Vandaag de XYZ stepper drivers (DRV8825 @ 1/32µStepping) op fast decay mode gezet, zoals iedereen zegt op het internet, Omdat dat o.a. stiller is. Maar ook de step sinus vloeiender is (met 15kHz noise gratis erbij).
Wilde toch graag zien wat dat doet. (spoiler: NIET DOEN!) Ten eerste de stepper motors zijn stiller / onhoorbaar, super!
De drivers maken een hoge toon, maar op een kort afstand al niet meer hoorbaar (behalve dan voor je huisdier bijv.).
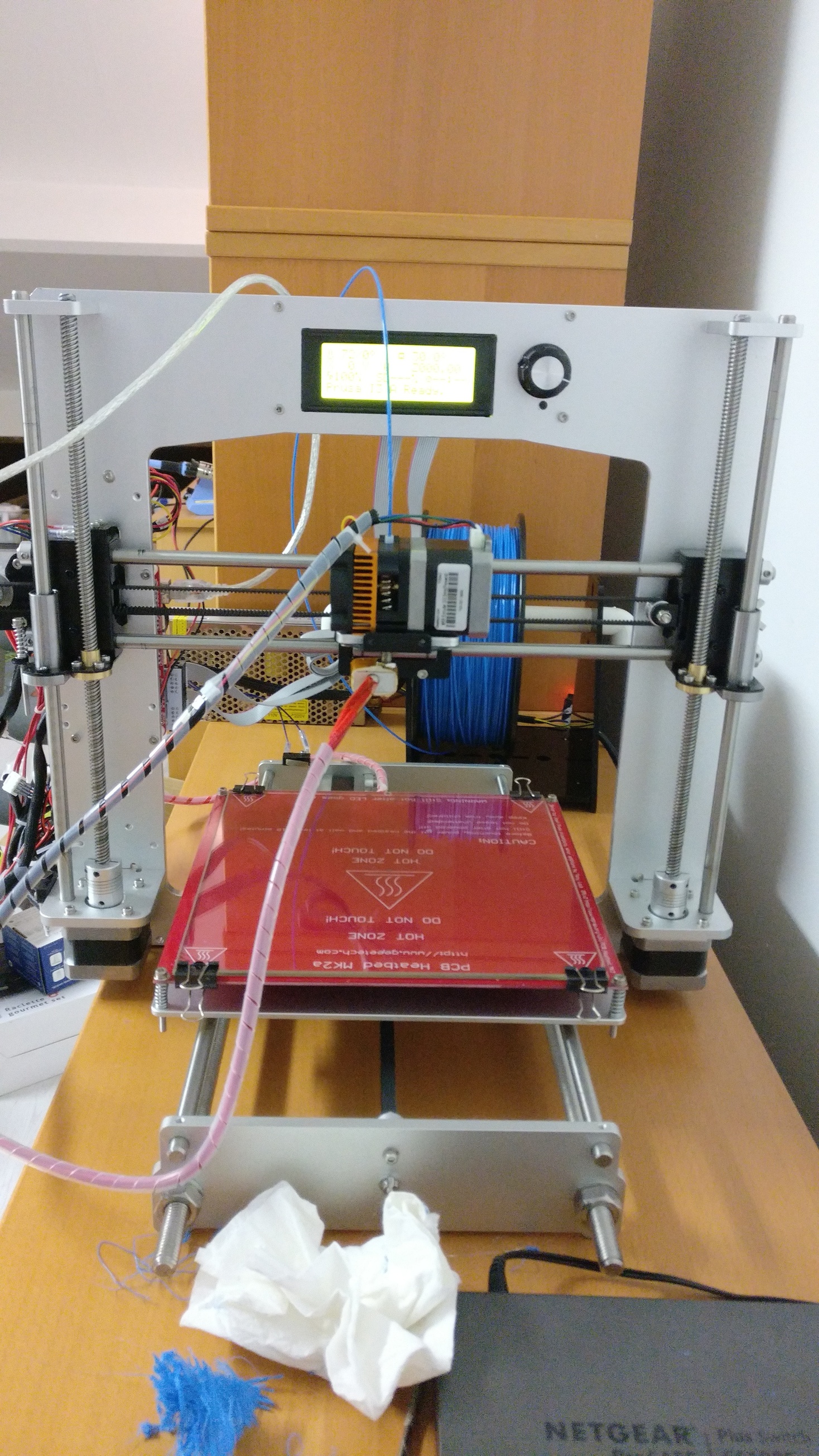
Dus een print aangezet die ik vaak als order krijg om te vergelijken, met de zelfde gcode.
Toch maar besloten terug te gaan naar mixed-decay, de wanden lijken niet meer strak, maar lijkt op z-wobble (XY overshoot). En de gehele print lijkt een beetje blubberig qua textuur.
Alles wat ik las, waar ik het las, had mogelijk gebruik gemaakt van een 12V input op 1/32µStepping. Terwijl men betere werking krijg met een 24V input.
(Zoals ik bij het samenstellen van de initiele bestellijst voor ben gegaan (24V 16,6A Switched PSU)).
Allemaal weer op mixed decay dus! Niet geschoten altijd mis is hier op zijn plaats denk ik/
Wilde al een tijdje overstappen op de SilentStepStick TMC2100, maar toen de TMC2130 uit zou komen wilde ik eerst daarop wachten. Achteraf gezien is het goed dat ik heb gewacht want nu is er de TCM2208 (voor 3D printers 1,2A
rms 2A
max). Doet precies wat ik nodig heb, is goedkoper en makkelijker dan de TMC2130 te configureren.
Andere upgrades:
Heb ook al AMCE theaded rod TR8x2 gescoord voor $4/st en zijn kaars recht. En Couplers $8/paar. Wachten is op de POMP TR8x2 moeren, nu $10/pak 5. Zie:
https://3dprintingwithzah...-acme-tr8-lead-screw.html
Omdat ik de Prusa MK2 X-ends ga gebruiken (In wit ABS zoals de rest van de printed parts, vervangt de huidige Royal blue PLA wat toen in de aanbieding was bij filamentenmeer).Zie:
https://3dprintingwithzah...usa-i3-mk2-motor-and.html
Dan moet ik een oplossing vinden voor het raken van X-endstop met de huidige royal blue X-carriage met 3 lagers. is ABS dus ik kan makkelijk een blokje printen, dat groot genoeg is, met Acetone er aan fuseren. De MK2 carriage heeft andere hole spacing voor de extruder (hot-end) mount. En de extruder-mount is gemaakt voor de ED3 V6, mijn hot-end, de Prometheus (met no-jam-one-piece-stainless-steel-nozzle) past hier niet in. En is te kort.
Die Switched PSU wil ook weg doen, doe het goed. De fan is niet super luid, maar op dit moment samen met de steppers het luidste onderdeel. Vervangen met een 24V power brick à la Ultimaker. Vind apparatuur wat uren tonen aan het generen is niet fijn. Daarom zit mijn PC ook achter een geïsoleerde wand op afstand met overkill aan koeling (blijven de fans op lage RMP).

Complete bed wordt vervangen. Het witte melamine MDF niet rigide en wilde a vanaf het begin deze vervangen met een Aluminium variant. Pas een gevonden voor goedkoop rond de $8. ipv €25, is wel ietsjes anders.
De PCB MK2B heater wordt vervangen met een 220V Heating Pad 200W. $8 (Niet 500W. Met die LokBuild hoeft het niet zo heet meer. Plakt nu al hard genoeg

.) Dan kan ik een 24V adapter (power brick) gebruiken voor het printer board.
En de build surface, wat nu al van Aluminium geanodiseerd zwart is, is iets bol, dus die wordt ook vervangen. Ik wil zo min mogelijk Z-correcties tijdens de print. Wederom Aluminium geanodiseerd zwart. $15
Een custom 3D printer is net een bodemloze put. Gelukkig heb ik het geduld om de dealtjes te vinden.

UPDATE:
De X en Y stepperdrivers zijn niet meer helemaal 100, na een tijdje terug op mixed decay te draaien. De stroom is er een paar uur vanaf geweest en nu..
Eén DRV8825 is nu luid de ene richting op (-) en stil de andere richting op (+), dus 1 coil heeft het moeilijk.
De andere gaat, na een paar keer, met beide commando richtingen (STEP_DIR) maar fysiek 1 kant uit + en - = -.
Ik denk dat de warmte van kortstondig de soldeerbout op de pin iets met de interne coils heeft gedaan, oeps. Ach ja, Cheap China Clones horen in de prullenbak. Toen ik ze binnen kreeg waren ze al niet netjes gesoldeerd. Knap dat ze het zo lang hebben uitgehouden.

Ter vervanging zonet maar tweetal vertrouwde A4988 besteld in NL (+-€3 de stuk, +-€9,50 incl. verz.). Denk dat ik het verschil niet ga zien tussen 1/32 of straks 1/16 µStepping met de 0.9 deg = 400 steps/rot stepper motors. 320 steps/mm (3,125 micron) tegen 160 steps/mm (6,250 micron), step resolutie. Plus dan staat de firmware alvast goed voor de TMC2208.
De TMC2208 zijn net pas aangekondigd en moeten nog op voorraad komen.
[
Voor 66% gewijzigd door
uname -r op 03-03-2017 06:46
]
:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
:strip_icc():strip_exif()/u/212876/7800_70.jpg?f=community)
/u/308442/DRUNKEN%2520SAILOR%2520forum.JPG?f=community)
:strip_icc():strip_exif()/u/46872/volume-s.jpg?f=community)
:strip_icc():strip_exif()/u/340433/crop56a78dcc05481_cropped.jpeg?f=community)
/u/18936/crop6402808ba605b.png?f=community)
:strip_icc():strip_exif()/u/65598/Sothpark-Erwin-Sm2.jpg?f=community)
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
/u/98547/crop5db2a7ff7f697_cropped.png?f=community)
/u/342757/crop5ba0d7efbafc2_cropped.png?f=community)
:strip_icc():strip_exif()/u/8322/dont.jpg?f=community)
:strip_exif()/u/89037/crop561ba346ae6b0.gif?f=community)


/u/344781/3028480-big1.JPG?f=community)

:strip_exif()/u/185685/walking_boxes_s.gif?f=community)
:strip_icc():strip_exif()/u/153335/crop57344014408d9.jpeg?f=community)




:strip_exif()/u/130891/sig_ishi.gif?f=community)

:strip_icc():strip_exif()/u/67863/crop63f716b274a17_cropped.jpg?f=community)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}