem in een bepaalde as zijn.
Dank voor de tip mbt de Capricorn Bowden tube, iets om te onthouden.
Een foto van de poging eerder vandaag:
[Afbeelding]
Temperatuur is op 200gr ingesteld, het REAL filament heeft volgens de specs een print temperatuur van 190 - 210C en zit daar precies tussenin. Dit kan het succes met de eerste print (Paw Patrol) verklaren, maar niet de problemen met de tweede print waar deze problemen zijn ontstaan (afbeelding hieronder). Of wel?
[Afbeelding]
Nu ik voor het antwoorden van deze vragen de specs van het oranje filament (123-3DPrint Jupiter PLA) bekijk zie ik dat deze een printtemperatuur van 195-215C heeft. Ik zal eens proberen met 205 graden, misschien geeft dat iets betere resultaten.
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Je hebt dus niks qua print snelheid aangepast?Vullisbak schreef op donderdag 26 november 2020 @ 20:40:
Bedankt voor jullie reacties.
[...]
Op dit moment nog de standaard settings van de Creality3D slicer voor de Ender 3v2: 200gr hotend, 60gr bed. Overige settings niet aangeraakt.
Ik gebruikte voor de eerste print (Paw Patrol) REAL PLA filament, 1.75mm, wat met de standaard settings een goed resultaat gaf. Bij de tweede print ging het echter na ongeveer een half uurtje fout en kreeg ik deze skips.
Dit oranje filament is 123-3D Jupiter PLA, met een print temperatuur van 195-215C. Wellicht dat de ingestelde 200gr hier wat te laag is. Ga ik opnieuw proberen met een hogere temperatuur.
Ik heb het gelinkte filmpje bekeken en zal de pulleys nalopen. De Y-as zit goed weggestopt, dus dat wordt schroeven
[...]
Zojuist iets vaster gedraaid, ik kon deze nog ongeveer een vijfde slag vaster zetten.
Tevens de bout op het draaipunt van de klem wat aangedraaid.
[...]
Hechting is op zich in orde volgens mij. De foto in mijn post heb ik genomen nadat ik de print al van het bed had getrokken en me toen realiseerde dat het misschien handig was om deze in de juiste orientatie te fotograferen. Mocht het een bekend probleem in een bepaalde as zijn.
Dank voor de tip mbt de Capricorn Bowden tube, iets om te onthouden.
Een foto van de poging eerder vandaag:
[Afbeelding]
Temperatuur is op 200gr ingesteld, het REAL filament heeft volgens de specs een print temperatuur van 190 - 210C en zit daar precies tussenin. Dit kan het succes met de eerste print (Paw Patrol) verklaren, maar niet de problemen met de tweede print waar deze problemen zijn ontstaan (afbeelding hieronder). Of wel?
[Afbeelding]
Nu ik voor het antwoorden van deze vragen de specs van het oranje filament (123-3DPrint Jupiter PLA) bekijk zie ik dat deze een printtemperatuur van 195-215C heeft. Ik zal eens proberen met 205 graden, misschien geeft dat iets betere resultaten.
Voor mijn gevoel print hij namelijk redelijk snel op de video maar dat altijd lastig te zien aan een filmpje.
Wisselen van slicer kan ook zeker geen kwaad ik denk bijna niemand hier de creality slicer gebruikt.
Denk de meeste mensen hier Cura gebruiken of Prusaslicer.
Is gewoon opensource en kan je gratis gebruik van maken.
Is in iedergeval poging waard.
ik acht de kans 50/50 dat je met andere slicer van je problemen af bent.
- Obiter dictum
- Registratie: Augustus 2008
- Niet online
Zwart, geen suiker.
Pfff, net een eerste print met 0,1mm layer hoogte afgemaakt en echt héél positief verrast over het eindresultaat. Ik deed alles op 0,2mm, maar het verschil is echt groot zeg! Verticale vlakken hebben vrijwel geen zichtbare of voelbare lagen meer opeens, super. Reden genoeg om alles op 0,1 te doen, zelfs al duurt het langer.
Ook ironing van de toplaag gedaan, eveneens een héél welkome functie.
Ook ironing van de toplaag gedaan, eveneens een héél welkome functie.
Mijn meest recente productreview.
GoT; een haast oneindige bron van technologische kennis. Experts die elkaar helpen, en ik ben trots, hieraan een bijdrage -nsfw- te mogen leveren!
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Ik doe altijd 0.12 layer hight. veel details etc doet er wel veel langer over maar word wel mooier.
- BlueFlame
- Registratie: Juli 2001
- Laatst online: 04:17
Zoek even op "magic numbers layer hight".Obiter dictum schreef op donderdag 26 november 2020 @ 23:04:
Pfff, net een eerste print met 0,1mm layer hoogte afgemaakt en echt héél positief verrast over het eindresultaat. Ik deed alles op 0,2mm, maar het verschil is echt groot zeg! Verticale vlakken hebben vrijwel geen zichtbare of voelbare lagen meer opeens, super. Reden genoeg om alles op 0,1 te doen, zelfs al duurt het langer.
Ook ironing van de toplaag gedaan, eveneens een héél welkome functie.
Samenvatting: gebruik veelvouden van 0.04mm. (dus in dit geval, 0.08 of 0.12)
@Vullisbak ik ben het met een paar anderen eens dat het hoogst waarschijnlijk een verstopping is. Dat ga je niet oplossen met hogere temperatuur of andere slicer.
Hot end op temperatuur, filament er uit halen, nozzle losdraaien en paar keer je ptfe tube er doorheen halen totdat hij schoon blijft als je hem er doorheen steekt.
Controleren dat je ptfe tube aan de nozzle kant goed recht afgesneden is en daarna nozzle vast draaien, halve slag los, ptfe tube goed aandrukken en zorgen dat de koppeling hem goed vasthoud en dan de nozzle de laatste halve slag vastdraaien.
Hierna even kijken naar de "hot end fix" op thingiverse
[ Voor 33% gewijzigd door BlueFlame op 27-11-2020 01:09 ]
- militairtje
- Registratie: Mei 2014
- Laatst online: 01-08 17:39
Ik heb nu enkele weken de ender 3 v2, waarbij ik het bed goed level heb gekregen. Echter kreeg ik de eerste lagen niet altijd hechtend. Bed schoongemaakt met alcohol, maar geen profijt.
Heb ik laatst ergens, hier of facebook, gelezen dat je het bed langer moet laten warm worden dan "oh hij is 60 graden, lets print!". Schijnt dus dat de sensor warm is maar het glazen bed nog niet helemaal. Dat aangepast in mijn workflow:
-printer aanzetten
-voorverwarmen
-kop koffie drinken
-print starten
Het hecht nu zo goed dat ik de onderdelen er met moeite afkrijg
Verder al 1 upgrade uitgevoerd aan de printer, een zelfontworpen kabelhouder want hoe mijn printer staat heb ik niet echt ruimte voor de cablechains die op thingiverse.com staan. Ben er heel blij mee, en een nieuwe versie staat al op thingiverse.com. (https://www.thingiverse.com/thing:4663823):strip_exif()/f/image/DwyNdq9W4zECBX4wpdrl5Wvq.jpg?f=fotoalbum_large)
Makkelijk te printen, geen supports nodig, en past in de aluminium extrusions dus zit lekker stevig
Heb ik laatst ergens, hier of facebook, gelezen dat je het bed langer moet laten warm worden dan "oh hij is 60 graden, lets print!". Schijnt dus dat de sensor warm is maar het glazen bed nog niet helemaal. Dat aangepast in mijn workflow:
-printer aanzetten
-voorverwarmen
-kop koffie drinken
-print starten
Het hecht nu zo goed dat ik de onderdelen er met moeite afkrijg
Verder al 1 upgrade uitgevoerd aan de printer, een zelfontworpen kabelhouder want hoe mijn printer staat heb ik niet echt ruimte voor de cablechains die op thingiverse.com staan. Ben er heel blij mee, en een nieuwe versie staat al op thingiverse.com. (https://www.thingiverse.com/thing:4663823)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/DwyNdq9W4zECBX4wpdrl5Wvq.jpg?f=user_large)
Makkelijk te printen, geen supports nodig, en past in de aluminium extrusions dus zit lekker stevig
[ Voor 1% gewijzigd door militairtje op 27-11-2020 09:15 . Reden: Thingiverse linkje toegevoegd ]
@militairtje Interessant, hoe lang heb je extra toegevoegd? Klinkt als een paar minuten?
- LoneWolf
- Registratie: Oktober 1999
- Laatst online: 14-10-2025
Just a Byte
Kijk dat is een goede tip over dat bed.
Meestal doe ik ongeveer t zelfde, alleen niet bewust zo voor t bed..
Loop s ochtends de kamer in, printer aan en opwarmen, dan door naar de keuken voor koffie, en als ik die op heb ben ik ook wat wakkerder.
Mooie houder, alleen de tie wrap sluiting..hmmmzz.. suggestie.., paar lange m3 misschien ?
Meestal doe ik ongeveer t zelfde, alleen niet bewust zo voor t bed..
Loop s ochtends de kamer in, printer aan en opwarmen, dan door naar de keuken voor koffie, en als ik die op heb ben ik ook wat wakkerder.
Mooie houder, alleen de tie wrap sluiting..hmmmzz.. suggestie.., paar lange m3 misschien ?
Life is to short to mess with it... Mijn V&A
- Edmin
- Registratie: Januari 2006
- Laatst online: 29-07 14:45
:strip_icc():strip_exif()/u/167062/1777paard.jpg?f=community)
Ik zie veel printers op tafeltjes en bureaus staan. Hebben jullkie geen last van stabiliteitsproblemen dan? Mijn printer staat juist om die reden op een betonnen vloer.
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Helaas duurt het ook twee keer zolang ...Obiter dictum schreef op donderdag 26 november 2020 @ 23:04:
Pfff, net een eerste print met 0,1mm layer hoogte afgemaakt en echt héél positief verrast over het eindresultaat. Ik deed alles op 0,2mm, maar het verschil is echt groot zeg! Verticale vlakken hebben vrijwel geen zichtbare of voelbare lagen meer opeens, super. Reden genoeg om alles op 0,1 te doen, zelfs al duurt het langer.
Ook ironing van de toplaag gedaan, eveneens een héél welkome functie.
Waar @mutsje op doelt zijn de magic numbers van je printer.
Het schijnt dat je nog betere print kwaliteit als je aan stapjes van 0.04mm houdt op z-as.
Dit heeft te maken met het aantal steps van de stappenmotor en je de pitch van je draad.
Uitleg:
YouTube: Better Quality 3D Prints Using MAGIC NUMBERS on Creality Ender 3, CR...
- militairtje
- Registratie: Mei 2014
- Laatst online: 01-08 17:39
Zeg even +/- 10-15 minuten, ik kijk het niet zo nauw. Ik zorg dat het bed warm is (aldus het scherm), en ga dan mijn koffie drinken. In mijn ervaring geeft dat voldoende tijd zodat het glas ook mee kan opwarmen.JBS schreef op vrijdag 27 november 2020 @ 08:44:
@militairtje Interessant, hoe lang heb je extra toegevoegd? Klinkt als een paar minuten?
Dit was even een gevalletje roeien met de riemen die ik heb. Wil binnenkort nog zo'n setje m3/m4/m5 bouten halen om sowieso wat meer materiaal te hebben om mee te spelen. Vooralsnog stoort het mij niet, en dit ontwerp heeft het iig al mogelijk gemaakt om 22 uur vol te houden met printen. Hiervoor had ik regelmatig een mislukte print, doordat de kabels in de y-as vast kwamen en het bed blokkeerden.LoneWolf schreef op vrijdag 27 november 2020 @ 08:44:
Mooie houder, alleen de tie wrap sluiting..hmmmzz.. suggestie.., paar lange m3 misschien ?
Voor de geinteresseerden: https://www.thingiverse.com/thing:4663823
Dit is iig de aangepaste versie, aangezien mijn geprinte versie nogal blokkig is
- relex28
- Registratie: Mei 2009
- Laatst online: 22-05 14:52
/u/301582/crop580484b5cc88a_cropped.png?f=community)
Wat vervelend dat je deze ervaringen hebt! Ik heb ongeveer hetzelfde ervaren en heb deze opgelost door;Vullisbak schreef op donderdag 26 november 2020 @ 17:02:
Wat beeldmateriaal van de actie en vooral ook geluiden.
BONK rond 5sec, mij valt vooral het wieltje boven de extruder op...
[Video]
- Cura te gebruiken ipv die van Creality
- De nozzle schoon te maken
- De teflon tube te controleren of deze helemaal in het blok zat
- Per PLA (of welke rol dan ook) een temp tower uit te printen.
Hierbij kwam ik tot de conclusie dat ik bijvoorbeeld PLA van Basicfil op 215 moest printen anders slipte mijn extruder ook namelijk. Nu print hij als een zonnetje! Hopelijk helpt het
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Als je deze stappen doorloopt is de kans heel groot dat je probleem is op gelost.relex28 schreef op vrijdag 27 november 2020 @ 09:26:
[...]
Wat vervelend dat je deze ervaringen hebt! Ik heb ongeveer hetzelfde ervaren en heb deze opgelost door;
- Cura te gebruiken ipv die van Creality
- De nozzle schoon te maken
- De teflon tube te controleren of deze helemaal in het blok zat
- Per PLA (of welke rol dan ook) een temp tower uit te printen.
Hierbij kwam ik tot de conclusie dat ik bijvoorbeeld PLA van Basicfil op 215 moest printen anders slipte mijn extruder ook namelijk. Nu print hij als een zonnetje! Hopelijk helpt het
met als aanvulling dat als je nozzle schoon is, ik ook een hotend fix zou toepassen zoals @BlueFlame opmerkt. Is heel erg makkelijk zeker als je hotend al uit elkaar hebt en maakt printer veel betrouwbaarder.
Hier kan je gemakkelijk g-code maken voor je temperature tower.
Wel eerst je printer homen voor je deze G-code print anders heb je kans nozzle je bed raakt!
Andere pagina's van teaching tech zijn ook heel handig als na slag werk om je printer te kalibreren.
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
Ik heb de boel op een redelijk kast staan. Als je tafel/bureau maar "lomp" genoeg is moet dat wel goed komen.
Maar 1 van de beste tweaks is je printer op een beton tegel te zetten :-)
Maar 1 van de beste tweaks is je printer op een beton tegel te zetten :-)
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
Vandaag even korte pauze met 3D printen........ van Gloomhaven onderdelen.
Want wilde deze eerst ff printen; https://www.thingiverse.com/thing:4623056
Wel in 6 stukken geknipt, want 36 uur printen gaat niet goed komen. De printer moet s’nachts toch echt uit.
Dus nu 5 dagen printen van de onderdelen.
Deel 1 onderweg.
:strip_exif()/f/image/KerJKvHwPjGLGspToHdZgH68.jpg?f=fotoalbum_large)
Want wilde deze eerst ff printen; https://www.thingiverse.com/thing:4623056
Wel in 6 stukken geknipt, want 36 uur printen gaat niet goed komen. De printer moet s’nachts toch echt uit.
Dus nu 5 dagen printen van de onderdelen.
Deel 1 onderweg.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/KerJKvHwPjGLGspToHdZgH68.jpg?f=user_large)
- Edmin
- Registratie: Januari 2006
- Laatst online: 29-07 14:45
Ik dacht dat Gloomhaven alleen maar uit karton bestondsmitae schreef op vrijdag 27 november 2020 @ 10:01:
Vandaag even korte pauze met 3D printen........ van Gloomhaven onderdelen.
Want wilde deze eerst ff printen; https://www.thingiverse.com/thing:4623056
Wel in 6 stukken geknipt, want 36 uur printen gaat niet goed komen. De printer moet s’nachts toch echt uit.
Dus nu 5 dagen printen van de onderdelen.
Deel 1 onderweg.
[Afbeelding]
Staat je printer in je slaapkamer dat hij uit moet 's nachts? Een toolstation printen staat bij mij ook nog op de agenda. De laatste die ik vond was alleen wat te groot voor mijn build volume (en ook wat al te lomp voor mijn kleine werkbankje).
Ik lees hier maar weinig liefde voor de Creality slicer, maar het is toch niets anders dan een schilletje om de Cura core heen? Lijkt me niet heel effektief om te switchen als prints tegen zulke issues lopen. Zo te zien is het niet het meest complexe printje om te draaien; dat zal je slicer echt niet in de kern verpesten.
[ Voor 20% gewijzigd door Edmin op 27-11-2020 10:20 ]
- LoneWolf
- Registratie: Oktober 1999
- Laatst online: 14-10-2025
Just a Byte
Zojuist een Ender 3 Pro besteld, m’n Tronxy X3a geeft steeds meer problemen, heb deze al 3 jaar en geen zin om daar nog veel geld in te steken, koop liever een tussenpaus en doe daar wat (kleine) upgrades aan.
Wil komend jaar eigenlijk een Ender 6 of vergelijkbare CoreXY gaan aanschaffen, maar in de tussentijd wil ik wel wat kunnen printen.
Ben nu bezig met een 1:8 RC Jeep te printen, de Rancher van 3D Sets, en heb steeds allerhande verschillende problemen (een aantal komt door slijtage en een af en toe crashend board in de printer)
Heb niet het hele forum doorgelezen, maar buiten de springs, metalen extuder, en kabel / filament geleiders, wat is nog t belangrijkst om te upgraden ?
Overigens heb ik bewust niet de Ender 3V2 gekocht, aangezien een stillere printer niet noodzakelijk is, en als ik dat al zou willen doen, ik liever een board van bigtreetech neem met losse steppers, en extra aansluitingen voor 2e Z en BL touch.
Wil komend jaar eigenlijk een Ender 6 of vergelijkbare CoreXY gaan aanschaffen, maar in de tussentijd wil ik wel wat kunnen printen.
Ben nu bezig met een 1:8 RC Jeep te printen, de Rancher van 3D Sets, en heb steeds allerhande verschillende problemen (een aantal komt door slijtage en een af en toe crashend board in de printer)
Heb niet het hele forum doorgelezen, maar buiten de springs, metalen extuder, en kabel / filament geleiders, wat is nog t belangrijkst om te upgraden ?
Overigens heb ik bewust niet de Ender 3V2 gekocht, aangezien een stillere printer niet noodzakelijk is, en als ik dat al zou willen doen, ik liever een board van bigtreetech neem met losse steppers, en extra aansluitingen voor 2e Z en BL touch.
Life is to short to mess with it... Mijn V&A
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Naar mijn weten niet, let wel dat je de originele veer en tandwiel van de ender in de metalen extruder zet. Die nieuwe tandwielen zijn soms zo scherp dat ze het filament opkauwen. Ook die veer bij de metalen is stukje langer/stugger... zo heb ik het in ieder geval opgelost voordat ik overging op een DD.LoneWolf schreef op vrijdag 27 november 2020 @ 10:36:
Zojuist een Ender 3 Pro besteld, m’n Tronxy X3a geeft steeds meer problemen, heb deze al 3 jaar en geen zin om daar nog veel geld in te steken, koop liever een tussenpaus en doe daar wat (kleine) upgrades aan.
Wil komend jaar eigenlijk een Ender 6 of vergelijkbare CoreXY gaan aanschaffen, maar in de tussentijd wil ik wel wat kunnen printen.
Ben nu bezig met een 1:8 RC Jeep te printen, de Rancher van 3D Sets, en heb steeds allerhande verschillende problemen (een aantal komt door slijtage en een af en toe crashend board in de printer)
Heb niet het hele forum doorgelezen, maar buiten de springs, metalen extuder, en kabel / filament geleiders, wat is nog t belangrijkst om te upgraden ?
Overigens heb ik bewust niet de Ender 3V2 gekocht, aangezien een stillere printer niet noodzakelijk is, en als ik dat al zou willen doen, ik liever een board van bigtreetech neem met losse steppers, en extra aansluitingen voor 2e Z en BL touch.
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
@Edmin
Nee, printer staat in de werkkamer. Is meer dat we geen risico willen lopen met brand etc. Geluid is geen probleem. Overdag trek ik stroom van de zonnecellen. Maakt nu nog niet veel in geld uit en nu met de wintermaanden minder, maar ook beetje principe kwestie.
Dus ik print maximaal 12 uur per dag (tussen 09:00 en 21:00 ongeveer)
Nee, printer staat in de werkkamer. Is meer dat we geen risico willen lopen met brand etc. Geluid is geen probleem. Overdag trek ik stroom van de zonnecellen. Maakt nu nog niet veel in geld uit en nu met de wintermaanden minder, maar ook beetje principe kwestie.
Dus ik print maximaal 12 uur per dag (tussen 09:00 en 21:00 ongeveer)
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
Wil nog ff kijken of ik ergens een paar goede PLA deals kan krijgen..... Maar er zijn teveel soorten.
Ik gebruik nu de standard 123-3d PLA en dat werkt erg goed en wil wel overstappen maar heb geen zin in teveel tunen op andere PLA.
Maar als ik 4 rollen kan halen i.p.v. 3 voor het zelfde geld is het jammer dat niet te doen. Komt toch wel op.
Concreet; Wie heeft ervaring met ecoPLA van 3djake met de Ender 5. Diverse kleuren (250gr rollen) en de standard grijs (1000gr).
Ik gebruik nu de standard 123-3d PLA en dat werkt erg goed en wil wel overstappen maar heb geen zin in teveel tunen op andere PLA.
Maar als ik 4 rollen kan halen i.p.v. 3 voor het zelfde geld is het jammer dat niet te doen. Komt toch wel op.
Concreet; Wie heeft ervaring met ecoPLA van 3djake met de Ender 5. Diverse kleuren (250gr rollen) en de standard grijs (1000gr).
- BounceMeister
- Registratie: Maart 2002
- Niet online
Ik wil iets groots gaan printen op mijn Ender 5, een paardenstal voor Schleich paarden.
https://www.thingiverse.com/thing:3279782

Hij bestaat uit drie delen (links, midden, rechts). Ik wil eerst een zijkant gaan maken.
De maker heeft gelukkig de print opgedeeld in stukken die op een Ender 3/5 passen, maar ik vraag me af hoe je een hoge smalle print het beste kunt printen. De muren worden het mooist wanneer je ze verticaal print namelijk.
Ik heb alleen de stl files, en verticale supports kan ik in Cura niet maken voor zover ik weet.
De muren mogen een beetje rommelig zijn, dat geeft een mooi effect in dit geval, maar hij moet niet omvallen of scheef printen.
Heeft er iemand tips hiervoor?
https://www.thingiverse.com/thing:3279782
Hij bestaat uit drie delen (links, midden, rechts). Ik wil eerst een zijkant gaan maken.
De maker heeft gelukkig de print opgedeeld in stukken die op een Ender 3/5 passen, maar ik vraag me af hoe je een hoge smalle print het beste kunt printen. De muren worden het mooist wanneer je ze verticaal print namelijk.
Ik heb alleen de stl files, en verticale supports kan ik in Cura niet maken voor zover ik weet.
De muren mogen een beetje rommelig zijn, dat geeft een mooi effect in dit geval, maar hij moet niet omvallen of scheef printen.
Heeft er iemand tips hiervoor?
[ Voor 8% gewijzigd door BounceMeister op 27-11-2020 13:19 ]
- smitae
- Registratie: Juli 2011
- Laatst online: 07:23
Dat gaat ff duren :-)
In elk geval met een brim als het alleen rechte muren zijn. En op de Ender 5 beweegt het bed alleen in Z, dus dat gaat denk ik wel goed. Op de Ender 3 moet je ervoor zorgen dat de muur in de bed beweeg richting wordt geprint.
Ik zou met snijden altijd kijken of ik een stuk van een andere muur mee kan nemen. Dan heb je 2 stukken muur die 90 graden verschil hebben, dan met Brim gaat 100% werken.
In elk geval met een brim als het alleen rechte muren zijn. En op de Ender 5 beweegt het bed alleen in Z, dus dat gaat denk ik wel goed. Op de Ender 3 moet je ervoor zorgen dat de muur in de bed beweeg richting wordt geprint.
Ik zou met snijden altijd kijken of ik een stuk van een andere muur mee kan nemen. Dan heb je 2 stukken muur die 90 graden verschil hebben, dan met Brim gaat 100% werken.
- Vullisbak
- Registratie: Oktober 2003
- Laatst online: 01-08 07:46
Thanks. Ik ga het binnenkort proberen.BlueFlame schreef op vrijdag 27 november 2020 @ 01:04:
@Vullisbak ik ben het met een paar anderen eens dat het hoogst waarschijnlijk een verstopping is. Dat ga je niet oplossen met hogere temperatuur of andere slicer.
Hot end op temperatuur, filament er uit halen, nozzle losdraaien en paar keer je ptfe tube er doorheen halen totdat hij schoon blijft als je hem er doorheen steekt.
Controleren dat je ptfe tube aan de nozzle kant goed recht afgesneden is en daarna nozzle vast draaien, halve slag los, ptfe tube goed aandrukken en zorgen dat de koppeling hem goed vasthoud en dan de nozzle de laatste halve slag vastdraaien.
Hierna even kijken naar de "hot end fix" op thingiverse
Omdat ik niet direct alles uit elkaar wilde gaan schroeven heb ik vanmiddag alleen het connector-deel van de filament guide uitgeprint waarbij ik een aantal van de eerder gegeven adviezen heb opgevolgd.
- Slicen met Cura, ipv Creality Slicer
- Hotend temperatuur op 208gr
200gr is aan de onderkant van de specs van het filament en loopt mogelijk niet goed door de hotend) - Print speed 20 mm/s
tov 40mm/s; langzamer omdat het erg snel werd gevonden op het fimpje
Nu begonnen de geleider arm te printen, wat aanzienlijk langer duurt dan vorige keer vanwege de lagere snelheid.
EDIT: zojuist toch weer een bonk gehoord. Het lijkt telkens get gebeuren wanneer het bed in de achterste positie geschoven en wederom pas na een tijdje printen.
Zou het nog steeds door een verstopte nozzle kunnen komen?
EDIT2: door de lage snelheid viel de shift mee en was de filament guide toch bruikbaar. Stukje minder getrek aan de extruder nu.
Gisteravond ook de hotend uit elkaar gehaald en schoongemaakt, zoals in de tips voorbij kwam. Het kostte wel wat moeite om de naald erdoor te krijgen en er bleef wat PLA plakken, dus deze zou inderdaad deels verstopt geweest kunnen zijn.
Een test x-y-z blokje printte daarna goed uit. Met een schuifmaat viel er minder dan 0.1mm afwijking te meten op de assen. Vandaag voorzichtig de printsnelheid omhoog werken van de huidige 20mm/s.
[ Voor 20% gewijzigd door Vullisbak op 28-11-2020 10:45 . Reden: toch weer problemen tijdens print groter onderdeel ]
- aKra
- Registratie: Mei 2000
- Laatst online: 01:58
Intentionally left blank.
:strip_exif()/u/6899/tweakers-icon2.gif?f=community)
Als ik het goed begrijp gaat om 21:10 eSun PETG aanbieden op Amazon BF deals :-)
Hier alvast een link:
https://www.amazon.nl/dp/...=gbph_tit___d0147e96?th=1
Hier alvast een link:
https://www.amazon.nl/dp/...=gbph_tit___d0147e96?th=1
[ Voor 4% gewijzigd door aKra op 27-11-2020 18:45 ]
Intentionally left blank.
- aKra
- Registratie: Mei 2000
- Laatst online: 01:58
Intentionally left blank.
(Gaat denk ik een Euro schelen bij Amazon t.o.v. 3DWensshop)
[ Voor 17% gewijzigd door aKra op 27-11-2020 20:47 ]
Intentionally left blank.
- BounceMeister
- Registratie: Maart 2002
- Niet online
Op Amazon.de zie ik eSun PLA+ staan waar her en der 10% vanaf gaat door een vakje aan te vinken.aKra schreef op vrijdag 27 november 2020 @ 18:44:
Als ik het goed begrijp gaat om 21:10 eSun PETG aanbieden op Amazon BF deals :-)
Hier alvast een link:
https://www.amazon.nl/dp/...=gbph_tit___d0147e96?th=1
Bijvoorbeeld:
https://www.amazon.de/-/nl/dp/B07FQG5V6V
Edit, hier 1.75mm
https://www.amazon.de/-/nl/dp/B07FQ98RNP
edit, jij had het over PETG zie ik nu, ik linkte naar PLA+. Evengoed interessant hoop ik.
[ Voor 15% gewijzigd door BounceMeister op 27-11-2020 21:50 . Reden: 10% korting ]
- Mitchell
- Registratie: Juni 2012
- Laatst online: 01-08 18:08
Ondertitel
:strip_icc():strip_exif()/u/463345/crop5f7c2c478e87d_cropped.jpeg?f=community)
Waarschuwing voor mensen die de link interessant vinden. Dit is 2.85mm, niet 1.75mm!BounceMeister schreef op vrijdag 27 november 2020 @ 19:28:
[...]
Op Amazon.de zie ik eSun PLA+ staan waar her en der 10% vanaf gaat door een vakje aan te vinken.
Bijvoorbeeld:
https://www.amazon.de/-/nl/dp/B07FQG5V6V
edit, jij had het over PETG zie ik nu, ik linkte naar PLA+. Evengoed interessant hoop ik.
Signature
- BounceMeister
- Registratie: Maart 2002
- Niet online
Goed opgelet, thx!Mitchell schreef op vrijdag 27 november 2020 @ 20:44:
[...]
Waarschuwing voor mensen die de link interessant vinden. Dit is 2.85mm, niet 1.75mm!
Ik heb een 1.75mm link toegevoegd.
- iDaniel
- Registratie: Januari 2010
- Laatst online: 01-08 00:34
Zet ze in een L vorm neer zodat ze niet om kunnen vallen met de langste richting in de x-as van de Ender 3.BounceMeister schreef op vrijdag 27 november 2020 @ 13:18:
Ik wil iets groots gaan printen op mijn Ender 5, een paardenstal voor Schleich paarden.
https://www.thingiverse.com/thing:3279782
[Afbeelding]
Hij bestaat uit drie delen (links, midden, rechts). Ik wil eerst een zijkant gaan maken.
De maker heeft gelukkig de print opgedeeld in stukken die op een Ender 3/5 passen, maar ik vraag me af hoe je een hoge smalle print het beste kunt printen. De muren worden het mooist wanneer je ze verticaal print namelijk.
Ik heb alleen de stl files, en verticale supports kan ik in Cura niet maken voor zover ik weet.
De muren mogen een beetje rommelig zijn, dat geeft een mooi effect in dit geval, maar hij moet niet omvallen of scheef printen.
Heeft er iemand tips hiervoor?
Als je alleen een verticale muur zonder hoek wilt printen zou ik aan de binnenkant van het model een muur loodrecht op de muur maken, die je later zelf verwijderd. Dit kun je doen in Cura door nog een model te importeren en die gewoon als geheel printen. Ik print wel vaker losse stl's in Cura naast elkaar, als ze dicht genoeg op elkaar zitten ziet Cura 't als één model en loopt de infill gewoon door. Prima te doen.
- toekie
- Registratie: Juli 2009
- Laatst online: 27-07 19:44
:strip_icc():strip_exif()/u/311005/crop569d1937501d8_cropped.jpeg?f=community)
Hallo,
Ik heb sinds gistere een ender 3 en ben wat aan het printen geslagen. Beeschermkapje voor de lcd etc. Alleen print hij bij mij steeds eerst een soort 'baseplate' alvorens te beginnen aan de eigenlijke print. Kun je dat ergens uitzetten/tweaken? Want die krengen zijn er super moeilijk af te krijgen en zorgen voor wat artifacten op mn prints. Voor de rest wat een top ding, als dit ongeupgrade is ben ik benieuwd hoe geupgrade gaat zijn!
Mvg,
T.
Ik heb sinds gistere een ender 3 en ben wat aan het printen geslagen. Beeschermkapje voor de lcd etc. Alleen print hij bij mij steeds eerst een soort 'baseplate' alvorens te beginnen aan de eigenlijke print. Kun je dat ergens uitzetten/tweaken? Want die krengen zijn er super moeilijk af te krijgen en zorgen voor wat artifacten op mn prints. Voor de rest wat een top ding, als dit ongeupgrade is ben ik benieuwd hoe geupgrade gaat zijn!
Mvg,
T.
- Naalroc
- Registratie: Maart 2009
- Laatst online: 21:34
:strip_icc():strip_exif()/u/297036/crop5bb5121e5b86a_cropped.jpeg?f=community)
Dat moet je in je slicer uitzetten
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- toekie
- Registratie: Juli 2009
- Laatst online: 27-07 19:44
Heb het inderdaad gevonden, had beter moeten opletten dom van. Dankjewel voor de reactie dan ga ik weer ff nerden!Naalroc schreef op zaterdag 28 november 2020 @ 10:56:
Dat moet je in je slicer uitzetten
nou, voorlopig niks printen meer voor mij. de coupling bij de extruder is kapot. m’n Capricorn bowden tube schiet er steeds uit.. niet fijn, in de ochtend een paar 100 meter terug rollen... nu wachten op vervangende onderdelen. en dan moet ik et dat filament echt geen lange prints maken. kans dat diein de knoop raakt of breekt is veel hoger
[ Voor 20% gewijzigd door kmf op 28-11-2020 12:41 ]
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- mr.DJ95
- Registratie: Februari 2010
- Laatst online: 01-08 16:34
:strip_exif()/u/347735/crop58f65ba8bbb3d_cropped.gif?f=community)
Ook hier een bezitter van de Ender 3 v2, grappig om te lezen dat mensen de Creality slicer gebruiken. Ik wist niet eens van het bestaan af en ben direct begonnen met CURA en heb sinds kort een Rasberry Pi4 met Octoprint en Pi cam.
Ben nog wel opzoek naar handige tools/plugins/settings en modificaties.
Wat ik al heb geprint:
Pi 4 case
Pi cam mount
Filament guide
Ben nu voornemens om de eerder geposte Cable holder Ender 3V2 te printen.
Overigens staat die van mij op een 5 euro Lack tafeltje van ikea. Prima gewoon stevig neerzetten.
Ben nog wel opzoek naar handige tools/plugins/settings en modificaties.
Wat ik al heb geprint:
Pi 4 case
Pi cam mount
Filament guide
Ben nu voornemens om de eerder geposte Cable holder Ender 3V2 te printen.
Overigens staat die van mij op een 5 euro Lack tafeltje van ikea. Prima gewoon stevig neerzetten.
- aKra
- Registratie: Mei 2000
- Laatst online: 01:58
Intentionally left blank.
Zojuist twee rollen eSun PETG besteld bij Amazon, eens kijken hoe PETG functioneert als filament. First time 
€ 16,99!!
€ 16,99!!
[ Voor 18% gewijzigd door aKra op 28-11-2020 12:57 ]
Intentionally left blank.
- Naalroc
- Registratie: Maart 2009
- Laatst online: 21:34
Had ik donderdag besteld voor €4/rol meer!
linkje voor alleen vandaag:
https://www.amazon.nl/eSU...AKWYTSYUMR87P&sr=8-1&th=1
linkje voor alleen vandaag:
https://www.amazon.nl/eSU...AKWYTSYUMR87P&sr=8-1&th=1
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Het ziet er naar uit dat de DD aardig ingetuned is. Eerste litografie ermee afgedrukt. Volgt een tweede en denk een derde. Kost maar 18 uur van de printer zijn leven en wat filament
En heb die arcwelder plugin maar even uitgezet.
:strip_exif()/f/image/EJ3qSOrQep5LGyFq82UVgrnZ.jpg?f=fotoalbum_large)
En heb die arcwelder plugin maar even uitgezet.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/EJ3qSOrQep5LGyFq82UVgrnZ.jpg?f=user_large)
[ Voor 4% gewijzigd door mutsje op 28-11-2020 15:46 ]
- BounceMeister
- Registratie: Maart 2002
- Niet online
Ja, zo blijf ik kopen!aKra schreef op zaterdag 28 november 2020 @ 12:56:
Zojuist twee rollen eSun PETG besteld bij Amazon, eens kijken hoe PETG functioneert als filament. First time
€ 16,99!!
- Banditoz
- Registratie: Augustus 2019
- Laatst online: 22-12-2025
Laatste tijd veel lopen rommelen met verschillende merken filament. Toch wat vaker last met verstopte nozzle en slechte hechting, ondanks reiniging met alcohol etc.
Vandeweek na veel positieve reacties over esun pla maar een een rol besteld. Pla+ wit en meteen vanaf de eerste print loopt alles lekker door. Als dit over een paar printjes nog steeds is ga ik maar ook andere kleuren daarvan bestellen.
Printer is een ender 3 pro met een skr mini board.
Vandeweek na veel positieve reacties over esun pla maar een een rol besteld. Pla+ wit en meteen vanaf de eerste print loopt alles lekker door. Als dit over een paar printjes nog steeds is ga ik maar ook andere kleuren daarvan bestellen.
Printer is een ender 3 pro met een skr mini board.
- BounceMeister
- Registratie: Maart 2002
- Niet online
@smitae @iDaniel
Bedankt voor de tips. Ik heb de gok gewaagd om hem zonder supports aan de zijkanten te printen. Ik heb wel de antiwarping plugin van Cura gebruikt om op de hoeken een bredere brim te maken.
:strip_exif()/f/image/T11udKqxcHyQRC7SjmdPh4Qh.jpg?f=fotoalbum_medium)
Het is goed gegaan!
Bedankt voor de tips. Ik heb de gok gewaagd om hem zonder supports aan de zijkanten te printen. Ik heb wel de antiwarping plugin van Cura gebruikt om op de hoeken een bredere brim te maken.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/T11udKqxcHyQRC7SjmdPh4Qh.jpg?f=user_large)
Het is goed gegaan!
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Ik dacht te zien op het filmpje dat je printsnelheid aan de hoge kant was, maar blijkbaar had ik het fout.Vullisbak schreef op vrijdag 27 november 2020 @ 17:00:
[...]
• Slicen met Cura, ipv Creality Slicer
• Hotend temperatuur op 208gr
200gr is aan de onderkant van de specs van het filament en loopt mogelijk niet goed door de hotend)
• Print speed 20 mm/s
tov 40mm/s; langzamer omdat het erg snel werd gevonden op het fimpje
[/list]
Dit blokje kwam er zonder problemen uit. Geen ploppende of bonkende geluiden.
Nu begonnen de geleider arm te printen, wat aanzienlijk langer duurt dan vorige keer vanwege de lagere snelheid.
EDIT: zojuist toch weer een bonk gehoord. Het lijkt telkens get gebeuren wanneer het bed in de achterste positie geschoven en wederom pas na een tijdje printen.
Zou het nog steeds door een verstopte nozzle kunnen komen?
EDIT2: door de lage snelheid viel de shift mee en was de filament guide toch bruikbaar. Stukje minder getrek aan de extruder nu.
Gisteravond ook de hotend uit elkaar gehaald en schoongemaakt, zoals in de tips voorbij kwam. Het kostte wel wat moeite om de naald erdoor te krijgen en er bleef wat PLA plakken, dus deze zou inderdaad deels verstopt geweest kunnen zijn.
Een test x-y-z blokje printte daarna goed uit. Met een schuifmaat viel er minder dan 0.1mm afwijking te meten op de assen. Vandaag voorzichtig de printsnelheid omhoog werken van de huidige 20mm/s.
40mm/s als je slicet met Cura geen hoge printsnelheid en zou je printer makkelijk moeten kunnen.
Door een verstopt hotend de stepper van je extruder inderdaad skippen.
Dit verklaart layersshifts in de X-en Y-richting volgens mij niet.
Ik vermoedde dat dit door je printsnelheid kwam maar die kunnen we dus ook doorstrepen.
Als je printer uit is kan je dan soepel je printkop van links naar rechts schuiven?
Even rustig doen kijken of alles soepel loopt en of je ergens weerstand voelt.
Niet snel heen en weer bewegen, want dan kan je boardje slopen
Foto's en video's zijn altijd erg handig, ook al heb ik ze de vorige keer iets verkeerd geïnterpreteerd
Als je hotend echt schoon wil maken ontkom je trouwens niet aan een hoop los schroeven.
Met naald bezig gaan heeft waarschijnlijk niet heel veel zin.
Tussen de PTFE tube en nozzle kan plastic zich opbouwen wat de clog veroorzaakt.
Ben helaas bang dat verstopte nozzle niet jouw probleem is of niet het enige probleem.
- Stijnb_
- Registratie: Oktober 2009
- Laatst online: 17-05 21:54
Ik zou graag beginnen met 3D printen en mijn oog is gevallen op een ender 3 V2. Bij welke shops hebben jullie de beste ervaring en waar halen jullie je pla?
- Vullisbak
- Registratie: Oktober 2003
- Laatst online: 01-08 07:46
Om een te hoge snelheid uit te sluiten ben ik alle pogingen op 20mm/s gaan printen. Wat nog steeds een volledig random resultaat lijkt te geven.Headbuddy schreef op zondag 29 november 2020 @ 20:23:
[...]
40mm/s als je slicet met Cura geen hoge printsnelheid en zou je printer makkelijk moeten kunnen.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/KyDHPjD0xeHZ7gTAFJy1NbND.jpg?f=user_large)
De achterste is na het grutten in de hotend gemaakt. Daarbij gaat het een tijdje goed om vervolgens na ongeveer een uurtje printen wéér shifting te krijgen.
Een grotere print heb ik uiteindelijk maar gestopt.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/qJl19ijNUTu7juTSll8Aq4S0.jpg?f=user_large)
(het zijn overigens zelf ontworpen klemmetjes die ik aan de dakrand van mijn schuur kan klikken en kerstverlichting aan kan haken)
Zou het echt de moeite lonen om een Ender 3 Pro hotend fix te doen? Tijdens het verwijderen van de PTFE tube uit de hotens viel me op dat de 'koppeling' waar je deze insteekt een groefje in het telfon had gemaakt. En er heel lastig beweging te krijgen is in de tube.
Of de zaak eerst maar eens bij Creality voorleggen? Als ik de online unboxing en first prints bekijk, zie ik eigenlijk geen verschil met hoe ik mijn printer in elkaar gezet heb. Ik heb zelf deze video ernaast gehouden tijdens de assemblage:
https://youtu.be/gokN9xNG94U
[ Voor 0% gewijzigd door Vullisbak op 30-11-2020 18:05 . Reden: Typo ]
- Naalroc
- Registratie: Maart 2009
- Laatst online: 21:34
Die groefjes in de PTFE buis zijn normaal, want dat komt omdat er in die adapter een stalen ringetje zit met tandjes, die zich 'vast bijten' in de buis, je zult mogelijk opmerken dat het 4 of 5 'tandjes' zijn die in de buis zitten, en door het indrukken van de buitenste plastic ring, geopend kunnen worden. Dit systeem is heel wijd verbreid in lucht en vloeistof toepassingen, in hele grote maten ook.Zou het de moeite lonen om een Ender 3 Pro hotend modificatie te doen? Tijdens het verwijderen van de PFTE tube uit de hotens viel me op dat de 'klem' waar je deze insteekt een groefje in het telfon had gemaakt. En er heel lastig beweging te krijgen is in de tube.
Om te openen, moet je eigenlijk eerst de buis zover mogelijk indrukken, en niet eerst beginnen te trekken aan de buis.
[ Voor 8% gewijzigd door Naalroc op 29-11-2020 22:52 ]
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- Rincewind
- Registratie: Februari 2001
- Laatst online: 01-08 09:24
:strip_icc():strip_exif()/u/22357/jpw1.jpg?f=community)
Ik ben nu bezig met het printen van wat octoprint onderdelen zodat ik die ook kan aansluiten. Dan zit deze hardware-achtige aanpassing aan mijn ender 3 pro er ook weer op. Nu las ik hier veel over DDE en Dual Z-axis dus dat zijn potentiële nieuwe uitbreidingen. Heeft iemand goede suggesties waar ik op moet letten en waar te kopen (AliExpress bijv)?
Fan van Bokkiewokkie and the Three Degrees
/u/300076/crop59b52708c822b_cropped.png?f=community)
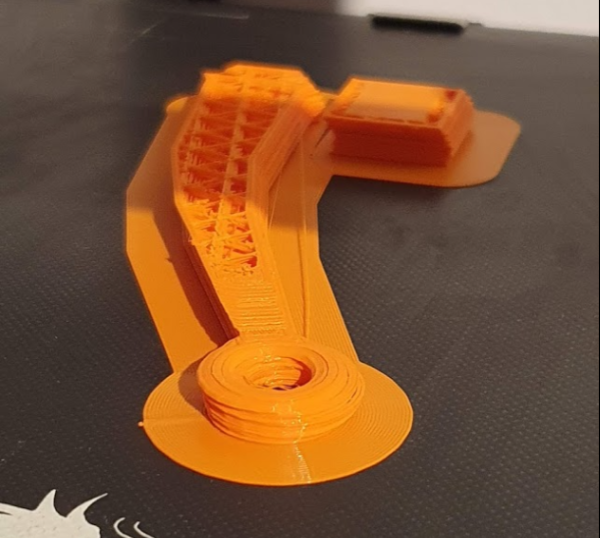{kind=link}
{kind=link}
Heb je wel genoeg spanning op je belts gezet. Daar lijkt het heel erg op alsof die een beetje slap hangen. De strak is uiteraard ook niet goed.Vullisbak schreef op zondag 29 november 2020 @ 22:42:
[...]
Om een te hoge snelheid uit te sluiten ben ik alle pogingen op 20mm/s gaan printen. Wat nog steeds een volledig random resultaat lijkt te geven.
[Afbeelding]
De achterste is na het grutten in de hotend gemaakt. Daarbij gaat het een tijdje goed om vervolgens na ongeveer een uurtje printen wéér shifting te krijgen.
Een grotere print heb ik uiteindelijk maar gestopt.
[Afbeelding]
(het zijn overigens zelf ontworpen klemmetjes die ik aan de dakrand van mijn schuur kan klikken en kerstverlichting aan kan haken)
Zou het echt de moeite lonen om een Ender 3 Pro hotend fix te doen? Tijdens het verwijderen van de PFTE tube uit de hotens viel me op dat de 'koppeling' waar je deze insteekt een groefje in het telfon had gemaakt. En er heel lastig beweging te krijgen is in de tube.
Of de zaak eerst maar eens bij Creality voorleggen? Als ik de online unboxing en first prints bekijk, zie ik eigenlijk geen verschil met hoe ik mijn printer in elkaar gezet heb. Ik heb zelf deze video ernaast gehouden tijdens de assemblage:
https://youtu.be/gokN9xNG94U
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Over belt spanning gesproken, vandaag de modificatie maar eens erop gezet
:strip_exif()/f/image/ETkKMGP1B6d6GrHYr6MFS2ev.jpg?f=fotoalbum_large)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/ETkKMGP1B6d6GrHYr6MFS2ev.jpg?f=user_large)
- ManIkWeet
- Registratie: November 2012
- Laatst online: 17-07 11:47
@Vullisbak Hoogstwaarschijnlijk zitten je pulleys (tandwielen op de motoren) niet goed vast.
De as van zo'n motor heeft een platte kant, daar moet het schroefje van de pulley goed tegenaan gedraaid zitten.
Niet té hard aandraaien, dan strip je 'm en da's ellende.
De as van zo'n motor heeft een platte kant, daar moet het schroefje van de pulley goed tegenaan gedraaid zitten.
Niet té hard aandraaien, dan strip je 'm en da's ellende.
- UltraSub
- Registratie: Mei 2003
- Laatst online: 31-07 15:40
Herkenbaar. Zie het hier ook op mijn 5 als de hotend aan de voorkant over de print vliegt. Met name verplaatsen over infill "danst dan" omdat iedere keer de infill net wordt geraakt. Dat gebeurt aan de achterkant niet, dus mijn vermoeden is dat bij het eerste contact het bed licht naar beneden wordt gedrukt, en dan voor het tweede contact iets terug veert. En de cycle is gestart dan.Snelletomaat schreef op zaterdag 14 november 2020 @ 10:06:
[...]
Dat gebeurt bij mij wanneer de hotend over een print heen vliegt om op een andere plek verder te gaan met printen. En dan vooral aan de voorkant. Blijkbaar raakt 'ie de hotend soms nét een eerder geprint stukje aan. Wat ik nu als workaround doe in Cura is de print zoveel mogelijk naar achteren op het bed plaatsen maar bij grotere prints kan dat niet. -edit- zoals 1 post hierboven dus ook staat, dat heb ik ook
Ik kijk ook naar die dual-z met een extra stepper. Draai een BTT mini v2, die heeft een extra aansluiting voor een extra Z. Heeft zoiets nog impact op de Y as? Omdat de kop naar voren een offset heeft?
- GLeenders
- Registratie: September 2017
- Laatst online: 27-07 12:12
Zou je kunnen delen hoe je die litho prints precies voorbereidt/sliced/etc.?mutsje schreef op zaterdag 28 november 2020 @ 15:43:
Het ziet er naar uit dat de DD aardig ingetuned is. Eerste litografie ermee afgedrukt. Volgt een tweede en denk een derde.
- mutsje
- Registratie: September 2000
- Laatst online: 15-07 15:25
Wat wil je precies weten, ik ga naar https://lithophanemaker.c...ithophane.html#processing en daar upload ik de foto voer me spam mail in en download het stl bestand. Hierna gaat het in cura. 100% infill printspeed 50 m/s bed 60 graden, first layer op 220 daarna naar 210. retraction op 3ms. Let wel ik heb een full hotend.GLeenders schreef op maandag 30 november 2020 @ 16:22:
[...]
Zou je kunnen delen hoe je die litho prints precies voorbereidt/sliced/etc.?
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Ik heb het eens geprobeerd door gewoon in cura een jpg in te laden.GLeenders schreef op maandag 30 november 2020 @ 16:22:
[...]
Zou je kunnen delen hoe je die litho prints precies voorbereidt/sliced/etc.?
Als je dat doet geeft hij direct je opties om een lithopane in te stellen.
Standaard komt hij echter wel plat op je buildplate te liggen ik heb hem toen staand geprint met een raft of skirt.
- Headbuddy
- Registratie: Maart 2013
- Laatst online: 17-07 20:36
Surrealist
Vermoed dat er iets geks aan de hand is.Vullisbak schreef op zondag 29 november 2020 @ 22:42:
[...]
Om een te hoge snelheid uit te sluiten ben ik alle pogingen op 20mm/s gaan printen. Wat nog steeds een volledig random resultaat lijkt te geven.
[Afbeelding]
De achterste is na het grutten in de hotend gemaakt. Daarbij gaat het een tijdje goed om vervolgens na ongeveer een uurtje printen wéér shifting te krijgen.
Een grotere print heb ik uiteindelijk maar gestopt.
[Afbeelding]
(het zijn overigens zelf ontworpen klemmetjes die ik aan de dakrand van mijn schuur kan klikken en kerstverlichting aan kan haken)
Zou het echt de moeite lonen om een Ender 3 Pro hotend fix te doen? Tijdens het verwijderen van de PTFE tube uit de hotens viel me op dat de 'koppeling' waar je deze insteekt een groefje in het telfon had gemaakt. En er heel lastig beweging te krijgen is in de tube.
Of de zaak eerst maar eens bij Creality voorleggen? Als ik de online unboxing en first prints bekijk, zie ik eigenlijk geen verschil met hoe ik mijn printer in elkaar gezet heb. Ik heb zelf deze video ernaast gehouden tijdens de assemblage:
https://youtu.be/gokN9xNG94U
Dus ik denk dat contact opnemen met creality geen kwaad kan.
De pulleys had je al nagekeken, toch?
Hoe soepel loopt het bed en de carriage (x-eny-as)?
Draait de fan van je mainboard wel?
- Snelletomaat
- Registratie: Januari 2019
- Laatst online: 01-08 13:12
Wat bedoel met met impact op de Y-as?UltraSub schreef op maandag 30 november 2020 @ 15:19:
[...]
Herkenbaar. Zie het hier ook op mijn 5 als de hotend aan de voorkant over de print vliegt. Met name verplaatsen over infill "danst dan" omdat iedere keer de infill net wordt geraakt. Dat gebeurt aan de achterkant niet, dus mijn vermoeden is dat bij het eerste contact het bed licht naar beneden wordt gedrukt, en dan voor het tweede contact iets terug veert. En de cycle is gestart dan.
Ik kijk ook naar die dual-z met een extra stepper. Draai een BTT mini v2, die heeft een extra aansluiting voor een extra Z. Heeft zoiets nog impact op de Y as? Omdat de kop naar voren een offset heeft?
Ik ben overstag en heb de onderdelen in een paar bulkjes voor dual-Z besteld. Het zijn losse onderdelen geworden in plaats van een totale set omdat:
- Ik onder de €22 per bestelling wilde blijven vanwege douane/import heffingen.
- De set op ali alleen de T8x8 of T8x4 schroef als optie heeft. Ik wil gelijk de switch naar T8x2 schroef maken dus dan moet ik die toch twee maal los bestellen met bijbehorende anti-backlash moeren.
- Bij de set een 5x8 Shaft Coupler lijkt te zitten van het flexibele type. Volgens het plaatje tenminste. En volgens mij is voor nauwkeurigheid van de Z-as juist de starre koppeling nodig. Dus die zou ik dan ook weer los moeten bestellen.
Het spul is onderweg. Ben benieuwd!
- Vullisbak
- Registratie: Oktober 2003
- Laatst online: 01-08 07:46
Ja, pulleys zitten allemaal vast genoeg. De fans maken allemaal voldoende herrie. Heb een aantal Noctuas besteld zodat ik ook 's avonds kan printen.Headbuddy schreef op maandag 30 november 2020 @ 19:16:
[...]
Vermoed dat er iets geks aan de hand is.
Dus ik denk dat contact opnemen met creality geen kwaad kan.
De pulleys had je al nagekeken, toch?
Hoe soepel loopt het bed en de carriage (x-eny-as)?
Draait de fan van je mainboard wel?
Een min of meer bruikbaar geprinte filament geleider bracht al een klein beetje verbetering. Het meeste succes heb ik tot nog toe met een hogere temperatuur. REAL adviseert 190-210 graden, maar minder dan 210 lever problemen op. Althans zo lijkt het.
Ik heb het werk zoveel mogelijk in het midden op de y as uitgelijnd, hotend op 210, bed op 50gr, layer height 0,24 en snelheid op 30mm/s en toen ging het wel aardig. Printtijd 3,5 uur en geen layer shift dit keer.
Morgen een grotere print proberen om te zien of het zich bij beweging over de x/y as weer voordoet.
Ben overigens ook nog een andere eigenaardigheid tegen gekomen. Niet consistente afstand tot het printbed bij een auto home. Soms meer dan 2mm verschil en bij een auto home direct erna is het minder dan een halve mm. Misschien dat de z-as niet helemaal uitgelijnd is en soms wat blijft hangen aan de zijde waar de motor niet zit, waardoor de afstand varieert. Verklaart alleen niet waarom de afstand nozzle-bed op de home positie zo varieert.
Ik zal de printer eens volledig uit elkaar halen en opnieuw opbouwen. Misschien zit het geheel toch niet lekker uitgelijnd.
- Dennis de Vries
- Registratie: Oktober 2013
- Laatst online: 21:13
Redacteur
Ik loop nu toch tegen iets aan, ik word er helemaal gestoord van. Het idler-wieltje van mijn extruder draait amper mee met het tandwieltje dat direct op het extruder motortje is aangesloten:
:strip_exif()/f/image/Bc8eroMPIjqnO8Qy7q9a8lzt.jpg?f=fotoalbum_large)
Echt alles geprobeerd om het te fixen:
- Feeder tandwieltje schoongemaakt met ijzerborstel
- Druk op arm van de extruder verhoogd met wat plastic spacers
- Nieuw, sterker veertje in extruder gezet
- Nieuwe bowden tube geinstalleerd (Capricorn)
- Nieuwe couplers voor bowden tube
- Hot end uit elkaar gehaald en schoongemaakt
- Nieuwe nozzle gemonteerd
- Compleet nieuwe extruder aangeschaft en gemonteerd
- Geprobeerd met ander PLA
- Geprobeerd met andere nozzle temperaturen
- Verschillende E-Step instellingen geprobeerd
- Schroefjes van idler-wieltje en extruder armpje wat losser gedraaid
Wat typisch is, is dat als ik een heel klein beetje extra druk op het armpje van de extruder zet, het idler-wieltje wel constant meedraait. Als ik het weer loslaat, komen de problemen weer terug. Momenteel staat er al héél veel druk op overigens, mede dankzij de plastic spacers die bij de veer heb geplaatst.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/Bc8eroMPIjqnO8Qy7q9a8lzt.jpg?f=user_large)
Echt alles geprobeerd om het te fixen:
- Feeder tandwieltje schoongemaakt met ijzerborstel
- Druk op arm van de extruder verhoogd met wat plastic spacers
- Nieuw, sterker veertje in extruder gezet
- Nieuwe bowden tube geinstalleerd (Capricorn)
- Nieuwe couplers voor bowden tube
- Hot end uit elkaar gehaald en schoongemaakt
- Nieuwe nozzle gemonteerd
- Compleet nieuwe extruder aangeschaft en gemonteerd
- Geprobeerd met ander PLA
- Geprobeerd met andere nozzle temperaturen
- Verschillende E-Step instellingen geprobeerd
- Schroefjes van idler-wieltje en extruder armpje wat losser gedraaid
Wat typisch is, is dat als ik een heel klein beetje extra druk op het armpje van de extruder zet, het idler-wieltje wel constant meedraait. Als ik het weer loslaat, komen de problemen weer terug. Momenteel staat er al héél veel druk op overigens, mede dankzij de plastic spacers die bij de veer heb geplaatst.
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 06:56
Al eens de horizontale schroef aangedraaid cq losser gedraaid als het filament er door gaat?Dennis de Vries schreef op maandag 30 november 2020 @ 23:55:
Ik loop nu toch tegen iets aan, ik word er helemaal gestoord van. Het idler-wieltje van mijn extruder draait amper mee met het tandwieltje dat direct op het extruder motortje is aangesloten:
[Afbeelding]
Echt alles geprobeerd om het te fixen:
- Feeder tandwieltje schoongemaakt met ijzerborstel
- Druk op arm van de extruder verhoogd met wat plastic spacers
- Nieuw, sterker veertje in extruder gezet
- Nieuwe bowden tube geinstalleerd (Capricorn)
- Nieuwe couplers voor bowden tube
- Hot end uit elkaar gehaald en schoongemaakt
- Nieuwe nozzle gemonteerd
- Compleet nieuwe extruder aangeschaft en gemonteerd
- Geprobeerd met ander PLA
- Geprobeerd met andere nozzle temperaturen
- Verschillende E-Step instellingen geprobeerd
- Schroefjes van idler-wieltje en extruder armpje wat losser gedraaid
Wat typisch is, is dat als ik een heel klein beetje extra druk op het armpje van de extruder zet, het idler-wieltje wel constant meedraait. Als ik het weer loslaat, komen de problemen weer terug. Momenteel staat er al héél veel druk op overigens, mede dankzij de plastic spacers die bij de veer heb geplaatst.
Zo op die foto is de veer en schroef niet goed gemonteerd. De schroef moet de veer indrukken.
[ Voor 3% gewijzigd door vincent_1971 op 01-12-2020 01:55 ]
- Dennis de Vries
- Registratie: Oktober 2013
- Laatst online: 21:13
Redacteur
De foto was even snel van internet gehaald, maar ja, ik heb ook al geëxperimenteerd met die schroef. Helaas ook zonder resultaat.vincent_1971 schreef op dinsdag 1 december 2020 @ 01:54:
[...]
Al eens de horizontale schroef aangedraaid cq losser gedraaid als het filament er door gaat?
Zo op die foto is de veer en schroef niet goed gemonteerd. De schroef moet de veer indrukken.
Let op:
Het meegeleverde rolletje PLA bij een nieuwe Creality printer is vaak van matige kwaliteit, bij printproblemen graag eerst proberen met goede kwaliteit PLA.
Verkoop en printverzoekjes niet in dit topic, maar via V&A:
categorie: 3D Printers
categorie: Grafisch ontwerp en 3d visualisatie
Het meegeleverde rolletje PLA bij een nieuwe Creality printer is vaak van matige kwaliteit, bij printproblemen graag eerst proberen met goede kwaliteit PLA.
Verkoop en printverzoekjes niet in dit topic, maar via V&A:
categorie: 3D Printers
categorie: Grafisch ontwerp en 3d visualisatie