:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
Eilandbedrijf met netondersteuning , all-electric || Deye 12KSG04LP3 met 580Ah-LFP 51,2V (Seplos 3x48100-10C +48200-10E) || hulp-Deye 12k SG04LP3 met 280Ah-LFP 51,2V || 19.4 kWp PV || Zonneplan EPEX-klant
- Byte_Me
- Registratie: Juni 2001
- Laatst online: 26-05 12:40
:strip_exif()/u/28083/4457077.gif?f=community)
succes, ik ben ook benieuwd!WFvN schreef op zondag 26 juni 2016 @ 19:41:
[...]
ik heb hem gedownload, ga, net als jij, printen op 0,2mm dikte met 0,4mm nozzle. Ook met in totaal 4 onderdelen. Verder ga ik printen op 75%. Ben benieuwd.
- WFvN
- Registratie: Oktober 2000
- Laatst online: 24-05 21:40
Gosens Koeling en Warmte
:strip_icc():strip_exif()/u/13479/crop65aed0d1d3f53_cropped.jpg?f=community)
Geprint in glow in the dark ABS. Helaas is de boel gaan warpen. Ik ga morgen nog een keer printen, deze keer in zwart PET. Dat heeft in ieder geval geen last van warping.Byte_Me schreef op maandag 27 juni 2016 @ 12:24:
succes, ik ben ook benieuwd!
Ook heeft de schedel wat lagen die losgelaten hebben (spleten dus). Verder zien de tanden en de details er wel netjes uit (maar weer beroerd te fotograferen blijkbaar; te weinig contrast voor m'n mobiel)
- Macsylver
- Registratie: November 2002
- Laatst online: 21-05 15:06
:strip_icc():strip_exif()/u/69860/crop61e3f07b1cf4c_cropped.jpg?f=community)
* Ik heb geen ander subforum kunnen vinden op Tweakers met het delen van je 3D(print) ervaringen -> wellicht hoort dit dan ook niet hier thuis. Hoor dan graag waar wel  .
.
Ik ben vrij nieuw in de wereld van 3D & 3Dprinten, tot 5 weken geleden wist ik niet hoe een 3d printer werkte of hoe je eigen modellen kon maken. Toch de stap genomen om een Ultimaker2+ te kopen om de ideeën die ik heb liggen binnen de projecten die ik doe te verwezenlijken. De Afgelopen weken heb ik dan ook veel geoefend in fusion360 en ben ik druk bezig geweest met mijn 1ste project: Het modificeren van mijn microscoop en het toevoegen van een scanning stage. Hier kwam mijn gekochte Ultimaker2+ printer dus goed van pas. Nu enkele weken later wil ik met trots het eind resultaat laten zien van de 3D models & 3D prints.
Volledige project en resultaat waarvoor ik 3Dprinting heb gebruikt is hier terug ge vinden.
https://medium.com/microg...e-2837ef78991d#.u5esuhmzw
Twee voorbeelden uit het project
Lamp socket fix.



Microscope stage plate and specimen clamp.



Ik ben vrij nieuw in de wereld van 3D & 3Dprinten, tot 5 weken geleden wist ik niet hoe een 3d printer werkte of hoe je eigen modellen kon maken. Toch de stap genomen om een Ultimaker2+ te kopen om de ideeën die ik heb liggen binnen de projecten die ik doe te verwezenlijken. De Afgelopen weken heb ik dan ook veel geoefend in fusion360 en ben ik druk bezig geweest met mijn 1ste project: Het modificeren van mijn microscoop en het toevoegen van een scanning stage. Hier kwam mijn gekochte Ultimaker2+ printer dus goed van pas. Nu enkele weken later wil ik met trots het eind resultaat laten zien van de 3D models & 3D prints.
Volledige project en resultaat waarvoor ik 3Dprinting heb gebruikt is hier terug ge vinden.
https://medium.com/microg...e-2837ef78991d#.u5esuhmzw
Twee voorbeelden uit het project
Lamp socket fix.
Microscope stage plate and specimen clamp.
The Centrifuge Camera & Micrograph Stories & Imaginarium of Tears
- Byte_Me
- Registratie: Juni 2001
- Laatst online: 26-05 12:40
Je zit in het goede topic hoor, welkom. Ik vind het knap wat je in 2 weken bereikt hebt. Ik zou willen dat ik een ultimaker2 hadMacsylver schreef op dinsdag 28 juni 2016 @ 09:35:
* Ik heb geen ander subforum kunnen vinden op Tweakers met het delen van je 3D(print) ervaringen -> wellicht hoort dit dan ook niet hier thuis. Hoor dan graag waar wel
Ik ben vrij nieuw in de wereld van 3D & 3Dprinten, tot 5 weken geleden wist ik niet hoe een 3d printer werkte of hoe je eigen modellen kon maken. Toch de stap genomen om een Ultimaker2+ te kopen om de ideeën die ik heb liggen binnen de projecten die ik doe te verwezenlijken. De Afgelopen weken heb ik dan ook veel geoefend in fusion360 en ben ik druk bezig geweest met mijn 1ste project: Het modificeren van mijn microscoop en het toevoegen van een scanning stage. Hier kwam mijn gekochte Ultimaker2+ printer dus goed van pas. Nu enkele weken later wil ik met trots het eind resultaat laten zien van de 3D models & 3D prints.
Volledige project en resultaat waarvoor ik 3Dprinting heb gebruikt is hier terug ge vinden.
https://medium.com/microg...e-2837ef78991d#.u5esuhmzw
Twee voorbeelden uit het project
Lamp socket fix.
[afbeelding]
[afbeelding]
[afbeelding]
Microscope stage plate and specimen clamp.
[afbeelding]
[afbeelding]
[afbeelding]
Iemand ervaring met zoiets:

3 filamenten naar 1 hotend. heeft zeker voordelen tov meerdere hotends (calibratie), maar ook vast nadelen, het lijkt me dat je maar 1 materiaal kunt printen ivm de temperatuur.
Het feit dat het een geprinte behuizing is, vind ik wel veruntrustend, hoe stabiel zou het geheel zijn als je ABS print... Vandaar de koelfan waarschijnlijk.
Mij lijkt het interessant omdat ik graag laagjes om en om in een andere kleur wil printen, om visueel te benadrukken dat het ge3dprint is.
[ Voor 3% gewijzigd door Byte_Me op 28-06-2016 16:38 ]
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 19:43
sinds 2001
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
Wow!Macsylver schreef op dinsdag 28 juni 2016 @ 09:35:
* Ik heb geen ander subforum kunnen vinden op Tweakers met het delen van je 3D(print) ervaringen -> wellicht hoort dit dan ook niet hier thuis. Hoor dan graag waar wel
Ik ben vrij nieuw in de wereld van 3D & 3Dprinten, tot 5 weken geleden wist ik niet hoe een 3d printer werkte of hoe je eigen modellen kon maken. Toch de stap genomen om een Ultimaker2+ te kopen om de ideeën die ik heb liggen binnen de projecten die ik doe te verwezenlijken. De Afgelopen weken heb ik dan ook veel geoefend in fusion360 en ben ik druk bezig geweest met mijn 1ste project: Het modificeren van mijn microscoop en het toevoegen van een scanning stage. Hier kwam mijn gekochte Ultimaker2+ printer dus goed van pas. Nu enkele weken later wil ik met trots het eind resultaat laten zien van de 3D models & 3D prints.
Volledige project en resultaat waarvoor ik 3Dprinting heb gebruikt is hier terug ge vinden.
https://medium.com/microg...e-2837ef78991d#.u5esuhmzw
Twee voorbeelden uit het project
Lamp socket fix.
[afbeelding]
[afbeelding]
[afbeelding]
Microscope stage plate and specimen clamp.
[afbeelding]
[afbeelding]
[afbeelding]
Gaaf project en mooi in beeld gebracht!
Toevallig van het weekend voor het eerst Fusion 360 geprobeerd en zeer onder de indruk. Is gratis voor hobbyisten en het werkt heel intuïtief. Had al wel wat cad ervaring (SketchUp en 3DS Max in een ver verleden).
Werkt echt top, had binnen no time iets in elkaar gedraaid en kon meteen exporteren naar Cura en printen, afmetingen kloppend.
- Minhan
- Registratie: April 2010
- Laatst online: 22-04 16:43
Dit is een diamond hotend. Geen ervaring mee maar lijkt me wel een leuk systeem.
Ik zou deze wel van de originele makers bestellen. Meer info kun je vinden op de reprap website:
http://reprap.org/wiki/Diamond_Hotend
Ben wel benieuwd waar jij dat plaatje vandaan hebt, er staat nergens Diamond hotend vermeld namelijk.
Ik zou deze wel van de originele makers bestellen. Meer info kun je vinden op de reprap website:
http://reprap.org/wiki/Diamond_Hotend
Ben wel benieuwd waar jij dat plaatje vandaan hebt, er staat nergens Diamond hotend vermeld namelijk.
Byte_Me schreef op dinsdag 28 juni 2016 @ 16:34:
[...]
Je zit in het goede topic hoor, welkom. Ik vind het knap wat je in 2 weken bereikt hebt. Ik zou willen dat ik een ultimaker2 had
Iemand ervaring met zoiets:
[afbeelding]
3 filamenten naar 1 hotend. heeft zeker voordelen tov meerdere hotends (calibratie), maar ook vast nadelen, het lijkt me dat je maar 1 materiaal kunt printen ivm de temperatuur.
Het feit dat het een geprinte behuizing is, vind ik wel veruntrustend, hoe stabiel zou het geheel zijn als je ABS print... Vandaar de koelfan waarschijnlijk.
Mij lijkt het interessant omdat ik graag laagjes om en om in een andere kleur wil printen, om visueel te benadrukken dat het ge3dprint is.
[ Voor 4% gewijzigd door Minhan op 28-06-2016 17:11 ]
- Byte_Me
- Registratie: Juni 2001
- Laatst online: 26-05 12:40
Aha bedankt voor de link, daar staan leuke voorbeelden bij. Ik kwam hem toevallig tegen op aliexpress.Minhan schreef op dinsdag 28 juni 2016 @ 17:10:
Dit is een diamond hotend. Geen ervaring mee maar lijkt me wel een leuk systeem.
Ik zou deze wel van de originele makers bestellen. Meer info kun je vinden op de reprap website:
http://reprap.org/wiki/Diamond_Hotend
Ben wel benieuwd waar jij dat plaatje vandaan hebt, er staat nergens Diamond hotend vermeld namelijk.
[...]
- Macsylver
- Registratie: November 2002
- Laatst online: 21-05 15:06
Thanks! Ja, die ervaring had ik ook. Ik was eerste dagen begonnen met sketchup maar werd al snel gek van dat ik niet intuïtief sommige dingen kon doen. Vervolgens een paar tutorials op youtube gekeken, na weg te lopen voor eten en drinken kwam ik terug en zag ik een andere tutorial voorbij komen. Bij het zien van de handelingen was ik meteen verkocht WOW wat logisch en intuïtief! Aangemeld als kleine onderneming met minder dan 100K en niet commercieel gebruik en aan de slag gegaan. Alle problemen waar ik tegen aan liep met ontwerpen en printen waren daarmee eigenlijk verhopen, op mijn eigen foutjes aan inmeten na.CyBeRSPiN schreef op dinsdag 28 juni 2016 @ 16:51:
[...]
Wow!
Gaaf project en mooi in beeld gebracht!
Toevallig van het weekend voor het eerst Fusion 360 geprobeerd en zeer onder de indruk. Is gratis voor hobbyisten en het werkt heel intuïtief. Had al wel wat cad ervaring (SketchUp en 3DS Max in een ver verleden).
Werkt echt top, had binnen no time iets in elkaar gedraaid en kon meteen exporteren naar Cura en printen, afmetingen kloppend.
Komende weken hard verder knutselen aan een paar andere ideeën die ik heb!
The Centrifuge Camera & Micrograph Stories & Imaginarium of Tears
Gewoonlijk duidt je orgineel aan met diamond hotend en 3in 1out voor clones, voor goed printen is een originele E3D heat-break cruciaal of een clone met PTFE liner, ik heb nog geen chinese "full-metal" heat-break clones gezien voor 1.75mm die maar in de buurt komen van het origineelByte_Me schreef op dinsdag 28 juni 2016 @ 16:34:
[...]
Iemand ervaring met zoiets:
[afbeelding]
3 filamenten naar 1 hotend. heeft zeker voordelen tov meerdere hotends (calibratie), maar ook vast nadelen, het lijkt me dat je maar 1 materiaal kunt printen ivm de temperatuur.
Het feit dat het een geprinte behuizing is, vind ik wel veruntrustend, hoe stabiel zou het geheel zijn als je ABS print... Vandaar de koelfan waarschijnlijk.
Mij lijkt het interessant omdat ik graag laagjes om en om in een andere kleur wil printen, om visueel te benadrukken dat het ge3dprint is.
Zonder isolatie tussen nozzle en koellichamen zoals op de foto zal het niet echt lukken om daarmee ABS te printen, ook dient je electronica geschikt te zijn voor 3 extruders, anders probeer eerst een cyclops voor 2 extruders
Zie de nozzle enkel als een 3 kleuren nozzle icm wipe/primetower want mixing is passief beperkt en onvolledig.
Filament (PLA, HIPS, PETG) moet je kiezen voor die zo weining mogelijk extruderkracht kost want nozzle heeft meer weerstand dan een V6 hotend en de 3 kleuren ongeveer vergelijkbaar (3x zelfde herkomst ) en dat verschilt nogal per fabrikant (tot zelfs 2x zoveel extruder kracht gemeten).
Wisselen van filament type is ook niet altijd even eenvoudig, bv PLA->ABS dan blijft er PLA boven in de mengkamer achter wat tijdens printen weer problemen kan geven tenzij je deze via een inlet eruit drukt, wat sneller gezegd is dan gedaan.
De 3in 1out clone was 1 van de achterliggende reden hier om te gaan meten vanwege de door reprap.me aanbevolen Kuro compact bij mij te veel problemen gaf met 1,75mm filament (regelmatig breuk van idler) en dat ik dat beter wilde hebben.
Edit: PTFE liner bedoel ik wel volle lengte heat-break hole through 4.2mm en geen halve met zo'n stukje 3mmODx 2mmID
Eilandbedrijf met netondersteuning , all-electric || Deye 12KSG04LP3 met 580Ah-LFP 51,2V (Seplos 3x48100-10C +48200-10E) || hulp-Deye 12k SG04LP3 met 280Ah-LFP 51,2V || 19.4 kWp PV || Zonneplan EPEX-klant
- lubbertkramer
- Registratie: Augustus 2009
- Laatst online: 19:14
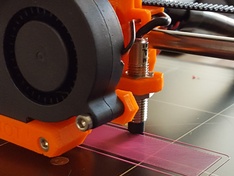
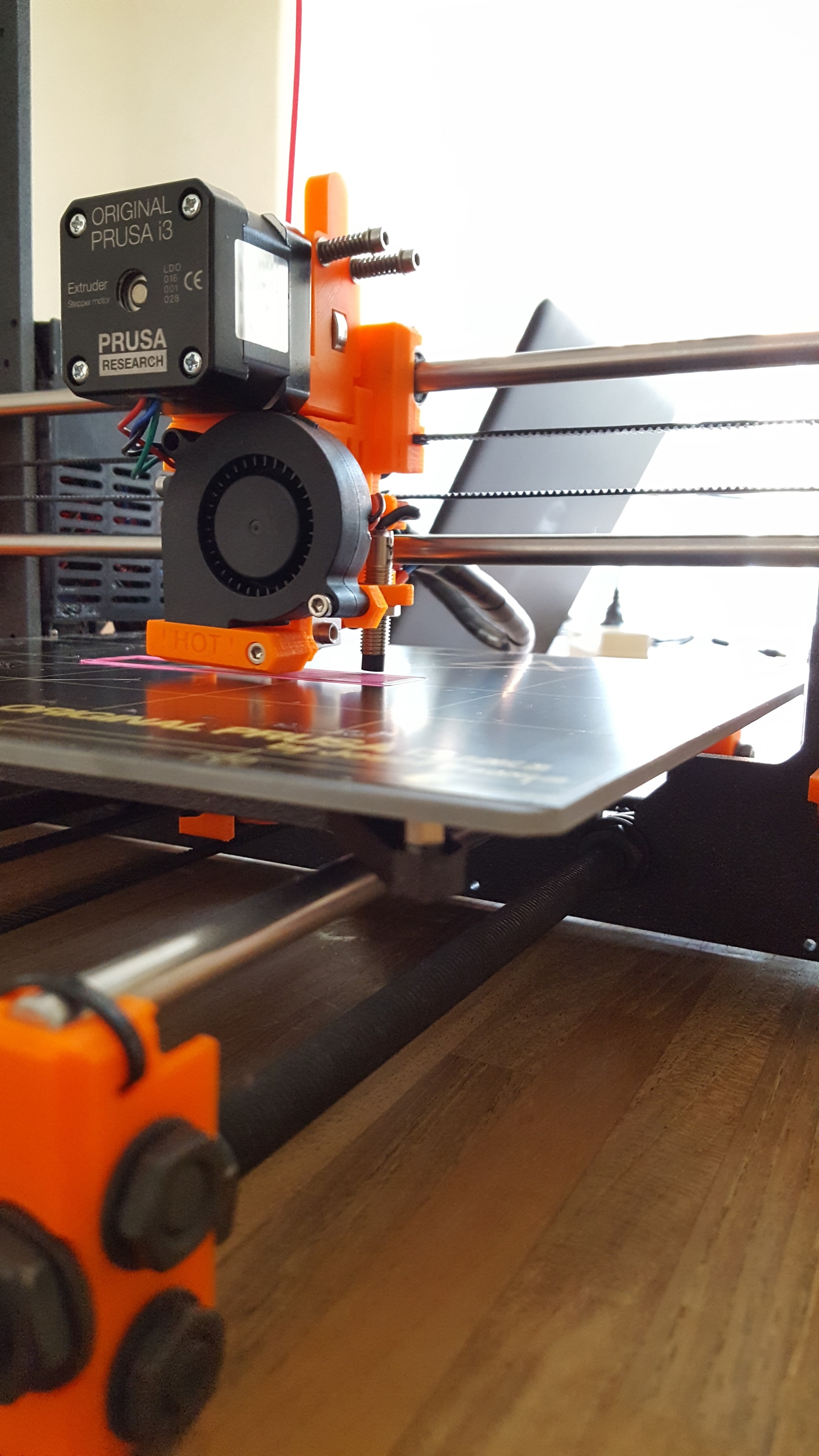
Eindelijk bericht van Prusa dat mijn upgrade kit verzonden is. Ik heb de MK2 upgrade kit aangeschaft voor de orginele Prusa I3, ik ben benieuwd. Zal morgen maar beginnen met de printer uit elkaar te halen
Nieuw in de upgrade:
Nieuw in de upgrade:
- 250x210x200mm edge to edge printing
- PEI build surface, no maintenance
- E3D V6 full with no PTFE in heaterblock, faster printing and 300°C limit
- Z axis with integrated leadscrews as motor shaft (no couplings)
- Beefier extruder motor allowing faster printing
- Full automatic mesh bed levelling (compensating even for the curvature of the bed)
- Bed is screwed to the Y axis at 6 points, no adjustment wheels
- Sturdier frame, end of PSU cover is attached to the Y axis
- X and Y endstops are screwed to the parts, Z probe on extruder
- Better cooling of the prints which does not cool down the heater block
- Improved extruder body which allows to remove and work on the nozzle without complete disassembling the whole thing :-)
- Better belt attachment system
- Better LCD cover, preventing users from touching the SD card slot and discharging static into the LCD
- Better LCD cable mounting with printed clips (too tight Zipties breaking the cables caused 90% of the LCD problems we've seen)
- Possibility to adjust the X-ends distance
- Better electronics cover with hinged door and better cable support
- Cover for the heatbed cables on the bed
- 3 zone heatbed, where corners heat more to have more even heating and possibility to print at the edge of the area
- NO MORE GLASS!
- NO MORE ABS JUICE!
- NO MORE BINDER CLIPS!
- 19roland70
- Registratie: Augustus 2013
- Laatst online: 19-05 17:39
Iemand ervaring met deze lagers:
http://www.motedis.com/sh...haeuse:::213_308_665.html
http://www.motedis.com/sh...haeuse:::213_308_665.html
- WFvN
- Registratie: Oktober 2000
- Laatst online: 24-05 21:40
Gosens Koeling en Warmte



Wit/glow in the dark geprint in ABS
Zwart geprint in PET
Zoals gezegd: beiden geprint met 0,4mm nozzle en 0,2mm laagdikte. Verder geprint op 75% grootte
De lagen zijn bij mij (helaas) veel beter zichtbaar. De tanden zien er bij mij (m.i.) wel beter uit; geen fout geplaatste slierten.
- GeleFles
- Registratie: Augustus 2001
- Niet online
What's in a bottle?
/u/33916/crop5d4d5b00c4c16_cropped.png?f=community)
Gisteren mijn eerste 3D printer afgebouwd, en klaar om getest te worden.
Na wat zoeken op internet is het de TEVO Tarantula geworden.
Een flink gedoe om het bed level te krijgen, maar volgens mij is die nu redelijk in orde.
Toch loop ik nog tegen flink wat (beginners) issues aan.
Vooral de eerste laag geeft nog problemen.
Ik print pla op 200 graden, op een 60 graden heated bed.
heb geprobeerd te printen op blauwe tape, maar dat schijnt met een heated bed juist niet goed te werken.
Zonder tape lijkt het iets beter te gaan, maar is het elke keer hit of miss... (de pla die eruit komt tijdens het heaten word eerst buiten het project geprint, maar omdat het niet goed blijft zitten, komt het alsnog in de weg te zitten)
Daarom heb ik een glasplaat besteld, dat schijnt beter te werken op een heated bed. (?)
Qua cooling moet er ook nog wat verbeteren denk ik, ik heb dat 3dbency bootje geprint, en daar had ik regelmatig dat de nieuwe laag van de vorige laag 'af valt/glijdt', waardoor ie niet mooi strak word.
Verder is de printer nog helemaal standaard; zijn er bepaalde upgrades die erg belangrijk zijn??
Ook viel het me op dat als ik de Z axis een stuk omhoog stuur, en daarna weer naar home stuur, dat ie niet in een geheel vloeiende beweging naar beneden gaat... is dat een issue?
Na wat zoeken op internet is het de TEVO Tarantula geworden.
Een flink gedoe om het bed level te krijgen, maar volgens mij is die nu redelijk in orde.
Toch loop ik nog tegen flink wat (beginners) issues aan.
Vooral de eerste laag geeft nog problemen.
Ik print pla op 200 graden, op een 60 graden heated bed.
heb geprobeerd te printen op blauwe tape, maar dat schijnt met een heated bed juist niet goed te werken.
Zonder tape lijkt het iets beter te gaan, maar is het elke keer hit of miss... (de pla die eruit komt tijdens het heaten word eerst buiten het project geprint, maar omdat het niet goed blijft zitten, komt het alsnog in de weg te zitten)
Daarom heb ik een glasplaat besteld, dat schijnt beter te werken op een heated bed. (?)
Qua cooling moet er ook nog wat verbeteren denk ik, ik heb dat 3dbency bootje geprint, en daar had ik regelmatig dat de nieuwe laag van de vorige laag 'af valt/glijdt', waardoor ie niet mooi strak word.
Verder is de printer nog helemaal standaard; zijn er bepaalde upgrades die erg belangrijk zijn??
Ook viel het me op dat als ik de Z axis een stuk omhoog stuur, en daarna weer naar home stuur, dat ie niet in een geheel vloeiende beweging naar beneden gaat... is dat een issue?
- Quincy2003
- Registratie: September 2006
- Laatst online: 25-05 06:36
:strip_icc():strip_exif()/u/189924/crop5a5f6a374a318_cropped.jpeg?f=community)
Even in de Thingiverse groep (http://www.thingiverse.com/groups/tevo-tarantula-owners) en in de bestanden in de Facebook groep kijken. Daar staan diverse brackets en fan ducts.
Het eerste wat ik zou aanraden om te printen is een fan duct voor de nozzle. Dit is echt noodzakelijk om prints van een enigszins acceptabel niveau te krijgen.
Wat betreft het levelen van het bed. Bij een boel Tarantula's (inclusief de mijne) is het alu bed gebogen. Een glasplaat is dan inderdaad de oplossing. Als je deze nog niet geïnstalleerd hebt kun je het beste niet het hele bed levelen, maar alleen het gedeelte van het bed waar je gaat printen. Dit heeft mij in ieder geval gigantisch geholpen.
Het eerste wat ik zou aanraden om te printen is een fan duct voor de nozzle. Dit is echt noodzakelijk om prints van een enigszins acceptabel niveau te krijgen.
Wat betreft het levelen van het bed. Bij een boel Tarantula's (inclusief de mijne) is het alu bed gebogen. Een glasplaat is dan inderdaad de oplossing. Als je deze nog niet geïnstalleerd hebt kun je het beste niet het hele bed levelen, maar alleen het gedeelte van het bed waar je gaat printen. Dit heeft mij in ieder geval gigantisch geholpen.
Tesla Model S - www.voltic.nl Eerlijk over elektrisch rijden
- Byte_Me
- Registratie: Juni 2001
- Laatst online: 26-05 12:40
Waar is de witte gaan warpen? Die lijkt me juist beter geprint dan de zwarte, bij de witte zien de tanden er erg netjes uit, en de neusholte ook. Maar misschien lijkt het alleen zo op de foto...WFvN schreef op woensdag 29 juni 2016 @ 11:56:
[...]
[afbeelding]
[afbeelding]
[afbeelding]
Wit/glow in the dark geprint in ABS
Zwart geprint in PET
Zoals gezegd: beiden geprint met 0,4mm nozzle en 0,2mm laagdikte. Verder geprint op 75% grootte
De lagen zijn bij mij (helaas) veel beter zichtbaar. De tanden zien er bij mij (m.i.) wel beter uit; geen fout geplaatste slierten.
- Voyager2
- Registratie: Maart 2011
- Laatst online: 11-07-2018
Jup, vorige week 4 gekocht onder het motto no nuts no glory.19roland70 schreef op dinsdag 28 juni 2016 @ 21:01:
Iemand ervaring met deze lagers:
http://www.motedis.com/sh...haeuse:::213_308_665.html
Ze zitten nu in mijn X carrage en....... de rust...
Het is een drop-in vervanging voor de lmu8 lagers, al kreeg ik de indruk dat ze haartje kleiner waren, of mijn lmu8 waren gewoon een tikje te groot het blijft China tenslotte. Ze passen perfect om de 8mm smooth rods. Wat wel echt anders is, is dat als je ze ongelijk belast ze niet glijden maar remmen. Dus als je X stepper en X idler een afwijking hebben ten opzichten van elkaar dan ga je het direct merken. Zelfde verhaal dat als je ze pinched ze daar ook niet blij van worden.
Ik merk wel wat meer weerstand als ik de X carrage heen en weer beweeg, maar niets om ongerust over te worden. Stepper driver en motor blijven gewoon koel en ik heb geen skipped steps of iets dergelijks.
Gebruikte X carrage is de toolson v1. Ik heb er nu pak weg 30 uur printen opzitten met deze igus lagers en so far so good.
- WFvN
- Registratie: Oktober 2000
- Laatst online: 24-05 21:40
Gosens Koeling en Warmte
Het onderdeel van de schedel is aan de achterkant op diverse plekken gespleten (heb ik overigens dicht gesmeerd met wat aceton en filament)Byte_Me schreef op woensdag 29 juni 2016 @ 15:15:
[...]
Waar is de witte gaan warpen? Die lijkt me juist beter geprint dan de zwarte, bij de witte zien de tanden er erg netjes uit, en de neusholte ook. Maar misschien lijkt het alleen zo op de foto...
En op het scheidingsvlak tussen de bovenste en onderste helft van de schedel. Ik ben daar eerst met het schuurpapier en hete föhn overheen geweest om de 2 delen een beetje passend te krijgen.
:strip_exif()/u/397983/crop5c4afe094d468_cropped.gif?f=community)
Nu wil ik van mijn prusa deze gaan maken: http://www.thingiverse.com/thing:1001065, maar heeft iemand een idee waar ik 20x40 kan kopen? 20x20 kan gewoon bij 123, maar 20x40 kan ik nergens vinden..
2x BambuLab H2C 3D printer - Elegoo Saturn 16K Resin printer - Omtech 60w Co2 Laser - Cloudray 30w Fiber Laser
- UnicronNL
- Registratie: December 2009
- Laatst online: 29-04-2024
:strip_icc():strip_exif()/u/330909/crop57e90fdba1fab_cropped.jpeg?f=community)
Bij http://www.motedis.nlWeb-Brielle schreef op donderdag 30 juni 2016 @ 09:34:
Nu wil ik van mijn prusa deze gaan maken: http://www.thingiverse.com/thing:1001065, maar heeft iemand een idee waar ik 20x40 kan kopen? 20x20 kan gewoon bij 123, maar 20x40 kan ik nergens vinden..
http://www.motedis.nl/sho...pe-groef-6::99999158.html sleuf 6
Of
http://www.motedis.nl/sho...pe-groef-5::99999498.html sleuf 5
[ Voor 13% gewijzigd door UnicronNL op 30-06-2016 09:52 ]
Ik heb een probleem gekregen met cura in combinatie met repetier host. Wanneer ik een brim of raft wil gebruiken komt er schuin boven het product nog een extra vierkant? Met een andere slicer heb ik hier geen last van en wanneer ik cura zo gebruik ook niet. Echter vind ik het fijner werken in repetier. Heeft iemand misschien een idee waar dit aan kan liggen?

Is wipe and prime tower, kunt je uitzetten in tab extrusion bij multi extruder settings
Eilandbedrijf met netondersteuning , all-electric || Deye 12KSG04LP3 met 580Ah-LFP 51,2V (Seplos 3x48100-10C +48200-10E) || hulp-Deye 12k SG04LP3 met 280Ah-LFP 51,2V || 19.4 kWp PV || Zonneplan EPEX-klant
Top !Domba schreef op donderdag 30 juni 2016 @ 17:33:
Is wipe and prime tower, kunt je uitzetten in tab extrusion bij multi extruder settings
Dat was hem inderdaad. bedankt
Thanks
Van het weekend maar even een lijstje maken met wat er allemaal nodig is en de kosten berekenen.. kan deze ook voor 50 euro volledig van metaal maken (zoals de p3steel).
2x BambuLab H2C 3D printer - Elegoo Saturn 16K Resin printer - Omtech 60w Co2 Laser - Cloudray 30w Fiber Laser
- Voyager2
- Registratie: Maart 2011
- Laatst online: 11-07-2018
Ik probeer een fallout 4 lasergun te printen een model van lillykill, als ik bij de layer view kijk dan zie ik exact wat er in de werkelijke print ook gebeurd namelijk 2 gaten op de plek waar het model te dun word.
Ik kan spelen in cura wat ik wil maar het effect is altijd het zelfde...


suggesties iemand?
Ik kan spelen in cura wat ik wil maar het effect is altijd het zelfde...
suggesties iemand?
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 19:43
sinds 2001
Model aanpassen en wand voldoende dik maken? Met kleinere nozzle printen?
- Voyager2
- Registratie: Maart 2011
- Laatst online: 11-07-2018
Daar was ik al bang voor, aanpassen van het model ligt op dit moment boven mijn kunnen. Ik zou dan een keer met een 0.2 mm nozzle moeten printen dan. Nozzle swap is nooit ff snel ;-)
:strip_icc():strip_exif()/u/153335/crop57344014408d9.jpeg?f=community)
Ik zit nu ook te kijken om deze in een vergrootte versie te bouwen, mooi zomerprojectWeb-Brielle schreef op donderdag 30 juni 2016 @ 09:34:
Nu wil ik van mijn prusa deze gaan maken: http://www.thingiverse.com/thing:1001065, maar heeft iemand een idee waar ik 20x40 kan kopen? 20x20 kan gewoon bij 123, maar 20x40 kan ik nergens vinden..
ik wil rond de 50X50X60cm volume, ik heb een groot project die als een deel geprint moet worden.
maar ik wil deze wel naar 2.85mm bouwen, omdat ik al heel veel materiaal al heb voor mijn kleinere printer,
ook ben ik op zoek naar een forse hotend die door 0.8 / 1mm nozzle snel kan printen.
Hier heb je een kleine video tutorial over hoe je dit gemakkelijk kunt aanpassen met Meshmixer.Voyager2 schreef op zaterdag 02 juli 2016 @ 20:10:
Daar was ik al bang voor, aanpassen van het model ligt op dit moment boven mijn kunnen. Ik zou dan een keer met een 0.2 mm nozzle moeten printen dan. Nozzle swap is nooit ff snel ;-)
YouTube: Add Thickness to Delicate 3D Prints!
YouTube: mm08 thicken/shell tutorial
Ik kan je snappen, zelf wil ik ook graag 50x50x60 printen.absrnd schreef op zondag 03 juli 2016 @ 00:40:
[...]
Ik zit nu ook te kijken om deze in een vergrootte versie te bouwen, mooi zomerproject
ik wil rond de 50X50X60cm volume, ik heb een groot project die als een deel geprint moet worden.
maar ik wil deze wel naar 2.85mm bouwen, omdat ik al heel veel materiaal al heb voor mijn kleinere printer,
ook ben ik op zoek naar een forse hotend die door 0.8 / 1mm nozzle snel kan printen.
Opzicht heb ik dan alleen langere staven nodig, meer niet lijkt me?
En een headbed natuurlijk die groot is, ookal print ik (tot nu dan) alleen PLA en die hecht heel goed met haarlak van de action.
Alles uitgezocht, kost dus 150 euro om alles uit te bouwenWeb-Brielle schreef op donderdag 30 juni 2016 @ 22:23:
[...]
Thanks
Van het weekend maar even een lijstje maken met wat er allemaal nodig is en de kosten berekenen.. kan deze ook voor 50 euro volledig van metaal maken (zoals de p3steel).
Valt me reuze mee, had het dubbele verwacht (voordeel dat je al veel onderdelen in huis heb van je eigen printer en alle upgrades die ik al wilde maar er nog niet op zitten
Na de vakantie maar even kijken of we het gaan doen of niet
[ Voor 38% gewijzigd door Web-Brielle op 03-07-2016 21:09 ]
2x BambuLab H2C 3D printer - Elegoo Saturn 16K Resin printer - Omtech 60w Co2 Laser - Cloudray 30w Fiber Laser
Let op dat die links van Motedis, niet de V-Slot is, en die heb je echt nodig voor die build.Alles uitgezocht, kost dus 150 euro om alles uit te bouwen
Valt me reuze mee, had het dubbele verwacht (voordeel dat je al veel onderdelen in huis heb van je eigen printer en alle upgrades die ik al wilde maar er nog niet op zitten)
Na de vakantie maar even kijken of we het gaan doen of niet
deze wel:
https://iprototype.nl/pro...-slot-black-beam-20x20-1m
http://www.vslot-europe.c...-20-x-20mm-123456789.html
https://3d-printersvdb.be...zwart-geanodiseert-100cm/
(weet niet hoe betrouwbaar deze sites zijn)
- S95Sedan
- Registratie: Februari 2008
- Laatst online: 11-03 02:13
Heb hier een Da Vinci 1.0 geupgrade naar een e3d v6 maar die chinese heat-breaks werken inderdaad belabberd slecht, hier er eentje erin gehad voordat ik die vervangen heb voor een originele e3d maar die chinese had constant vastlopen en andere problemen.Domba schreef op dinsdag 28 juni 2016 @ 17:58:
[...]
Gewoonlijk duidt je orgineel aan met diamond hotend en 3in 1out voor clones, voor goed printen is een originele E3D heat-break cruciaal of een clone met PTFE liner, ik heb nog geen chinese "full-metal" heat-break clones gezien voor 1.75mm die maar in de buurt komen van het origineel
Zonder isolatie tussen nozzle en koellichamen zoals op de foto zal het niet echt lukken om daarmee ABS te printen, ook dient je electronica geschikt te zijn voor 3 extruders, anders probeer eerst een cyclops voor 2 extruders
..knip..
Tevens tvp, zal binnenkort eens een aantal fotos maken van de gemodde da vinci 1.0 die ik hier heb staan.
- Bigfoot48
- Registratie: Augustus 2001
- Laatst online: 11-05 16:55
Misschien niet relevant maar je microscoop is bij hackaday voorbij gekomenMacsylver schreef op dinsdag 28 juni 2016 @ 09:35:
* Ik heb geen ander subforum kunnen vinden op Tweakers met het delen van je 3D(print) ervaringen -> wellicht hoort dit dan ook niet hier thuis. Hoor dan graag waar wel
Ik ben vrij nieuw in de wereld van 3D & 3Dprinten, tot 5 weken geleden wist ik niet hoe een 3d printer werkte of hoe je eigen modellen kon maken. Toch de stap genomen om een Ultimaker2+ te kopen om de ideeën die ik heb liggen binnen de projecten die ik doe te verwezenlijken. De Afgelopen weken heb ik dan ook veel geoefend in fusion360 en ben ik druk bezig geweest met mijn 1ste project: Het modificeren van mijn microscoop en het toevoegen van een scanning stage. Hier kwam mijn gekochte Ultimaker2+ printer dus goed van pas. Nu enkele weken later wil ik met trots het eind resultaat laten zien van de 3D models & 3D prints.
Volledige project en resultaat waarvoor ik 3Dprinting heb gebruikt is hier terug ge vinden.
https://medium.com/microg...e-2837ef78991d#.u5esuhmzw
Twee voorbeelden uit het project
Lamp socket fix.
[afbeelding]
[afbeelding]
[afbeelding]
Microscope stage plate and specimen clamp.
[afbeelding]
[afbeelding]
[afbeelding]
http://hackaday.com/2016/...cope-for-cnc-micrographs/
Je TEDx presentatie is ook erg leuk.
veni, vidi, maxima velpon ( ik kwam, zag en bleef veel te lang plakken)
- Macsylver
- Registratie: November 2002
- Laatst online: 21-05 15:06
DankBigfoot48 schreef op maandag 11 juli 2016 @ 08:29:
[...]
Misschien niet relevant maar je microscoop is bij hackaday voorbij gekomen
http://hackaday.com/2016/...cope-for-cnc-micrographs/
Je TEDx presentatie is ook erg leuk.
The Centrifuge Camera & Micrograph Stories & Imaginarium of Tears
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Ik ben bezig met een restauratie van een oude iMac G4 en wil er een SSD in plaatsen, om het allemaal wat beter te laten passen heb ik een bracket ontworpen waar de SSD en zijn adapter mooi in past en het geheel netjes weggestoken kan worden in de iMac.

Geprint in Formfutura PLA. Maar nu vraag ik me af hoe het zal verlopen bij hitte. PLA is waarschijnlijk niet het beste materiaal hiervoor (ik heb een prusa i3 hephestos zonder heated bed, dus veel anders kan ik niet printen..)
Zou dit de temperatuur binnen de iMac kunnen weerstaan? (de dvd-drive zit nog tussen de SSD en het moederbord)
Geprint in Formfutura PLA. Maar nu vraag ik me af hoe het zal verlopen bij hitte. PLA is waarschijnlijk niet het beste materiaal hiervoor (ik heb een prusa i3 hephestos zonder heated bed, dus veel anders kan ik niet printen..)
Zou dit de temperatuur binnen de iMac kunnen weerstaan? (de dvd-drive zit nog tussen de SSD en het moederbord)
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 17:46
Untertitel
:strip_icc():strip_exif()/u/249917/jaapschaap.jpg?f=community)
Zolang het geen 55+ graden word zal het niet zo maar verbuigen, en smelten al helemaal niet dat gebeurd pas ergens rond/boven de 150 graden...Didius schreef op vrijdag 15 juli 2016 @ 12:13:
Zou dit de temperatuur binnen de iMac kunnen weerstaan? (de dvd-drive zit nog tussen de SSD en het moederbord)
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
Verwijderd
Weten jullie wat niet handig is? Op de printknop drukken en het vorige object nog niet van het bed verwijderd hebben.
Weten jullie wat ook niet handig is? Tijdens het verwijderen van de brim met het mes uit je handen schieten en in je duim snijden.
Gaat weer lekker hiero
Weten jullie wat ook niet handig is? Tijdens het verwijderen van de brim met het mes uit je handen schieten en in je duim snijden.
Gaat weer lekker hiero
Haha, herkenbaar! Het eerst gedeelte heb ik half meegemaakt..ik had mijn objecten apart laten printen, maar was de printkop afmetingen vergeten en toen bleef hij hangen op het vorige voorwerp.Verwijderd schreef op dinsdag 19 juli 2016 @ 00:19:
Weten jullie wat niet handig is? Op de printknop drukken en het vorige object nog niet van het bed verwijderd hebben.
Weten jullie wat ook niet handig is? Tijdens het verwijderen van de brim met het mes uit je handen schieten en in je duim snijden.
Gaat weer lekker hiero
Mezelf gesneden heb ik ook door een scherpe spatel. De printkop kan ook heet zijn
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 17:46
Untertitel
Ik heb van het weekend mijn duim gesneden aan een geprint voorwerpVerwijderd schreef op dinsdag 19 juli 2016 @ 00:19:
Weten jullie wat niet handig is? Op de printknop drukken en het vorige object nog niet van het bed verwijderd hebben.
Weten jullie wat ook niet handig is? Tijdens het verwijderen van de brim met het mes uit je handen schieten en in je duim snijden.
Gaat weer lekker hiero
En de week er voor mijn glasplaat gebroken omdat ik haast had en er wat van los wou trekken...
Hoort er allemaal bij denk ik dan maar
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Bigfoot48
- Registratie: Augustus 2001
- Laatst online: 11-05 16:55
Verwijderd schreef op dinsdag 19 juli 2016 @ 00:19:
Weten jullie wat niet handig is? Op de printknop drukken en het vorige object nog niet van het bed verwijderd hebben.
Weten jullie wat ook niet handig is? Tijdens het verwijderen van de brim met het mes uit je handen schieten en in je duim snijden.
Gaat weer lekker hiero
pvink schreef op dinsdag 19 juli 2016 @ 06:30:
[...]
Haha, herkenbaar! Het eerst gedeelte heb ik half meegemaakt..ik had mijn objecten apart laten printen, maar was de printkop afmetingen vergeten en toen bleef hij hangen op het vorige voorwerp.
Mezelf gesneden heb ik ook door een scherpe spatel. De printkop kan ook heet zijn
Allemaal erg herkenbaarwatercoolertje schreef op dinsdag 19 juli 2016 @ 10:07:
[...]
Ik heb van het weekend mijn duim gesneden aan een geprint voorwerp
En de week er voor mijn glasplaat gebroken omdat ik haast had en er wat van los wou trekken...
Hoort er allemaal bij denk ik dan maar
Of de fan even goedzetten en vergeten dat de printkop al op temperatuur was.
Aan een vriend willen laten zien hoe een print er aan de binnenkant uitziet en te proberen te breken wat ook resulteerde in een jaap in mijn hand.
Een stukje ondersteuning brak af(kon gemist worden) en wilde voorkomen dat het mee werd gesleurd, tijdens het printen proberen weg te pakken, het verwachtte bewegingspatroon van de printkop is heel lastig in te schatten, daar ben ik inmiddels achter..... Toen zat mijn hand klem tussen de printkop en het werkstuk. Gelijk een flinke blaar.
Ik denk dat iedereen hier wel een boekje kan schrijven over zijn of haar verwondingen
veni, vidi, maxima velpon ( ik kwam, zag en bleef veel te lang plakken)
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 07:47
Wow. So Amaze.
:strip_icc():strip_exif()/u/208430/3f5a00acf72df93528b6bb7cd0a4fd0c.jpeg?f=community)
Ik heb mezelf vooral verwond aan de glasplaat waar ik op print. De randjes zijn nogal scherp.Bigfoot48 schreef op dinsdag 19 juli 2016 @ 11:47:
Ik denk dat iedereen hier wel een boekje kan schrijven over zijn of haar verwondingen
Nadat ik mezelf 10 keer eraan verwond had maar een stuk tape rondom gedaan
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Kan iemand me helpen met de Marlin settings?
Ik heb de z assen van mijn prusa i3 vervangen door een leadscrew met deze eigenschappen:
Ik heb de z assen van mijn prusa i3 vervangen door een leadscrew met deze eigenschappen:
- Length: 300 mm
- Screw spacing: 2mm
- Lead of thread: 8mm
Ben ik juist dat het eigenlijk enkel die eerste 3 zijn die ik moet aanpassen en kloppen die waarden? Wat doet dat laatste eigenlijk?Changes in FIrmware
In Marlin you have to set the steps / mm setting to 400
(pitch 2mm, 4 starting points thus effectively 8mm per revolution -> 200 steps per revolution * 16 microsteps / 8 mm = 400 steps / mm)
Also you can increase your travel and homing speed considerably.
I use the following:
code:
#define HOMING_FEEDRATE {2000, 2000, 400, 0} #define HOMING_SLOW_FEEDRATE {1000, 1000, 100, 0} #define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 400,100.47095761381482} #define DEFAULT_MAX_FEEDRATE {200, 200, 30, 25}
Verwijderd
Je moet alleen het 3e nummer binnen DEFAULT_AXIS_STEPS_PER_UNIT aanpassen naar 400. De rest hoef je niet aan te passen.Didius schreef op zaterdag 23 juli 2016 @ 16:26:
Kan iemand me helpen met de Marlin settings?
Ik heb de z assen van mijn prusa i3 vervangen door een leadscrew met deze eigenschappen:Ik had het volgende gezien op Thingiverse:
- Length: 300 mm
- Screw spacing: 2mm
- Lead of thread: 8mm
[...]
Ben ik juist dat het eigenlijk enkel die eerste 3 zijn die ik moet aanpassen en kloppen die waarden? Wat doet dat laatste eigenlijk?
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 17:46
Untertitel
Wat Shadow zegt, je hoeft er maar 1 aan te passen, je hebt ook maar 1 as aangepastDidius schreef op zaterdag 23 juli 2016 @ 16:26:Ben ik juist dat het eigenlijk enkel die eerste 3 zijn die ik moet aanpassen en kloppen die waarden? Wat doet dat laatste eigenlijk?
DEFAULT_AXIS_STEPS_PER_UNIT {X-as, Y-as, Z-as, Extruder}
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Opifex
- Registratie: September 2013
- Laatst online: 25-05 12:40
Overextrusion op de eerste laag: Welke parameter pas ik het beste aan? De first layer width, of de first layer height? Of is er nog een andere?
Want beide zouden in theorie geen verschil mogen maken op de hoeveelheid filament er doorgeduwd wordt, aangezien hij voor een kleiere width de banen dichter op elkaar gaat leggen, en voor een kleinere height de kop dichter bij het bed gaat zetten...
Iemand suggesties?
Want beide zouden in theorie geen verschil mogen maken op de hoeveelheid filament er doorgeduwd wordt, aangezien hij voor een kleiere width de banen dichter op elkaar gaat leggen, en voor een kleinere height de kop dichter bij het bed gaat zetten...
Iemand suggesties?
Ik zou je first layer height aanpassen. Layer width laat ik automatisch aanpassen of via de standaard settings bepalen.
Mijn first layer height heb ik zelfs op 0,30mm staan en hij print perfect, heb alleen met voorwerpen met grotere oppervlaktes een raft nodig om het warp effect helemaal weg te krijgen.
Mijn first layer height heb ik zelfs op 0,30mm staan en hij print perfect, heb alleen met voorwerpen met grotere oppervlaktes een raft nodig om het warp effect helemaal weg te krijgen.
- lubbertkramer
- Registratie: Augustus 2009
- Laatst online: 19:14
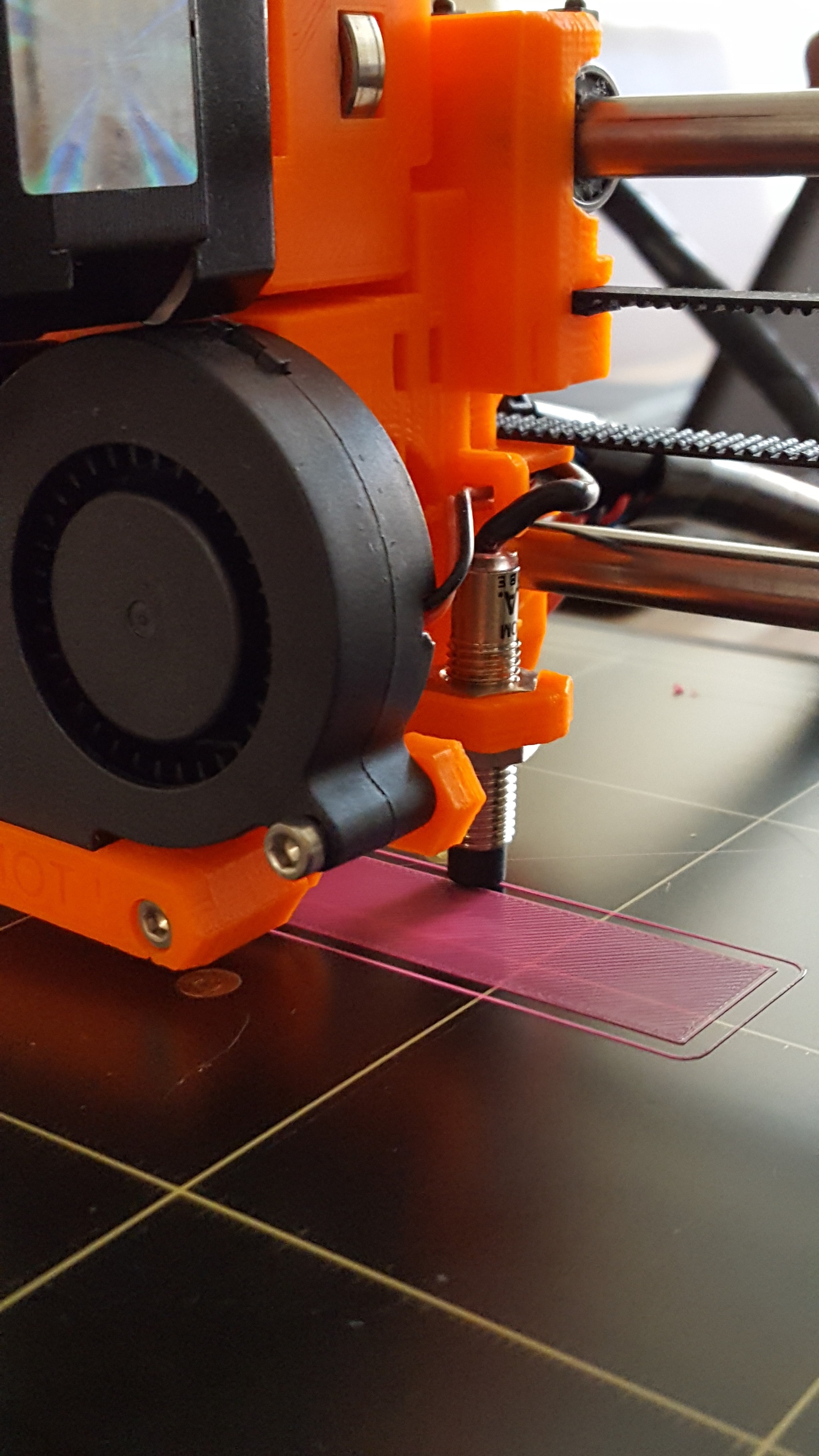
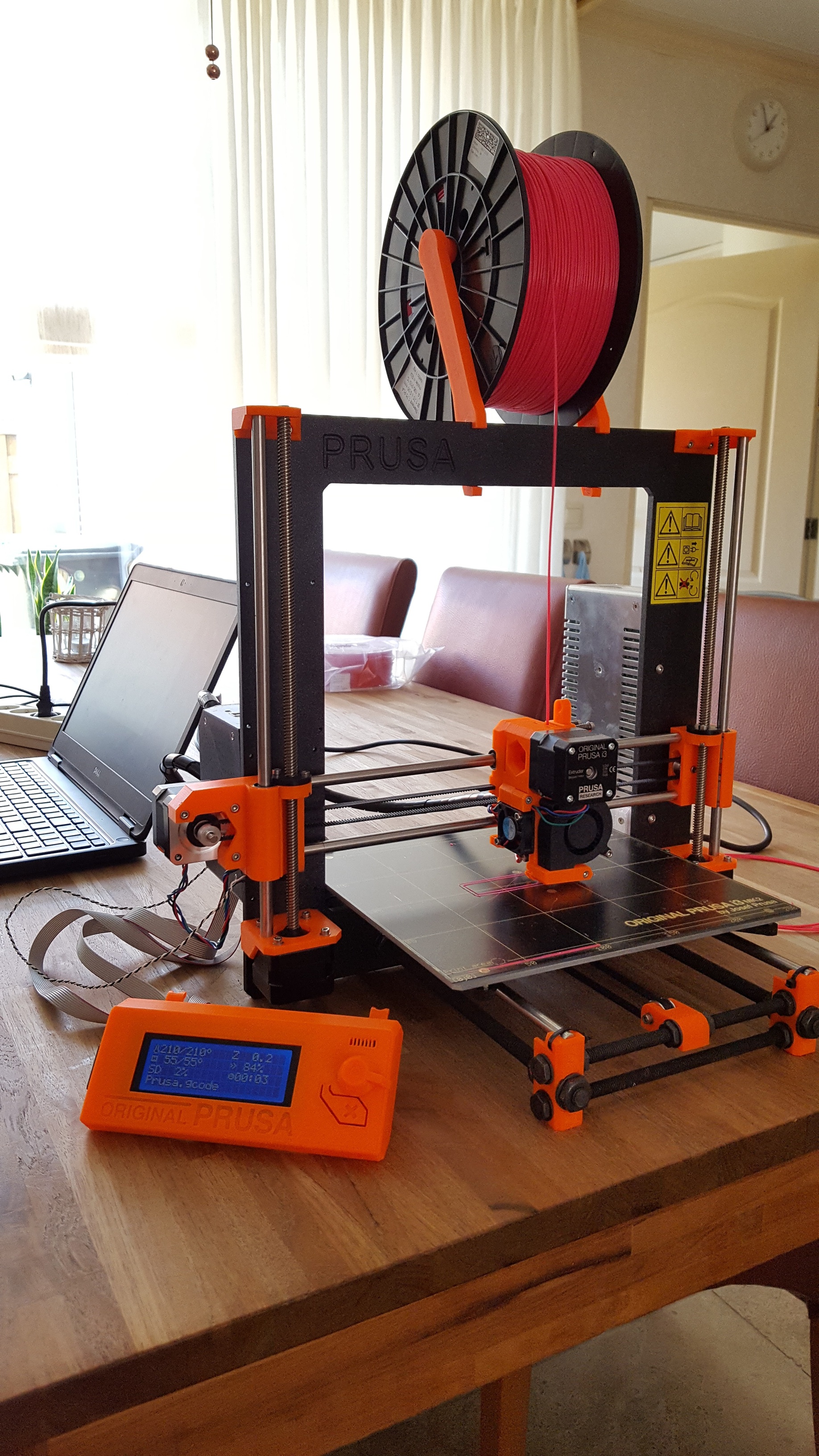
Mijn orginele Prusa I3 geupgrade met de Prusa I3 MK2 upgrade kit. Inmiddels staat hij weer, gelijk kabels netjes weggewerkt en is de eerste print weer een feit. Ik moet zeggen dat ik het uit elkaar en weer in elkaar zetten van de printer leuker vind dan het printen zelf, door tijdgebrek kom ik ook haast niet aan printen toe. Twijfel nu toch om de printer te koop te gaan zetten.
Hieronder in ieder geval wat foto's van mijn printer na de upgrade
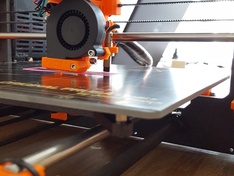
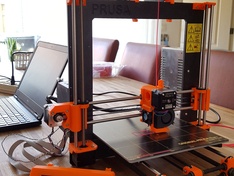

De upgrade bevat:
Hieronder in ieder geval wat foto's van mijn printer na de upgrade

De upgrade bevat:
- 250x210x200mm edge to edge printing
- PEI build surface, no maintenance
- E3D V6 full with no PTFE in heaterblock, faster printing and 300°C limit
- Z axis with integrated leadscrews as motor shaft (no couplings)
- Beefier extruder motor allowing faster printing
- Full automatic mesh bed levelling (compensating even for the curvature of the bed)
- Bed is screwed to the Y axis at 6 points, no adjustment wheels
- Sturdier frame, end of PSU cover is attached to the Y axis
- X and Y endstops are screwed to the parts, Z probe on extruder
- Better cooling of the prints which does not cool down the heater block
- Improved extruder body which allows to remove and work on the nozzle without complete disassembling the whole thing :-)
- Better belt attachment system
- Better LCD cover, preventing users from touching the SD card slot and discharging static into the LCD
- Better LCD cable mounting with printed clips (too tight Zipties breaking the cables caused 90% of the LCD problems we've seen)
- Possibility to adjust the X-ends distance
- Better electronics cover with hinged door and better cable support
- Cover for the heatbed cables on the bed
- 3 zone heatbed, where corners heat more to have more even heating and possibility to print at the edge of the area
- NO MORE GLASS!
- NO MORE ABS JUICE!
- NO MORE BINDER CLIPS!
- Bigfoot48
- Registratie: Augustus 2001
- Laatst online: 11-05 16:55
Ziet er goed uit, ik zelfs een beetje jaloerslubbertkramer schreef op maandag 25 juli 2016 @ 11:47:
Mijn orginele Prusa I3 geupgrade met de Prusa I3 MK2 upgrade kit. Inmiddels staat hij weer, gelijk kabels netjes weggewerkt en is de eerste print weer een feit. Ik moet zeggen dat ik het uit elkaar en weer in elkaar zetten van de printer leuker vind dan het printen zelf, door tijdgebrek kom ik ook haast niet aan printen toe. Twijfel nu toch om de printer te koop te gaan zetten.
Hieronder in ieder geval wat foto's van mijn printer na de upgrade
De upgrade bevat:
- 250x210x200mm edge to edge printing
- PEI build surface, no maintenance
- E3D V6 full with no PTFE in heaterblock, faster printing and 300°C limit
- Z axis with integrated leadscrews as motor shaft (no couplings)
- Beefier extruder motor allowing faster printing
- Full automatic mesh bed levelling (compensating even for the curvature of the bed)
- Bed is screwed to the Y axis at 6 points, no adjustment wheels
- Sturdier frame, end of PSU cover is attached to the Y axis
- X and Y endstops are screwed to the parts, Z probe on extruder
- Better cooling of the prints which does not cool down the heater block
- Improved extruder body which allows to remove and work on the nozzle without complete disassembling the whole thing :-)
- Better belt attachment system
- Better LCD cover, preventing users from touching the SD card slot and discharging static into the LCD
- Better LCD cable mounting with printed clips (too tight Zipties breaking the cables caused 90% of the LCD problems we've seen)
- Possibility to adjust the X-ends distance
- Better electronics cover with hinged door and better cable support
- Cover for the heatbed cables on the bed
- 3 zone heatbed, where corners heat more to have more even heating and possibility to print at the edge of the area
- NO MORE GLASS!
- NO MORE ABS JUICE!
- NO MORE BINDER CLIPS!
Bevalt het PEI build surface een beetje?
Is dat trouwens een 2kg spoel?
[ Voor 0% gewijzigd door Bigfoot48 op 26-07-2016 14:36 . Reden: Nog wat vergeten :P ]
veni, vidi, maxima velpon ( ik kwam, zag en bleef veel te lang plakken)
- lubbertkramer
- Registratie: Augustus 2009
- Laatst online: 19:14
De paar prints die ik nu gedaan heb bevallen prima, makkelijk af te halen en geen gedoe meer met clippers of een glasplaat die erop moet.Bigfoot48 schreef op dinsdag 26 juli 2016 @ 14:35:

[...]
Ziet er goed uit, ik zelfs een beetje jaloers
Bevalt het PEI build surface een beetje?
Is dat trouwens een 2kg spoel?
Nee is maar een 1KG filament
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 17:46
Untertitel
Lees er veel goede dingen over, echter is het niet echt goedkoop te vinden, of ik kijk verkeerdBigfoot48 schreef op dinsdag 26 juli 2016 @ 14:35:
Bevalt het PEI build surface een beetje?
Al snel 40 euro, en gezien mijn glas nog steeds gebroken is (maar wel voldoet) zit ik er wel aan te twijfelen om het te proberen.
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Bigfoot48
- Registratie: Augustus 2001
- Laatst online: 11-05 16:55
Bron: http://reprap.org/wiki/PEI_build_surfacewatercoolertje schreef op donderdag 28 juli 2016 @ 09:34:
[...]
Lees er veel goede dingen over, echter is het niet echt goedkoop te vinden, of ik kijk verkeerd
Al snel 40 euro, en gezien mijn glas nog steeds gebroken is (maar wel voldoet) zit ik er wel aan te twijfelen om het te proberen.
Ik had er ook al naar zitten kijken en ben de volgende prijzen tegen gekomen:
https://www.amazon.com/Po...nce-PEI0113/dp/B00CPRDDLY
30cm x 30cm = €15
http://www.reprapdiscount.com/mechanics/65-pei-plate.html
€35,-
http://www.ebay.com/itm/P...m:mz7IzoSBPMJnxE_fjxdrxxg
€19,-
Mochten er meer mensen interesse hebben kunnen we misschien de verzendkosten delen
Ik moet nog even verder zoeken had via ebay nog een paar Chinese verkopers gevonden maar dat lukt nu even niet meer
veni, vidi, maxima velpon ( ik kwam, zag en bleef veel te lang plakken)
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 17:46
Untertitel
Amazon is US only, de .co.uk en .de verkopen ze niet, die van ebay komt nog 12 euro bij. Reprap zelfs 25 dollar verzending.
Heb net wel een Nederlands bedrijf gemaild, wacht daar even op, die van ebay kunnen we misschien met meerdere tegelijk inkopen, dan valt er misschien zelfs over korting te praten met de verkoper! Ik wil er sowieso 2
Heb net wel een Nederlands bedrijf gemaild, wacht daar even op, die van ebay kunnen we misschien met meerdere tegelijk inkopen, dan valt er misschien zelfs over korting te praten met de verkoper! Ik wil er sowieso 2
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Even delen.
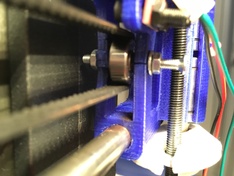
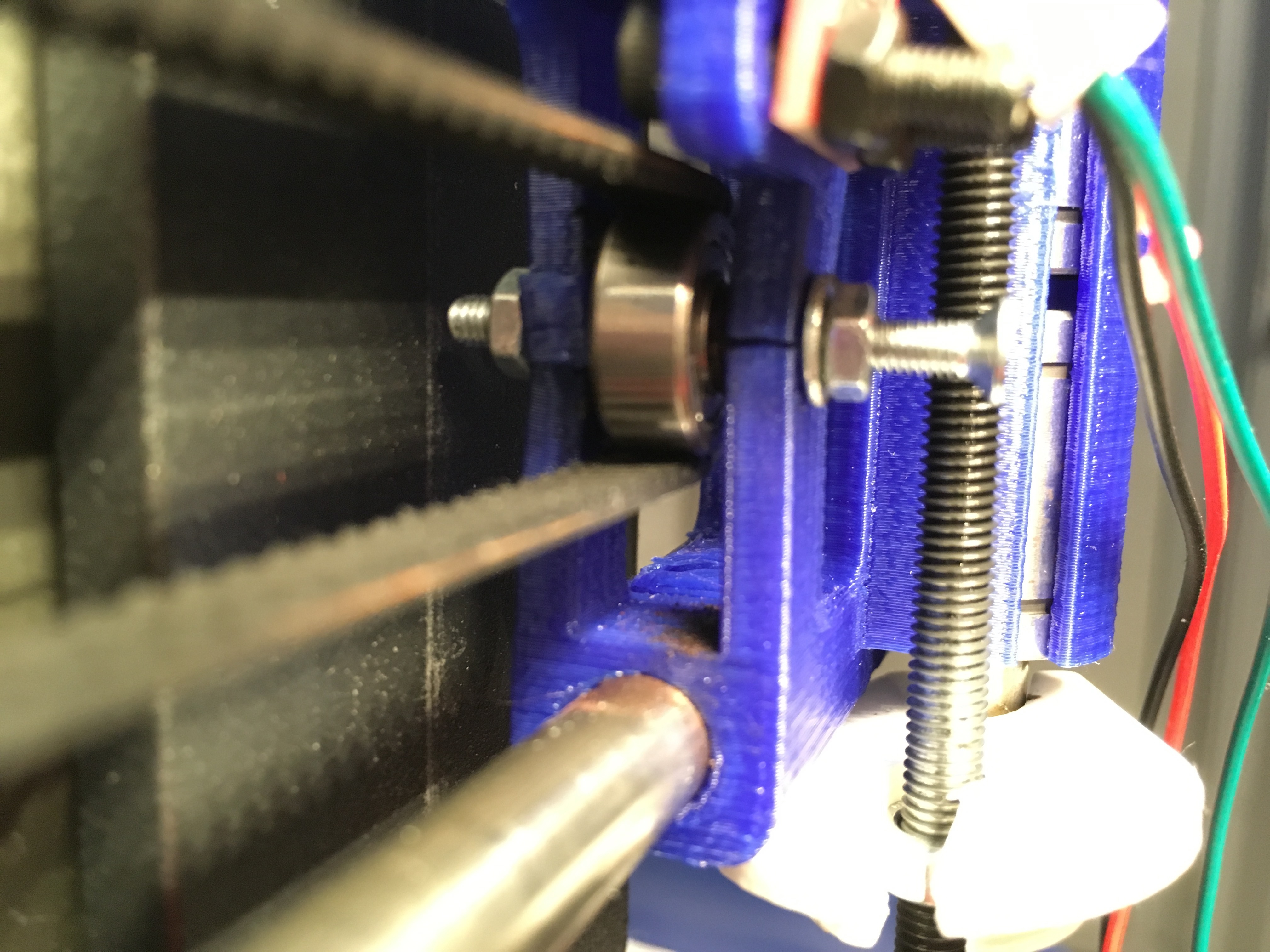
Ik voerde onlangs een upgrade uit aan mijn Prusa i3 Hephestos, ik plaatste 8mm leadscrews in met behulp van:
http://www.thingiverse.com/thing:1315535
Ik had namelijk last van vervelende z-wobble. En hoewel ik de assen al eens vervangen had door kaarsrechte 5mm draadstangen, alsook van die anti z-wobble zaken geïnstalleerd waarbij de ganse x-as niet meer vasthangt aan de z-as maar erop rust http://www.thingiverse.com/thing:141479 .
Al deze alternatieven vallen in het niets vergeleken met de leadscrew, net enkel is de z-as snelheid veel beter, de z-wobble is echt volledig weg. Mijn prints zien er stukken beter uit.
Ik voerde onlangs een upgrade uit aan mijn Prusa i3 Hephestos, ik plaatste 8mm leadscrews in met behulp van:
http://www.thingiverse.com/thing:1315535
Ik had namelijk last van vervelende z-wobble. En hoewel ik de assen al eens vervangen had door kaarsrechte 5mm draadstangen, alsook van die anti z-wobble zaken geïnstalleerd waarbij de ganse x-as niet meer vasthangt aan de z-as maar erop rust http://www.thingiverse.com/thing:141479 .
Al deze alternatieven vallen in het niets vergeleken met de leadscrew, net enkel is de z-as snelheid veel beter, de z-wobble is echt volledig weg. Mijn prints zien er stukken beter uit.
- Pixelmagic
- Registratie: September 2002
- Laatst online: 26-05 19:03
Ubergeek
:strip_icc():strip_exif()/u/65598/Sothpark-Erwin-Sm2.jpg?f=community)
Ik ben wel benieuwd naar voor en na plaatjes om het verschil te kunnen zien, heb zelf ook een hephestos.Didius schreef op woensdag 10 augustus 2016 @ 12:57:
Even delen.
Ik voerde onlangs een upgrade uit aan mijn Prusa i3 Hephestos, ik plaatste 8mm leadscrews in met behulp van:
http://www.thingiverse.com/thing:1315535
Ik had namelijk last van vervelende z-wobble. En hoewel ik de assen al eens vervangen had door kaarsrechte 5mm draadstangen, alsook van die anti z-wobble zaken geïnstalleerd waarbij de ganse x-as niet meer vasthangt aan de z-as maar erop rust http://www.thingiverse.com/thing:141479 .
Al deze alternatieven vallen in het niets vergeleken met de leadscrew, net enkel is de z-as snelheid veel beter, de z-wobble is echt volledig weg. Mijn prints zien er stukken beter uit.
Mag ik vragen waar je de leadscrews hebt gekocht ?
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Ik heb het via eBay gekocht. 30cm lange 8mm leadscrew, heeft me samen met de couplers minder dan € 30 gekost. Ik zal binnenkort eens voor en na foto's maken
- Tom-Z
- Registratie: Augustus 2010
- Laatst online: 26-05 14:39
"Minder dan 30" impliceert al snel "meer dan 10". Ik denk dat je te veel hebt betaald; die dingen zijn echt héél goedkoop. leadscrew en coupler.Didius schreef op woensdag 10 augustus 2016 @ 17:18:
Ik heb het via eBay gekocht. 30cm lange 8mm leadscrew, heeft me samen met de couplers minder dan € 30 gekost. Ik zal binnenkort eens voor en na foto's maken
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 15:30
Hangt van het type coupler en lead screw af. Dat type dat in de link staat zou ik niet snel kopen. De lead screw wordt onsymetrisch geklemd. Zou dan een duurderde type nemen zoals https://nl.aliexpress.com...2114.13010608.0.51.NxuRYPTom-Z schreef op donderdag 11 augustus 2016 @ 09:03:
[...]
"Minder dan 30" impliceert al snel "meer dan 10". Ik denk dat je te veel hebt betaald; die dingen zijn echt héél goedkoop. leadscrew en coupler.
Qua leadscrew valt er weinig te zeggen. De nut kan b.v. anti-backslash zijn en dan betaal je er meer voor. Maar die in je link gebruik ik i.c.m. met 2 nuts met een veertje er tussen. Backslash heb ik nauwelijks. Voor een cnc zit ik zelf te denken aan andere lead screws. Moet je al snel denken aan €50,- per stuk.
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Tja, Aliexpress. Soms vraag ik me af hoe die chinezen daar nog winst op maken met gratis verzending en al.Tom-Z schreef op donderdag 11 augustus 2016 @ 09:03:
[...]
"Minder dan 30" impliceert al snel "meer dan 10". Ik denk dat je te veel hebt betaald; die dingen zijn echt héél goedkoop. leadscrew en coupler.
Ik heb zoals vincent_1971 aangeeft gekozen voor symmetrische couplers die de complete z-as aanpassen. Nuja in het totaal komt dit nog steeds duurder uit dan aliexpress, europese verkopers ook wat geven
Verwijderd
Ooit eens een offerte gevraagd voor IGUS Drylin anti-backlash nuts (JSRM-AB-2220-TR8x1.5, dus met een hele fijne pitch) en die waren 23 euro per stuk. Dat was me toen toch even iets te gek.
Ik gebruik nog steeds RVS M8x2 draadstangen met messing moeren voor m'n printers en op de een of andere reden gaat dat eigenlijk perfect. M'n Z-assen zijn de enige assen die me nooit problemen geven
Ik gebruik nog steeds RVS M8x2 draadstangen met messing moeren voor m'n printers en op de een of andere reden gaat dat eigenlijk perfect. M'n Z-assen zijn de enige assen die me nooit problemen geven
[ Voor 44% gewijzigd door Verwijderd op 11-08-2016 14:21 ]
:strip_icc():strip_exif()/u/569624/crop57cdca5e3392e_cropped.jpeg?f=community)
Ik heb een servo toegevoegd aan mijn x carriage, maar welke settings moeten er nu aangepast worden in marlin om de auto bed leveling werkend te krijgen, kan er maar niet achter komen wat nu waarvoor is. Zie wel een hoop dingen die met bed leveling te maken heeft, maar wil niks stuk maken door het verkeerde aan te passen.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 07:47
Wow. So Amaze.
Ik geloof dat ik een probleempje heb...
Nu snel even een nieuwe printen voor dat hij echt uit elkaar valt
Misschien had ik even de moeite moeten nemen om reserve onderdelen te printen.
Nu snel even een nieuwe printen voor dat hij echt uit elkaar valt
Misschien had ik even de moeite moeten nemen om reserve onderdelen te printen.
Verwijderd
Wat voor elektronica?ProAce schreef op donderdag 11 augustus 2016 @ 17:10:
Ik heb een servo toegevoegd aan mijn x carriage, maar welke settings moeten er nu aangepast worden in marlin om de auto bed leveling werkend te krijgen, kan er maar niet achter komen wat nu waarvoor is. Zie wel een hoop dingen die met bed leveling te maken heeft, maar wil niks stuk maken door het verkeerde aan te passen.
Een lijmpistool werkt ook wel goed om dat soort dingen tijdelijk bijelkaar te houdenPsycho_Mantis schreef op donderdag 11 augustus 2016 @ 19:48:
Ik geloof dat ik een probleempje heb...
[afbeelding]
Nu snel even een nieuwe printen voor dat hij echt uit elkaar valt
Misschien had ik even de moeite moeten nemen om reserve onderdelen te printen.
Een Tevo Tarantula met een MKS Base v1.2Verwijderd schreef op donderdag 11 augustus 2016 @ 21:28:
[...]
Wat voor elektronica?
[...]
Een lijmpistool werkt ook wel goed om dat soort dingen tijdelijk bijelkaar te houden
Verwijderd
Dat bordje heeft volgens mij maar 2 vrije pinnen (A11 en A12) en beide ondersteunen geen PWM. Je kunt dus het beste een van de pinnen van de max eindstops gebruiken. Volgens mij kun je daar rechtstreeks je servo op aansluiten (3 pinnen op de connector: 5V, Gnd en signal, net zoals een eindstop). Mits de 5V regulator van dat bord sterk genoeg is voor een servo.ProAce schreef op donderdag 11 augustus 2016 @ 22:05:
[...]
Een Tevo Tarantula met een MKS Base v1.2
Je kunt dus in pins.h bijvoorbeeld #define X_MAX_PIN -1 zetten (om de X-MAX eindstop uit te schakelen) en dan #define SERVO0_PIN pinnummer. Waarbij pinnummer dan de pin was die eerst dus X_MAX was.
[ Voor 4% gewijzigd door Verwijderd op 11-08-2016 22:39 ]
Op mijn bord heb ik twee servo headers, respectievelijk D11 en D12, waar ik de servo nu op heb zitten. Nu uitvinden wat allemaal aangezet moet worden in de software zodat ik weer kan printen.Verwijderd schreef op donderdag 11 augustus 2016 @ 22:37:
[...]
Dat bordje heeft volgens mij maar 2 vrije pinnen (A11 en A12) en beide ondersteunen geen PWM. Je kunt dus het beste een van de pinnen van de max eindstops gebruiken. Volgens mij kun je daar rechtstreeks je servo op aansluiten (3 pinnen op de connector: 5V, Gnd en signal, net zoals een eindstop). Mits de 5V regulator van dat bord sterk genoeg is voor een servo.
Je kunt dus in pins.h bijvoorbeeld #define X_MAX_PIN -1 zetten (om de X-MAX eindstop uit te schakelen) en dan #define SERVO0_PIN pinnummer. Waarbij pinnummer dan de pin was die eerst dus X_MAX was.
:strip_exif()/u/64172/crop63592a78cad19.gif?f=community)
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Kan iemand me helpen met de pro's en cons van inductive versus capacitive sensoren die kunnen helpen om het bed-levelling proces van een 3D printer te automatiseren? (of andere?)
Voorlopig heb ik
Inductive:
+ goedkoper
- enkel voor metalen oppervlakken
Capacitive
- duurder
+ werkt ook op een glas oppervlak.
Zijn er specifieke voorkeuren om het een boven het andere te verkiezen?
Verder merk ik bij die sensoren op dat het nummer steeds eindigt met BX of BY
Capacitief: LJC18A3-H-Z/BX versus LJC18A3-H-Z/BY
Inductief: LJ12A3-4-Z/BX versus LJ12A3-4-Z/BY
Wat is het verschil precies?
Voorlopig heb ik
Inductive:
+ goedkoper
- enkel voor metalen oppervlakken
Capacitive
- duurder
+ werkt ook op een glas oppervlak.
Zijn er specifieke voorkeuren om het een boven het andere te verkiezen?
Verder merk ik bij die sensoren op dat het nummer steeds eindigt met BX of BY
Capacitief: LJC18A3-H-Z/BX versus LJC18A3-H-Z/BY
Inductief: LJ12A3-4-Z/BX versus LJ12A3-4-Z/BY
Wat is het verschil precies?
- Tom-Z
- Registratie: Augustus 2010
- Laatst online: 26-05 14:39
Volgens mij heeft capacative nog een nadeel: het is niet erg precies. De hoeveelheid capacitantie kan bijvoorbeeld beinvloed worden door vocht in de lucht.
Maar ik zou je sowieso afraden om überhaupt een auto-leveling sensor te installeren. Imho is handmatig levelen gewoon handiger: het laat je Z-as niet versneld slijten, instellen van auto-leveling kost veel tijd (denk ook aan het her-caliberen van de afstand tussen sensor en nozzle) en uiteindelijk kost handmatig levelen bijna geen tijd en hoef je het (met een goedgebouwde printer) practisch nooit te doen.
Maar ik zou je sowieso afraden om überhaupt een auto-leveling sensor te installeren. Imho is handmatig levelen gewoon handiger: het laat je Z-as niet versneld slijten, instellen van auto-leveling kost veel tijd (denk ook aan het her-caliberen van de afstand tussen sensor en nozzle) en uiteindelijk kost handmatig levelen bijna geen tijd en hoef je het (met een goedgebouwde printer) practisch nooit te doen.
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Goed punt, eenmaal alles mooi geleveld dan moet ik quasi niet meer hercalibreren. Het is normaal niet de bedoeling om de printer vaak te verplaatsen, maar ik heb mijn prusa i3 toch al een paar keer verzet. Zelfs eens naar een school als demonstratie, het hercalibreren valt dan wel wat tegen.Tom-Z schreef op maandag 15 augustus 2016 @ 18:14:
Maar ik zou je sowieso afraden om überhaupt een auto-leveling sensor te installeren. Imho is handmatig levelen gewoon handiger: het laat je Z-as niet versneld slijten, instellen van auto-leveling kost veel tijd (denk ook aan het her-caliberen van de afstand tussen sensor en nozzle) en uiteindelijk kost handmatig levelen bijna geen tijd en hoef je het (met een goedgebouwde printer) practisch nooit te doen.
Als je echter de reviews/video's over van die sensoren bekijkt lijkt het wel praktisch.
Nuja, ik zit toch maar in een 'informatie-verzamelen' fase, wat meningen en details sprokkelen. Andere meningen ook welkom.
:strip_icc():strip_exif()/u/94119/358157.jpg?f=community)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Iemand hier met een form 2 of vergelijkbare printer? Ik word helemaal krankjorem van de kwaliteit van FDM. Het kan heel goed, maar is nooit constant.
Ik ben benieuwd naar de temperatuur die SLA resin printer materialen aankunnen. Formlabs zelfs geeft er weinig informatie over.
Ik ben benieuwd naar de temperatuur die SLA resin printer materialen aankunnen. Formlabs zelfs geeft er weinig informatie over.
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 26-05 16:33
:strip_icc():strip_exif()/u/407197/tweakers%2520forum.jpg?f=community)
Vriend van me heeft die staan, werkt erg goed. Is er erg over te spreken hele constante print kwaliteit. Ik heb hier zelf een Atom 3D staan. Ook een prima printer, maar omdat wij een eerdere generatie hebben is de kwaliteit niet constant. Verder wel in gebruik een erg makkelijke printer.LED-Maniak schreef op dinsdag 16 augustus 2016 @ 16:50:
Iemand hier met een form 2 of vergelijkbare printer? Ik word helemaal krankjorem van de kwaliteit van FDM. Het kan heel goed, maar is nooit constant.
Ik ben benieuwd naar de temperatuur die SLA resin printer materialen aankunnen. Formlabs zelfs geeft er weinig informatie over.
Over de temperatuur, ik weet dat de vriend van mij die de Form 2 heeft, met een materiaal ook spuitgiet mallen maakt. Schijnt "redelijk" te werken.
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
mwah, ik draai zelf een succesvolle 3d hub (3 printers 24/7 aan het werk met ruimte voor meer) en ik ga iig niet over naar resin.LED-Maniak schreef op dinsdag 16 augustus 2016 @ 16:50:
Iemand hier met een form 2 of vergelijkbare printer? Ik word helemaal krankjorem van de kwaliteit van FDM. Het kan heel goed, maar is nooit constant.
Ik ben benieuwd naar de temperatuur die SLA resin printer materialen aankunnen. Formlabs zelfs geeft er weinig informatie over.
ik gebruik Ultimaker 2+ printers, met een aangepaste feeder, en krijg constante, strakke kwaliteit. draai prints van 70+ uur zonder daar een seconde over te twijfelen...
wat ik wel zie bij "concurrenten" is dat de goedkopere printers gewoon heel veel aandacht nodig hebben.. die zijn leuk voor zo nu en dan, maar om daar 24/7 op te draaien, of een constante kwaliteit.. nee dat gaat gewoon stuk.. of heeft teveel onderhoud nodig..
heb naar die resin printers gekeken maar ze zijn duur in aanschaf en duur in gebruik.. een 70 uur print kost bij mij rond de 70 euro, en dan loop ik zelf weg met een gezonde winst. als ik overga naar SLA dan moet ik echt vele malen meer rekenen..
neem dan nog even de giftigheid van het spul en alle extra handelingen.. dan zeg ik nee bedankt..
als je nu geen constante kwaliteit krijgt, dan moet je een betere printer kopen of hem beter onderhouden..
maar dat is eigenlijk voor alle printers zo.. ze hebben onderhoud nodig en je moet weten hoe je ermee omgaat... je kunt nog zo'n goede printer hebben.. als je hem mishandelt.. jammer..jctjepkema schreef op dinsdag 16 augustus 2016 @ 16:59:
[...]
Vriend van me heeft die staan, werkt erg goed. Is er erg over te spreken hele constante print kwaliteit. Ik heb hier zelf een Atom 3D staan. Ook een prima printer, maar omdat wij een eerdere generatie hebben is de kwaliteit niet constant. Verder wel in gebruik een erg makkelijke printer.
Over de temperatuur, ik weet dat de vriend van mij die de Form 2 heeft, met een materiaal ook spuitgiet mallen maakt. Schijnt "redelijk" te werken.
60 TB can not be enough
Er zit nog wel een fundamenteel verschil tussen FDM en SLA. Qua nauwkeurigheid maar ook de materialen die door bijvoorbeeld DSM geproduceerd worden(op werk gebruiken we 3D print kunststof dat >200 graden aankan). Bepaalde features en feature size zit er een flink verschil tussen.
Ik kom alleen zeer weinig informatie tegen over mensen die ook DSM materialen hebben gebruikt of hun printer hebben omgebouwd voor <365nm UV wat nog meer mogelijkheden geeft.
Zelf heb ik nog geen printer maar wel eea. laten maken via 3DHubs. Verschillende ultimakers en andere machines maar FDM is het tot nu toe nog 'net niet'. PLA heb ik zeer mooie prints van ontvangen alleen die breken snel of trekken krom als je ze in de zon zet.
Ik kom alleen zeer weinig informatie tegen over mensen die ook DSM materialen hebben gebruikt of hun printer hebben omgebouwd voor <365nm UV wat nog meer mogelijkheden geeft.
Zelf heb ik nog geen printer maar wel eea. laten maken via 3DHubs. Verschillende ultimakers en andere machines maar FDM is het tot nu toe nog 'net niet'. PLA heb ik zeer mooie prints van ontvangen alleen die breken snel of trekken krom als je ze in de zon zet.
[ Voor 22% gewijzigd door LED-Maniak op 17-08-2016 09:36 ]
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
ik print met alle colorfabb materialen, van PLA tot en met HT.. HT kan tot 110 graden aan.. zie ook www.colorfabb.com .. ik wil best een keer een nette print voor je maken..LED-Maniak schreef op woensdag 17 augustus 2016 @ 09:34:
Er zit nog wel een fundamenteel verschil tussen FDM en SLA. Qua nauwkeurigheid maar ook de materialen die door bijvoorbeeld DSM geproduceerd worden(op werk gebruiken we 3D print kunststof dat >200 graden aankan). Bepaalde features en feature size zit er een flink verschil tussen.
Ik kom alleen zeer weinig informatie tegen over mensen die ook DSM materialen hebben gebruikt of hun printer hebben omgebouwd voor <365nm UV wat nog meer mogelijkheden geeft.
Zelf heb ik nog geen printer maar wel eea. laten maken via 3DHubs. Verschillende ultimakers en andere machines maar FDM is het tot nu toe nog 'net niet'. PLA heb ik zeer mooie prints van ontvangen alleen die breken snel of trekken krom als je ze in de zon zet.
60 TB can not be enough
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 26-05 16:33
< 365nm zal erg moeilijk worden Ik weet dat een aantal bedrijven inclusief ikzelf bezig zijn met UV-LED's in deze projectoren. Wij draaien tot nu toe zeer constant, kunnen dunnere laagdiktes aan en kunnen nu ook kleurloze materialen printen. Enig nadeel het is verschrikkelijk duur. Voor hobby gebruik niet te verantwoorden. Wij doelen ook op medische materialen.LED-Maniak schreef op woensdag 17 augustus 2016 @ 09:34:
Er zit nog wel een fundamenteel verschil tussen FDM en SLA. Qua nauwkeurigheid maar ook de materialen die door bijvoorbeeld DSM geproduceerd worden(op werk gebruiken we 3D print kunststof dat >200 graden aankan). Bepaalde features en feature size zit er een flink verschil tussen.
Ik kom alleen zeer weinig informatie tegen over mensen die ook DSM materialen hebben gebruikt of hun printer hebben omgebouwd voor <365nm UV wat nog meer mogelijkheden geeft.
Zelf heb ik nog geen printer maar wel eea. laten maken via 3DHubs. Verschillende ultimakers en andere machines maar FDM is het tot nu toe nog 'net niet'. PLA heb ik zeer mooie prints van ontvangen alleen die breken snel of trekken krom als je ze in de zon zet.
<365nm word zeer lastig omdat onder andere de lensen die worden gebruikt voor een DMD systeem lager dan 380 niet of nauwelijks doorlaten. Lenzen die dat wel doen gaan exponentieel in prijs omhoog. LCD laat niet efficiënt onder de 450nm door, dus ook geen optie. Ik heb wel printers gezien die een oud MP3 spelertje en een chinese UV-LED gebruikten, schijnt zelfs kleurloos te kunnen printen, maar die LCD'tjes scheurden uit eindelijk allemaal omdat ze de warmte van de LED niet aankunnen. Maar zon LCDtje kost niks is een optie om zelf wat mee te maken.
EDIT: Wij draaien zelf op 405nm, Al veel betere resultaten dan een "mobiel zon" die in een normale beamer zit.
[ Voor 3% gewijzigd door jctjepkema op 17-08-2016 10:48 ]
Dat had ik met wat research inderdaad opgemerkt. Jammer!
Er zijn ontzettend veel leuke materialen van DSM die niet werken op 405nm maar wel <365m.
Ik zat te kijken naar de aanschaf van een form 2. Er zijn verschillende materialen beschikbaar alleen niemand durft heat deflection specificaties te plaatsen zo lijkt het. Ik zoek iets dat de 140 graden netjes aankan zonder te vervormen of af te brokkelen over tijd.
De DLP beamer printers zijn inderdaad leuk maar het 70+ uur draaien van zo'n warmte generator zie ik niet echt zitten.
Er zijn ontzettend veel leuke materialen van DSM die niet werken op 405nm maar wel <365m.
Ik zat te kijken naar de aanschaf van een form 2. Er zijn verschillende materialen beschikbaar alleen niemand durft heat deflection specificaties te plaatsen zo lijkt het. Ik zoek iets dat de 140 graden netjes aankan zonder te vervormen of af te brokkelen over tijd.
De DLP beamer printers zijn inderdaad leuk maar het 70+ uur draaien van zo'n warmte generator zie ik niet echt zitten.
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- S95Sedan
- Registratie: Februari 2008
- Laatst online: 11-03 02:13
Zo, zou ook mijn printer die ik hier heb staan nog toevoegen. Laatste tijd nog niet aan toegekomen maar bij deze dus.
Heb een Xyz - Da Vinci 1.0 welke inmiddels al flink omgebouwd is;

Originele direct-drive etruder;

Inmiddels heb ik hem ook omgebouwd van de standaard Da Vinci extruder naar een E3D v6 met bowden setup zodat de zware motor van de assen af is.

E3D v6 Bowden Hotend;

Eigen gemaakte layer fan;

Bowden extruder;

Verder het originele bord vervangen voor een ramps 1.4 aangezien die ermee besloot te kappen en de thermistoren compleet de verkeerde temperaturen aan gaven voor zowel de hotend als het verwarmde heatbed.
Ramps 1.4 kabels aansluiten en geleiden op het originele frame;

Ramps 1.4 bevestigingsplaat voor op het originele frame;

Meteen goed na ontwerpen en perfecte pasform na het printen;

Verder moesten de optische eindstops een aantal weerstanden hebben zodat deze zouden werken, daar een bordje voor gemaakt;

Beide bordjes en alle kabels netjes aangesloten;

Heb een Xyz - Da Vinci 1.0 welke inmiddels al flink omgebouwd is;
Originele direct-drive etruder;
Inmiddels heb ik hem ook omgebouwd van de standaard Da Vinci extruder naar een E3D v6 met bowden setup zodat de zware motor van de assen af is.
E3D v6 Bowden Hotend;
Eigen gemaakte layer fan;
Bowden extruder;
Verder het originele bord vervangen voor een ramps 1.4 aangezien die ermee besloot te kappen en de thermistoren compleet de verkeerde temperaturen aan gaven voor zowel de hotend als het verwarmde heatbed.
Ramps 1.4 kabels aansluiten en geleiden op het originele frame;
Ramps 1.4 bevestigingsplaat voor op het originele frame;
Meteen goed na ontwerpen en perfecte pasform na het printen;
Verder moesten de optische eindstops een aantal weerstanden hebben zodat deze zouden werken, daar een bordje voor gemaakt;
Beide bordjes en alle kabels netjes aangesloten;
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Nice, waarom heb je voor de xyz gekozen?S95Sedan schreef op vrijdag 19 augustus 2016 @ 23:05:
[...]
Heb een Xyz - Da Vinci 1.0 welke inmiddels al flink omgebouwd is
[...]
Moet je geen koeling voorzien op je RAMPS bord?
Eindelijk dit op foto vastgelegd. Vooral in witte PLA was de z-wobble zeer zichtbaar:Pixelmagic schreef op woensdag 10 augustus 2016 @ 17:08:
[...]
Ik ben wel benieuwd naar voor en na plaatjes om het verschil te kunnen zien, heb zelf ook een hephestos.

Ontwerp is mijn zelfgemaakte Leitz paper size adjuster op Thingiverse.
Ik vind het verschil vrij spectaculair. Samen met de veel verbeterde z-as snelheid is dit een mooie upgrade
- S95Sedan
- Registratie: Februari 2008
- Laatst online: 11-03 02:13
Thanks, heb voor deze gekozen omdat ik die toen vrij goedkoop kon kopen, printer+4pakken filament was toen +- 350euro, ook m'n eenste printer.Didius schreef op zaterdag 20 augustus 2016 @ 11:55:
[...]
Nice, waarom heb je voor de xyz gekozen?
Moet je geen koeling voorzien op je RAMPS bord?
[...]
Eindelijk dit op foto vastgelegd. Vooral in witte PLA was de z-wobble zeer zichtbaar:
[afbeelding]
Ontwerp is mijn zelfgemaakte Leitz paper size adjuster op Thingiverse.
Ik vind het verschil vrij spectaculair. Samen met de veel verbeterde z-as snelheid is dit een mooie upgrade
Inmiddels ben ik wel bezig met een nieuwe aan het bouwen tekenen in solidworks. Voornamelijk omdat deze die ik nu heb toch een budget printer blijft en daarmee tegen limieten/kleine printfoutjes aan loop die niet eruit gewerkt kunnen worden.
Nieuwe wordt een volledig aluminium frame met 300x400 heatbed (2 zones van 200x300), kogelomloopspindels en lineare geleiding, dual e3d v6 met een ultimaker style bovenframe waar in plaats van de 8mm rails 12mm rails in komen om te compenseren voor het bredere oppervlakte van het heatbed.
--
Ramps koeling staat in de planning, het wachten was op een aantal fans uit hongkong, zijn vandaag binnen gekomen dus ook daar kan iets voor getekend worden.
--
Ontwerp zien er netjes uit, ook een stuk beter vergeleken met de eerste print.
[ Voor 3% gewijzigd door S95Sedan op 20-08-2016 22:04 ]
- Bladeslayer
- Registratie: Mei 2005
- Laatst online: 26-05 22:50
:strip_icc():strip_exif()/u/145321/dirkjan.jpg?f=community)
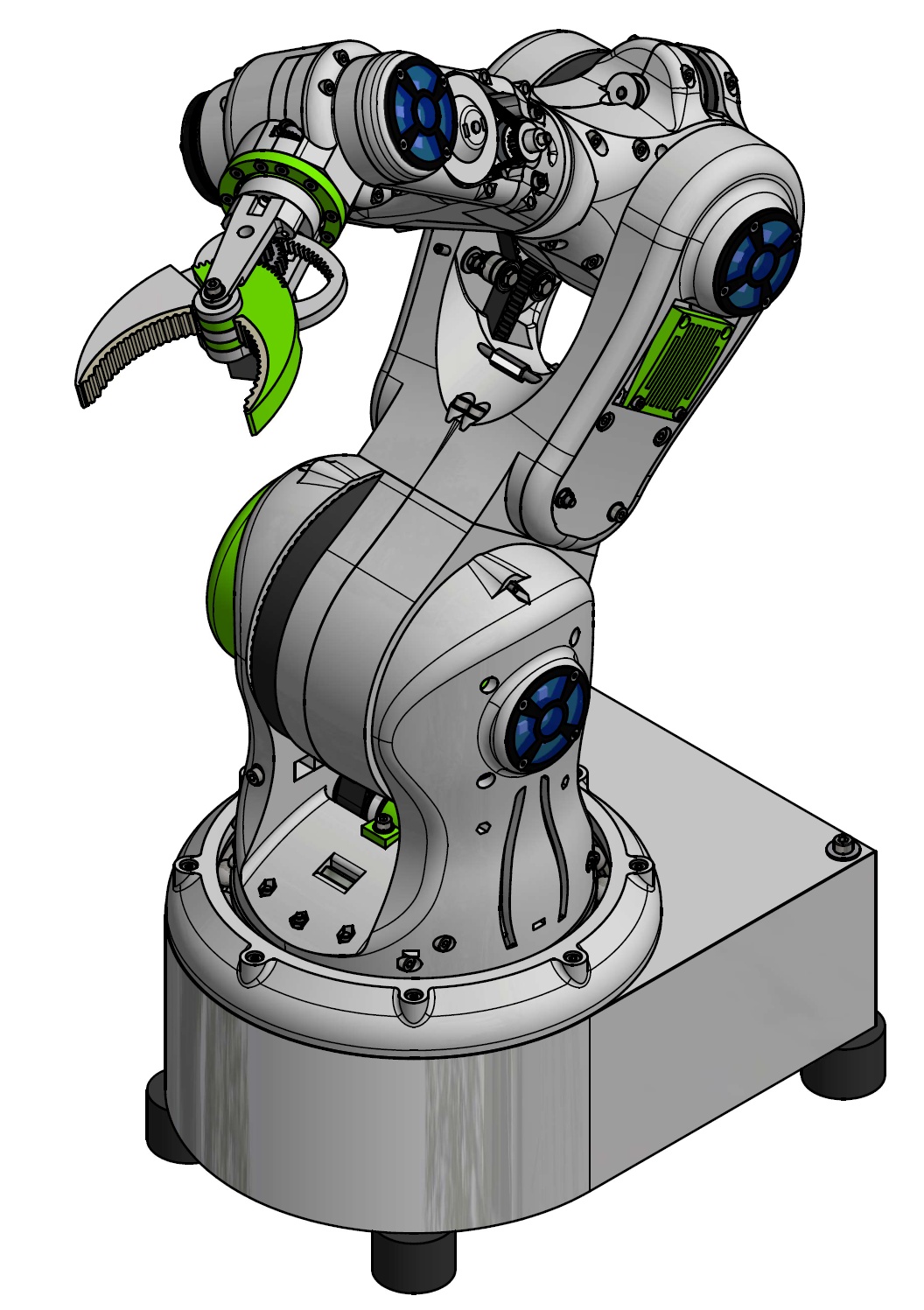
Update!Bladeslayer schreef op maandag 30 mei 2016 @ 22:28:
Recentelijk begonnen aan een nieuw projectje
6 assige robot arm! Basis ontwerp komt van deze beste man: http://chaozlabs.blogspot.nl/ Maar ben wel bezig met eigen optimalisaties voor de lagerpassingen etc!
CAD ontwerp (door chaozlabs)
[afbeelding]
Tot heden het resultaat:
[afbeelding]
De boel grotendeels geassembleerd met lagers. Timing belts moeten er nog in worden gemonteerd.
[afbeelding]
De boel is geprint op een Craftbot Plus met Simplify3D als slicer
Binnenwerk is ook mooi staaltje ontwerp:
[afbeelding]
Het mechanisch gedeelte gaat geen probleem opleveren. Tot aan de stappenmotor controller is het allemaal goed te doen. Daarna wordt het wat spannender met de aansturing van het geheel!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Nog steeds druk bezig om de drivetrain mooi lopend te krijgen. Al een stuk verder ondertussen.
Twee van de 6 assen zijn gereed ondertussen
Rotatie van het geheel:
Rotatie van de "onderarm"
Vooral de onderarm is een leuke, in de behuizing zitten 8 lagers, en moet natuurlijk spelingsvrij worden gemonteerd.

Ik moet nog een paar timing belt spanners maken, en dan kan kunnen de armen ook bewegen! Volgende stap is om overal absolute encoders erin te zetten. Dan gaan bedenken hoe ik de boel ga aansturen
www.frees-it.com
Heb een probleem met mn Prusa i3. Krijg mn Z axis totaal niet goed.
De leadscrews zijn M5, en zou volgens de calculator 4000 steps moeten zijn (gelet op juiste driver etc.)
Op het moment dat ik 3dbenchy print zou van bovenkant het 48mm moeten zijn.
Bij mn eerste print kom ik uit op 54.27mm.
Als ik dat terug reken tov huidige steps kom ik op +/-3600 steps uit.
Om maar te proberen dus eens de steps terug gezet hierop, maar nu kom ik alsnog op 52.27mm uit.
Iemand enig idee waarom mn Z axis zoveel afwijkt? Kan het zijn dat mn vref van de driver te laag is? Ik zou dan eigenlijk rare geluiden verwachten, maar helaas.
Tijdens printen geeft deze overigens netjes de juiste aantal layers aan (bijv 480 bij 0.1mm en 240 bij 0.2mm).
De leadscrews zijn M5, en zou volgens de calculator 4000 steps moeten zijn (gelet op juiste driver etc.)
Op het moment dat ik 3dbenchy print zou van bovenkant het 48mm moeten zijn.
Bij mn eerste print kom ik uit op 54.27mm.
Als ik dat terug reken tov huidige steps kom ik op +/-3600 steps uit.
Om maar te proberen dus eens de steps terug gezet hierop, maar nu kom ik alsnog op 52.27mm uit.
Iemand enig idee waarom mn Z axis zoveel afwijkt? Kan het zijn dat mn vref van de driver te laag is? Ik zou dan eigenlijk rare geluiden verwachten, maar helaas.
Tijdens printen geeft deze overigens netjes de juiste aantal layers aan (bijv 480 bij 0.1mm en 240 bij 0.2mm).
Je weet zeker dat hij nu op 3600 steps staat , vind het nogal raar dat hij op precies dezelfde hoogte komt.
https://www.twitch.tv/3divo
Ondertussen heb ik mijn form 2 binnen. Prachtige prints komen daar uit zeg! 
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
hoe lang duurt nou een beetje zo'n print? laten we zeggen 10 bij 10 bij 10?LED-Maniak schreef op dinsdag 23 augustus 2016 @ 20:57:
Ondertussen heb ik mijn form 2 binnen. Prachtige prints komen daar uit zeg!
60 TB can not be enough
- HomegrownBGP
- Registratie: September 2005
- Niet online
Heel vet! Waar heb je de 3D tekeningen vandaan? Ik kan ze zo 123 niet vinden op het blog dat je in je vorige post noemt. Ben zelf nu ook wel geinteresseerd hahaBladeslayer schreef op zondag 21 augustus 2016 @ 20:17:
[...]
Update!
Nog steeds druk bezig om de drivetrain mooi lopend te krijgen. Al een stuk verder ondertussen.
Twee van de 6 assen zijn gereed ondertussen
Rotatie van het geheel:
[video]
Rotatie van de "onderarm"
[video]
Vooral de onderarm is een leuke, in de behuizing zitten 8 lagers, en moet natuurlijk spelingsvrij worden gemonteerd.
[afbeelding]
Ik moet nog een paar timing belt spanners maken, en dan kan kunnen de armen ook bewegen! Volgende stap is om overal absolute encoders erin te zetten. Dan gaan bedenken hoe ik de boel ga aansturen
{kind=link}
- 19roland70
- Registratie: Augustus 2013
- Laatst online: 19-05 17:39
Als ik in slic3r bij layer height 0.3 invul gaat dit dan ten koste van de nauwkeurigheid van openingen ?
probleem is eigenlijk dat de print die ik wil maken niet helemaal nauwkeurig hoeft te zijn , alleen 2 lager passingen.
Als ik op 0.2 laaghoogteprint duurt het 8 uur, met 0.3 maar 4 uur.
Nu meteen maar de volgende vraag : Wat gebruiken jullie als laaghoogte en perimeterdikte voor een snelle maar nette print?
probleem is eigenlijk dat de print die ik wil maken niet helemaal nauwkeurig hoeft te zijn , alleen 2 lager passingen.
Als ik op 0.2 laaghoogteprint duurt het 8 uur, met 0.3 maar 4 uur.
Nu meteen maar de volgende vraag : Wat gebruiken jullie als laaghoogte en perimeterdikte voor een snelle maar nette print?
Een onderdeel van 6.5 ✕ 2.8 ✕ 3.9 cm doet hij 2.5 uur over. Ook al heel het build platform gevuld(14x14cm) met poppetjes van 5cm hoog en dat duurde 10 uur.KorneelB schreef op donderdag 25 augustus 2016 @ 09:59:
[...]
hoe lang duurt nou een beetje zo'n print? laten we zeggen 10 bij 10 bij 10?
Het is wel even leren hoe supports te plaatsen en de orientatie van de parts maar als dat goed is komen er echt mooie dingen uit. Zijn ondertussen ook al weer heel veel extra materialen beschikbaar.
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
tja.. zit zelf te denken aan mijn hub of te verkopen, of uit te bereiden.. heb zelf nu een viertal UM2+ printers draaien met een berg verbeteringen en dat draait prima winstgevend.. nog een paar orders en dan zit ik op MasterLED-Maniak schreef op zondag 28 augustus 2016 @ 10:44:
[...]
Een onderdeel van 6.5 ✕ 2.8 ✕ 3.9 cm doet hij 2.5 uur over. Ook al heel het build platform gevuld(14x14cm) met poppetjes van 5cm hoog en dat duurde 10 uur.
Het is wel even leren hoe supports te plaatsen en de orientatie van de parts maar als dat goed is komen er echt mooie dingen uit. Zijn ondertussen ook al weer heel veel extra materialen beschikbaar.
maar zit al lang te denken over een resin of een andere printer voor erbij.. ik heb binnenkort een 50X50X50 FDM erbij maar zal ik investeren in een resin of iets dergelijks..
zeker omdat ik bij een goed bod ook best mijn hub wil verkopen.. twijfel twijfel
60 TB can not be enough
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
ik weet niet wat voor printer je hebt, maar 0.3 is met een 0.4 nozzle al best wat plastic.. dan moet je een nette printer hebben wil je dat er goed uitkrijgen..19roland70 schreef op zondag 28 augustus 2016 @ 10:32:
Als ik in slic3r bij layer height 0.3 invul gaat dit dan ten koste van de nauwkeurigheid van openingen ?
probleem is eigenlijk dat de print die ik wil maken niet helemaal nauwkeurig hoeft te zijn , alleen 2 lager passingen.
Als ik op 0.2 laaghoogteprint duurt het 8 uur, met 0.3 maar 4 uur.
Nu meteen maar de volgende vraag : Wat gebruiken jullie als laaghoogte en perimeterdikte voor een snelle maar nette print?
60 TB can not be enough
- 19roland70
- Registratie: Augustus 2013
- Laatst online: 19-05 17:39
ik heb een corexy , meestal print ik 0,2 of 0,1 met een 0.4 nozzle.KorneelB schreef op zondag 28 augustus 2016 @ 14:06:
[...]
ik weet niet wat voor printer je hebt, maar 0.3 is met een 0.4 nozzle al best wat plastic.. dan moet je een nette printer hebben wil je dat er goed uitkrijgen..
Probleem is eigenlijk de tijd.
resin is geheel andere koek dan FDM. Zoek alle kosten maar eens bij elkaar en maak dan de berekening van je winst. Valt tegen hoor(niet om je te ontmoedingen omdat ik ook een hub heb maar ik schrok er zelf even van toen ik echt alle kosten erbij had: resin, trays, schoonmaakmiddelen, tijd, extra equipment).KorneelB schreef op zondag 28 augustus 2016 @ 13:35:
[...]
tja.. zit zelf te denken aan mijn hub of te verkopen, of uit te bereiden.. heb zelf nu een viertal UM2+ printers draaien met een berg verbeteringen en dat draait prima winstgevend.. nog een paar orders en dan zit ik op Master
maar zit al lang te denken over een resin of een andere printer voor erbij.. ik heb binnenkort een 50X50X50 FDM erbij maar zal ik investeren in een resin of iets dergelijks..
zeker omdat ik bij een goed bod ook best mijn hub wil verkopen.. twijfel twijfel
Als ik mijn uren reken is mijn hub niet winstgevend. Verre van. Maar gelukkig hobby ik veel.
Komen eind van het jaar weer een aantal leuke printers aan trouwens. Als ze hun belofte kunnen waarmaken tenminste..
Mooi aantal reviews in je hub trouwens! Ik heb net mijn eerste order gedaan.
[ Voor 3% gewijzigd door LED-Maniak op 28-08-2016 16:19 ]
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
mjah, wat ik zeg, zit te denken om dat als extra dienst aan te bieden.. voor mij is t ook hobby.. dus van belang dat ik alle centen die ik verdien weer erin terugpomp om vriendjes te blijven met de belastingLED-Maniak schreef op zondag 28 augustus 2016 @ 16:16:
[...]
resin is geheel andere koek dan FDM. Zoek alle kosten maar eens bij elkaar en maak dan de berekening van je winst. Valt tegen hoor(niet om je te ontmoedingen omdat ik ook een hub heb maar ik schrok er zelf even van toen ik echt alle kosten erbij had: resin, trays, schoonmaakmiddelen, tijd, extra equipment).
Als ik mijn uren reken is mijn hub niet winstgevend. Verre van. Maar gelukkig hobby ik veel.
Komen eind van het jaar weer een aantal leuke printers aan trouwens. Als ze hun belofte kunnen waarmaken tenminste..
Mooi aantal reviews in je hub trouwens! Ik heb net mijn eerste order gedaan.
maar ik zie de kosten en dat kan je gewoon niet winstgevend krijgen..
dan moet je echt heel hoge kosten gaan rekenen.. dus ik sla denk ik over..
maar uhm, leuke printers? hoe bedoel je?
60 TB can not be enough
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
als iemand dat overigens wil, dan heb ik nog een berg met allerlei verschillende rollen 2.85MM filament liggen die tegen een dumpprijs weg mogen... ik gebruik ze niet meer.. iemand interesse?
60 TB can not be enough
- jobr
- Registratie: Januari 2009
- Laatst online: 26-07-2025
Ik ben op zoek naar een luchtdichte doos waar 1 rol filament in past (dus niet een hele serie). Deze wil ik gebruiken om de printer te voeden. Dan hoef ik niet elke keer de rol op te ruimen in een luchtdichte zak.
Soort gelijk idee als
Moet wel een normale rol in passen van circa 20 cm.
Iemand misschien een tip?
Soort gelijk idee als
Moet wel een normale rol in passen van circa 20 cm.
Iemand misschien een tip?
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 07:47
Wow. So Amaze.
Bij ikea hebben ze zat dozen waar het in moet passen. Zij misschien niet 100% luchtdicht, maar er zal echt geen stof inkomen.jobr schreef op woensdag 31 augustus 2016 @ 20:38:
Ik ben op zoek naar een luchtdichte doos waar 1 rol filament in past (dus niet een hele serie). Deze wil ik gebruiken om de printer te voeden. Dan hoef ik niet elke keer de rol op te ruimen in een luchtdichte zak.
Soort gelijk idee als [afbeelding]
Moet wel een normale rol in passen van circa 20 cm.
Iemand misschien een tip?
{kind=link}
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
ik zie niet echt het nut van dat luchtdicht verpakken tijdens het printen.. ik verpak bijna niks luchtdicht.. en daar merk je echt pas na een jaar iets van..jobr schreef op woensdag 31 augustus 2016 @ 20:38:
Ik ben op zoek naar een luchtdichte doos waar 1 rol filament in past (dus niet een hele serie). Deze wil ik gebruiken om de printer te voeden. Dan hoef ik niet elke keer de rol op te ruimen in een luchtdichte zak.
Soort gelijk idee als [afbeelding]
Moet wel een normale rol in passen van circa 20 cm.
Iemand misschien een tip?
60 TB can not be enough
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 15:48
/u/308442/DRUNKEN%2520SAILOR%2520forum.JPG?f=community)
Hangt van het materiaal af.... PLA kan hier namelijk erg veel last van hebben, je kan helaas dus niet zeggen dat het geen nut heeft.KorneelB schreef op donderdag 01 september 2016 @ 14:19:
[...]
ik zie niet echt het nut van dat luchtdicht verpakken tijdens het printen.. ik verpak bijna niks luchtdicht.. en daar merk je echt pas na een jaar iets van..
Ik heb rollen waar je er last van had en rollen waar ik er minder last van had. Maar een Jaar is sws te lang om er wat van te merken, die vocht balans is veel sneller verstoord.
Verwijderd
Ga maar proberen Nylon te printen.KorneelB schreef op donderdag 01 september 2016 @ 14:19:
[...]
ik zie niet echt het nut van dat luchtdicht verpakken tijdens het printen.. ik verpak bijna niks luchtdicht.. en daar merk je echt pas na een jaar iets van..
- jobr
- Registratie: Januari 2009
- Laatst online: 26-07-2025
Ik heb ook al een jonge rol die is "aangetast" door vocht. Dus als ik dat met een simpele oplossing kan voorkomen.KorneelB schreef op donderdag 01 september 2016 @ 14:19:
[...]
ik zie niet echt het nut van dat luchtdicht verpakken tijdens het printen.. ik verpak bijna niks luchtdicht.. en daar merk je echt pas na een jaar iets van..
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Let op:
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.