:fill(white):strip_exif()/i/2003714744.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003711968.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002605494.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002668340.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003588498.jpeg?f=thumbmini)
:strip_exif()/i/2007005480.webp?f=thumbmini)
:fill(white):strip_exif()/i/2003792772.jpeg?f=thumbmini)
Lord-The-Gamer (L-T-G)
- MetalG
- Registratie: November 2008
- Laatst online: 26-05 10:12
:strip_icc():strip_exif()/u/281665/crop5628e3a80f77e_cropped.jpeg?f=community)
Ik ben nu een PS4 controller holder aant printen
wou laatste deze slicen, maar er zag veel rood en dus deed ik maar geen slice :d
https://www.thingiverse.com/thing:1388237
iemand tips om deze tot een goed eind te brengen? of negeer ik die rode parts in cura?
wou laatste deze slicen, maar er zag veel rood en dus deed ik maar geen slice :d
https://www.thingiverse.com/thing:1388237
iemand tips om deze tot een goed eind te brengen? of negeer ik die rode parts in cura?
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
:strip_icc():strip_exif()/u/328413/Bat.jpg?f=community)
Hey @Daniel. ik neem deze als idee: https://www.thingiverse.com/thing:3866673
het is mijn bedoeling om de fan aan de onderkant te hebben en de stekker ook om op die manier mooi alles uit het zicht te hebben. knopje kun je dan alsnog met je vingers bij als het echt moet.
ik heb de pootjes geprint om de ender iets te verhogen wat sowieso al moest omdat de enclosure iets lager uitkomt dan de printer door de 40mm fans. Dit ging al niet helemaal goed helaas...

Wat ik eerder zei over de creality filament neem ik terug.
De spoel is zeer slecht opgewonden en loopt af en toe vast/plakt aan elkaar.
Hierdoor enorme underextrusion.
Ik heb dit puur sinds deze spoel erop zit en mijn extruder krijgt het net wel/net niet los.
Af en toe zit hij dermate vast dat tijdens het printen mijn filament guide losgetrokken wordt (en die blokkeerde gisteren mijn extruder totaal waardoor mijn pootjes de eerste keer compleet mislukt zijn..)
Pootjes zijn slecht maar bruikbaar...tijd voor een andere rol.
@vassago Goed idee!!! dat ik daar niet op gekomen ben... al zal het ook wel iets met mijn filament zijn vermoed ik... ook de purge-streep krijg ik er moeilijk af terwijl de eerste rol er zo vanaf kwam door aan een stukje te trekken.
@MetalG van alles:) heb ook kastjes gemaakt voor mijn dimmer modules (domotica) waar ik een snoerdimmer van wilde maken. Ook montageblokken om mijn Makita accus in mijn garage op te hangen bijvoorbeeld.
Het is net als het hebben van een multitool... wat moet je ermee tot je er een hebt:)
Die skull moet je even de comments lezen zo te zien. Hij moet een stukje omlaag geloof ik om hem te printen want standaard zweeft hij boven het bed lees ik ergens. Leuk dingetje:)
het is mijn bedoeling om de fan aan de onderkant te hebben en de stekker ook om op die manier mooi alles uit het zicht te hebben. knopje kun je dan alsnog met je vingers bij als het echt moet.
ik heb de pootjes geprint om de ender iets te verhogen wat sowieso al moest omdat de enclosure iets lager uitkomt dan de printer door de 40mm fans. Dit ging al niet helemaal goed helaas...
Wat ik eerder zei over de creality filament neem ik terug.
De spoel is zeer slecht opgewonden en loopt af en toe vast/plakt aan elkaar.
Hierdoor enorme underextrusion.
Ik heb dit puur sinds deze spoel erop zit en mijn extruder krijgt het net wel/net niet los.
Af en toe zit hij dermate vast dat tijdens het printen mijn filament guide losgetrokken wordt (en die blokkeerde gisteren mijn extruder totaal waardoor mijn pootjes de eerste keer compleet mislukt zijn..)
Pootjes zijn slecht maar bruikbaar...tijd voor een andere rol.
@vassago Goed idee!!! dat ik daar niet op gekomen ben... al zal het ook wel iets met mijn filament zijn vermoed ik... ook de purge-streep krijg ik er moeilijk af terwijl de eerste rol er zo vanaf kwam door aan een stukje te trekken.
@MetalG van alles:) heb ook kastjes gemaakt voor mijn dimmer modules (domotica) waar ik een snoerdimmer van wilde maken. Ook montageblokken om mijn Makita accus in mijn garage op te hangen bijvoorbeeld.
Het is net als het hebben van een multitool... wat moet je ermee tot je er een hebt:)
Die skull moet je even de comments lezen zo te zien. Hij moet een stukje omlaag geloof ik om hem te printen want standaard zweeft hij boven het bed lees ik ergens. Leuk dingetje:)
[ Voor 4% gewijzigd door DRuw op 16-02-2020 10:27 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
:strip_exif()/u/25150/Gizzbril.gif?f=community)
@MetalG Geen inspiratie meer? 
Als ik naar mijn recente files in Octoprint kijk zie ik (waar mogelijk direct een linkje naar de files)
Een leuke plek voor inspiratie is Functional printing op Reddit, want daar plaatst men echt nuttige dingen. Op veel andere sites / pagina's zie je alleen maar mensen die elkaar na-apen en dus óók een baby Yoda hebben geprint, heel inspirerend..
Als ik naar mijn recente files in Octoprint kijk zie ik (waar mogelijk direct een linkje naar de files)
- Poppetjes en scenery (rotsen, bomen) voor de wekelijkse DnD-sessies
- LED-spiraallamp
- Tampon dispenser
- Haakjes om rolgordijnen op te vangen zodat ze niet over de radiator heenvallen
- Klemmen om HG-schoonmaakflessen op te hangen
- Pootjes (met magneten als koppeling) om mijn Node202 pc-behuizing te verhogen
- Klem voor mijn secrid-wallet
- Clips voor zakjes
- Bakjes om gereedschap te sorteren
- Modulaire bakjes / lades om al mij ESP-bordjes, weerstanden, sensoren, etc op te bergen
- Beugel om een sensor op mijn watermeter te bevestigen
- Diverse behuizingen voor ESPs met sensoren
- Plafondbeugel voor een Nest mini (voor mijn vader)
- enzovoorts..
Een leuke plek voor inspiratie is Functional printing op Reddit, want daar plaatst men echt nuttige dingen. Op veel andere sites / pagina's zie je alleen maar mensen die elkaar na-apen en dus óók een baby Yoda hebben geprint, heel inspirerend..
Rood betekent overhang. Dat lijkt me heel logisch bij een model met deze structuur, het zijn allemaal kleine bridges. Dat betekent niet dat je het niet zou kunnen printen.MetalG schreef op zondag 16 februari 2020 @ 10:19:
Ik ben nu een PS4 controller holder aant printen
wou laatste deze slicen, maar er zag veel rood en dus deed ik maar geen slice :d
[ Voor 10% gewijzigd door Gizz op 16-02-2020 10:40 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Man wat haat ik die Yoda....
Als ik met mijn modjes klaar ben qua PSU en enclosure gaat deze naar de printer denk ik: https://www.thingiverse.com/thing:3589452/comments
Ff kijken hoe dit met mijn BLtouch en verdiepte shroud werkt voor de 40x20 Noctua fan die ik erin ga zetten...
Welke filament gebruiken jullie trouwens?
Ik moet binnenkort maar eens van die creality rol af (en gelijk wat lagertjes kopen om een rolhouder weerstandsvrij te krijgen:)
Edit: dit is mijn bedoeling:
links in de rails en rechts opvullen met de stekkeraansluiting naar beneden zodat die met een haakse stekker aan te sluiten is onder de printer.
Passen doet het wel, nu wat verzinnen:)
Als ik met mijn modjes klaar ben qua PSU en enclosure gaat deze naar de printer denk ik: https://www.thingiverse.com/thing:3589452/comments
Ff kijken hoe dit met mijn BLtouch en verdiepte shroud werkt voor de 40x20 Noctua fan die ik erin ga zetten...
Welke filament gebruiken jullie trouwens?
Ik moet binnenkort maar eens van die creality rol af (en gelijk wat lagertjes kopen om een rolhouder weerstandsvrij te krijgen:)
Edit: dit is mijn bedoeling:
links in de rails en rechts opvullen met de stekkeraansluiting naar beneden zodat die met een haakse stekker aan te sluiten is onder de printer.
Passen doet het wel, nu wat verzinnen:)
[ Voor 29% gewijzigd door DRuw op 16-02-2020 11:27 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Solid Seal
- Registratie: September 2001
- Laatst online: 05-07 22:23
Drones, 3D printen
:strip_exif()/u/34564/mood_icn.gif?f=community)
Mijn filament 'lekt' tussen de hotend en de nozzle .. heb opnieuw de boden erin geduwd (nozzle slag terug , boden erin en nozzle aandraaien) maar boden ging wat lastig door de coolribben en de hotend dus ik denk dat daar een zooi klonten PLA zit.
Kan je die coolribben en hotend makkelijk schoonmaken ? of gewoon een nieuwe set kopen?
Ik heb al een soort 'boden' fix gezien van , ik dacht, van Luke Hatfield . gebruiken jullie dat ook ?
En wie is jullie favoriete ender 3 Youtuber (of 3D printer in algemeen)
Kan je die coolribben en hotend makkelijk schoonmaken ? of gewoon een nieuwe set kopen?
Ik heb al een soort 'boden' fix gezien van , ik dacht, van Luke Hatfield . gebruiken jullie dat ook ?
En wie is jullie favoriete ender 3 Youtuber (of 3D printer in algemeen)
[ Voor 7% gewijzigd door Solid Seal op 16-02-2020 17:31 ]
www.dronepilotennederland.nl
/u/300076/crop59b52708c822b_cropped.png?f=community)
Die bowden tube fix is zeker aan te raden. Sinds die tijd werkt de standaard hotend prima bij mij.Solid Seal schreef op zondag 16 februari 2020 @ 17:28:
Mijn filament 'lekt' tussen de hotend en de nozzle .. heb opnieuw de boden erin geduwd (nozzle slag terug , boden erin en nozzle aandraaien) maar boden ging wat lastig door de coolribben en de hotend dus ik denk dat daar een zooi klonten PLA zit.
Kan je die coolribben en hotend makkelijk schoonmaken ? of gewoon een nieuwe set kopen?
Ik heb al een soort 'boden' fix gezien van , ik dacht, van Luke Hatfield . gebruiken jullie dat ook ?
En wie is jullie favoriete ender 3 Youtuber (of 3D printer in algemeen)
- BlueFlame
- Registratie: Juli 2001
- Laatst online: 00:12
Idem. Heb wel retraction minder agressief in moeten regelen (5mm i.p.v. 6mm als ik het goed heb.) Omdat ik anders alsnog clogs kreeg...Daniel. schreef op zondag 16 februari 2020 @ 18:07:
[...]
Die bowden tube fix is zeker aan te raden. Sinds die tijd werkt de standaard hotend prima bij mij.
- 4play
- Registratie: Maart 2000
- Laatst online: 21-07 22:38
-Nintendo- fan
:strip_icc():strip_exif()/u/4795/pics_18_ziza.jpg?f=community)
Na een week pielen en zuchten toch wel tegen wat dingen aan gelopen.
Het bed van mijn Ender loopt wat hol (vaak voorkomend probleem las ik hier en op andere plekken) ik heb dat nu even opgelost door met 70 Gr papier tussen de toplaag en het hotbed zoveel mogelijk de oneffenheid weg te halen. Maar ik denk dat als dit niet echt verbeterd ik ook voor de glasplaat ga.
Ook heb ik een ontwerp geprint wat niet voor de Ender goed kon en ik bleef maar mopperen dat het niet lukte. Bleek er ook een versie te bestaan voor deze printers gevolg in 1x goed uit de printer... Oops
Vandaag bij het printen van waar voetjes voor mijn printer had ik wat haast en ben ik aan het experimenteren geweest met de snelheid. Tot 200% geen probleem, iets minder accuraat maar het scheelde wel lang wachten
Wat een gedoe deze printer, tot nu toe echt super leuk en je kunt met het printen van diverse onderdelen mooi oefenen met verschillende instellingen.
Als ik dan echt iets nodig heb waar mooi of stevig moet zijn dan heb ik maar vast geoefend.
Het bed van mijn Ender loopt wat hol (vaak voorkomend probleem las ik hier en op andere plekken) ik heb dat nu even opgelost door met 70 Gr papier tussen de toplaag en het hotbed zoveel mogelijk de oneffenheid weg te halen. Maar ik denk dat als dit niet echt verbeterd ik ook voor de glasplaat ga.
Ook heb ik een ontwerp geprint wat niet voor de Ender goed kon en ik bleef maar mopperen dat het niet lukte. Bleek er ook een versie te bestaan voor deze printers gevolg in 1x goed uit de printer... Oops
Vandaag bij het printen van waar voetjes voor mijn printer had ik wat haast en ben ik aan het experimenteren geweest met de snelheid. Tot 200% geen probleem, iets minder accuraat maar het scheelde wel lang wachten
Wat een gedoe deze printer, tot nu toe echt super leuk en je kunt met het printen van diverse onderdelen mooi oefenen met verschillende instellingen.
Als ik dan echt iets nodig heb waar mooi of stevig moet zijn dan heb ik maar vast geoefend.
[ Voor 11% gewijzigd door 4play op 16-02-2020 23:46 ]
【ツ】Oude / Crappy tech is in mijn ogen beter en leuker dan dan High tech.【ツ】
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Printje was klaar, ik haal de print van het bed en start de volgende print. Loop even weg en hoor opeens herrie:
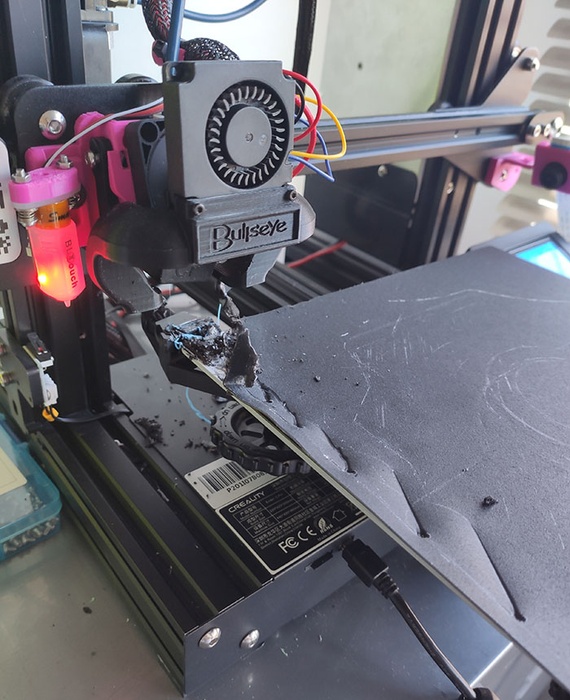

Hoe zullen we dit noemen, suboptimaal?
Ik heb geen idee wat er nou verkeerd is gegaan. Hij was fanatiek linksachter bezig, maar dat kan zowel komen doordat hij daar klem zat achter/ in het bed en de printmap, of omdat hij er echt van overtuigd was dat die positie het midden van het bed was. Ook opvallend zijn de gaten in de mat met vervolgens en diagonale lijn. Normaal print hij in dat gebied alleen de rechte 'purge lijn'.
Voor elke print doet hij natuurlijk netjes een home. Daarna volgt met de BLtouch een 4x4 grid bed-leveling. Aan het filmpje (timelapse) heb ik niks, binnen een paar frames zie je dat de printer linksachter in de hoek dwars door de plaat probeert te printen.
Iemand een suggestie voor de mogelijke oorzaak?
Hoe zullen we dit noemen, suboptimaal?
Ik heb geen idee wat er nou verkeerd is gegaan. Hij was fanatiek linksachter bezig, maar dat kan zowel komen doordat hij daar klem zat achter/ in het bed en de printmap, of omdat hij er echt van overtuigd was dat die positie het midden van het bed was. Ook opvallend zijn de gaten in de mat met vervolgens en diagonale lijn. Normaal print hij in dat gebied alleen de rechte 'purge lijn'.
Voor elke print doet hij natuurlijk netjes een home. Daarna volgt met de BLtouch een 4x4 grid bed-leveling. Aan het filmpje (timelapse) heb ik niks, binnen een paar frames zie je dat de printer linksachter in de hoek dwars door de plaat probeert te printen.
Iemand een suggestie voor de mogelijke oorzaak?
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- phYzar
- Registratie: November 2001
- Laatst online: 23:18
/u/40371/pino.JPG?f=community)
Oef, wat een verwoesting. Lijkt erop dat hij zich in zijn Z hoogte vergist heeft, zich dik ingegraven/ingebakken heeft, en alle bewegingen daarna zijn door de weerstand (ingegraven proberen te bewegen) compleet uit de richting.
:strip_icc():strip_exif()/u/1260596/crop674b59f987763_cropped.jpg?f=community)
Zou de BLtouch kunnen zijn, ik heb bij mij ook heel enkel dat hij niet goed reageert, dan knippert in een heel snel ritme en probeert het nog eens, maar ik heb één keer gehad dat hij dat bij het homen deed en bij de tweede poging gewoon in het bed dook, ik ben er ook nog niet achter wat daar de oorzaak van is, als ik een 25 punts bedleveling doe, dan is er meestal ook wel één meting bij die opnieuw gedaan wordt, maar daarna gaat hij wel gewoon weer verder met meten zonder het bed te vernielen.Gizz schreef op maandag 17 februari 2020 @ 14:25:
Printje was klaar, ik haal de print van het bed en start de volgende print. Loop even weg en hoor opeens herrie:
Hoe zullen we dit noemen, suboptimaal?
Ik heb geen idee wat er nou verkeerd is gegaan. Hij was fanatiek linksachter bezig, maar dat kan zowel komen doordat hij daar klem zat achter/ in het bed en de printmap, of omdat hij er echt van overtuigd was dat die positie het midden van het bed was. Ook opvallend zijn de gaten in de mat met vervolgens en diagonale lijn. Normaal print hij in dat gebied alleen de rechte 'purge lijn'.
Voor elke print doet hij natuurlijk netjes een home. Daarna volgt met de BLtouch een 4x4 grid bed-leveling. Aan het filmpje (timelapse) heb ik niks, binnen een paar frames zie je dat de printer linksachter in de hoek dwars door de plaat probeert te printen.
Iemand een suggestie voor de mogelijke oorzaak?
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Dat zeker, maar hoe dat precies is gebeurd is voor mij nog een raadselphYzar schreef op maandag 17 februari 2020 @ 14:45:
Oef, wat een verwoesting. Lijkt erop dat hij zich in zijn Z hoogte vergist heeft,
Elke keer dat de printer de autohome uitvoert meet hij het bed 2x met de BLtouch alvorens hij de 16-punts bedleveling gaat doen.
Dat heb ik nog nooit gehad. Heel af en toe (1 op de 50x dat mijn printer aan gaat, dus 2% van de boots) heb ik dat de BLtouch direct begint te knipperen als de printer wordt aangezet, in plaats van dat hij z'n prikkert als test laat bewegen. Meestal is dat als ik heb lopen klussen en ergens tegen een draadje heb geduwd.Hardy8 schreef op maandag 17 februari 2020 @ 16:28:
[...]
Zou de BLtouch kunnen zijn, ik heb bij mij ook heel enkel dat hij niet goed reageert, dan knippert in een heel snel ritme en probeert het nog eens, maar ik heb één keer gehad dat hij dat bij het homen deed en bij de tweede poging gewoon in het bed dook,
Dat gedrag heb ik nog nooit gezien. Als de BLtouch netjes deployed (nadat de voeding aan gaat) dan gaan daarna de autohome en bedleveling verder altijd goed. Ik gebruik overigens een originele BLtouch 3.1 uit hun eigen Aliexpress-shop.als ik een 25 punts bedleveling doe, dan is er meestal ook wel één meting bij die opnieuw gedaan wordt, maar daarna gaat hij wel gewoon weer verder met meten zonder het bed te vernielen.
Misschien moet ik voor de de 2x prikken voor de Z home verhogen naar 5x voor de zekerheid
Aan de andere kant, hij heeft nu 2x het bed gemeten (en daar geen afwijkingen tussen gevonden neem ik aan) en wilde daarna dwars door het bed heen. Dus of een aantal extra veiligheidmetingen dan gaan werken..?
Ga vandaag de printer onder handen nemen, ik heb gisteren de boel maar zo gelaten na de enigszins teleurstellende print. Misschien dat ik nog een nieuwe aanwijzing vind
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Leuk is dat...vanochtend wakker geworden. Print van 7 uurtjes is mislukt.
Bowden tube was losgeschoten van de extruder. Dat hele klemmetje zit los. Dus filament all over the place.
Even losgeknipt om later maar weer opgerold te worden.
De vraag is nu weer: hoe kwam die tube opeens los?
Bowden tube was losgeschoten van de extruder. Dat hele klemmetje zit los. Dus filament all over the place.
Even losgeknipt om later maar weer opgerold te worden.
De vraag is nu weer: hoe kwam die tube opeens los?
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- smoken
- Registratie: Juni 2001
- Laatst online: 25-07 10:10
Waarschijnlijk een print met veel retractions en hoge retraction snelheid?kmf schreef op dinsdag 18 februari 2020 @ 12:06:
Leuk is dat...vanochtend wakker geworden. Print van 7 uurtjes is mislukt.
Bowden tube was losgeschoten van de extruder. Dat hele klemmetje zit los. Dus filament all over the place.
Even losgeknipt om later maar weer opgerold te worden.
De vraag is nu weer: hoe kwam die tube opeens los?
Heb ik ook wel eens gehad, zorgen dat je een nieuwe fitting met klem erop zet en wellicht een stukje van de tube afknippen en retraction snelheid wellicht omlaag.
- smoken
- Registratie: Juni 2001
- Laatst online: 25-07 10:10
edit: nvm
[ Voor 97% gewijzigd door smoken op 21-02-2020 13:41 ]
Vreemd genoeg heb ik al heel veel prints gehad met dezelfde settings en dat ik opeens dit heb. Vanavond opnieuw proberen en erbij blijven.smoken schreef op dinsdag 18 februari 2020 @ 12:42:
[...]
Waarschijnlijk een print met veel retractions en hoge retraction snelheid?
Heb ik ook wel eens gehad, zorgen dat je een nieuwe fitting met klem erop zet en wellicht een stukje van de tube afknippen en retraction snelheid wellicht omlaag.
Alle fittingen hebben toch een klem?
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:07
Heb je de originele creality extruder of die metalen extruder? Zit een wereld van verschil in. Vooral met de koppeling..de metalen Henin geen problemen mee gehad met losschietenkmf schreef op dinsdag 18 februari 2020 @ 12:06:
Leuk is dat...vanochtend wakker geworden. Print van 7 uurtjes is mislukt.
Bowden tube was losgeschoten van de extruder. Dat hele klemmetje zit los. Dus filament all over the place.
Even losgeknipt om later maar weer opgerold te worden.
De vraag is nu weer: hoe kwam die tube opeens los?
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Over die retraction en bowden tube grapjes... Is het niet handiger om een direct drive te maken dan?
Ik ben daar nog niet echt nadelen van tegengekomen en lost best wat onzekerheden op volgens mij..
Of zie ik iets niet?
Ik ben daar nog niet echt nadelen van tegengekomen en lost best wat onzekerheden op volgens mij..
Of zie ik iets niet?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@DRuw Het nadeel van direct drive is dat je 'printhead' flink zwaarder wordt. In plaats van een stukje bowden tube moet er bij elke beweging op de x-as opeens een hele extruder in beweging gebracht (en afgeremd!) worden. Dat kan op z'n beurt weer zorgen voor meer beweging in je frame, meer ghosting en dergelijke.
Er zijn blogposts en video's vol met info over de voor- en nadelen van bowden en direct drive, dus ik laat het even bij deze 'kort door de bocht' uitleg
Er zijn blogposts en video's vol met info over de voor- en nadelen van bowden en direct drive, dus ik laat het even bij deze 'kort door de bocht' uitleg
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
:strip_exif()/u/483014/crop5d189a2797ba6.gif?f=community)
Vandaag mijn Ender 3 Pro binnen en gelijk geïnstalleerd. Helaas doet de X-as niet wat ‘ie moet doen, zowel bij via het menu bewegen als eerste testprints. De X-as beweegt niet volgens instructie, bijvoorbeeld bij 10mm steps naar rechts gaat ie niet altijd naar rechts, soms geen beweging soms naar links. Ik heb reeds de aansluitingen en aandrijving gecontroleerd en die zitten/lopen goed. Ook op het moederbord zit de aansluiting voor X goed. Enig idee wat dit kan veroorzaken en/of wat ik kan controleren? Vrees dat de motor of het moederbord niet goed is...
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@D85 Als hij altijd de verkeerde kant op zou gaan, zou je snel bij de polariteit uitkomen. Maar dat hij soms naar links en soms naar rechts gaat terwijl hij altijd naar rechts moet gaan is gek.
Wat checks / vragen:
Wat checks / vragen:
- Wat gebeurt er bj 'autohoming' ? Gaat hij dan wel netjes naar links totdat hij de X-eindstop raakt?
- Je kunt alleen de X-as via het menu laten bewegen nadat je printer de autohoming achter de rug heeft. Weet je zeker dat je niet de boel probeerde te bewegen terwijl de printer geen idee had wat de positie van de assen was?
- Klopt mijn aanname dat je dus niks hebt kunnen printen? Want als je x-as soms de verkeerde kant op gaat ben snel uitgespeeld.
- Als je printer uitstaat en je langzaam(!) met je hand de x-as beweegt, voelt dat soepel? Of blijft hij ergens haken?
- Wordt de motor opvallend warm?
- Welke firmware staat er op je printer? Op de site kun je als nieuwste versie een firmware uit november dowloaden.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Bij het autohoming gaat de X-as netjes naar uiterst links tot de stop geraakt wordt. Het via het menu bewegen van de X-as, na autohoming, levert echter gek gedrag, paar keer wel volgens commando naar rechts, dan geen beweging of zelfs naar links enzovoorts. Ik krijg de X-as op die manier niet naar uiterst rechts. Met de steppers uit de X-as met de hand bewegen gaat soepel, de beweging van band, lagers ed heb ik gecontroleerd en afgesteld, dat lijkt goed. Een testprint, zoals de leveling-X of XYZ-cube, lukt dan ook niet. Wat mij opvalt is dat de X daarbij ook niet naar het midden gaat, terwijl ik in de slicer het model in het midden heb geplaatst.Gizz schreef op dinsdag 18 februari 2020 @ 15:57:
@D85 Als hij altijd de verkeerde kant op zou gaan, zou je snel bij de polariteit uitkomen. Maar dat hij soms naar links en soms naar rechts gaat terwijl hij altijd naar rechts moet gaan is gek.
Wat checks / vragen:Een filmpje van hoe het eruit ziet als je printer tracht te printen helpt ons wellicht ook
- Wat gebeurt er bj 'autohoming' ? Gaat hij dan wel netjes naar links totdat hij de X-eindstop raakt?
- Je kunt alleen de X-as via het menu laten bewegen nadat je printer de autohoming achter de rug heeft. Weet je zeker dat je niet de boel probeerde te bewegen terwijl de printer geen idee had wat de positie van de assen was?
- Klopt mijn aanname dat je dus niks hebt kunnen printen? Want als je x-as soms de verkeerde kant op gaat ben snel uitgespeeld.
- Als je printer uitstaat en je langzaam(!) met je hand de x-as beweegt, voelt dat soepel? Of blijft hij ergens haken?
- Wordt de motor opvallend warm?
- Welke firmware staat er op je printer? Op de site kun je als nieuwste versie een firmware uit november dowloaden.
Ik zal morgen even een video maken en posten om hopelijk het troubleshooten wat eenvoudiger te maken. Dank voor je reactie in ieder geval!
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Staat 'Origin at center' uit onder de instellingen van je printer in Cura? Ervan uitgaande dat je Cura gebruikt, maar elke slicer zal wel een vergelijkbare instelling hebben.D85 schreef op dinsdag 18 februari 2020 @ 17:44:
[...]
Wat mij opvalt is dat de X daarbij ook niet naar het midden gaat, terwijl ik in de slicer het model in het midden heb geplaatst.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Probeer ook eens een M502 en dan M500 en voor de zekerheid een M501 via Octorprint of Prontoface.D85 schreef op dinsdag 18 februari 2020 @ 17:44:
[...]
Bij het autohoming gaat de X-as netjes naar uiterst links tot de stop geraakt wordt. Het via het menu bewegen van de X-as, na autohoming, levert echter gek gedrag, paar keer wel volgens commando naar rechts, dan geen beweging of zelfs naar links enzovoorts. Ik krijg de X-as op die manier niet naar uiterst rechts. Met de steppers uit de X-as met de hand bewegen gaat soepel, de beweging van band, lagers ed heb ik gecontroleerd en afgesteld, dat lijkt goed. Een testprint, zoals de leveling-X of XYZ-cube, lukt dan ook niet. Wat mij opvalt is dat de X daarbij ook niet naar het midden gaat, terwijl ik in de slicer het model in het midden heb geplaatst.
Ik zal morgen even een video maken en posten om hopelijk het troubleshooten wat eenvoudiger te maken. Dank voor je reactie in ieder geval!
En direct op de printer kan ook.
Soms staan er waardes is die niet juist zijn en hiermee weet je 100% dat de firmware standaard is.
Nu lijkt mij dit niet direct een probleem wat je hiermee oplost maar proberen kan zeker geen kwaad.
Heb zelf al paar keer vreemde dingen zien gebeuren die hiermee waren opgelost. Kwam dan wel door een firmware update waarbij oude waardes nog werden gebruikt maar soms kun je zo lopen zoeken en is het iets simpels
Gebruik een Direct Drive icm BMG Extruder sinds paar maanden maar tot op heden merk ik alleen maar voordelen en geen nadelen qua gewicht. Print prima en stabiel en invoeren filament is nu een genot icm met de BMG.Gizz schreef op dinsdag 18 februari 2020 @ 14:21:
@DRuw Het nadeel van direct drive is dat je 'printhead' flink zwaarder wordt. In plaats van een stukje bowden tube moet er bij elke beweging op de x-as opeens een hele extruder in beweging gebracht (en afgeremd!) worden. Dat kan op z'n beurt weer zorgen voor meer beweging in je frame, meer ghosting en dergelijke.
Er zijn blogposts en video's vol met info over de voor- en nadelen van bowden en direct drive, dus ik laat het even bij deze 'kort door de bocht' uitleg
Ik vind het een dikker aanrader
[ Voor 22% gewijzigd door MikeOO op 19-02-2020 08:08 ]
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Welke heb jij als ik vragen mag (linkjes?).MikeOO schreef op woensdag 19 februari 2020 @ 08:02:
[...]
Gebruik een Direct Drive icm BMG Extruder sinds paar maanden maar tot op heden merk ik alleen maar voordelen en geen nadelen qua gewicht. Print prima en stabiel en invoeren filament is nu een genot icm met de BMG.
Ik vind het een dikker aanrader
Heb interesse;)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Ik gebruik een originele BMG extruder. Had eerst een clone maar door foutje mijn kant is die gesloopt. Verkeerde schroef gebruikt tijdens monteren en kreeg ik er niet meer uit dus werd slopen.:XDRuw schreef op woensdag 19 februari 2020 @ 09:49:
[...]
Welke heb jij als ik vragen mag (linkjes?).
Heb interesse;)
Omdat ik hem direct nodig had maar gelijk de originele gekocht en voelt wel beter dan de clone. Maar denk dat je met een goede clone ook prima zit hoor. Het is wat je zelf wilt.
De basis: https://www.thingiverse.com/thing:3751368
Je dient dan wel de pancake stappenmotor te gebruiken. Originele is te dik en krijg je problemen met de X as zodat deze niet helemaal naar links kan.
Belangrijk omdat er geen instructies bij zitten bouw het rustig op. Het is prima te doen maar soms moet je even goed zoeken hoe het moet zitten en nog belangrijker print alles natuurlijk eerst en check goed de maten of alles past
Verder heb je geen Direct Drive kit nog dus je ook vaak aangeboden ziet aangezien de thingiverse basis hierin voorziet.
Pancake stappenmotor, maar op zich zijn er veel meer te vinden, deze heb ik gebruikt.
https://www.amazon.de/gp/...tle_o04_s00?ie=UTF8&psc=1
Gebruik zelf een Noctula 4020 fan voor de hotend en dat werkt prima en lekker stil.
Neem wel de 3 ader versie (meen FLX uitvoering) en gebruik Google voor de goedkoopste op dat moment. Ze zijn niet goedkoop maar heb er inmiddels 3 (Hot End - Case - Voeding 80mm) in gebruik op de printer en bevallen uitstekend.
5015 fan is helaas niet stil te vinden en draai ik op 50% dus dan is het te doen.
BMG Extruder: https://www.123-3d.nl/Bon...EXT-BMG-i3776-t15696.html
Hotend: Trianglelab V6 clone. Die past direct in de BMG Extruder
Zorg ook voor wat extra draad en stekkertjes zodat je eenvoudig een fan kunt verwisselen als dat ooit nodig is en draad om eventueel iets te kunnen verlengen.
Hoop dat je er iets mee kan en anders stuur je maar een DM
- Mirr0r
- Registratie: Oktober 2009
- Laatst online: 09-09-2024
/u/323521/crop5ee09b3c89699_cropped.png?f=community)
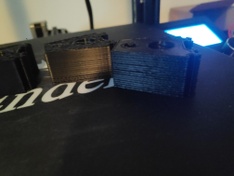
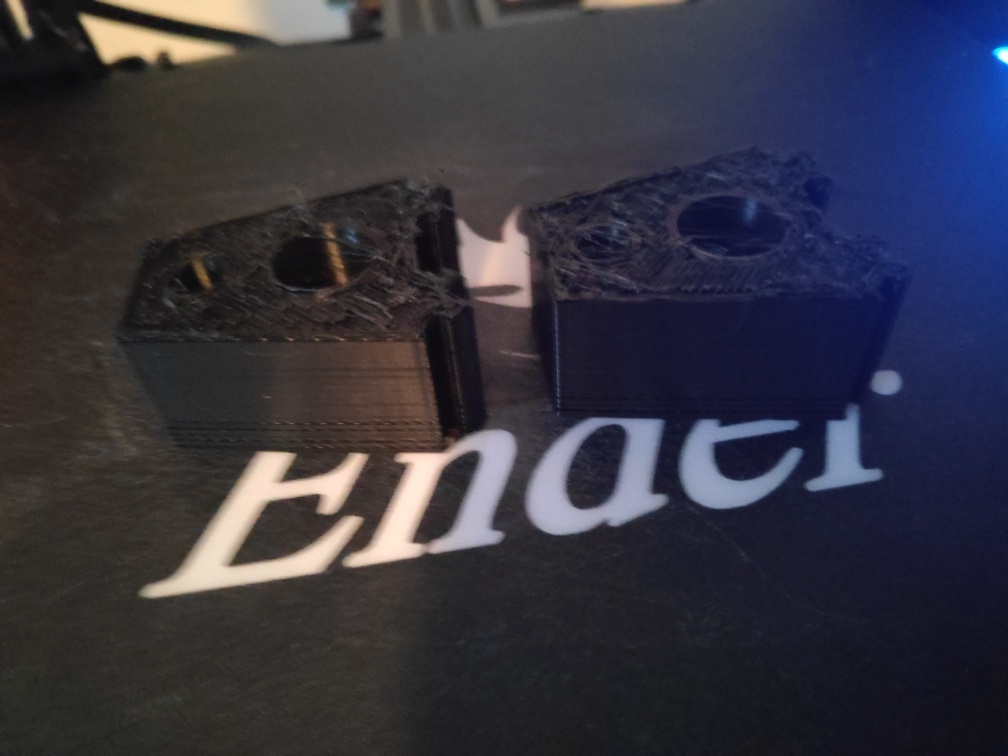
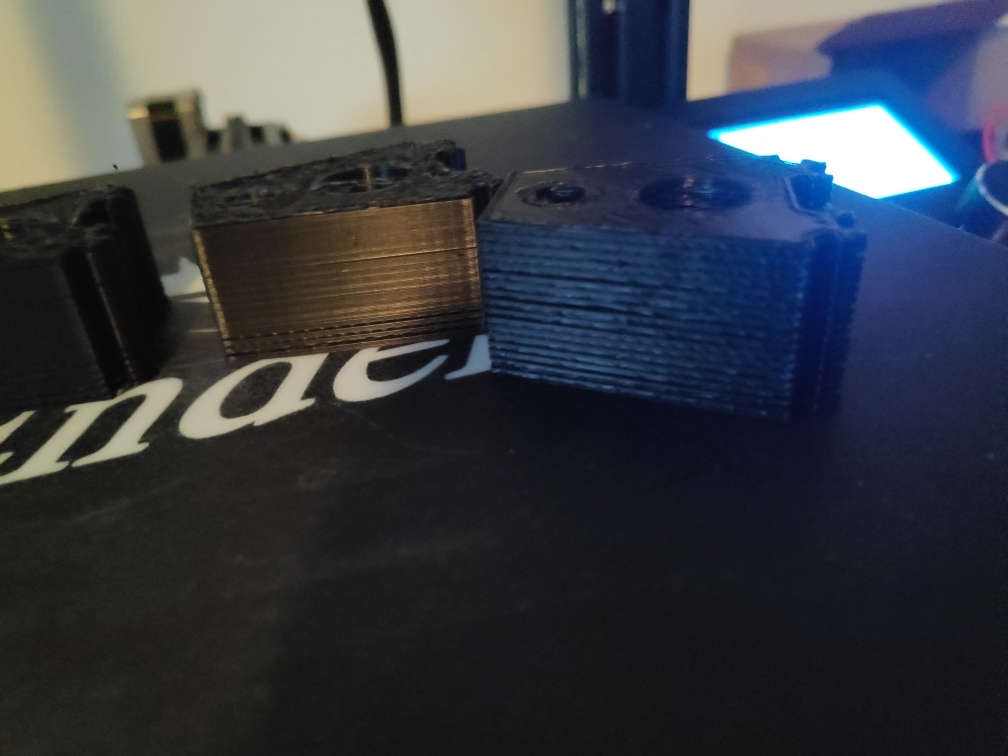
Ik ben sinds kort gaan experimenteren met PETG.
Ik ben een beetje de draad kwijt. Gebruik normaal gesproken https://www.simplify3d.co...-quality-troubleshooting/ om te troubleshooten.


Original hotend with bullseye fanmod
Materiaal: Extrudr antraciet PETG
232 on hotend
70 on bed
Layer .12
Retr.dist. 6.2
Retr.speed 30mm/s
Fan cooling 1-4 0% and after 8 on 50%
Print speed 40mm/s
Movement speed 120mm/s
Heeft iemand enig idee hoe ik de ronde elementen kan verbeteren?
Of heeft iemand een goed werkende P
Ik ben een beetje de draad kwijt. Gebruik normaal gesproken https://www.simplify3d.co...-quality-troubleshooting/ om te troubleshooten.
Original hotend with bullseye fanmod
Materiaal: Extrudr antraciet PETG
232 on hotend
70 on bed
Layer .12
Retr.dist. 6.2
Retr.speed 30mm/s
Fan cooling 1-4 0% and after 8 on 50%
Print speed 40mm/s
Movement speed 120mm/s
Heeft iemand enig idee hoe ik de ronde elementen kan verbeteren?
Of heeft iemand een goed werkende P
Stond niet aan, maar ook aan maakt geen verschil helaas. Ook een andere slicer maakt geen verschil.Gizz schreef op dinsdag 18 februari 2020 @ 17:59:
[...]
Staat 'Origin at center' uit onder de instellingen van je printer in Cura? Ervan uitgaande dat je Cura gebruikt, maar elke slicer zal wel een vergelijkbare instelling hebben.
Ik had al de EEPROM reset via de printer uitgevoerd, maar ook de M-codes via Pronterface geprobeerd. Thanks voor de tip.MikeOO schreef op woensdag 19 februari 2020 @ 08:02:
[...]Probeer ook eens een M502 en dan M500 en voor de zekerheid een M501 via Octorprint of Prontoface.
En direct op de printer kan ook.
Ik ben er helaas nog steeds niet achter wat het is, het is wel duidelijk dat de x-as niet doet wat 'ie moet doen. Een kort filmpje gemaakt om het duidelijker te maken, zie hier. In het filmpje heb ik alles gehomed, de Y-as 100mm verzet om boven het bed uit te komen en geef ik vervolgens (via Pronterface) de X-as instructies. De eerste instructie voor de X-as is 100mm naar rechts en vervolgens geef ik meerdere opdrachten om 10mm naar rechts te bewegen. Op het LCD zijn deze stappen te zien en de werkelijke stappen van de X-as zijn duidelijk niet in lijn met de opdrachten
- ManIkWeet
- Registratie: November 2012
- Laatst online: 17-07 11:47
Mijn ervaring (en da's niet veel) is dat PETG wat flexibeler is dan PLA.Mirr0r schreef op woensdag 19 februari 2020 @ 12:54:
Ik ben sinds kort gaan experimenteren met PETG.
Ik ben een beetje de draad kwijt. Gebruik normaal gesproken https://www.simplify3d.co...-quality-troubleshooting/ om te troubleshooten.
[Afbeelding]
[Afbeelding]
Original hotend with bullseye fanmod
Materiaal: Extrudr antraciet PETG
232 on hotend
70 on bed
Layer .12
Retr.dist. 6.2
Retr.speed 30mm/s
Fan cooling 1-4 0% and after 8 on 50%
Print speed 40mm/s
Movement speed 120mm/s
Heeft iemand enig idee hoe ik de ronde elementen kan verbeteren?
Of heeft iemand een goed werkende P
Dit betekend dat de extruder het filament kan 'pletten' waardoor de steps/mm veranderen.
Persoonlijk merkte ik dit door 200mm te extruden (bowden uit de hotend halen) en dan weer 200mm te retracten, er bleef een stuk filament uitsteken.
Ik vermoed dat het retracten het filament nog meer 'plet' waardoor de extrude daarna een onderextrusie veroorzaakt.
In andere woorden, extra restart length (zo heet het in PrusaSlicer iig) proberen te verhogen...
Voor de duidelijkheid Origin at center moet juist uit staan anders print hij niet vanuit het midden.D85 schreef op woensdag 19 februari 2020 @ 13:08:
[...]
Stond niet aan, maar ook aan maakt geen verschil helaas. Ook een andere slicer maakt geen verschil.
[...]
Ik had al de EEPROM reset via de printer uitgevoerd, maar ook de M-codes via Pronterface geprobeerd. Thanks voor de tip.
Ik ben er helaas nog steeds niet achter wat het is, het is wel duidelijk dat de x-as niet doet wat 'ie moet doen. Een kort filmpje gemaakt om het duidelijker te maken, zie hier. In het filmpje heb ik alles gehomed, de Y-as 100mm verzet om boven het bed uit te komen en geef ik vervolgens (via Pronterface) de X-as instructies. De eerste instructie voor de X-as is 100mm naar rechts en vervolgens geef ik meerdere opdrachten om 10mm naar rechts te bewegen. Op het LCD zijn deze stappen te zien en de werkelijke stappen van de X-as zijn duidelijk niet in lijn met de opdrachten
Heb je ook alle kabels nagelopen of alles nog goed vast zit en op de juiste plek op het controllerboard.
De aansluitingen worden vaak met wat lijm extra vastgezet ivm transport maar kan altijd zijn dat dit of niet is gebeurd maar buiten dat als er iets los geraakt is en dan krijg je ook vreemde acties.
Het is altijd verstandig om dit na ontvangst na te lopen, al tip voor andere
Je zou ook nog de draden van de stappenmotor om kunnen wisselen met de andere stappenmotor, die zijn volgens mij van hetzelfde type en testen of het probleem zich verplaatst. Wel even goed opletten dat ze van hetzelfde type zijn. Op mijn Ender 3 wel en alleen de extruder is anders en weet niet of dat met de Pro ook zo is.
Als het probleem zich dan verplaatst dan zou het een probleem met de controller zelf kunnen zijn.
Blijft het probleem dan is mogelijk de stappenmotor zelf het probleem.
Voor de laatste twee zou ik alvast een melding gaan maken bij de verkoper incl het filmpje. Dit duurt meestal wel even voor ze reageren en actie ondernemen.
Probeer onderstaand eens. PETG is prima te printen maar wel iets lastiger en wat profielen van andere proberen is dan een goed startpunt. En het ene merk is het andere niet.Mirr0r schreef op woensdag 19 februari 2020 @ 12:54:
Ik ben sinds kort gaan experimenteren met PETG.
Ik ben een beetje de draad kwijt. Gebruik normaal gesproken https://www.simplify3d.co...-quality-troubleshooting/ om te troubleshooten.
[Afbeelding]
[Afbeelding]
Original hotend with bullseye fanmod
Materiaal: Extrudr antraciet PETG
232 on hotend
70 on bed
Layer .12
Retr.dist. 6.2
Retr.speed 30mm/s
Fan cooling 1-4 0% and after 8 on 50%
Print speed 40mm/s
Movement speed 120mm/s
Heeft iemand enig idee hoe ik de ronde elementen kan verbeteren?
Of heeft iemand een goed werkende P
YouTube: Cura 4.3 - cura profile settings- PETG settings
Hier ook nog wat opties om op te letten
https://all3dp.com/2/ende...est-ender-3-cura-profile/
Alle connectoren had ik al gecontroleerd, zowel op de stappenmotoren als op de controller. Door het omwisselen van de X en de Y ben ik er nu wel achter dat het in de controller moet zitten. De X-as beweegt namelijk zoals hoort wanneer hij op de Y aangesloten is. Een nieuwe controller dus, heb Creality al gemaild. Geen zin om weken te wachten op een werkende printer though, ik wil graag met dit ding aan de slag. Als ik zelf een controller wil kopen, welke is aan te raden? Is de v1.1.5 Silent controller (45 euro) van Creality zelf iets?MikeOO schreef op woensdag 19 februari 2020 @ 13:34:
[...]
Voor de duidelijkheid Origin at center moet juist uit staan anders print hij niet vanuit het midden.
Heb je ook alle kabels nagelopen of alles nog goed vast zit en op de juiste plek op het controllerboard.
De aansluitingen worden vaak met wat lijm extra vastgezet ivm transport maar kan altijd zijn dat dit of niet is gebeurd maar buiten dat als er iets los geraakt is en dan krijg je ook vreemde acties.
Het is altijd verstandig om dit na ontvangst na te lopen, al tip voor andere
Je zou ook nog de draden van de stappenmotor om kunnen wisselen met de andere stappenmotor, die zijn volgens mij van hetzelfde type en testen of het probleem zich verplaatst. Wel even goed opletten dat ze van hetzelfde type zijn. Op mijn Ender 3 wel en alleen de extruder is anders en weet niet of dat met de Pro ook zo is.
Als het probleem zich dan verplaatst dan zou het een probleem met de controller zelf kunnen zijn.
Blijft het probleem dan is mogelijk de stappenmotor zelf het probleem.
Voor de laatste twee zou ik alvast een melding gaan maken bij de verkoper incl het filmpje. Dit duurt meestal wel even voor ze reageren en actie ondernemen.
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@D85 ik weet niet meer precies hoe een standaard Ender 3 pro klinkt, maar het geluid in het filmpje dat je plaatste klonk niet echt goed. Raar geschraap 
Over een ander bord: iedereen heeft zo z'n voorkeur, maar in het algemeen kun je zeggen dat je met de SKR mini E3 de meeste waar voor je geld krijgt. Het silent bordje van Creality zelf is duurder en biedt eigenlijk geen meerwaarde.
Over een ander bord: iedereen heeft zo z'n voorkeur, maar in het algemeen kun je zeggen dat je met de SKR mini E3 de meeste waar voor je geld krijgt. Het silent bordje van Creality zelf is duurder en biedt eigenlijk geen meerwaarde.
[ Voor 8% gewijzigd door Gizz op 19-02-2020 14:35 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Zoals @Gizz aangeeft is een SKR mini E3 een prima vervanger en past direct zonder aanpassingen in de oude box. Wel opletten want soms zijn de FAN (+/-) aansluitingen andersom dus even goed op letten.D85 schreef op woensdag 19 februari 2020 @ 14:11:
[...]
Alle connectoren had ik al gecontroleerd, zowel op de stappenmotoren als op de controller. Door het omwisselen van de X en de Y ben ik er nu wel achter dat het in de controller moet zitten. De X-as beweegt namelijk zoals hoort wanneer hij op de Y aangesloten is. Een nieuwe controller dus, heb Creality al gemaild. Geen zin om weken te wachten op een werkende printer though, ik wil graag met dit ding aan de slag. Als ik zelf een controller wil kopen, welke is aan te raden? Is de v1.1.5 Silent controller (45 euro) van Creality zelf iets?
Wil je meer mogelijkheden dan is een SKR 1.4 ook uitstekend. Dan heb je een 32bits board en vrijheid in keuze van steppendrivers en meer aansluit mogelijkheden maar moet je ook een nieuwe case gaan printen.
Maar dat is afhankelijk wat je wilt. Je ben dan totaal wel meer kwijt en kom je weer in de buurt van de 1.1.5 van Creality.
Hou wel rekening dat het gehele bestel traject ook wel vertraging zal opleveren met het Coronavirus vermoed ik zo dus even snel iets bestellen nu zit er denk ik niet in.
Bij Vraag en Aanbod staan nog wel een originele Ender 3 Pro board te koop
V&A aangeboden: in nieuwstaat Creality Ender 3-Pro mainboard met bootloader
Of op marktplaats kijken voor een SKR 1.3 of Mini.
Het is maar wat je voorkeur geeft. Eenmaal aan de stilte gewend dan wil je niet meer terug maar als je dat nog niet gewend bent een mooie optie als overbrugging.
Ik had de Silent controller al in het winkelmandje, maar alvorens ik die controller bestelde besloot ik toch nog een keer alles te controleren... zo ook de connecties op de controller. Lijm eraf gepeuterd en eens goed naar de X-connector gekeken, bleek een van de pinnetjes niet goed contact te maken. Nu met succes aan het printen, als een kind zo blij! 

Dank voor jullie reacties! Die upgrade gaat er zeker komen, maar ik kan er dus nu 'rustig' op wachten i.p.v. voor teveel geld een controller op voorraad te kopen
Kijk dat zijn mooie berichten. Weer een leermoment gehad dus en er zullen er nog vele volgen,spreek uit ervaring.D85 schreef op woensdag 19 februari 2020 @ 15:05:
Ik had de Silent controller al in het winkelmandje, maar alvorens ik die controller bestelde besloot ik toch nog een keer alles te controleren... zo ook de connecties op de controller. Lijm eraf gepeuterd en eens goed naar de X-connector gekeken, bleek een van de pinnetjes niet goed contact te maken. Nu met succes aan het printen, als een kind zo blij!
[...]
[...]
Dank voor jullie reacties! Die upgrade gaat er zeker komen, maar ik kan er dus nu 'rustig' op wachten i.p.v. voor teveel geld een controller op voorraad te kopen
Ook al lijken de dingen goed te zitten de beste manier is loshalen en opnieuw vastzetten.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Klasse gevonden!
@MikeOO tnx voor je bericht!
Heb een trianglelabs bmg besteld en had al een 40x20 fan van noctua liggen.
Heb een achterenclosure met 2 40x10 noctua fans nu in gebruik en een silent psu fan van een ander merk.
Ik ga eerst eens die bmg erop zetten als hij er is en dan een keer kijken naar die andere hotend.
Welke had jij?
Ik heb al een andere shroud en buckconverter liggen om de fan erop te zetten en dat probeer ik eerst even uit.
Dan ga ik over op direct drive denk ik:)
@MikeOO tnx voor je bericht!
Heb een trianglelabs bmg besteld en had al een 40x20 fan van noctua liggen.
Heb een achterenclosure met 2 40x10 noctua fans nu in gebruik en een silent psu fan van een ander merk.
Ik ga eerst eens die bmg erop zetten als hij er is en dan een keer kijken naar die andere hotend.
Welke had jij?
Ik heb al een andere shroud en buckconverter liggen om de fan erop te zetten en dat probeer ik eerst even uit.
Dan ga ik over op direct drive denk ik:)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Gebruik nu de Trianglelab V6 clone en die is met PTFE tube. Heb nu al reserve ook een Trianglelab V6 clone Full metal liggen voor het geval dat.DRuw schreef op woensdag 19 februari 2020 @ 16:12:
Klasse gevonden!
@MikeOO tnx voor je bericht!
Heb een trianglelabs bmg besteld en had al een 40x20 fan van noctua liggen.
Heb een achterenclosure met 2 40x10 noctua fans nu in gebruik en een silent psu fan van een ander merk.
Ik ga eerst eens die bmg erop zetten als hij er is en dan een keer kijken naar die andere hotend.
Welke had jij?
Ik heb al een andere shroud en buckconverter liggen om de fan erop te zetten en dat probeer ik eerst even uit.
Dan ga ik over op direct drive denk ik:)
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Ik lees dat die full metal met pla wel issues geeft met clogging.MikeOO schreef op woensdag 19 februari 2020 @ 16:54:
[...]
Gebruik nu de Trianglelab V6 clone en die is met PTFE tube. Heb nu al reserve ook een Trianglelab V6 clone Full metal liggen voor het geval dat.
Heb net de bmg besteld maar kan het zoo goed deze set nemen zie ik net:
https://a.aliexpress.com/_TI19e
Hotend, behuizing, stappenmotor, bmg en aansluitingsspul. Net zo handig en in 1x klaar;)
[ Voor 13% gewijzigd door DRuw op 19-02-2020 17:18 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
/u/138339/crop5edaa1d094734_cropped.png?f=community)
Zijn die pancake stappenmotors wel krachtig genoeg voor de extruder?MikeOO schreef op woensdag 19 februari 2020 @ 10:20:
[...]
Pancake stappenmotor, maar op zich zijn er veel meer te vinden, deze heb ik gebruikt.
https://www.amazon.de/gp/...tle_o04_s00?ie=UTF8&psc=1
Ik heb ook wel belang bij een pancake, alleen zei 123-3d toen dat ik dat niet moest doen, ze moesten minimaal 4,0 kg/cm kunnen drukken (alle steppenmotors), Als ik naar de pancake kijk is dit ongeveer 1,3 kg/cm.
Een pancake is wel mooi ligt voor een direct extruder...
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Als je een bgm erop zet zit er een tandwiel overbrenging tussen. Dat zal het oplossen vermoed ik.
Ik heb het gisteren besteld dus geen ervaring mee maar als een bgm je filament aan beiden kanten pakt en er zit een overbrenging tussen maak ik me niet druk (gezien de ervaringen van anderen;))
Ik heb het gisteren besteld dus geen ervaring mee maar als een bgm je filament aan beiden kanten pakt en er zit een overbrenging tussen maak ik me niet druk (gezien de ervaringen van anderen;))
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Lijkt mij een prima oplossing om die als set te nemen. De full metal heb ik alleen maar liggen en geen ervaring mee. De PTFE versie heb ik in ieder geval geen problemen mee. Zorg wel dat je wat extra PTFE hebt liggen aangezien je een klein stukje nodig hebt tussen V6 en BMG. Zelf heb ik daar een Capricorn tube tussen gezet zodat ik minste kans heb op problemen maar op zicht zou een stuk van je huidige ook kunnen.DRuw schreef op woensdag 19 februari 2020 @ 16:57:
[...]
Ik lees dat die full metal met pla wel issues geeft met clogging.
Heb net de bmg besteld maar kan het zoo goed deze set nemen zie ik net:
https://a.aliexpress.com/_TI19e
Hotend, behuizing, stappenmotor, bmg en aansluitingsspul. Net zo handig en in 1x klaar;)
Geen problemen mee en hij wordt ook niet echt warm. Inderdaad zal zoals @DRuw aangeeft de tandwielen van de BMG daarin mogelijk helpen.kmichael schreef op donderdag 20 februari 2020 @ 07:23:
[...]
Zijn die pancake stappenmotors wel krachtig genoeg voor de extruder?
Ik heb ook wel belang bij een pancake, alleen zei 123-3d toen dat ik dat niet moest doen, ze moesten minimaal 4,0 kg/cm kunnen drukken (alle steppenmotors), Als ik naar de pancake kijk is dit ongeveer 1,3 kg/cm.
Een pancake is wel mooi ligt voor een direct extruder...
Maar er zijn ook Direct Kit op thingiverse te vinden waarmee je de standaard hardware kan gebruiken.
Die ik gebruik is speciaal voor de BMG en V6 en dan kan het niet anders in de opstelling gaat het dus prima maar garantie erop kan ik niet geven en is voor eigen risico. Maar heb inmiddels aardig wat geprint met de set en tot op heden zonder problemen.
- phdelodder
- Registratie: Februari 2018
- Laatst online: 28-11-2025
Ik heb een ender3 PRO in de zomer van 2019 gekocht, ingesteld geen enkel probleem. Na een aantal prints was het bed niet meer level. Manueel aanpassen was geen enkel probleem met een papiertje. Na 6 maanden gebruik kreeg ik het niet meer goed, dan maar een glass bed kopen en een BL Touch. Firmware geupgrade die gevonden was op de pagina waar ik het gekocht heb: https://www.creality3doff...roducts/creality-bl-touch
Helaas probeer ik al een aantal maanden te printen met de nieuwe upgrades maar ik krijg het niet goed, of wel plakt het niet aan de linkerkant of wel niet aan de rechterkant. Reeds gekeken als de X as niet te veel afhangt, aangepast. Nog steeds een issue.
Vervolgens dan maar een octopi opgezet om met bed visualizer het goed proberen te krijgen: https://imgur.com/a/E1lAxG2
Zijn er nog mensen die me kunnen helpen om het toch het bed vlak te krijgen. Anders zie ik me genoodzaakt om het toestel door te verkopen aan bespreekbare prijs.
Helaas probeer ik al een aantal maanden te printen met de nieuwe upgrades maar ik krijg het niet goed, of wel plakt het niet aan de linkerkant of wel niet aan de rechterkant. Reeds gekeken als de X as niet te veel afhangt, aangepast. Nog steeds een issue.
Vervolgens dan maar een octopi opgezet om met bed visualizer het goed proberen te krijgen: https://imgur.com/a/E1lAxG2
Zijn er nog mensen die me kunnen helpen om het toch het bed vlak te krijgen. Anders zie ik me genoodzaakt om het toestel door te verkopen aan bespreekbare prijs.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Van -0.06 naar +0.06 en dat is niet level??
Staat je z offset wel goed?
Staat je z offset wel goed?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- phdelodder
- Registratie: Februari 2018
- Laatst online: 28-11-2025
Als ik print dan kleeft de linker kant niet, de recht zijde kleeft. Ik test via een post-it mijn z offset en heb het gedaan zoals in het instructie video: YouTube: How to Install Creality BL Touch Auto Bed Leveling Sensor Tutorial (...DRuw schreef op donderdag 20 februari 2020 @ 08:49:
Van -0.06 naar +0.06 en dat is niet level??
Staat je z offset wel goed?
Als ik de z offset lager zet dan krijg ik er geen papier tussen.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
En het bed is verder schoon?
Magnetisch bed bijvoorbeeld even schoongemaakt met een lauwwarm dreftsopje?
Wat print je op welke temperaturen enzo?
Magnetisch bed bijvoorbeeld even schoongemaakt met een lauwwarm dreftsopje?
Wat print je op welke temperaturen enzo?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- phdelodder
- Registratie: Februari 2018
- Laatst online: 28-11-2025
Het is momenteel een glass bed, gekuist met dreft alsook met alcohol, beide hebben hetzelfde effect. . Als ik met mijn magnitisch bed werk die gekuist is met een sopje heeft hetzelfde ene zijde plakt andere zijde plakt niet.DRuw schreef op donderdag 20 februari 2020 @ 09:03:
En het bed is verder schoon?
Magnetisch bed bijvoorbeeld even schoongemaakt met een lauwwarm dreftsopje?
Wat print je op welke temperaturen enzo?
Temperature waarop ik getest heb:
- Nozzle 180, bed 50
- Nozzle 200, bed 60
Aan het filament is er niets gewijized. maak gebruik van creality black filament.

hahah, prachtig als m'n schatting van benodigde filament net correct was. Printing finished, en filament bijna op.
Maar er moet toch een handiger/gedetaileerde manier zijn om te berekenen hoeveel filament er nog op een spoel over is?
Ik ben nog slachtoffer van de coronavirus. In de zin van: m'n bestellingen van aliexpress zijn heel erg vertraagd, waardoor m'n sensor voor de filament runout sensor niet eens zijn verzonden...
(en m'n cable chains ook niet)
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@phdelodder Een paar dingen waar je naar kunt kijken:
- Is je glasplaat alleen schoongemaakt of heb je ook iets toegevoegd om je print goed te laten plakken zoals haarlak of tape?
- Hoe ziet je eerste laag er precies uit en zie je verschil tussen links en rechts? Ligt het er dik op, of juist helemaal platgedrukt en breed? Plaatje ter referentie
- Hoe hoog staat de snelheid van je eerste laag?
- Past je printer wel de gegevens van de bedleveling toe? Dat kun je zien door je z-as in de gaten te houden tijdens het printen, als je die een beetje ziet bewegen is het goed. Staat je z-as compleet stil (behalve als hij naar de volgende laag gaat) dan wordt je bedleveling niet toegepast. Oplossing: zet in je start gcode na de G29 dit commando: M420 S1
- Als laatste: je geeft aan dat je altijd met dit filament hebt geprint. Hoe is dat filament bewaard? Als het al maanden open en bloot ligt in een kamer waar de luchtvochtigheid niet ideaal is, dan kan het zijn dat je filament vocht heeft opgenomen en daardoor niet lekker print. Hoor je toevallig ook licht geknetter tijdens het printen? Probeer eens een ander (vers) stukje filament.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- Yukkie
- Registratie: Januari 2001
- Laatst online: 20:56
Vorsprung Durch Technik
:strip_icc():strip_exif()/u/20528/crop56c73242b954c.jpeg?f=community)
@kmf Er staan op Thinigverse STL's voor spoolholders met een loadcell er in, waarmee je het gewicht van je spoel in de gaten kunt houden. Het lijkt me als je de spoel weegt als-ie nieuw uit de doos komt, en dat getal deelt door de lengte, dat je dan het gewicht per (mili)meter kunt berekenen.
We've got that ring of confidence
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Dat is hoe ik het doe. Als een spoel met 1 kg filament nieuw 1250 gram woog en nu nog 350 gram weegt, dan gaat een print waarvan Cura zegt dat het 80 gram filament kost lukken.Yukkie schreef op donderdag 20 februari 2020 @ 14:15:
Het lijkt me als je de spoel weegt als-ie nieuw uit de doos komt,
Daarvoor heb ik geen dingen in mijn spoelhouder gebouwd, ik heb gewoon een keukenweegschaaltje naast mijn printer staan. Bij elke nieuwe rol schrijf ik het gewicht met een pen/stift op het label dat elke rol heeft.
[ Voor 8% gewijzigd door Gizz op 20-02-2020 14:18 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Ik gebruik deze plugin voor Octoprint voor een indicatie: https://plugins.octoprint.org/plugins/filamentmanager/
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Ik heb op Octopi een plugin die bijhoud hoeveel ik verbruik.
Geen idee of hij ook reallife bijvoorbeeld stopgezette prints bijhoud maar je kunt meerdere rollen erin zetten en als je iets start wat teveel filament nodig heeft meld hij het.
Erg handig en je hoeft niet te weten wat je lege spook weegt (geen idee of die ook allemaal hetzelfde zijn..)
Edit: @JBS jij typt sneller blijkbaar;)
Geen idee of hij ook reallife bijvoorbeeld stopgezette prints bijhoud maar je kunt meerdere rollen erin zetten en als je iets start wat teveel filament nodig heeft meld hij het.
Erg handig en je hoeft niet te weten wat je lege spook weegt (geen idee of die ook allemaal hetzelfde zijn..)
Edit: @JBS jij typt sneller blijkbaar;)
[ Voor 6% gewijzigd door DRuw op 20-02-2020 15:00 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Nee, niet elke lege spool weegt hetzelfde.DRuw schreef op donderdag 20 februari 2020 @ 14:59:
Erg handig en je hoeft niet te weten wat je lege spook weegt (geen idee of die ook allemaal hetzelfde zijn..)
Maar dat maakt ook niet uit, want je gaat niet eerst een rol op maken om vervolgens de lege spool te wegen zodat je het voor de volgende keer weet
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- phdelodder
- Registratie: Februari 2018
- Laatst online: 28-11-2025
Gizz schreef op donderdag 20 februari 2020 @ 14:14:
@phdelodder Een paar dingen waar je naar kunt kijken:
- Is je glasplaat alleen schoongemaakt of heb je ook iets toegevoegd om je print goed te laten plakken zoals haarlak of tape?
- Hoe ziet je eerste laag er precies uit en zie je verschil tussen links en rechts? Ligt het er dik op, of juist helemaal platgedrukt en breed? Plaatje ter referentie
- Hoe hoog staat de snelheid van je eerste laag?
- Past je printer wel de gegevens van de bedleveling toe? Dat kun je zien door je z-as in de gaten te houden tijdens het printen, als je die een beetje ziet bewegen is het goed. Staat je z-as compleet stil (behalve als hij naar de volgende laag gaat) dan wordt je bedleveling niet toegepast. Oplossing: zet in je start gcode na de G29 dit commando: M420 S1
- Als laatste: je geeft aan dat je altijd met dit filament hebt geprint. Hoe is dat filament bewaard? Als het al maanden open en bloot ligt in een kamer waar de luchtvochtigheid niet ideaal is, dan kan het zijn dat je filament vocht heeft opgenomen en daardoor niet lekker print. Hoor je toevallig ook licht geknetter tijdens het printen? Probeer eens een ander (vers) stukje filament.
- haarlak en tape heb nog niet geprobeerd
- Ik wist niet af van commando M420 S1, heb deze nu toegevoegd had niet te de induk dat het iets uitmaakte
- Het filament wordt iedere keer in de bijgeleverd zak gestoken met een gelzakje
https://imgur.com/a/9Bxan2N
De foto's zijn het resultaat van het commando toe te voegen, voordien was het resultaat nog slechter.
- Solid Seal
- Registratie: September 2001
- Laatst online: 05-07 22:23
Drones, 3D printen
Als je steeds de zelfde filament gebruikt kan je misschien een vollen en een lege spoel wegen. dan kan je berekenen hoeveel er ongeveer nog op zit .. ander gewoon living on the edgekmf schreef op donderdag 20 februari 2020 @ 14:08:
[Afbeelding]
hahah, prachtig als m'n schatting van benodigde filament net correct was. Printing finished, en filament bijna op.
Maar er moet toch een handiger/gedetaileerde manier zijn om te berekenen hoeveel filament er nog op een spoel over is?
Ik ben nog slachtoffer van de coronavirus. In de zin van: m'n bestellingen van aliexpress zijn heel erg vertraagd, waardoor m'n sensor voor de filament runout sensor niet eens zijn verzonden...
(en m'n cable chains ook niet)
Wat @Yukkie dus zei ..
www.dronepilotennederland.nl
- pc_doctor1982
- Registratie: November 2019
- Laatst online: 19-02-2023
:strip_icc():strip_exif()/u/1273240/crop5e62260cab74c_cropped.jpeg?f=community)
Een exacte berekening is heel lastig te maken. Maar ik meen dat er op een rol van een kilo ongeveer 300 meter filament zit? En in de slicer (in mijn geval Cura) kan je laten berekenen hoeveel filament de printjes nodig hebben. En dan sheetjes bijhoudenkmf schreef op donderdag 20 februari 2020 @ 14:08:
[Afbeelding]
hahah, prachtig als m'n schatting van benodigde filament net correct was. Printing finished, en filament bijna op.
Maar er moet toch een handiger/gedetaileerde manier zijn om te berekenen hoeveel filament er nog op een spoel over is?
Ik ben nog slachtoffer van de coronavirus. In de zin van: m'n bestellingen van aliexpress zijn heel erg vertraagd, waardoor m'n sensor voor de filament runout sensor niet eens zijn verzonden...
(en m'n cable chains ook niet)
Het coronavirus heeft ook op mijn leveringen toegeslagen. Ik wacht nog op 8 kg PLA in diverse kleurtjes en mijn 1.1.5 mainboard. En nu is alle filament thuis op, dus kan niet verder met mijn Lack enclosure.
[ Voor 3% gewijzigd door pc_doctor1982 op 21-02-2020 09:17 ]
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
:strip_exif()/u/173923/Byakuyas-Eye.gif?f=community)
Ik heb gisteren mijn SKR Mini binnen gekregen. Vandaag aan het instaleren maar ik kom erachter dat de bltouch connector niet goed bedraad is voor de SKR Mini (de aarde draad moet in het midden maar zit aan de zijkant). Nu wil ik deze wisselen, en ik heb wel een setje met krimpkousen, maar dat wil echt totaal niet lukken.
Hoe kan ik dit het beste doen? Ik wil eingelijk de connector opnieuw plaatsen, maar heb echt geen idee hoe ik dat het beste kan doen en welke spullen ik daar voor nodig heb. Ik weet ook niet echt de juiste zoektermen dus ik kan ook niks vinden. Kan iemand mij op weg helpen?
Hoe kan ik dit het beste doen? Ik wil eingelijk de connector opnieuw plaatsen, maar heb echt geen idee hoe ik dat het beste kan doen en welke spullen ik daar voor nodig heb. Ik weet ook niet echt de juiste zoektermen dus ik kan ook niks vinden. Kan iemand mij op weg helpen?
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
- Dutchone
- Registratie: Februari 2012
- Laatst online: 16:41
Ik neem aan dat je een simpele zwarte plug heb met 3 contact punten?Soepstengel schreef op vrijdag 21 februari 2020 @ 10:42:
Ik heb gisteren mijn SKR Mini binnen gekregen. Vandaag aan het instaleren maar ik kom erachter dat de bltouch connector niet goed bedraad is voor de SKR Mini (de aarde draad moet in het midden maar zit aan de zijkant). Nu wil ik deze wisselen, en ik heb wel een setje met krimpkousen, maar dat wil echt totaal niet lukken.
Hoe kan ik dit het beste doen? Ik wil eingelijk de connector opnieuw plaatsen, maar heb echt geen idee hoe ik dat het beste kan doen en welke spullen ik daar voor nodig heb. Ik weet ook niet echt de juiste zoektermen dus ik kan ook niks vinden. Kan iemand mij op weg helpen?
Die kan je heel makkelijk indrukken, los halen en omdraaien. Ik kan even niet nu het filmpje vinden die laat zien hoe je ze er uit drukt, maar het je kan op de open contact aan de zijkant kan je in drukken en de kabel er uit halen en er weer in steken op de juiste plek.
Of heb je de kabel al door geknipt als ik over krimpkousen lees?
[ Voor 46% gewijzigd door Dutchone op 21-02-2020 11:12 ]
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
Dutchone schreef op vrijdag 21 februari 2020 @ 11:12:
[...]
Of heb je de kabel al door geknipt als ik over krimpkousen lees?
[ Voor 14% gewijzigd door Soepstengel op 21-02-2020 11:23 ]
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
- Dutchone
- Registratie: Februari 2012
- Laatst online: 16:41
Er zijn altijd uitdagingen anders was je nooit aan 3D printen begonnen.
1. heb je de stekker nog.
2. hoe dicht op de stekker heb je geknipt? Kan je die draadjes voorzichtig strippen, aan elkaar solderen en afwerken met kous.
3. ben je bereid om een setje van die stekkers te kopen + tang.
4. er zijn ook vervangings kabel setjes te krijgen als het allemaal niet mogelijk is.
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
Ja dat is ook zo!Dutchone schreef op vrijdag 21 februari 2020 @ 11:24:
[...]
Er zijn altijd uitdagingen anders was je nooit aan 3D printen begonnen.
1. heb je de stekker nog.
2. hoe dicht op de stekker heb je geknipt? Kan je die draadjes voorzichtig strippen, aan elkaar solderen en afwerken met kous.
3. ben je bereid om een setje van die stekkers te kopen + tang.
4. er zijn ook vervangings kabel setjes te krijgen als het allemaal niet mogelijk is.
1. Ja
2. Er zit nog wel wat aan dus dat zou kunnen inderdaad
3. Ja ik wil wel zo'n setje aanschaven mits het een beetje betaalbaar is. Waar kan ik hiervoor het beste terecht? Als ik op "pcb krimptang" of "dupont krimptang" zoek krijg ik heel veel verschillende producten te zien.
Ik heb dit filmpje gevonden trouwens: YouTube: Custom Cables & Guide to Crimping Dupont PCB Interconnect Cables Die legt het best wel aardig uit, nu nog een shop vinden waar ik alles kan bestellen
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
- Dutchone
- Registratie: Februari 2012
- Laatst online: 16:41
Ik heb het gewoon bij Banggood gehaald,Soepstengel schreef op vrijdag 21 februari 2020 @ 11:29:
[...]
Ja dat is ook zo!
1. Ja
2. Er zit nog wel wat aan dus dat zou kunnen inderdaad
3. Ja ik wil wel zo'n setje aanschaven mits het een beetje betaalbaar is. Waar kan ik hiervoor het beste terecht? Als ik op "pcb krimptang" of "dupont krimptang" zoek krijg ik heel veel verschillende producten te zien.
Ik heb dit filmpje gevonden trouwens: YouTube: Custom Cables & Guide to Crimping Dupont PCB Interconnect Cables Die legt het best wel aardig uit, nu nog een shop vinden waar ik alles kan bestellen
Ik weet niet of ik hier linkjes mag posten naar dat soort producten? anders stuur mij even een pm dan stuur ik je mijn linkjes door.
De tang die ik heb is voor meerdere connectors die je terug vind op een 3D printer. (dupont en JST)
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Het is echt simpeler hoor. Er is maar 1 variabele en dat is het gewicht van de plastic spool zelf. Het gewicht van het filament weet je (behalve als je een brak merk hebt dat je veel minder filament geeft dan ze beloven).Solid Seal schreef op donderdag 20 februari 2020 @ 20:37:
[...]
Als je steeds de zelfde filament gebruikt kan je misschien een vollen en een lege spoel wegen. dan kan je berekenen hoeveel er ongeveer nog op zit .. ander gewoon living on the edge
Stel je hebt een nieuwe rol met 1 kg filament. Je gooit hem op je weegschaaltje en je leest 1250 gram af. Dan is de lege spool dus 250 gram (1250 - 1000 = 250). En als je een aantal prints later opnieuw je rol weegt en hij is 1000 gram, dan weet je dat je 250 gram hebt gebruikt en nog 750 gram over hebt. Vrij simpele sommetjes.
Waarom zou je apart een lege spool willen wegen?
[ Voor 10% gewijzigd door Gizz op 21-02-2020 11:41 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- Solid Seal
- Registratie: September 2001
- Laatst online: 05-07 22:23
Drones, 3D printen
Ja dat is ook weer waarGizz schreef op vrijdag 21 februari 2020 @ 11:39:
[...]
Het is echt simpeler hoor. Er is maar 1 variabele en dat is het gewicht van de plastic spool zelf. Het gewicht van het filament weet je (behalve als je een brak merk hebt dat je veel minder filament geeft dan ze beloven).
Stel je hebt een nieuwe rol met 1 kg filament. Je gooit hem op je weegschaaltje en je leest 1250 gram af. Dan is de lege spool dus 250 gram (1250 - 1000 = 250).
Waarom zou je apart een lege spool willen wegen?
www.dronepilotennederland.nl
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
Thanks voor je hulp Dutchtone!Dutchone schreef op vrijdag 21 februari 2020 @ 11:31:
[...]
Ik heb het gewoon bij Banggood gehaald,
Ik weet niet of ik hier linkjes mag posten naar dat soort producten? anders stuur mij even een pm dan stuur ik je mijn linkjes door.
De tang die ik heb is voor meerdere connectors die je terug vind op een 3D printer. (dupont en JST)
Ik heb alles kunnen vinden op https://www.martoparts.nl/SN-01BM-krimptang (ik zou niet weten waarom je geen linkjes mag delen hier) a.d.h.v. je PM links
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
- smoken
- Registratie: Juni 2001
- Laatst online: 25-07 10:10
Ender 3 Pro verkocht aan een mede Tweaker en Ender 5 Plus gekocht!
Heel benieuwd naar dit nieuwe “beest”.
Had een groter printed nodig om o.a. 1:1 helmen te kunnen printen, 350x350x400mm massive ;-)
Bij een NL winkel gekocht voor slechts 3 tienjes meer dan AE/Banggood (als je ze daar al vandaan kunt halen wegens supply chain issues) dus ook mooi met NL service en garantie.
Heel benieuwd naar dit nieuwe “beest”.
Had een groter printed nodig om o.a. 1:1 helmen te kunnen printen, 350x350x400mm massive ;-)
Bij een NL winkel gekocht voor slechts 3 tienjes meer dan AE/Banggood (als je ze daar al vandaan kunt halen wegens supply chain issues) dus ook mooi met NL service en garantie.
- Solid Seal
- Registratie: September 2001
- Laatst online: 05-07 22:23
Drones, 3D printen
Mag ik weten waar ?smoken schreef op vrijdag 21 februari 2020 @ 14:03:
Ender 3 Pro verkocht aan een mede Tweaker en Ender 5 Plus gekocht!
Heel benieuwd naar dit nieuwe “beest”.
Had een groter printed nodig om o.a. 1:1 helmen te kunnen printen, 350x350x400mm massive ;-)
Bij een NL winkel gekocht voor slechts 3 tienjes meer dan AE/Banggood (als je ze daar al vandaan kunt halen wegens supply chain issues) dus ook mooi met NL service en garantie.
www.dronepilotennederland.nl
Wat voor schuurpapier gebruiken jullie hier om een print na te bewerken? 'Gewoon' het standaard schuurpapier van de Action, of de nat/droog variant?
- Solid Seal
- Registratie: September 2001
- Laatst online: 05-07 22:23
Drones, 3D printen
Heb wat problemen met een bepaalde print
http://www.thingiverse.com/thing:3688967
Rear mounted eletronics case. van TeachingTech
En dan met name de all_in_one_ender_3_case_-_left_lid
Die print ie dus op 1 laag. dus hij blijft plat.
Ik heb daarvoor de all_in_one_ender_3_case_-_left_case_-_raspberry_pi_and_accessories
En die ging perfect dus het ligt niet aan mijn printer of de instellingen.
Kan het zijn dat het bestandje corrupt is ofzo ? kan ik dat simpel fixen door het bestand in blender te importen en weer exporteren ?
http://www.thingiverse.com/thing:3688967
Rear mounted eletronics case. van TeachingTech
En dan met name de all_in_one_ender_3_case_-_left_lid
Die print ie dus op 1 laag. dus hij blijft plat.
Ik heb daarvoor de all_in_one_ender_3_case_-_left_case_-_raspberry_pi_and_accessories
En die ging perfect dus het ligt niet aan mijn printer of de instellingen.
Kan het zijn dat het bestandje corrupt is ofzo ? kan ik dat simpel fixen door het bestand in blender te importen en weer exporteren ?
www.dronepilotennederland.nl
- smoken
- Registratie: Juni 2001
- Laatst online: 25-07 10:10
Uiteraard: 3dWare.nl €545,-
Zeer prettige pre-sale communicatie!
[ Voor 11% gewijzigd door smoken op 21-02-2020 18:25 ]
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Ik heb de versie met 2x 40mm fans en die heeft volgens mij dezelfde deksels. Mocht het het bestand zijn kun je die pikken;)Solid Seal schreef op vrijdag 21 februari 2020 @ 18:20:
Heb wat problemen met een bepaalde print
http://www.thingiverse.com/thing:3688967
Rear mounted eletronics case. van TeachingTech
En dan met name de all_in_one_ender_3_case_-_left_lid
Die print ie dus op 1 laag. dus hij blijft plat.
Ik heb daarvoor de all_in_one_ender_3_case_-_left_case_-_raspberry_pi_and_accessories
En die ging perfect dus het ligt niet aan mijn printer of de instellingen.
Kan het zijn dat het bestandje corrupt is ofzo ? kan ik dat simpel fixen door het bestand in blender te importen en weer exporteren ?
@smoken : voor die 3 tientjes met garantie en "zekere" snelle levering een no-brainer:)
Goed gevonden!
[ Voor 6% gewijzigd door DRuw op 21-02-2020 19:11 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- smoken
- Registratie: Juni 2001
- Laatst online: 25-07 10:10
Yes, super happy mee dat ik deze shop gevonden heb!DRuw schreef op vrijdag 21 februari 2020 @ 19:04:
[...]
@smoken : voor die 3 tientjes met garantie en "zekere" snelle levering een no-brainer:)
Goed gevonden!
Dinsdag krijg ik hem binnen (op verzoek bezorging vertraagd gezien een lang weekendje Berlijn) dus dan kan het opbouw feest beginnen ;-)
Ding is trouwens wel echt groot, 61x66 cm 😂😂
- Solid Seal
- Registratie: September 2001
- Laatst online: 05-07 22:23
Drones, 3D printen
Heb je daar een thingyverse link van ?DRuw schreef op vrijdag 21 februari 2020 @ 19:04:
[...]
Ik heb de versie met 2x 40mm fans en die heeft volgens mij dezelfde deksels. Mocht het het bestand zijn kun je die pikken;)
@smoken : voor die 3 tientjes met garantie en "zekere" snelle levering een no-brainer:)
Goed gevonden!
www.dronepilotennederland.nl
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
https://www.thingiverse.com/thing:3945794Solid Seal schreef op vrijdag 21 februari 2020 @ 20:30:
[...]
Heb je daar een thingyverse link van ?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Ik ben er denk ik eindelijk uit. Met PETG bleef mijn printer altijd cloggen. Van 240 temp naar 225 naar 230 nog steeds cloggen. Nu print ik op 260. Erg heet, met originele bowden tube en sindsdien print die weer perfect PETG. Ik vind het er niet heel mooi uit zien het PETG, maar misschien moet ik nu iets meer cooling of snelheid toepassen. Ik ben in ieder geval blij dat het nu wel werkt.
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@Daniel. Ik hoop wel dat je heel goed hebt geventileerd. Her en der lees ik dat het standaard witte ptfe-buisje vanaf 250 graden nare gassen kan veroorzaken. Zoek maar eens op 'PTFE off-gassing'. Wees voorzichtig
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Ik heb een blauwe capricorn. Die witte die begint al te vervormen bij 245. Maar die blauwe is prima.Gizz schreef op vrijdag 21 februari 2020 @ 23:23:
@Daniel. Ik hoop wel dat je heel goed hebt geventileerd. Her en der lees ik dat het standaard witte ptfe-buisje vanaf 250 graden nare gassen kan veroorzaken. Zoek maar eens op 'PTFE off-gassing'. Wees voorzichtig
https://www.captubes.com/safety.html
En hij staat in de bijkeuken waar het altijd kan doorventileren met de 2 ventilatieroosters beide open.
[ Voor 10% gewijzigd door Daniel. op 22-02-2020 00:06 ]
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
Pas op met tocht daar wordt je print ook niet beter van.Daniel. schreef op zaterdag 22 februari 2020 @ 00:05:
[...]
Ik heb een blauwe capricorn. Die witte die begint al te vervormen bij 245. Maar die blauwe is prima.
https://www.captubes.com/safety.html
En hij staat in de bijkeuken waar het altijd kan doorventileren met de 2 ventilatieroosters beide open.
Heb je geen foto van wat je niet mooi vind aan het printen?
Print is toch weer na 4 uur gaan cloggen met petg. Ik ben het nu echt kwijt waarom het niet lukt. Het materiaal print het best op 235 maar.met geen enkele temperatuur lijkt het goed te werken.kmichael schreef op zaterdag 22 februari 2020 @ 08:36:
[...]
Pas op met tocht daar wordt je print ook niet beter van.
Heb je geen foto van wat je niet mooi vind aan het printen?
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Dan is het inderdaad geen probleem. Ik ken die tabel, heb zelf ook de donkerblauwe CapricornDaniel. schreef op zaterdag 22 februari 2020 @ 00:05:
[...]
Ik heb een blauwe capricorn. Die witte die begint al te vervormen bij 245. Maar die blauwe is prima.
https://www.captubes.com/safety.html
Dit stukje zette mij op het verkeerde been, maar het was ook wat laat:
Erg heet, met originele bowden tube
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- KiefDelicious
- Registratie: Januari 2009
- Laatst online: 16:42
/u/286506/KiefAD.png?f=community)
ik had precies hetzelfde, duurder ff voordat ik erachter kwam. Bij mij was het zo dat de extruder best hard op het filament duwde, dat is bij PLA niet zo erg, dat is vanaf de rol een stuk harder dan PETG, maar als je een model hebt waar de extruder veel moet retracten heb je op een gegeven moment een lang stuk PETG in je tube wat bijna plat is, hierdoor kan de extruder dus geen filament meer door duwen. Mijn oplossing was dus de wieltjes van de extruder iets verder uit elkaar zetten, gezien ik de veer al maximaal had staan heb ik de motor los gehaald, dan naar achter duwen en houden en dan vastdraaien. Hierna ging PETG bij mij prima (ik vind het nog steeds niet heel fijn materiaal om mee te printen, maar ik heb het in ieder geval werkend)Daniel. schreef op zaterdag 22 februari 2020 @ 10:06:
[...]
Print is toch weer na 4 uur gaan cloggen met petg. Ik ben het nu echt kwijt waarom het niet lukt. Het materiaal print het best op 235 maar.met geen enkele temperatuur lijkt het goed te werken.
Daar ga ik mee spelen. Even kijken of dat wat kan zijn. In ieder geval heb ik mijn extruder en nozzle weer schoon. Er zat een enorme clog in de nozzle met wat geluk heb ik die eruit gekregen.KiefDelicious schreef op zaterdag 22 februari 2020 @ 11:27:
[...]
ik had precies hetzelfde, duurder ff voordat ik erachter kwam. Bij mij was het zo dat de extruder best hard op het filament duwde, dat is bij PLA niet zo erg, dat is vanaf de rol een stuk harder dan PETG, maar als je een model hebt waar de extruder veel moet retracten heb je op een gegeven moment een lang stuk PETG in je tube wat bijna plat is, hierdoor kan de extruder dus geen filament meer door duwen. Mijn oplossing was dus de wieltjes van de extruder iets verder uit elkaar zetten, gezien ik de veer al maximaal had staan heb ik de motor los gehaald, dan naar achter duwen en houden en dan vastdraaien. Hierna ging PETG bij mij prima (ik vind het nog steeds niet heel fijn materiaal om mee te printen, maar ik heb het in ieder geval werkend)
Edit: i.p.v. de metalen extruder heb ik mijn BMG clone er weer opgezet en die heel zachtjes vastgedraaid. Staat bijna geen spanning op. Laten we kijken of dat beter gaat. Ik ben benieuwd. Ik ga zo een testje printen die al begon te skippen na een uur of 1.5. De benchy gaat namelijk wel heel vaak goed.
Edit 2: Clone BMG zit er op en retraction speed naar 25mm gedaan. Nu retract ik zonder stringing 1mm en print op 250 graden. Heb wel de rol PETG 8 uur lang in een voedseldroger gedaan, maar ik kan het haast niet geloven dat je met 1mm geen stringing hebt met PETG. Ik ga zo maar een testje draaien van 2 uur en dan de print van 14 uur. Ben reuze benieuwd.
[ Voor 23% gewijzigd door Daniel. op 22-02-2020 20:00 . Reden: Edit 2 1mm retract. ]
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
Wat is nu de juiste bedrading voor de BLtouch i.c.m. de SKR Mini E3? Ik had dit plaatje gevonden: echter heb ik een blauwe, rode en gele draad. Ik heb nu de gele draad als basis gepakt en die aan de rechter kant gedaan, daarna de rode en daarna de blauwe. Echter als ik nu mijn Ender 3 op start gaat de BLtouch wel in en uit, maar doet die daarna niks meer (niet met homen, niet via het bltouch menu en ook niet met bijvoorbeeld M280 P0 S10).
echter heb ik een blauwe, rode en gele draad. Ik heb nu de gele draad als basis gepakt en die aan de rechter kant gedaan, daarna de rode en daarna de blauwe. Echter als ik nu mijn Ender 3 op start gaat de BLtouch wel in en uit, maar doet die daarna niks meer (niet met homen, niet via het bltouch menu en ook niet met bijvoorbeeld M280 P0 S10).
Edit: for crying out loud; voor de SKR mini E3 1.2 is de plug 'reversed' YouTube: SKR mini E3 V1.2 guide - Best budget Ender 3 upgrade? Hij doet het nu
Hij doet het nu 
Edit: for crying out loud; voor de SKR mini E3 1.2 is de plug 'reversed' YouTube: SKR mini E3 V1.2 guide - Best budget Ender 3 upgrade?
[ Voor 14% gewijzigd door Soepstengel op 23-02-2020 10:56 ]
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
Mijn print is gestart. Duurt ongeveer 22 uur. Ben reuze benieuwd of deze goed gaat. Filament is gedroogd in een voedseldroger. PETG Zwart van OWL. Print temperatuu 240 met een all-metal-nozzle van TriangleLabs op een standaard hotend van creality. Originele Bowden tube en een BMG Clone ook van trianglelabs.
Van 8mm retract teruggegaan naaar 2.25mm retract en de temperatuur stond ook eerst op 260. Eerst bleef die maar cloggen, ik snap nog steeds niet hoe het kan dat ik nu opeens een retract heb van 2.25mm zonder stringing en daarvoor eerst 8mm nodig had. Ik ben benieuwd hoe dit eindigd. Ik hou jullie op de hoogte.
Van 8mm retract teruggegaan naaar 2.25mm retract en de temperatuur stond ook eerst op 260. Eerst bleef die maar cloggen, ik snap nog steeds niet hoe het kan dat ik nu opeens een retract heb van 2.25mm zonder stringing en daarvoor eerst 8mm nodig had. Ik ben benieuwd hoe dit eindigd. Ik hou jullie op de hoogte.
- Harrie
- Registratie: November 2000
- Laatst online: 16:28
NederVlaming
Misschien dat de hotend fan het toch niet helemaal kan bolwerken, en je heat creap krijgt?Daniel. schreef op zaterdag 22 februari 2020 @ 10:06:
[...]
Print is toch weer na 4 uur gaan cloggen met petg. Ik ben het nu echt kwijt waarom het niet lukt. Het materiaal print het best op 235 maar.met geen enkele temperatuur lijkt het goed te werken.
Maar 4 uur is dan weer wel redelijk lang...
Ik zelf heb nog niet met zo'n temperaturen gewerkt, dus weet ook niet vanaf welke temperaturen je zo'n problemen kan kregen met de standaard hotend en fan.
:strip_icc():strip_exif()/u/44966/breakdancing1.jpg?f=community)
{kind=link}
{kind=link}
{kind=link}
Oh wat frustrerend. De afgelopen dagen wilde het helemaal niet.
Slechte hechting, warping, alleen maar ellende.
Tig keer het bed levellen en de printer nalopen, allemaal zonder succes.
Blijkt er dus een heel klein stukje filament onder aan de zijkant van de nozzle te zitten .
Waardoor ik natuurlijk niet goed aan het levellen was.
Stukje weggehaald en weer goed pfff
Slechte hechting, warping, alleen maar ellende.
Tig keer het bed levellen en de printer nalopen, allemaal zonder succes.
Blijkt er dus een heel klein stukje filament onder aan de zijkant van de nozzle te zitten
Waardoor ik natuurlijk niet goed aan het levellen was.
Stukje weggehaald en weer goed pfff
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
Zat je met een koude of warme nozzle en bed te levellen ?koesie schreef op zondag 23 februari 2020 @ 19:18:
Oh wat frustrerend. De afgelopen dagen wilde het helemaal niet.
Slechte hechting, warping, alleen maar ellende.
Tig keer het bed levellen en de printer nalopen, allemaal zonder succes.
Blijkt er dus een heel klein stukje filament onder aan de zijkant van de nozzle te zitten
Waardoor ik natuurlijk niet goed aan het levellen was.
Stukje weggehaald en weer goed pfff
(Ik gok koud)
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Jongens ik snap er even geen hol meer van.
Ik heb een aantal upgrades gedaan aan mijn ender 3 pro.
een mini e3 en een abl en verders cosmetisch spul zoals een enclosure aan de achterkant.
Ik heb een rol naar tevredenheid opgeprint en bij het printen van de delen van de enclosure moest ik van rol verwisselen.
Sindsdien is het een beetje drama....
Ik lijk bij tijd en wijlen zwaar te underextruden maar zeker niet continue.
Ik zie af en toe in mijn horizontale lagen een verschil zitten en dan zo erg dat ze bros worden.
Ook is mijn purgelijn nu dermate dun dat hij gewoonweg vlak ligt op mijn bed en ik hem er niet af krijg.
ook de dingen die ik print zitten dermate vast dat de eerste laag er af en toe niet eens af wil en deels meekomt, deels niet.
Ik heb nu voor de test even een klein stukje van mijn oude spoel erop gezet en een hele kleine testprint gedaan.
Wederom de purgelijn vlak op het bed en de eerste laag goed vast maar de printkwaliteit is stukken beter.
Dit zijn beide de rollen die ik van Creality erbij heb gehad, pla zwart.
Ik heb een nieuwe rol van 123 print gekocht waar ik wat mee kan proberen maar ik vind het zonde om een complete rol weg te gooien omdat ik het idee heb dat het de rol zelf is....
Iemand andere ideeen?
Ik heb verder geen instellingen veranderd volgens mij toen ik van rol wisselde, alleen mijn bed met dreft schoongemaakt.
nog een vraagje over octoprint trouwens: mijn ABL doet voor iedere print zijn rondje maar klopt het dat hij dit niet weergeeft in de bed visualizer plugin?
Die moet ik handmatig updaten valt me op...
Ik heb een aantal upgrades gedaan aan mijn ender 3 pro.
een mini e3 en een abl en verders cosmetisch spul zoals een enclosure aan de achterkant.
Ik heb een rol naar tevredenheid opgeprint en bij het printen van de delen van de enclosure moest ik van rol verwisselen.
Sindsdien is het een beetje drama....
Ik lijk bij tijd en wijlen zwaar te underextruden maar zeker niet continue.
Ik zie af en toe in mijn horizontale lagen een verschil zitten en dan zo erg dat ze bros worden.
Ook is mijn purgelijn nu dermate dun dat hij gewoonweg vlak ligt op mijn bed en ik hem er niet af krijg.
ook de dingen die ik print zitten dermate vast dat de eerste laag er af en toe niet eens af wil en deels meekomt, deels niet.
Ik heb nu voor de test even een klein stukje van mijn oude spoel erop gezet en een hele kleine testprint gedaan.
Wederom de purgelijn vlak op het bed en de eerste laag goed vast maar de printkwaliteit is stukken beter.
Dit zijn beide de rollen die ik van Creality erbij heb gehad, pla zwart.
Ik heb een nieuwe rol van 123 print gekocht waar ik wat mee kan proberen maar ik vind het zonde om een complete rol weg te gooien omdat ik het idee heb dat het de rol zelf is....
Iemand andere ideeen?
Ik heb verder geen instellingen veranderd volgens mij toen ik van rol wisselde, alleen mijn bed met dreft schoongemaakt.
nog een vraagje over octoprint trouwens: mijn ABL doet voor iedere print zijn rondje maar klopt het dat hij dit niet weergeeft in de bed visualizer plugin?
Die moet ik handmatig updaten valt me op...
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Meestal koud, maar ook een paar keer warm.kmichael schreef op zondag 23 februari 2020 @ 19:21:
[...]
Zat je met een koude of warme nozzle en bed te levellen ?
(Ik gok koud)
Ben ik juist als je bedoeld dat je het altijd warm moet doen?
- RobertMe
- Registratie: Maart 2009
- Laatst online: 23:24
Levelen idd altijd met een warm bed & nozzle doen. Bed & krimpen en zetten uit onder afkoelen en warmen, daardoor krijg je dus ook een wisselende afstand tussen nozzle en bed. Als je leveled met een warm bed en nozzle dan level je dus ook onder dezelfde omstandigheden als waarin je print en zit je goed (of in ieder geval beter).koesie schreef op zondag 23 februari 2020 @ 19:51:
[...]
Meestal koud, maar ook een paar keer warm.
Ben ik juist als je bedoeld dat je het altijd warm moet doen?
Ok bedankt voor de tip, dat wist ik niet!RobertMe schreef op zondag 23 februari 2020 @ 20:01:
[...]
Levelen idd altijd met een warm bed & nozzle doen. Bed & krimpen en zetten uit onder afkoelen en warmen, daardoor krijg je dus ook een wisselende afstand tussen nozzle en bed. Als je leveled met een warm bed en nozzle dan level je dus ook onder dezelfde omstandigheden als waarin je print en zit je goed (of in ieder geval beter).
En dan ook volle temp, dus dezelfde temperatuur waarop je print?
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
bed wel, nozzle heeft geen zin (en loopt er troep uit:)
Ik heb in mijn startup staan dat mijn nozzle vast voorverwarmt naar 160 omdat het dan sneller gaat.
In die zin: bed op 60, dan start ABL en nozzle temp naar 160 tegelijk.
Dan probed hij mijn bed terwijl de nozzle opwarmt en als hij dan klaar is met proben hoeft hij van 160 naar 200 en dat hij hij heel snel:)
Ik heb in mijn startup staan dat mijn nozzle vast voorverwarmt naar 160 omdat het dan sneller gaat.
In die zin: bed op 60, dan start ABL en nozzle temp naar 160 tegelijk.
Dan probed hij mijn bed terwijl de nozzle opwarmt en als hij dan klaar is met proben hoeft hij van 160 naar 200 en dat hij hij heel snel:)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
De print loopt nu iets meer dan 5 uur en met een BMG heel slap vastgezet. Hij loopt nog steeds super en ook nog nooit een stuk gehad waar die moeite had. Vaak zag je dan een laagje die een beetje underextrusion had. In ieder geval super blij met je tip. Nu 15 uur ongeveer te gaan en kan niet wachten totdat de print af is. Het print wel met een snelheid van 70mm/s dat is dacht ik vrij snel voor PETG. Koeling staat op 3% en warped niet, minder koeling is een stevigere print.KiefDelicious schreef op zaterdag 22 februari 2020 @ 11:27:
[...]
ik had precies hetzelfde, duurder ff voordat ik erachter kwam. Bij mij was het zo dat de extruder best hard op het filament duwde, dat is bij PLA niet zo erg, dat is vanaf de rol een stuk harder dan PETG, maar als je een model hebt waar de extruder veel moet retracten heb je op een gegeven moment een lang stuk PETG in je tube wat bijna plat is, hierdoor kan de extruder dus geen filament meer door duwen. Mijn oplossing was dus de wieltjes van de extruder iets verder uit elkaar zetten, gezien ik de veer al maximaal had staan heb ik de motor los gehaald, dan naar achter duwen en houden en dan vastdraaien. Hierna ging PETG bij mij prima (ik vind het nog steeds niet heel fijn materiaal om mee te printen, maar ik heb het in ieder geval werkend)
- Steef
- Registratie: November 2004
- Laatst online: 17:41
GoT's Most Eaten
:strip_icc():strip_exif()/u/130112/crop5f42933686176_cropped.jpeg?f=community)
Is iemand hier in staat de coil weerstand van de Z / Y as stepper motor te meten?
Mijn steppers worden erg heet, beginnen zelfs te stinken, maar de fasen van de steppers lijken nog in orde. Ik zou graag mijn weerstandswaarden met één van jullie hier vergelijken.
Voor zowel mijn Z als mijn Y stepper geld:
Nummer: BJ42D15
Weerstand: (pin 1 - 4 of pin 3 - 6) ~5.8 Ohm
Ik geloof dat het 5V 0.8A rated steppers zijn, dat zou netjes rond de 6 Ohm uit komen. Snap dus niet helemaal waarom ze plots zo warm worden (aanraken is echt niet mogelijk).
Alvast bedankt, de info is online zeer slecht te vinden
Mijn steppers worden erg heet, beginnen zelfs te stinken, maar de fasen van de steppers lijken nog in orde. Ik zou graag mijn weerstandswaarden met één van jullie hier vergelijken.
Voor zowel mijn Z als mijn Y stepper geld:
Nummer: BJ42D15
Weerstand: (pin 1 - 4 of pin 3 - 6) ~5.8 Ohm
Ik geloof dat het 5V 0.8A rated steppers zijn, dat zou netjes rond de 6 Ohm uit komen. Snap dus niet helemaal waarom ze plots zo warm worden (aanraken is echt niet mogelijk).
Alvast bedankt, de info is online zeer slecht te vinden
[ Voor 16% gewijzigd door Steef op 24-02-2020 02:26 ]
Sony A7IV | Sony 24 - 105 G | Sigma 100 - 400 | Sigma 105 F2.8 MACRO | Sigma 85 F1.4 DG DN Art
- Dutchone
- Registratie: Februari 2012
- Laatst online: 16:41
Heb je toevallig je software geupdate naar 2.x? daar staat de voedings mA hoger dan dat ze aan kunnen.ThaRabbit schreef op maandag 24 februari 2020 @ 02:21:
Is iemand hier in staat de coil weerstand van de Z / Y as stepper motor te meten?
Mijn steppers worden erg heet, beginnen zelfs te stinken, maar de fasen van de steppers lijken nog in orde. Ik zou graag mijn weerstandswaarden met één van jullie hier vergelijken.
Voor zowel mijn Z als mijn Y stepper geld:
Nummer: BJ42D15
Weerstand: (pin 1 - 4 of pin 3 - 6) ~5.8 Ohm
Ik geloof dat het 5V 0.8A rated steppers zijn, dat zou netjes rond de 6 Ohm uit komen. Snap dus niet helemaal waarom ze plots zo warm worden (aanraken is echt niet mogelijk).
Alvast bedankt, de info is online zeer slecht te vinden
- beun92
- Registratie: Maart 2012
- Laatst online: 22-07 08:06
:strip_icc():strip_exif()/u/449812/qrchickie.jpg?f=community)
Pas hier wel mee op. Ik had ook originele capricorn. Mijne was uit eindelijk ook gesmolten na ongeveer 1 kilo printen doordat het te warm werd (260 graden)Daniel. schreef op zaterdag 22 februari 2020 @ 00:05:
[...]
Ik heb een blauwe capricorn. Die witte die begint al te vervormen bij 245. Maar die blauwe is prima.
I love it when women go to school. It's like seeing a monkey on roller skates -- it means nothing to them, but it's so adorable for us. -- General Aladeen
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Nou ik ben achter mijn issue.....
het viel mij ineens op dat ik met mijn extruder maar op 1/4 van zijn rotatie echt grip had....
had ik toevallig het originele wieltje (had hem verwisseld met een alu extruder).
Zie het verschil met hetzelfde printje:


Lag dus niet aan mn filament....
Edit, oja ik heb ook mijn Z offset 0.1mm verhoogd (van -2.7 naar -2.6) als test en dat gaat ook goed:)
het viel mij ineens op dat ik met mijn extruder maar op 1/4 van zijn rotatie echt grip had....
had ik toevallig het originele wieltje (had hem verwisseld met een alu extruder).
Zie het verschil met hetzelfde printje:


Lag dus niet aan mn filament....
Edit, oja ik heb ook mijn Z offset 0.1mm verhoogd (van -2.7 naar -2.6) als test en dat gaat ook goed:)
[ Voor 8% gewijzigd door DRuw op 24-02-2020 15:08 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Let op:
Het meegeleverde rolletje PLA bij een nieuwe Creality printer is vaak van matige kwaliteit, bij printproblemen graag eerst proberen met goede kwaliteit PLA.
Verkoop en printverzoekjes niet in dit topic, maar via V&A:
categorie: 3D Printers
categorie: Grafisch ontwerp en 3d visualisatie
Het meegeleverde rolletje PLA bij een nieuwe Creality printer is vaak van matige kwaliteit, bij printproblemen graag eerst proberen met goede kwaliteit PLA.
Verkoop en printverzoekjes niet in dit topic, maar via V&A:
categorie: 3D Printers
categorie: Grafisch ontwerp en 3d visualisatie