:fill(white):strip_exif()/i/2003714744.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003711968.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002605494.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002668340.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003588498.jpeg?f=thumbmini)
:strip_exif()/i/2007005480.webp?f=thumbmini)
:fill(white):strip_exif()/i/2003792772.jpeg?f=thumbmini)
:strip_icc():strip_exif()/u/5677/crop60a67856c31dd_cropped.jpg?f=community)
https://www.amazon.de/gp/...itle_o00_s00?ie=UTF8&th=1
Zie ik nu dat deze 12v zijn
Neem aan dat ik deze dus niet kan inzetten op een Ender 3 die 24v gebruikt.
Nu zie ik dat veel Mosfet zowel 12v als 24v geschikt zijn.
Iemand een idee of deze dat toevallig ook zijn. In de beschrijving komt het niet voor dus neem aan van niet maar die zijn niet altijd juist.
- vassago
- Registratie: Januari 2000
- Laatst online: 22:34
kan je ze op 24V gebruiken.
/u/300076/crop59b52708c822b_cropped.png?f=community)
Heb je genoeg reserve. Kan altijd goed uitkomen. Ik heb van heel veel spullen een kleine voorraad.Tadango schreef op maandag 3 februari 2020 @ 08:18:
Jammer dat ze geen korte maten hebben, ik heb maar 10cm nodig
Volgensmij is een moeder voor een Ender 3 niet van heel veel belang. Ik dacht ergens gelezen hebben dat het standaard board de power wel kan handelen die het bed vraagt. Ik kan het fout hebben maar dat dacht ik.MikeOO schreef op maandag 3 februari 2020 @ 10:02:
Tijdje terug 2 losse Mosfet's besteld voor heatbed en extruder en nu eindelijk tijd voor installeren.
https://www.amazon.de/gp/...itle_o00_s00?ie=UTF8&th=1
Bij de Tevo Tarantula is het wel nodig dat board zit op het randje dat die het aan kan voor het bed.
[ Voor 52% gewijzigd door Daniel. op 03-02-2020 11:19 ]
- xAndyx
- Registratie: Maart 2004
- Laatst online: 26-01 11:47
:strip_icc():strip_exif()/u/110278/crop67ee2ecd65d76_cropped.jpg?f=community)
Voor 300 graden moet je gewoon een all metal hotend gebruiken.
Volgens mij verkoopt 123-3d stukjes van 30 cm capricorn. Zat ik zelf ook over te twijfelen.Tadango schreef op maandag 3 februari 2020 @ 08:18:
Jammer dat ze geen korte maten hebben, ik heb maar 10cm nodig
[ Voor 30% gewijzigd door xAndyx op 03-02-2020 13:30 ]
Zit een SKR 1.3 inmiddels in en buiten het feit dat het op zich daar ook niet nodig voor is voorkom je er toch ook weer eventuele problemen mee.Daniel. schreef op maandag 3 februari 2020 @ 11:16:
[...]
Heb je genoeg reserve. Kan altijd goed uitkomen. Ik heb van heel veel spullen een kleine voorraad.
[...]
Volgensmij is een moeder voor een Ender 3 niet van heel veel belang. Ik dacht ergens gelezen hebben dat het standaard board de power wel kan handelen die het bed vraagt. Ik kan het fout hebben maar dat dacht ik.
Bij de Tevo Tarantula is het wel nodig dat board zit op het randje dat die het aan kan voor het bed.
Er loopt geen hoge stroom meer door je board en verklein je risico op eventuele brand.
Al meerdere foto's gezien waar een mosfet toch uiteindelijk problemen gaf en compleet zwart was geworden.
Kosten zijn het niet dus liever op safe zeg maar
- Polyphemus
- Registratie: Maart 2003
- Laatst online: 21:41
:strip_icc():strip_exif()/u/80660/crop69c3afd686fac_cropped.jpg?f=community)
Iemand een suggestie?
- ManIkWeet
- Registratie: November 2012
- Laatst online: 17-07 11:47
Het voordeel van de MOSFET op de SKR1.3 is dat er een zekering tussen zit, mocht je bed op een of andere manier kortsluiting veroorzaken...MikeOO schreef op maandag 3 februari 2020 @ 13:31:
[...]
Zit een SKR 1.3 inmiddels in en buiten het feit dat het op zich daar ook niet nodig voor is voorkom je er toch ook weer eventuele problemen mee.
Er loopt geen hoge stroom meer door je board en verklein je risico op eventuele brand.
Al meerdere foto's gezien waar een mosfet toch uiteindelijk problemen gaf en compleet zwart was geworden.
Kosten zijn het niet dus liever op safe zeg maar
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
:strip_exif()/u/173923/Byakuyas-Eye.gif?f=community)
Hotend schoonmaken denk ik. Ik heb het ook al een paar keer gehad dat ik na het wisselen en skippende extruder had; achteraf bleek er dan een behoorlijke prop in de hotend te zitten bij mij, Gebeurd nog wel eens als je tube niet strak tegen de endplate aan zit. Zeker de standaard tube die meegeleverd wordt blijft niet altijd goed vast zitten, dit verklaard ook waarom je hier ineens last van hebt. Zie punt 3 in dit filmpje om dit te fixen: YouTube: Creality Ender-3 Cleaning out the clogged nozzle! (How to). De andere punten kun je eventueel ook proberen.Polyphemus schreef op maandag 3 februari 2020 @ 13:57:
Ik heb helaas een nieuw probleem, mijn extruder skipt sinds ik het Jupiter filament van 123-3D gebruik. Ik heb e-steps opnieuw gekalibreerd, geëxperimenteerd met de temperatuur (zit nu op 205 graden), maar hij blijft skippen... Tandwieltje ook al schoongemaakt, veer strakker en losser gezet op de extruder...
Iemand een suggestie?
edit: in het filmpje halen ze de hele ombouw uit elkaar, dit hoef je niet per se te doen. Als je de nozzle los maakt en de tube aan de bovenkant dan kan je de rest laten zitten. Je hebt wel een stukje tube nodig om erdoorheen te jagen (ik heb hem vervangen en de tube bewaard om precies dit te doen zonder dat ik alles los moet halen)
[ Voor 13% gewijzigd door Soepstengel op 03-02-2020 14:25 ]
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
- Polyphemus
- Registratie: Maart 2003
- Laatst online: 21:41
Dank jeSoepstengel schreef op maandag 3 februari 2020 @ 14:22:
[...]
Hotend schoonmaken denk ik. Ik heb het ook al een paar keer gehad dat ik na het wisselen en skippende extruder had; achteraf bleek er dan een behoorlijke prop in de hotend te zitten bij mij, Gebeurd nog wel eens als je tube niet strak tegen de endplate aan zit. Zeker de standaard tube die meegeleverd wordt blijft niet altijd goed vast zitten, dit verklaard ook waarom je hier ineens last van hebt. Zie punt 3 in dit filmpje om dit te fixen: YouTube: Creality Ender-3 Cleaning out the clogged nozzle! (How to). De andere punten kun je eventueel ook proberen.
edit: in het filmpje halen ze de hele ombouw uit elkaar, dit hoef je niet per se te doen. Als je de nozzle los maakt en de tube aan de bovenkant dan kan je de rest laten zitten. Je hebt wel een stukje tube nodig om erdoorheen te jagen (ik heb hem vervangen en de tube bewaard om precies dit te doen zonder dat ik alles los moet halen)
Verwijderd
Ik heb tegenwoordig ook zo een ding na weken tegen iedereen te zeggen: ik hoef er geen een, na 2 weekenden knoeien met die van collega's toch ook 1 aangeschaft..
Het "pro" modelletje, met blauwe ptfe buis en rode metalen extruder direct..
Zo een beetje alle printbare "upgrades" gedaan, en heb een bltouch en skr mini e3 onderweg (als china niet alles dicht gooit) tevens opzoek naar een glazen bed (mijn magneetplaat houder is als de eifeltoren, verhoogd in het midden)
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
:strip_icc():strip_exif()/u/328413/Bat.jpg?f=community)
Ik zat naar de nieuwste te kijken uiteraard maar daar zitten toch wel aardig wat bugs in zoals het niet afmaken van een print (en op 99% blijven hangen en heet blijven) als octopi connected is.... En dat ik bij mij dus bijvoorbeeld het geval...
Iemand suggesties welke versie ik het beste gebruiken kan?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- RobertMe
- Registratie: Maart 2009
- Laatst online: 23:24
Wat bedoel je met "de nieuwste"? Die wat SKR op hun GitHub heeft staan? Eentje die je zelf hebt gemaakt op basis van de 2.0.x-bugfix branch (zoals de meeste tutorials doen)? Zelf gemaakt op basis van de nieuwste 2.0 release (2.0.4 op moment van schrijven)?DRuw schreef op maandag 3 februari 2020 @ 22:31:
Op welke firmware draaien jullie met de mini 1.2?
Ik zat naar de nieuwste te kijken uiteraard maar daar zitten toch wel aardig wat bugs in zoals het niet afmaken van een print (en op 99% blijven hangen en heet blijven) als octopi connected is.... En dat ik bij mij dus bijvoorbeeld het geval...
Iemand suggesties welke versie ik het beste gebruiken kan?
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Die van skr zijn al gecompiled en ik wil nog het e.e.a. aanpassen zoals filament runout en bltouch inverten (heb kloon).
Is de bugfix de laatste stabiele hierin dus?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Goed gevonden. Inderdaad lijkt de mosfet dit aan te moeten kunnen.vassago schreef op maandag 3 februari 2020 @ 11:02:
Volgens : https://www.lesimprimante...2v-ou-24-v-ou-12v-et-24v/
kan je ze op 24V gebruiken.
Gaan we het testen.
YouTube: [EN] Extruder and extrusion flow calibration (3D printing)
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
:strip_exif()/u/25150/Gizzbril.gif?f=community)
Ik gebruik deze firmware omdat ik toen geen zin had zelf firmware te maken. En in deze firmware is ook alles al ingesteld voor de BLtouch.DRuw schreef op maandag 3 februari 2020 @ 22:31:
Op welke firmware draaien jullie met de mini 1.2?
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Toch houd ik altijd problemen. Als ik het precies goed instel dan blijven de muren bij mij nooit goed plakken. Zo slecht dat je het met gemak los trekt.MikeOO schreef op dinsdag 4 februari 2020 @ 08:49:
Voor degene die moeite hebben hoe je de e-steps en/of flowrate af te stellen en mogelijke duidelijker voorbeeld hoe je dit kunt doen.
YouTube: [EN] Extruder and extrusion flow calibration (3D printing)
Zou dan beginnen met een goede bedlevel test zodat je zeker weet dat dit goed gaat,Daniel. schreef op dinsdag 4 februari 2020 @ 10:06:
[...]
Toch houd ik altijd problemen. Als ik het precies goed instel dan blijven de muren bij mij nooit goed plakken. Zo slecht dat je het met gemak los trekt.
Goede test
YouTube: ENDER 3- Easy Way To Level Your Bed
Dan is je basis zeker goed.
Vervolgens zul je moeten controleren of mogelijk je nozzel / hotend een verstopping heeft. Al kan hij printer soms hoeft er maar ergens een beetje vuil te zitten om de boel te verstoren.
Met bv een cold pull kun je al aardig wat schoonmaken.
YouTube: Unclog your 3D-Printer nozzle using Cold-Pulls and Hot-Pulls | /Guide
Nog niet genoeg dan ook je Nozzel controleren.
YouTube: How to unclog the nozzle for your Ender-3
Tevens kan het zijn dat er toch ruimte zit tussen nozzel en hotend waardoor filament kan ophopen.
YouTube: Hot End Fix for Creality and Others Section 2.1.5 featuring the Ender 3
Kan natuurlijk ook zijn dat je een slicer profiel gebruikt wat niet juist is.
Zelf gebruik ik PrusaSlicer maar als je de laatste versie van Cura gebruikt en het standaard profiel wat je erbij krijgt moet dit prima printen.
Alles zit goed de Walls willen gewoon niet plakken. Maakt niet uit welke slicer. Met 0.3 of 0.5 erbij op de extrusion multiplier gaat het altijd goed.MikeOO schreef op dinsdag 4 februari 2020 @ 10:28:
[...]
Zou dan beginnen met een goede bedlevel test zodat je zeker weet dat dit goed gaat,
Goede test
YouTube: ENDER 3- Easy Way To Level Your Bed
Dan is je basis zeker goed.
Vervolgens zul je moeten controleren of mogelijk je nozzel / hotend een verstopping heeft. Al kan hij printer soms hoeft er maar ergens een beetje vuil te zitten om de boel te verstoren.
Met bv een cold pull kun je al aardig wat schoonmaken.
YouTube: Unclog your 3D-Printer nozzle using Cold-Pulls and Hot-Pulls | /Guide
Nog niet genoeg dan ook je Nozzel controleren.
YouTube: How to unclog the nozzle for your Ender-3
Tevens kan het zijn dat er toch ruimte zit tussen nozzel en hotend waardoor filament kan ophopen.
YouTube: Hot End Fix for Creality and Others Section 2.1.5 featuring the Ender 3
Kan natuurlijk ook zijn dat je een slicer profiel gebruikt wat niet juist is.
Zelf gebruik ik PrusaSlicer maar als je de laatste versie van Cura gebruikt en het standaard profiel wat je erbij krijgt moet dit prima printen.
Als ik cura gebruik krijg ik de stringing niet lekker weg. Met simplify3D print die prima alleen de extrusion multiplier moet ietsjes hoger dan als ik een muurtje nameet. Misschien een test doen met 2 muurtjes en dan de dubbele dikte meten.
- Multensor
- Registratie: Juli 2004
- Laatst online: 15:42
wtf
Probeer dan even te printen met een brim. Gaat verder toch alleen om dikte van de walls.
erhmm.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Kan ik die ook in het programma laden en aanpassen?Gizz schreef op dinsdag 4 februari 2020 @ 09:09:
[...]
Ik gebruik deze firmware omdat ik toen geen zin had zelf firmware te maken. En in deze firmware is ook alles al ingesteld voor de BLtouch.
Ik moet bijvoorbeeld ook het signaal inverteren bij de kloon bltouch die ik heb..
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Als hij het in simplify3D wel goed doet verder dan blijkt het dus toch in de slicers te zitten. Singel wall zou gewoon moeten werken.Daniel. schreef op dinsdag 4 februari 2020 @ 10:45:
[...]
Alles zit goed de Walls willen gewoon niet plakken. Maakt niet uit welke slicer. Met 0.3 of 0.5 erbij op de extrusion multiplier gaat het altijd goed.
Als ik cura gebruik krijg ik de stringing niet lekker weg. Met simplify3D print die prima alleen de extrusion multiplier moet ietsjes hoger dan als ik een muurtje nameet. Misschien een test doen met 2 muurtjes en dan de dubbele dikte meten.
Probeer eens een ander filament liefst ander merk als je hebt liggen. Kun je dat ook uitsluiten.
Zelf vandaag aan de hand van het filmpje nog even de flow rate getest en gaat super en exact 0.4 mm dik en superdun.
Aanpassingen maken om het te omzeilen is niet de oplossing. Je moet achterhalen waarom hij dit niet wil doen
Check ook je nozzel eens. Soms helpt het om deze eens te vervangen door een nieuwe mits je al wat printuren erop heb zitten dan.
Misschien slaat je extruder wel stappen over en moet je de veer wat strakker zetten door andere veer of opvulblokje (thingiverse)
Het is een kwestie van elimineren en dat zijn niet de leukste klusjes maar wel de enige die je kunt doen.
Ben soms ook dagen aan het zoeken waarom hij ineens niet meer lekker print. Maar als je het dan gevonden hebt weer een leermoment rijker.
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
Heb je de filament guide al geprint? Die kan dat misschien voor je oplossen al moet ik zeggen dat ik voor de filament guide jouw probleem niet had. Deze bedoel ik dan: https://www.thingiverse.com/thing:2917932Polyphemus schreef op maandag 3 februari 2020 @ 18:39:
[...]
Dank jeBen al weer een stuk verder door bovenstaande, het probleem lijkt zich nu alleen nog voor te doen als de extruder aan de spoel filament moet trekken; als ik het filament een stuk afwikkel, zodat er niet te hard getrokken hoeft te worden, gaat het prima...
Of heb je deze wel geprint en in gebruik? https://www.thingiverse.com/thing:2894097 Ik had deze namelijk ook en merkte dat mijn filament daardoor niet goed gefeed kon worden (veel meer herrie tijdens het feeden).
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
Zowel de tronxy x1 als de standaard ender 3 hotend of de e3dv6 clones hebben het de walls kan je met wat moeite van elkaar trekken. Het is niet echt verkeerd moet het mag wel beter. Pla van creality zelf als owl pla en petg maakt niet uit. Of ik stel het te krap af dat kan ook.MikeOO schreef op dinsdag 4 februari 2020 @ 13:12:
[...]
Check ook je nozzel eens. Soms helpt het om deze eens te vervangen door een nieuwe mits je al wat printuren erop heb zitten dan.
Misschien slaat je extruder wel stappen over en moet je de veer wat strakker zetten door andere veer of opvulblokje (thingiverse)
Het is een kwestie van elimineren en dat zijn niet de leukste klusjes maar wel de enige die je kunt doen.
Ben soms ook dagen aan het zoeken waarom hij ineens niet meer lekker print. Maar als je het dan gevonden hebt weer een leermoment rijker.
Met pause&resume toch een nieuwe rol kunnen plaatsen en de printjob af kunnen maken. Bijkomend voordeel: mooie dual color print.
De vraag is echter hoe het met een filament-runout sensor gaat werken (die ik later ga inbouwen als China eindelijk weer aan het werk is en de switches versturen)
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- RobertMe
- Registratie: Maart 2009
- Laatst online: 23:24
Daarvoor heb je OctoPrint niet nodig? In het menu van de printer zit een Change filament optie. Dan voert ie ook meteen het filament terug en het nieuwe in/door. En ik meen dat die eerst ook een auto-home of zo doet zodat het nieuwe filament niet meteen eruit loopt over de print heen.kmf schreef op dinsdag 4 februari 2020 @ 15:39:
Gisteren toch mooi de pause&resume functie van Octoprint kunnen gebruiken (moest wel eerst de juiste gcode instellingen opzoeken). Filament dreigde op te raken na een printjob van 10 uur.
Met pause&resume toch een nieuwe rol kunnen plaatsen en de printjob af kunnen maken. Bijkomend voordeel: mooie dual color print.
De vraag is echter hoe het met een filament-runout sensor gaat werken (die ik later ga inbouwen als China eindelijk weer aan het werk is en de switches versturen)
De test cube die ik heb geprint van 0.4mm is zeer dun maar trek ik niet van elkaar af icm BMG / e3V6 clone / Direct drive.Daniel. schreef op dinsdag 4 februari 2020 @ 15:07:
[...]
Zowel de tronxy x1 als de standaard ender 3 hotend of de e3dv6 clones hebben het de walls kan je met wat moeite van elkaar trekken. Het is niet echt verkeerd moet het mag wel beter. Pla van creality zelf als owl pla en petg maakt niet uit. Of ik stel het te krap af dat kan ook.
Misschien eens spelen met de temperatuur waarmee je het filament print. Soms is 5 graden al een wereld van verschil. Begin op bv 200 graden en ga dan steeds een stapje van 5 hoger.
Mocht je een bowden gebruiken check ook je PTFE tube eens aan beide kanten. Misschien dat daar iets vreemd aan te zien is.
Maar als je het ook op meerdere printer last hebt dan lijkt het toch bijna toch echt een Slicer probleem.
Ik stuur je via PM wel even mijn test cube die ik vandaag heb geprint. Hoe je geen slicer te gebruiken en kun je daar misschien even mee testen hoe die gaat.
[ Voor 13% gewijzigd door MikeOO op 04-02-2020 16:54 ]
- Polyphemus
- Registratie: Maart 2003
- Laatst online: 21:41
De eerste wel, de tweede kende ik nog niet. Ga ik gelijk printen. Dank je wel voor de tipsSoepstengel schreef op dinsdag 4 februari 2020 @ 13:33:
[...]
Heb je de filament guide al geprint? Die kan dat misschien voor je oplossen al moet ik zeggen dat ik voor de filament guide jouw probleem niet had. Deze bedoel ik dan: https://www.thingiverse.com/thing:2917932
Of heb je deze wel geprint en in gebruik? https://www.thingiverse.com/thing:2894097 Ik had deze namelijk ook en merkte dat mijn filament daardoor niet goed gefeed kon worden (veel meer herrie tijdens het feeden).
- Soepstengel
- Registratie: April 2006
- Laatst online: 22:38
Die tweede moet je dus niet printen IMHO; bij mij werkte die niet lekker.Polyphemus schreef op dinsdag 4 februari 2020 @ 17:42:
[...]
De eerste wel, de tweede kende ik nog niet. Ga ik gelijk printen. Dank je wel voor de tips
Desktop: Ryzen 7 7800X3D | 32 GB | Radeon RX 6800
- Polyphemus
- Registratie: Maart 2003
- Laatst online: 21:41
Oh oeps, lezen is ook een vakSoepstengel schreef op dinsdag 4 februari 2020 @ 22:17:
[...]
Die tweede moet je dus niet printen IMHO; bij mij werkte die niet lekker.
- NMe
- Registratie: Februari 2004
- Laatst online: 26-07 17:36
Quia Ego Sic Dico.
/u/107051/jeroenmadtrix60.png?f=community)
'E's fighting in there!' he stuttered, grabbing the captain's arm.
'All by himself?' said the captain.
'No, with everyone!' shouted Nobby, hopping from one foot to the other.
- Bigfoot48
- Registratie: Augustus 2001
- Laatst online: 07-07 14:16
De bovenste heb ik ook. Eigenlijk al vanaf het begin en ben er zeer tevreden overSoepstengel schreef op dinsdag 4 februari 2020 @ 13:33:
[...]
Heb je de filament guide al geprint? Die kan dat misschien voor je oplossen al moet ik zeggen dat ik voor de filament guide jouw probleem niet had. Deze bedoel ik dan: https://www.thingiverse.com/thing:2917932
Of heb je deze wel geprint en in gebruik? https://www.thingiverse.com/thing:2894097 Ik had deze namelijk ook en merkte dat mijn filament daardoor niet goed gefeed kon worden (veel meer herrie tijdens het feeden).
veni, vidi, maxima velpon ( ik kwam, zag en bleef veel te lang plakken)
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
/u/138339/crop5edaa1d094734_cropped.png?f=community)
Af en toe heb ik een lijn die buiten de print zit, deze wordt een volledig rondje van de lijn te ver naar buiten geprint. Zoals je op de volgende fotos kunt zien zal het hersteld worden bij een volgende start van een lijn.
Het gekke vind ik zelf dat het rond om 1 lijn te dik is, dus het is niet dat de printer gewoon iets te veel naar links of rechts zit.



Het zit ook aan de binnenzijde

Paar testjes om te proberen of het niet op een bepaalde hoogte zit. Het is puur rondom 1 lijn tot er een nieuwe lijn start.




Op zich print de printer verder wel mooi,
Ik heb alleen geupgraded naar een DUET3D Wifi.
Ik heb bijna alle wieltjes al vervangen, alle transport banden opnieuw aangespannen,
de Z schroefdraad helemaal schoongemaakt met velgenreiniger.
Laatste firmwares geinstalleerd.
Ik maak nu weer gebruik van Cura.
Weet iemand hoe deze fout heet, dan kan ik zelf waarschijnlijk wel weer verder zoeken...
[ Voor 4% gewijzigd door kmichael op 05-02-2020 16:42 ]
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Layer shiftingkmichael schreef op woensdag 5 februari 2020 @ 16:41:
Weet iemand hoe deze fout heet, dan kan ik zelf waarschijnlijk wel weer verder zoeken...
Hoe warm worden de stepper motors én drivers? Ik lees her en der dat te warme stepper motors en/of drivers ervoor kunnen zorgen dat de positionering niet meer klopt. Veel andere tips gaan over het aanspannen van de banden en het schoonmaken van ze z-as, maar dat heb je al gedaan.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- Chrisje1983
- Registratie: Februari 2012
- Laatst online: 18:11
Bij die foto's is dat niet het geval, de layer zit nog wel gecentreerd op de vorige layer maar steekt rondom uit.
Ik heb het af en toe ook, ik heb het idee dat de z-axis af en toe niet de dikte/hoogte van 1 layer zakt (of omhoog gaat in geval van een vast bed), maar juist iets te weinig waardoor de layer plat gedrukt wordt doordat de nozzle afstand tenopzichte van de print kleiner is en dus de layer ietsje rondom uitsteekt tenopzichte van de rest van de print.
Maar in de foto doet hij het bij een 1 rondje, en niet na de "gap" opnieuw op zelfde hoogte, dus geen idee wat dat zou kunnen zijn.
:strip_icc():strip_exif()/u/1260596/crop674b59f987763_cropped.jpg?f=community)
Daarom heb ik bij mijn diy printer de flex koppelingen vervangen door starre, en ik moet zeggen dat de prints er nu echt wel wat beter uitzien.Chrisje1983 schreef op woensdag 5 februari 2020 @ 17:14:
Bij layer shifting, zou de hele layer iets opgeschoven zijn in de x of y richting.
Bij die foto's is dat niet het geval, de layer zit nog wel gecentreerd op de vorige layer maar steekt rondom uit.
Ik heb het af en toe ook, ik heb het idee dat de z-axis af en toe niet de dikte/hoogte van 1 layer zakt (of omhoog gaat in geval van een vast bed), maar juist iets te weinig waardoor de layer plat gedrukt wordt doordat de nozzle afstand tenopzichte van de print kleiner is en dus de layer ietsje rondom uitsteekt tenopzichte van de rest van de print.
Maar in de foto doet hij het bij een 1 rondje, en niet na de "gap" opnieuw op zelfde hoogte, dus geen idee wat dat zou kunnen zijn.
https://www.mupload.nl/img/71umsdkfab.jpg
{kind=link}
Bekijk ook even dit filmpje helemaal, misschien kan dit het probleem ook hiermee te maken hebben.
YouTube: BFTB design: Z axis wobble, lead screws and bearing blocks
(http://www.thingiverse.com/thing:602481)
[ Voor 20% gewijzigd door Hardy8 op 05-02-2020 18:37 ]
- Chrisje1983
- Registratie: Februari 2012
- Laatst online: 18:11
Oke ik heb nu starre, en wou koppelingen met een rubbertje ertussen proberen (anders dan op jouw foto) om te kijken of het verbeterd.Hardy8 schreef op woensdag 5 februari 2020 @ 18:17:
[...]
Daarom heb ik bij mijn diy printer de flex koppelingen vervangen door starre, en ik moet zeggen dat de prints er nu echt wel wat beter uitzien.
Ben toevallig nu net mijn z-rods aan het vervangen, 1 van de 2 was niet helemaal 100% recht, de nieuwe wel.
Star en star kan nogal verschillend zijn, bij starre die je met de schroefjes aan de zijkant vastzet heb je nog steeds het probleem dat je de assen niet 100% in één lijn heb liggen en bij die geprinte versie is dat zeker wel het geval, je moet echt even dat filmpje bekijken, daar kun je het mooi zien.
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
Ja maar zoals je op de foto's kan zien ziet aan 1 kant wel deze te brede lijn rond om en op de zelfde laag op een andere gedeelte weer niet alleen als deze lijn wordt onderbroken.Chrisje1983 schreef op woensdag 5 februari 2020 @ 19:02:
[...]
Oke ik heb nu starre, en wou koppelingen met een rubbertje ertussen proberen (anders dan op jouw foto) om te kijken of het verbeterd.
Ben toevallig nu net mijn z-rods aan het vervangen, 1 van de 2 was niet helemaal 100% recht, de nieuwe wel.
Ik weet alleen dus niet of het nu of nu de linker of de rechter kant eerst geprint wordt. Ik kan niet met zeker heit zeggen of deze fout eerst komt of als laatst in de laag.
[ Voor 4% gewijzigd door kmichael op 05-02-2020 23:27 ]
- Chrisje1983
- Registratie: Februari 2012
- Laatst online: 18:11
Ja ik zag het, daarom vind ik jouw probleem dan ook zo raar. Als het bij mij gebeurt, heb ik het over de hele layer en niet tot aan een "gap"kmichael schreef op woensdag 5 februari 2020 @ 23:26:
[...]
Ja maar zoals je op de foto's kan zien ziet aan 1 kant wel deze te brede lijn rond om en op de zelfde laag op een andere gedeelte weer niet alleen als deze lijn wordt onderbroken.
Ik weet alleen dus niet of het nu of nu de linker of de rechter kant eerst geprint wordt. Ik kan niet met zeker heit zeggen of deze fout eerst komt of als laatst in de laag.
- xAndyx
- Registratie: Maart 2004
- Laatst online: 26-01 11:47
Van 21 naar 50 graden gaat best vlot, daarna is het in decimalen en heel traag (target 60 gr). En dan springt marlin in zn beveiliging. Ga morgen de bekabeling nog maar is nalopen want de sensor is het enige wat ik veranderd heb..
Kan ook is met een ir thermometer meten wat de temperatuur echt is vs wat de printer denkt dat het is. Misschien is de thermistor gesneuveld.
- ManIkWeet
- Registratie: November 2012
- Laatst online: 17-07 11:47
Lijkt mij dat je gewoon PID opnieuw moet tunen...xAndyx schreef op donderdag 6 februari 2020 @ 22:10:
Vaag, heb een 3DTouch sensor geïnstalleerd en werkt prima (icm skr 1.4). Auto bed levelling etc doet ie prima. Alleen nu wil mijn bed niet meer warmer dan 52 graden worden
Van 21 naar 50 graden gaat best vlot, daarna is het in decimalen en heel traag (target 60 gr). En dan springt marlin in zn beveiliging. Ga morgen de bekabeling nog maar is nalopen want de sensor is het enige wat ik veranderd heb..
Kan ook is met een ir thermometer meten wat de temperatuur echt is vs wat de printer denkt dat het is. Misschien is de thermistor gesneuveld.
Kapotte thermistor zou geen normale temperatuur geven.
- Joey54
- Registratie: September 2009
- Laatst online: 22-07 10:18
Als je thermistor kapot is dan krijg je een negatieve value. Google even op PID tuning marlin en doe dit voor je hotbed en je hotend (als we dan toch bezig zijn). Daarmee berekent die een goede PID value uit voor je systeem. Ik gok dat bij het flashen een value is overschreven die je later veranderd had.xAndyx schreef op donderdag 6 februari 2020 @ 22:10:
Vaag, heb een 3DTouch sensor geïnstalleerd en werkt prima (icm skr 1.4). Auto bed levelling etc doet ie prima. Alleen nu wil mijn bed niet meer warmer dan 52 graden worden
Van 21 naar 50 graden gaat best vlot, daarna is het in decimalen en heel traag (target 60 gr). En dan springt marlin in zn beveiliging. Ga morgen de bekabeling nog maar is nalopen want de sensor is het enige wat ik veranderd heb..
Kan ook is met een ir thermometer meten wat de temperatuur echt is vs wat de printer denkt dat het is. Misschien is de thermistor gesneuveld.
- Yukkie
- Registratie: Januari 2001
- Laatst online: 20:56
Vorsprung Durch Technik
:strip_icc():strip_exif()/u/20528/crop56c73242b954c.jpeg?f=community)
We've got that ring of confidence
Gewoon even goed door laten lopen. Of zo doe ik het. Ik kan het fout hebben maar lijkt mij niet.Yukkie schreef op vrijdag 7 februari 2020 @ 16:50:
Onlangs heb ik een spoel PETG gekocht en ik vraag me ineens af: moet ik mijn nozzle oid nog schoonmaken als ik switch van PLA naar PETG of andersom?
- Yukkie
- Registratie: Januari 2001
- Laatst online: 20:56
Vorsprung Durch Technik
We've got that ring of confidence
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Ja.Yukkie schreef op vrijdag 7 februari 2020 @ 17:29:
@Daniel. Zouden alle restantjes PETG uit de nozzle zijn als ik een paar cm PLA door laat lopen?
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Ik wil binnenkort op mijn glazen plaat proberen te printen en als het goed is kan ik die gewoon met mijn bed verwisselen of zelfs erop leggen in theorie (niet voor de warmte uiteraard).
De zoffset is toch puur het verschil tussen je probe van de abl en je nozzle?
Ik ben wel bang dat ik mijn glas raak gezien ik de eerste streep links in het bed kan zien (al trok hij wel een normale lijn)
Ohh, btw.. die mini e3 is echt een verademing!
Nu de fans:)
[ Voor 5% gewijzigd door DRuw op 07-02-2020 17:44 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Ja. Dus voor een andere dikte van je bed hoef je niks in te stellen. Het verschil tussen je probe en nozzle verandert niet.DRuw schreef op vrijdag 7 februari 2020 @ 17:43:
De zoffset is toch puur het verschil tussen je probe van de abl en je nozzle?
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Nu alleen oppassen dat hij hem net niet raakt door het verschil in oppervlak... Geen zin in een harde kraaaaaaassss:(
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Dit weekend naar eens met de glasplaat proberen te printen.
Ook m'n filament runout sensor with nog niet lekker...
Wel leuk tweaken zo'n ender 3 pro:)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
Hier één van de oplossingen: Fun fact: what the stock Ender considers x=0 and y=0 on is actually x=4 and y=-7 on the build plate. So when you input 235mm bed size in Cura, center on the screen will be x=121.5 and y=110.5 on the build plate, which is of course not the center of the build plate.
To remedy all this you can set homing offsets or set X_MIN_POS 4 and Y_MIN_POS -7 in the firmware.
Helaas kan ik dat niet wijzigen vanaf m'n Ender control box.
Iemand een eenvoudige oplossing hiervoor? Precies in het midden is toch wel een stuk netter
Er is wel een optie 'set home offsets'. Maar niet echt duidelijke info over te vinden.
@DRuw De Sunon koelers bevallen uitstekend. Sorry voor de late reactie.
[ Voor 4% gewijzigd door Freich op 07-02-2020 20:26 ]
Petg kan ook geprint worden met 200 alleen zal je hotend heel snel vastlopen omdat het de tijd niet kan hebben om goed te smelten als je normaal gaat printen op die temp.Yukkie schreef op vrijdag 7 februari 2020 @ 17:29:
@Daniel. OK, duidelijk. Ik zit vooral even met de situatie van PETG naar PLA eigenlijk. Aangezien PETG op een hogere temperatuur geprint wordt dan PLA. Zouden alle restantjes PETG uit de nozzle zijn als ik een paar cm PLA door laat lopen?
Vergeet ook niet een M502 en M500 uit te voeren als je de firmware hebt aangepast en er opnieuw opzet.Freich schreef op vrijdag 7 februari 2020 @ 20:25:
Het viel mij eigenlijk nu pas op dat prints niet precies in het midden beginnen, terwijl ze in Cura wel precies in het midden staan. Een bekend ding bleek het.
Hier één van de oplossingen: Fun fact: what the stock Ender considers x=0 and y=0 on is actually x=4 and y=-7 on the build plate. So when you input 235mm bed size in Cura, center on the screen will be x=121.5 and y=110.5 on the build plate, which is of course not the center of the build plate.
To remedy all this you can set homing offsets or set X_MIN_POS 4 and Y_MIN_POS -7 in the firmware.
Helaas kan ik dat niet wijzigen vanaf m'n Ender control box.
Iemand een eenvoudige oplossing hiervoor? Precies in het midden is toch wel een stuk netter
Er is wel een optie 'set home offsets'. Maar niet echt duidelijke info over te vinden.
@DRuw De Sunon koelers bevallen uitstekend. Sorry voor de late reactie.
Ook als eens een tijd lopen zoeken waarom hij niet in het midden begon en bleek dus vergeten om een reset te doen naar de standaard waardes
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
Gebruik geen Alcohol Ketonatus 96% als reiniging!
Sinds ik 1 keer mijn magnetic bed met schuursponsje en afwasmiddel heb gereinigd waren mijn problemen voorbij. Net nog nagebootst in een test:
- Afwasmiddel: printen van object tot 2e laag: perfect.
- Gereinigd met alcohol ketonatus en opnieuw tot 2e laag: een grote puinzooi.
Ik weet dat iedereen isopropyl alcohol aanraad, maar dat verkopen ze niet meer bij de Kruidvat e.d.
Blijkbaar zit er in Ketonatus een vervelend stofje.
Iemand hier een heldere verklaring voor?
Eén ding is zeker. Ik reinig vanaf nu alleen nog met afwasmiddel.
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
Ik heb het al vaker aangegeven, zelfs met Isopropyl Alcohol 99,9% blijft er bij mij een waas achter.Freich schreef op zaterdag 8 februari 2020 @ 10:32:
Ik ben na 3 dagen klooien met bed levellen en slechte adhesion van eerste lagen tot een conclusie gekomen.
Gebruik geen Alcohol Ketonatus 96% als reiniging!
Sinds ik 1 keer mijn magnetic bed met schuursponsje en afwasmiddel heb gereinigd waren mijn problemen voorbij. Net nog nagebootst in een test:
- Afwasmiddel: printen van object tot 2e laag: perfect.
- Gereinigd met alcohol ketonatus en opnieuw tot 2e laag: een grote puinzooi.
Ik weet dat iedereen isopropyl alcohol aanraad, maar dat verkopen ze niet meer bij de Kruidvat e.d.
Blijkbaar zit er in Ketonatus een vervelend stofje.
Iemand hier een heldere verklaring voor?
Eén ding is zeker. Ik reinig vanaf nu alleen nog met afwasmiddel.
Probeer maar een stukje op iets van glas. Afwasmiddel is je vriend (ik gebruik dan wel neutrale afwasmiddel zonder parfum verkrijgbaar bij blokker en AH).
Zelfs na 3x met 99,9% alcohol bleef het moeilijk plakken op sommige stukken.
Ik denk zelf dat de oorzaak de waas is die achterblijft.
[ Voor 3% gewijzigd door kmichael op 08-02-2020 11:11 ]
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
Ik heb het gedaan met Dreft afwasmiddel met een lekker fruitluchtje. Zelfs dat werkt al super goedkmichael schreef op zaterdag 8 februari 2020 @ 11:10:
[...]
Ik heb het al vaker aangegeven, zelfs met Isopropyl Alcohol 99,9% blijft er bij mij een waas achter.
Probeer maar een stukje op iets van glas. Afwasmiddel is je vriend (ik gebruik dan wel neutrale afwasmiddel zonder parfum verkrijgbaar bij blokker en AH).
Zelfs na 3x met 99,9% alcohol bleef het moeilijk plakken op sommige stukken.
Ik denk zelf dat de oorzaak de waas is die achterblijft.
- NMe
- Registratie: Februari 2004
- Laatst online: 26-07 17:36
Quia Ego Sic Dico.
Ik hou mijn glazen plaat schoon met een schuursponsje, afwasmiddel en water, gaat perfect.
'E's fighting in there!' he stuttered, grabbing the captain's arm.
'All by himself?' said the captain.
'No, with everyone!' shouted Nobby, hopping from one foot to the other.
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Gebruik zowel de magnetische mat als de glasplaat van Creality zelf. Bij de glasplaat spuit ik eens in de zoveel tijd een nieuw laagje haarlak en dat is al het onderhoud dat ik doe. Ik print PLA en PETG en raak zowel de mat als het glas met mijn vingers aan als ik prints verwijder. Alles plakt altijd perfect aan het bed. Het enige waar ik wel op let is dat mijn vingers enigszins schoon zijn, als ik net een vette snack heb vastgepakt was ik natuurlijk wel eerst even mijn handen.
[ Voor 3% gewijzigd door Gizz op 08-02-2020 13:03 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- NMe
- Registratie: Februari 2004
- Laatst online: 26-07 17:36
Quia Ego Sic Dico.
Schoonmaken na elke print lijkt me niet nodig, maar ik zou het toch wel met enige regelmaat even doen. Kwaad kan het sowieso niet.
On another note: ik wil graag dit model gaan printen, en ook echt op deze grootte:
Ik ga 'm sowieso eerst in het klein doen en zelfs daarna zal het nog wel even duren voor ik zo'n grote print aandurf, maar ik ben er wel vast over aan het nadenken en ik weet niet wat ik hier met infill zou doen. Het model hoeft op zich structureel niet super sterk te zijn dus als ik hem in het klein zou printen zou ik hooguit iets van 10% infill nemen, maar als je hem opschaalt naar 400% zit je dan ineens met een vrij lange bridge over de gaten in de infill heen bij het punt waar de mondhoeken opgebouwd worden. Wat zouden jullie daarmee doen? Misschien een infill mesh toevoegen zodat het hele model 5-10% infill gebruikt behalve rond die plekken waar 't meer infill (20%?) nodig heeft om niet te lang te hoeven bridgen?
[ Voor 59% gewijzigd door NMe op 08-02-2020 14:29 ]
'E's fighting in there!' he stuttered, grabbing the captain's arm.
'All by himself?' said the captain.
'No, with everyone!' shouted Nobby, hopping from one foot to the other.
One thing's certain: the iPad seriously increases toilet time.. tibber uitnodigingscode: bqufpqmp
- Jampot007
- Registratie: Augustus 2017
- Laatst online: 23:26
:strip_icc():strip_exif()/u/963135/crop5df2a764f35b9_cropped.jpeg?f=community)
Je vingers kunnen niet schoon zijn, het gaan om de vetten in je huid waardoor het plastic niet goed hecht.Gizz schreef op zaterdag 8 februari 2020 @ 13:02:
Ik print (bijna) dagelijks sinds ik mijn printer in oktober heb gekocht en ik heb letterlijk nog nooit het printoppervlak schoongemaakt. Is dat heel uitzonderlijk?
Gebruik zowel de magnetische mat als de glasplaat van Creality zelf. Bij de glasplaat spuit ik eens in de zoveel tijd een nieuw laagje haarlak en dat is al het onderhoud dat ik doe. Ik print PLA en PETG en raak zowel de mat als het glas met mijn vingers aan als ik prints verwijder. Alles plakt altijd perfect aan het bed. Het enige waar ik wel op let is dat mijn vingers enigszins schoon zijn, als ik net een vette snack heb vastgepakt was ik natuurlijk wel eerst even mijn handen.
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@NMe Kun je niet een eind kunnen komen met cubic subdivision (Cura) als infill? Daarmee heb je meer infill bij je walls in de buurt (waar het nuttig is) en minder in het midden van een volume (waar je er minder aan hebt). Je kunt enigszins met met de parameters spelen die de verdeling bepalen.
[ Voor 33% gewijzigd door Gizz op 08-02-2020 23:01 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- NMe
- Registratie: Februari 2004
- Laatst online: 26-07 17:36
Quia Ego Sic Dico.
Ik ben intussen bezig met een print van zo'n 17 uur en die heeft net een layer shift gehad.
'E's fighting in there!' he stuttered, grabbing the captain's arm.
'All by himself?' said the captain.
'No, with everyone!' shouted Nobby, hopping from one foot to the other.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Ik heb dit geprobeerd in de firmware aan te passen maar dan krijg ik een error bij het compilen:Freich schreef op vrijdag 7 februari 2020 @ 20:25:
Hier één van de oplossingen: Fun fact: what the stock Ender considers x=0 and y=0 on is actually x=4 and y=-7 on the build plate. So when you input 235mm bed size in Cura, center on the screen will be x=121.5 and y=110.5 on the build plate, which is of course not the center of the build plate.
To remedy all this you can set homing offsets or set X_MIN_POS 4 and Y_MIN_POS -7 in the firmware.
@DRuw De Sunon koelers bevallen uitstekend. Sorry voor de late reactie.
Marlin\src\HAL\HAL_STM32F1\dogm\../../../inc/SanityCheck.h:523:1: error: static assertion failed: Movement bounds (X_MIN_POS, X_MAX_POS) are too narrow to contain X_BED_SIZE.
static_assert(X_MAX_LENGTH >= X_BED_SIZE, "Movement bounds (X_MIN_POS, X_MAX_POS) are too narrow to contain X_BED_SIZE.");
niet dat het mij veel uitmaakt maar ik was toch iets aan het aanpassen waarbij ik dacht dat ik het gelijk mee kon pakken:)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Verwijderd
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Komt helemaal goed.Verwijderd schreef op zondag 9 februari 2020 @ 10:38:
Het printen op de pro bevalt zo goed dat ik maar een skr mini bordje en bltouch heb besteld. Ben benieuwd of de herrie dan straks verleden tijd is. Heb de printer op de logeerkamer staan maar het geluid was in het hele huis te horen met de nodige klachten van familieleden
Wel leuk om te spelen met de firmware en ook nodig. Yt is your friend;)
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
(klikbaar voor een grotere versie)
De 'puntjes' steken uit. Het is daarom volgens mij niet zo dat de extruder op die punten slipt, er lijkt juist teveel filament neergelegd te worden.
Ik zie dit probleem vandaag voor het eerst. Gisteren heb ik mijn PTFE-tube vervangen (was stock, nu Capricorn XS) met bijbehorende nieuwe / betere koppelingen. Daarna 3x de extruder gekalibreerd (na de derde meting hoefde ik niks aan te passen, dus lijkt me te kloppen). De lijnen die gelegd worden zijn ook erg strak, alleen wordt er ogenschijnlijk willekeurig dus 'frummeltjes' op gelegd.
De printtemperatuur veranderen van 190 graden naar 215 leverde precies dezelfde hoeveelheid puntjes op.
Guides zoals deze richten hun pijlen vaak op de retractie als boosdoener, maar ik heb natuurlijk geen retractie op de plekken waar de puntjes zitten.
Waar ik zelf nog aan zit te denken:
- Nozzle versleten. Deze 0.6mm nozzle zit er nu al weken op en heeft waarschijnlijk al meerdere kilo's filament verwerkt.
- Filament (Creality) dat niet gelijkmatige dikte heeft waardoor hij soms even blijft hangen en dan los schiet in de tube. Capricorn schrijft op de site dat de binnenzijde van de XS nauwer is dan veel standaard PTFE-tubes en het daarom extra belangrijk is dat de afmetingen van het filament niet teveel (naar boven) afwijken.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Lord-The-Gamer (L-T-G)
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- kmichael
- Registratie: Februari 2005
- Laatst online: 24-07 15:55
Die van mij was drijfnat. ook nieuw uit de doos.Gizz schreef op zondag 9 februari 2020 @ 14:29:
@pwillemske Geen geknetter, dat geluid herken ik wel van mijn kersverse TPU-filament
Drijfnat is natuurlijk overdreven
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
In de zin dat hij met laag 1 bezig is en hij op het scherm met layer 7 aan de gang is.
Dit is mijn eerste print na de mini e3 geinstalleerd te hebben en Marlin 2.0 bugfix maar bij de 1.1.9 en standaard bord liep hij mooi synchroon...
Het lijkt net of mijn printer de pi niet bij kan houden.....
(her)kent iemand dit?
Man wat print dat mini bordje lekker stil trouwens:):):):)
edit:
hij neemt in de progresberekening wel de echte status mee (links bij current height) op 0.2mm maar de render zit inmiddels op 1.4mm hoogte?
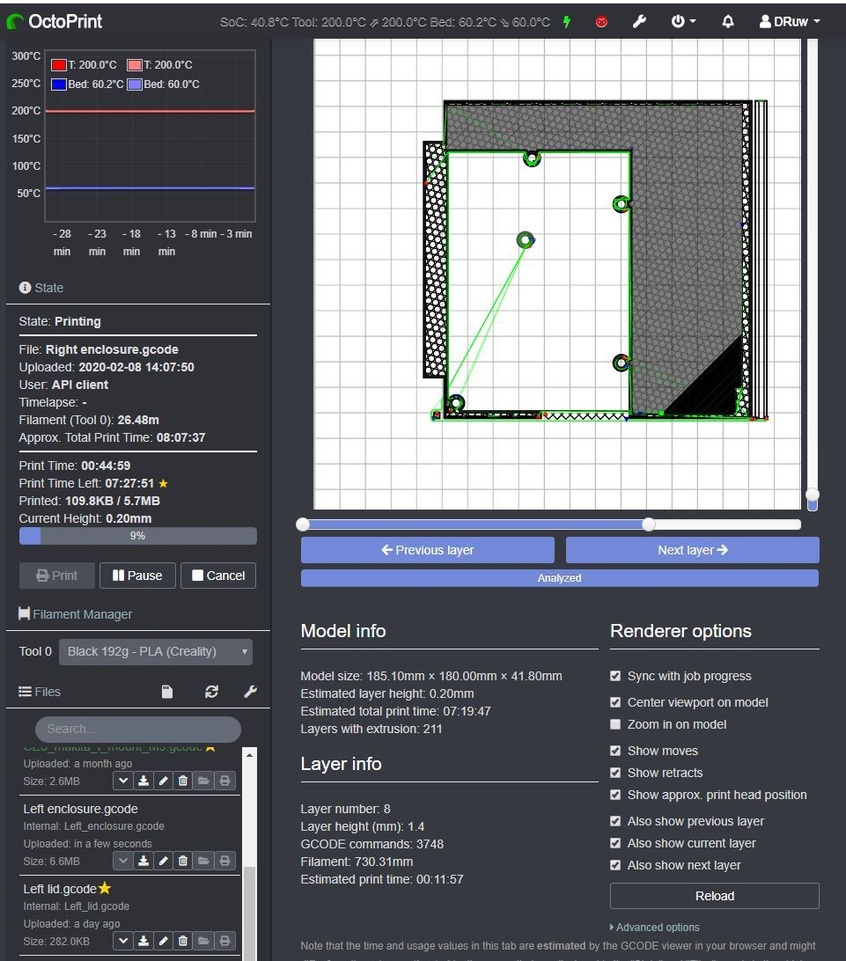
[ Voor 21% gewijzigd door DRuw op 09-02-2020 14:45 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Multensor
- Registratie: Juli 2004
- Laatst online: 15:42
wtf
Ik heb ook een verse creality rol er op liggen en heb hetzelfde probleem. Heb de rol overigens daarna ook 4 uur in de over gelegd op 40 graden, maar probleem is er nog steeds :x. Persoonlijk denk ik dat het gewoon beetje slechte kwalitit filament is. MAar ook geen zin om andere rol uit de seal te halen nuGizz schreef op zondag 9 februari 2020 @ 13:48:
Kan iemand met mij meedenken over de oorzaak van de volgende imperfecties:
[Afbeelding]
(klikbaar voor een grotere versie)
De 'puntjes' steken uit. Het is daarom volgens mij niet zo dat de extruder op die punten slipt, er lijkt juist teveel filament neergelegd te worden.
Ik zie dit probleem vandaag voor het eerst. Gisteren heb ik mijn PTFE-tube vervangen (was stock, nu Capricorn XS) met bijbehorende nieuwe / betere koppelingen. Daarna 3x de extruder gekalibreerd (na de derde meting hoefde ik niks aan te passen, dus lijkt me te kloppen). De lijnen die gelegd worden zijn ook erg strak, alleen wordt er ogenschijnlijk willekeurig dus 'frummeltjes' op gelegd.
De printtemperatuur veranderen van 190 graden naar 215 leverde precies dezelfde hoeveelheid puntjes op.
Guides zoals deze richten hun pijlen vaak op de retractie als boosdoener, maar ik heb natuurlijk geen retractie op de plekken waar de puntjes zitten.
Waar ik zelf nog aan zit te denken:
- Nozzle versleten. Deze 0.6mm nozzle zit er nu al weken op en heeft waarschijnlijk al meerdere kilo's filament verwerkt.
- Filament (Creality) dat niet gelijkmatige dikte heeft waardoor hij soms even blijft hangen en dan los schiet in de tube. Capricorn schrijft op de site dat de binnenzijde van de XS nauwer is dan veel standaard PTFE-tubes en het daarom extra belangrijk is dat de afmetingen van het filament niet teveel (naar boven) afwijken.
erhmm.
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
@Multensor Als mijn print klaar is (over 4 uur) zal ik met de schuifmaat het filament eens even goed checken op een consistente diameter.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Octoprint 1.3.12 op Octopi 0.16.0
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- phYzar
- Registratie: November 2001
- Laatst online: 23:18
/u/40371/pino.JPG?f=community)
Weer zo'n mod in de categorie: had ik veel eerder moeten doen
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Ff tipje voor tijdens het wachten op je bord: ik zou die behuizing voor de mini en overige items voor achterin de printer maar printen als ik jou was.Verwijderd schreef op zondag 9 februari 2020 @ 10:38:
Het printen op de pro bevalt zo goed dat ik maar een skr mini bordje en bltouch heb besteld. Ben benieuwd of de herrie dan straks verleden tijd is. Heb de printer op de logeerkamer staan maar het geluid was in het hele huis te horen met de nodige klachten van familieleden
Daar wil je toch naar over vermoed ik en dan hoef je hem niet op z'n kop in te bouwen maar in 1x goed;)
Ik ben hem nu aan het printen met een half dichtbebouwde printer.....
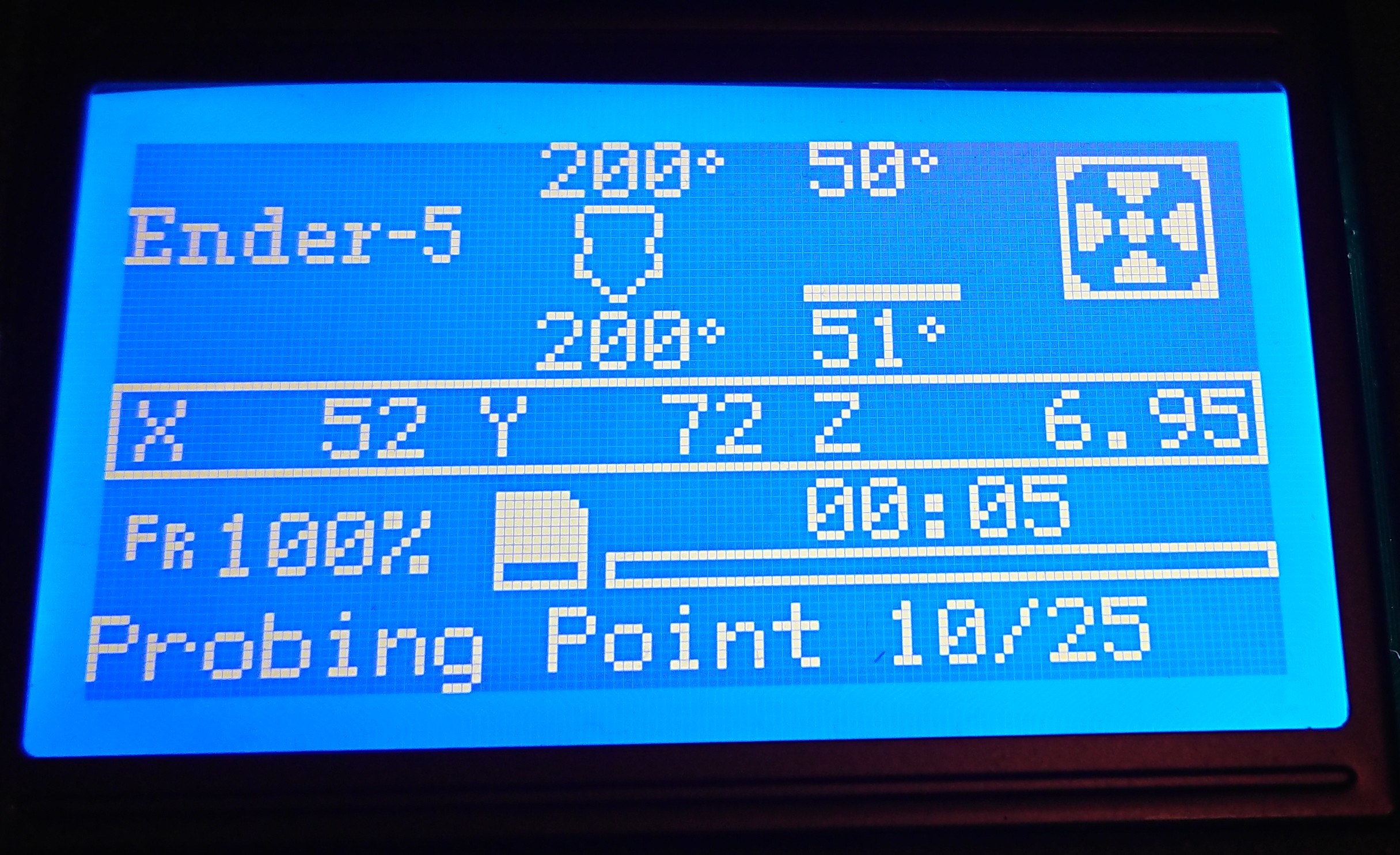
@phYzar laat je 25 punten scannen???? Standaard is 9..
[ Voor 3% gewijzigd door DRuw op 09-02-2020 18:01 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
Ik heb ook de sprong in het diepe genomen en begonnen met firmware editen, Pronterface e.d.DRuw schreef op zondag 9 februari 2020 @ 10:03:
[...]
Ik heb dit geprobeerd in de firmware aan te passen maar dan krijg ik een error bij het compilen:
Marlin\src\HAL\HAL_STM32F1\dogm\../../../inc/SanityCheck.h:523:1: error: static assertion failed: Movement bounds (X_MIN_POS, X_MAX_POS) are too narrow to contain X_BED_SIZE.
static_assert(X_MAX_LENGTH >= X_BED_SIZE, "Movement bounds (X_MIN_POS, X_MAX_POS) are too narrow to contain X_BED_SIZE.");
niet dat het mij veel uitmaakt maar ik was toch iets aan het aanpassen waarbij ik dacht dat ik het gelijk mee kon pakken:)
Krijg exact dezelfde error als jij met deze waarden.
Probeer nu de nieuwste Marlin te editen met de configs van de SKR E3 Mini als basis. Zoals ook op hun Github staat beschreven.
Ik heb nog last van één error: .. COOLSTEP settings must be defined in Configuration_adv.h
Dit voor de X, Y, Z en E0.
Snap er niets van en kan er nauwelijks iets over vinden. Ik heb COOLSTEP iig niet aangezet en niks te vinden in de configs.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Die kan ik je wel sturen als je die nodig hebt.
Heb ook een mini e3 v1.2 op m'n ender 3 pro
Pronterface gebruik ik overigens niet. Daar heb ik octopi voor:)
[ Voor 15% gewijzigd door DRuw op 09-02-2020 18:27 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- phYzar
- Registratie: November 2001
- Laatst online: 23:18
5x5 ipv 3x3 ja. Gaat snel zat, op basis van Teaching Tech video hierover (Ender 5 + BLTouch) de snelheid wat verhoogd en hij is er zo doorheenDRuw schreef op zondag 9 februari 2020 @ 18:00:
[...]
@phYzar laat je 25 punten scannen???? Standaard is 9..
//Edit: de setting was xy_probe_speed van 8000 naar 10000. Hij verlaagde ook nog ergens een delay maar de video ging over marlin 1.x en die setting kon ik in 2.0.3 niet vinden.
[ Voor 21% gewijzigd door phYzar op 09-02-2020 18:47 ]
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
Dankje, maar ben lekker eigenwijs en wil het zelf doen/leren. Vind dat rommelen wel leuk tot op zekere hoogte. Op Reddit zijn ook wel wat kant en klare branches te vinden.DRuw schreef op zondag 9 februari 2020 @ 18:23:
Ik heb marlin bugfix 2.0 nu goed draaien met een kloon bltouch en filament runout sensor.
Die kan ik je wel sturen als je die nodig hebt.
Heb ook een mini e3 v1.2 op m'n ender 3 pro
Pronterface gebruik ik overigens niet. Daar heb ik octopi voor:)
- NMe
- Registratie: Februari 2004
- Laatst online: 26-07 17:36
Quia Ego Sic Dico.
'E's fighting in there!' he stuttered, grabbing the captain's arm.
'All by himself?' said the captain.
'No, with everyone!' shouted Nobby, hopping from one foot to the other.
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Vreemd. Al geprobeerd om de hele Pi te restarten?DRuw schreef op zondag 9 februari 2020 @ 15:33:
Lijkt niet uit te maken welke vinkjes ik aan of uitzet en ook brouwser boeit niet....
Octoprint 1.3.12 op Octopi 0.16.0
Trouwens nog een tip om wat structuur te houden in al je gcode-bestandjes:
In Cura kun je instellen dat je automatisch een prefix voor je bestandsnamen krijgt. Daarin staat (door jou gekozen) informatie over de specifieke settings voor die printopdracht.
Daarmee kun je later altijd makkelijk zien met welke nozzle is geprint, welke layer heigth etc. Zodat je weet of je iets met die settings weer wilt printen, of dat je echt even opnieuw met de slicer aan de slag moet.
Dit zijn alle opties:
1
2
3
| {printer_name}, {printer_type}, {layer_height}, {machine_nozzle_size},
{material_type}, {material_weight}, {print_time_hours}, {print_time_minutes},
{date_year}, {date_month}, {date_day}, {time_hour}, {time_minutes} |
Ik heb als prefix:
1
| {date_year}{date_month}{date_day} L{layer_height} N{machine_nozzle_size} |
Dan krijg je bijvoorbeeld 200129 L04 N06_gordijngeleider.gcode als filenaam i.p.v. gordijngeleider.gcode.
Echt een aanrader om aan te zetten, want voor je het weet heb je 100+ files op je Octoprint staan waarvan je niet makkelijk meer kunt zien om welk(e) nozzle, layer height, materiaal, temperatuur etc. het gaat.
De optie om dit te doen staat in Cura bij mij onder Extensions -> Custom Printjob Prefix. Onder Extensions, dus waarschijnlijk moet je hem eerst installeren. Ik kan me niet goed herinneren of ik hem ooit heb toegevoegd of niet
[ Voor 8% gewijzigd door Gizz op 09-02-2020 19:15 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
nog een vraagje: ik gebruik mijn oude z endstop switch als runout sensor maar volgens mij gaat dat niet goed.
Als hij een runout detecteert gaat hij 400mm terugfeeden maar dan gaat hij de verkeerde kant op voor mijn sensor. Het is namelijk geen sensor met een wieltje maar een veertje die dus niet de verkeerde kant op kan..
Hebben jullie er ook een zo ja welke of hoe gebouwd?
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
https://www.reddit.com/r/...ng_to_an_skr_e3_mini_v12/
Ik heb mijn error al opgelost. In de laatste config van Marlin Bugfix 2.0.3. zat code voor Coolstep wat nu standaard aan staat in Marlin. De config van Big Tree Tech had dat uiteraard nog niet.
Interessant ding om aan te zetten als je de goede drivers hebt!
CoolStep. Currently supported for TMC2130, TMC2209, TMC5130 and TMC5160 only.
* This mode allows for cooler steppers and energy savings.
* The driver will switch to coolStep when stepper speed is over COOLSTEP_THRESHOLD mm/s.
YouTube: Trinamic stallGuard2™ and coolStep™
[ Voor 7% gewijzigd door Freich op 09-02-2020 20:08 ]
- Freich
- Registratie: December 2004
- Laatst online: 01-03-2025
YOU ARE NEX!
Het allerbelangrijkste en meest nuttige van dit alles is natuurlijk dit:

Hier een verklaring voor de error:DRuw schreef op zondag 9 februari 2020 @ 10:03:
[...]
Ik heb dit geprobeerd in de firmware aan te passen maar dan krijg ik een error bij het compilen:
Marlin\src\HAL\HAL_STM32F1\dogm\../../../inc/SanityCheck.h:523:1: error: static assertion failed: Movement bounds (X_MIN_POS, X_MAX_POS) are too narrow to contain X_BED_SIZE.
static_assert(X_MAX_LENGTH >= X_BED_SIZE, "Movement bounds (X_MIN_POS, X_MAX_POS) are too narrow to contain X_BED_SIZE.");
niet dat het mij veel uitmaakt maar ik was toch iets aan het aanpassen waarbij ik dacht dat ik het gelijk mee kon pakken:)
Ok that make sense....X_MIN_POS = 20, X_MAX_POS = 280, bed =280
X_MAX_POS-X_MIN_POS=260 hence your get your error message:
Movement bounds ([XY]_MIN_POS, [XY]_MAX_POS) are too narrow to contain [XY]_BED_SIZE.
self explaining error
[ Voor 15% gewijzigd door Freich op 09-02-2020 23:08 ]
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
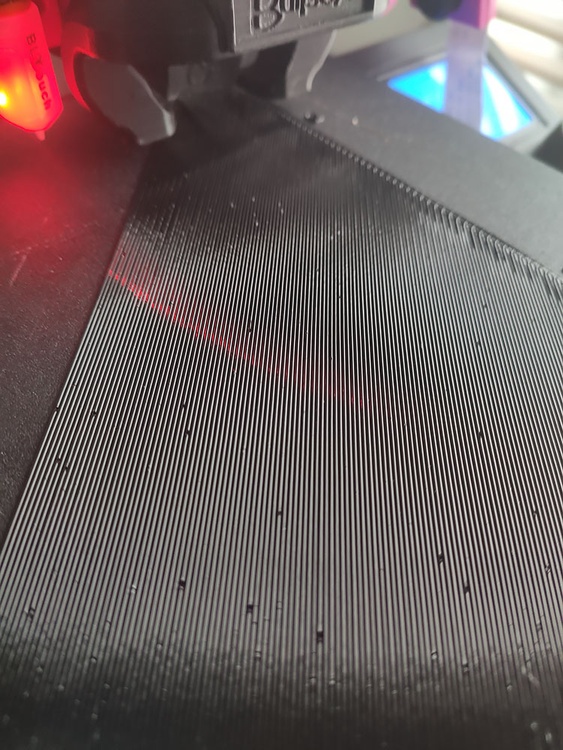
gisteren het ene deel van mijn enclosure kunnen printen en vanochtend de 2e aangezet.
Nieuwe rol zwarte creality filament en hij kon zn gang gaan.
na een half uurtje ofzo even gaan kijken en ik zag dit:
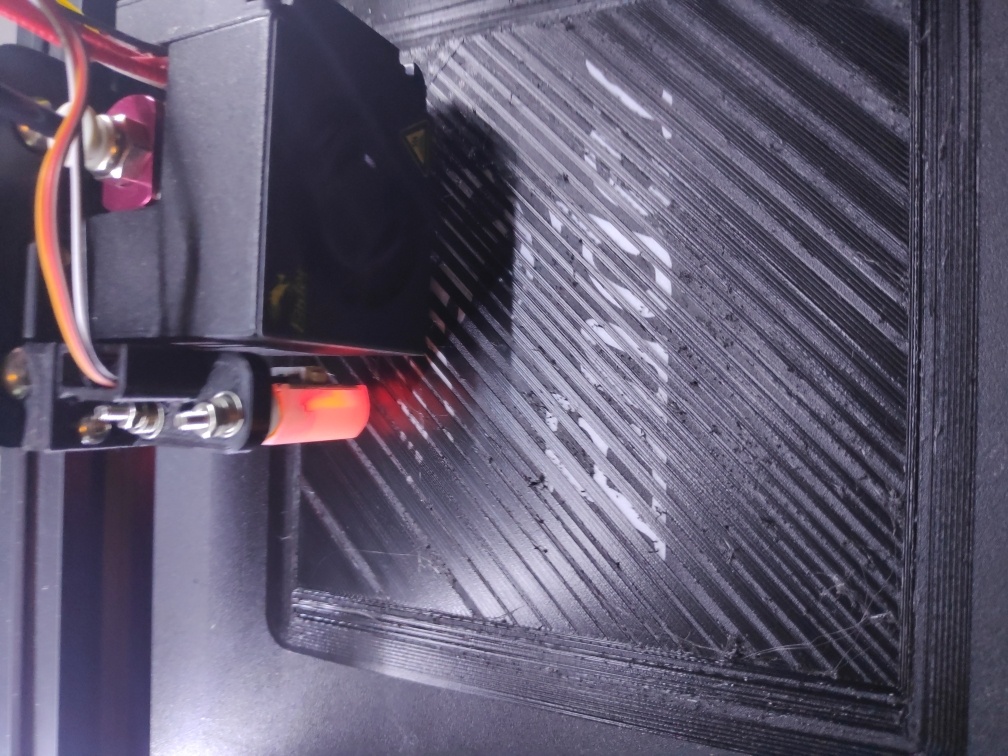
Er zit bij een nieuwe rol blijkbaar teveel weerstand op de extruder waardoor hij zwaar under-extrude.
Rol snel aan de bovenkant gedaan en door laten gaan, het was immers de onderkant en hoopte dat hij het recht zou trekken inde overige lagen.
Hij ging goed tot ik net mijn vriendin een foto liet sturen en de printer staat om een of andere reden stil met een draaiende fan.
Ik heb hem uit laten zetten door haar en hoop dat ik in de octopi interface ken herleiden waarom hij stil staat want qua model heeft hij het wel weer netjes gemaakt...
Iemand een idee waar ik moet gaan zoeken?
Dit is de errorlog:
2020-02-10 11:33:31,305 - octoprint.server.heartbeat - INFO - Server heartbeat
2020-02-10 11:48:31,307 - octoprint.server.heartbeat - INFO - Server heartbeat
2020-02-10 11:51:47,403 - octoprint.util.comm - ERROR - Unexpected error while reading from serial port
Traceback (most recent call last):
File "/home/pi/oprint/local/lib/python2.7/site-packages/octoprint/util/comm.py", line 2793, in _readline
ret = self._serial.readline()
File "/home/pi/oprint/local/lib/python2.7/site-packages/octoprint/util/comm.py", line 4932, in readline
c = self.read(1)
File "/home/pi/oprint/local/lib/python2.7/site-packages/serial/serialposix.py", line 501, in read
'device reports readiness to read but returned no data '
SerialException: device reports readiness to read but returned no data (device disconnected or multiple access on port?)
2020-02-10 11:51:47,438 - octoprint.util.comm - ERROR - Please see https://faq.octoprint.org/serialerror for possible reasons of this.
2020-02-10 11:51:47,467 - octoprint.util.comm - INFO - Changing monitoring state from "Printing" to "Offline (Error: SerialException: 'device reports readiness to read but returned no data (device disconnected or multiple access on port?)' @ comm.py:_readline:2793)"
2020-02-10 11:51:47,647 - octoprint.plugins.filamentmanager - INFO - Filament used: 13219.06011 mm (tool0)
2020-02-10 11:51:47,918 - octoprint.plugins.detailedprogress - INFO - Printing stopped. Detailed progress stopped.
2020-02-10 12:03:31,311 - octoprint.server.heartbeat - INFO - Server heartbeat
2020-02-10 12:18:31,314 - octoprint.server.heartbeat - INFO - Server heartbeat
2020-02-10 12:33:31,316 - octoprint.server.heartbeat - INFO - Server heartbeat
Lijkt op een communicatiefout maar daarna pikt hij hem weer op ofzo?
[ Voor 52% gewijzigd door DRuw op 10-02-2020 17:22 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
Ik had zojuist toevallig hetzelfde.DRuw schreef op maandag 10 februari 2020 @ 14:55:
He crap…
...
Hij ging goed tot ik net mijn vriendin een foto liet sturen en de printer staat om een of andere reden stil met een draaiende fan.
Ik heb hem uit laten zetten door haar en hoop dat ik in de octopi interface ken herleiden waarom hij stil staat want qua model heeft hij het wel weer netjes gemaakt...
Iemand een idee waar ik moet gaan zoeken?
Hele dag al aan het printen en ineens bij een printje van 17 minuten bij laag 4 gestopt. Leek alsof zowel de orange pi (octoprint) als de skr mini dip gecrashed waren. (Printer reageerde niet op de knop, maar het scherm bleef nog wel de temps updaten, pi was niet pingbaar).
Op het moment dat het gebeurde was hij net bezig met het bed bij verwarmen. Dat bleef namelijk vrolijk door gaan... Dus het is dat ik er naast zat...
Zelfde printje daarna overigens wel prima doorgelopen, dus zat niet in het gcode bestand.
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
Best zonde...
En ik weet niet of de kop nog heet was ofzo want dat kan nog best tricky zijn wellicht...
Eerste keer dat ik issues met m'n printer heb.
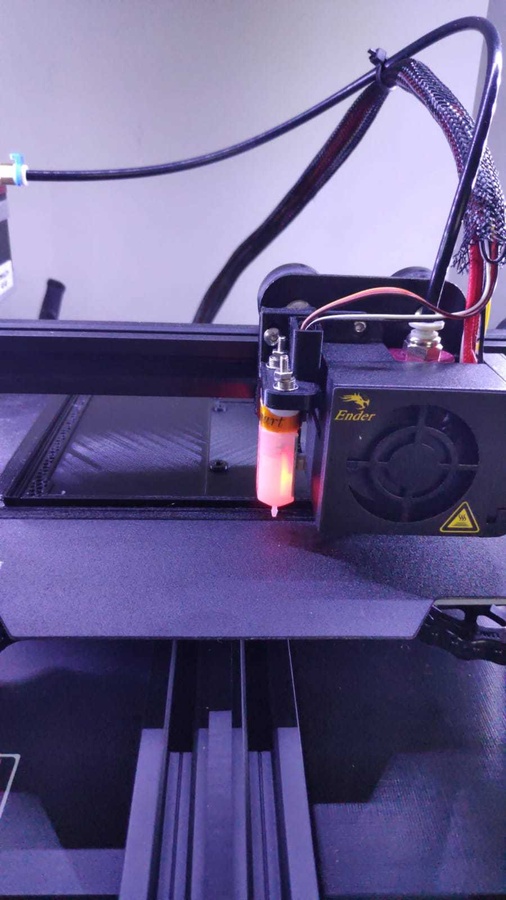
Waar ik overigens wel nu achter ben dat de standaard manier van de filamentrol ophangen bij een nieuwe rol best veelwrijving geeft en de extruder hier wel wat kracht voor nodig heeft om filament eraf te trekken.
Op de standaard positie werkt de zwaartekracht een beetje mee maar aan de zijkant werkte bij mij dus niet (zie fotos voorgaand).
Toch maar een gelagerd dingetje voor maken binnenkort...
[ Voor 42% gewijzigd door DRuw op 10-02-2020 18:25 ]
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- 4play
- Registratie: Maart 2000
- Laatst online: 21-07 22:38
-Nintendo- fan
:strip_icc():strip_exif()/u/4795/pics_18_ziza.jpg?f=community)
Ik had wat last met het bed levelen vooral de achter kant van het printen. Tot nu toe print hij prima in het roze.
【ツ】Oude / Crappy tech is in mijn ogen beter en leuker dan dan High tech.【ツ】
- Gizz
- Registratie: Maart 2001
- Laatst online: 21:12
Dunder-Mifflin, Inc.
Gizz in "OpenSource 3D Printing - Deel 2"
PETG, ABS en TPU horen wel bij het plasticafval / PMD
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
Eigenlijk moet plastic wat geen verpakking is ook apart ingeleverd worden. Maar dan gaan we wel weer heel ver.Gizz schreef op vrijdag 14 februari 2020 @ 08:02:
Een kleine crosspost omdat ik denk dat meer mensen vanuit goede bedoelingen hun PLA afval netjes trachten te recyclen: PLA hoort niet bij plasticafval, PMD of in de GFT-bak. PLA hoort bij het restafval thuis.
Gizz in "OpenSource 3D Printing - Deel 2"
PETG, ABS en TPU horen wel bij het plasticafval / PMD
- DRuw
- Registratie: November 2009
- Laatst online: 27-11-2025
Bacardi Bat on Ice:)
https://www.thingiverse.com/thing:3945794
Ik heb hem iets aangepast zodat ik de pi, een trafo en een 3.3v relais erin kon doen met aan de andere kant de e3 mini en een buck (die ik nog niet heb aangesloten).
Zeer geslaagde mod moet ik zeggen al is het wel even aanklooien om de fans goed te zetten (+en- omdraaien doet hij niets...) en om de kabels netjes te doen.
Ik heb nu mijn Pi altijd aan en met het relai schakel ik de voeding aan en kan hij printen.
en in elkaar gezet:
Ik ben nu verhoogde pootjes aan het printen en daarna ga ik een oplossing verzinnen voor de PSU aan de voorkant plat te leggen met de fan naar beneden.
Enige is nu dat hij bij mij dermate vast print dat ik echt met het plamuurmes moet hakken om het los te krijgen.
Bij de modellen gaat dat prima (en gaan er met wat overtuiging gewoon goed af) maar de testlijn bijvoorbeeld is echt vast en moet ik los hakken.
Ben bang dat ik het bed er al wat mee beschadigd heb maar geen idee hoe ik het anders los krijg.
Ik ben een print een keer na de eerste laag gestopt want ik had de verkeerde file ingeladen maar die eerste laag zat echt muurvast en heb echt moeten schrapen....:(
Deze signature is om volstrekt onduidelijke redenen verwijderd. PVOutput
- vassago
- Registratie: Januari 2000
- Laatst online: 22:34
Na een paar rminuten raap je het er zo af.
Voor je voeding kan je https://www.thingiverse.com/thing:3773553 of https://properprinting.pr...profile-power-supply-mod/ gebruiken.DRuw schreef op zaterdag 15 februari 2020 @ 19:01:
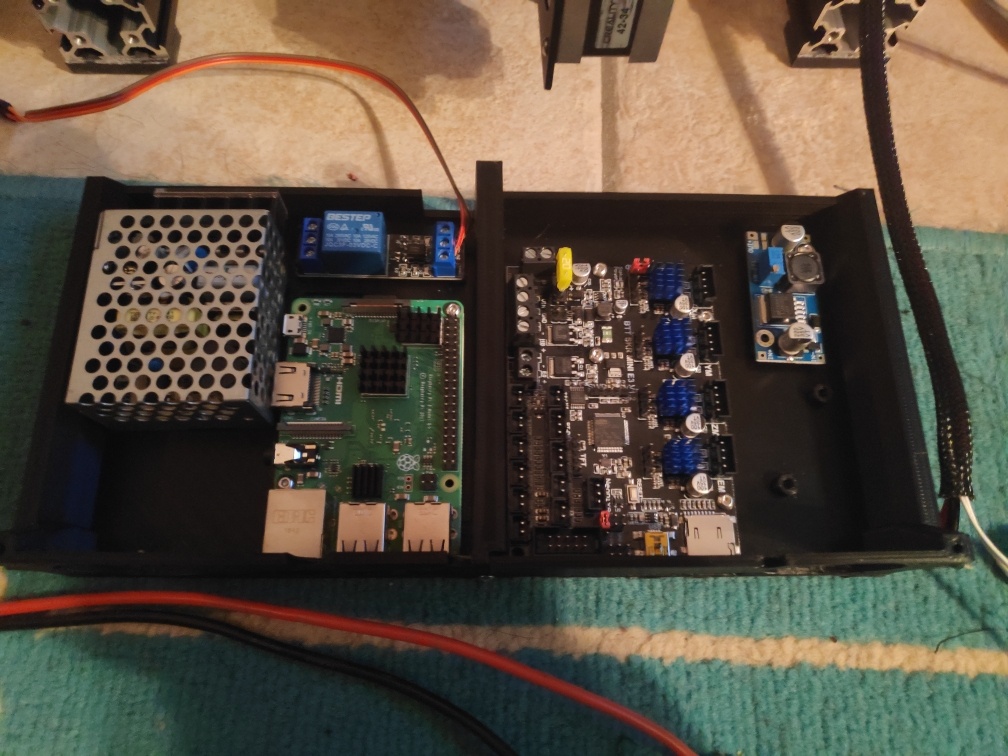
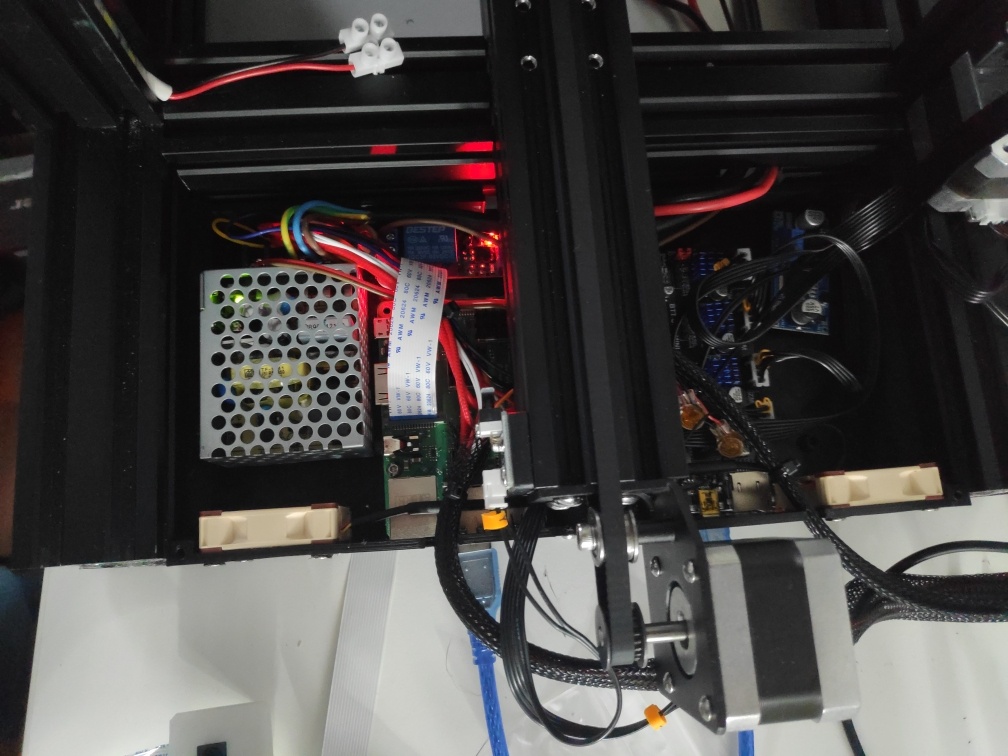
Ik heb recentelijk deze geprint om mijn electronics achterin de printer te zetten:
https://www.thingiverse.com/thing:3945794
Ik heb hem iets aangepast zodat ik de pi, een trafo en een 3.3v relais erin kon doen met aan de andere kant de e3 mini en een buck (die ik nog niet heb aangesloten).
Zeer geslaagde mod moet ik zeggen al is het wel even aanklooien om de fans goed te zetten (+en- omdraaien doet hij niets...) en om de kabels netjes te doen.
Ik heb nu mijn Pi altijd aan en met het relai schakel ik de voeding aan en kan hij printen.
[Afbeelding]
en in elkaar gezet:
[Afbeelding]
Ik ben nu verhoogde pootjes aan het printen en daarna ga ik een oplossing verzinnen voor de PSU aan de voorkant plat te leggen met de fan naar beneden.
Enige is nu dat hij bij mij dermate vast print dat ik echt met het plamuurmes moet hakken om het los te krijgen.
Bij de modellen gaat dat prima (en gaan er met wat overtuiging gewoon goed af) maar de testlijn bijvoorbeeld is echt vast en moet ik los hakken.
Ben bang dat ik het bed er al wat mee beschadigd heb maar geen idee hoe ik het anders los krijg.
Ik ben een print een keer na de eerste laag gestopt want ik had de verkeerde file ingeladen maar die eerste laag zat echt muurvast en heb echt moeten schrapen....:(
Hopelijk is het de oplossing die je zoekt.
Ik ben op het moment om deze https://www.thingiverse.com/thing:3746653 te finetunen.
Verder maakt hij geweldig mods en brengt mij in ieder geval op ideeën.
Voor pootjes kan deze ook nog. https://www.thingiverse.com/thing:3842266 zelfde https://properprinting.pro/product/bouncy-ball-feet/ Meteen demping erbij.
[ Voor 3% gewijzigd door Daniel. op 16-02-2020 00:07 ]
- MetalG
- Registratie: November 2008
- Laatst online: 26-05 10:12
:strip_icc():strip_exif()/u/281665/crop5628e3a80f77e_cropped.jpeg?f=community)
Het meegeleverde rolletje PLA bij een nieuwe Creality printer is vaak van matige kwaliteit, bij printproblemen graag eerst proberen met goede kwaliteit PLA.
Verkoop en printverzoekjes niet in dit topic, maar via V&A:
categorie: 3D Printers
categorie: Grafisch ontwerp en 3d visualisatie