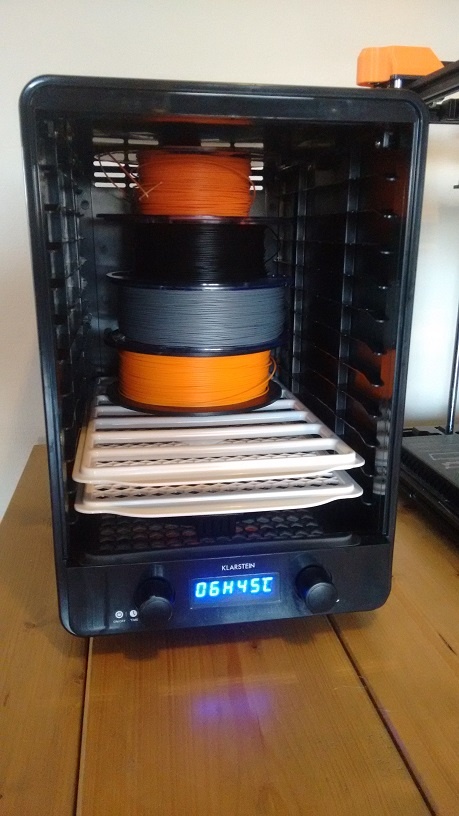
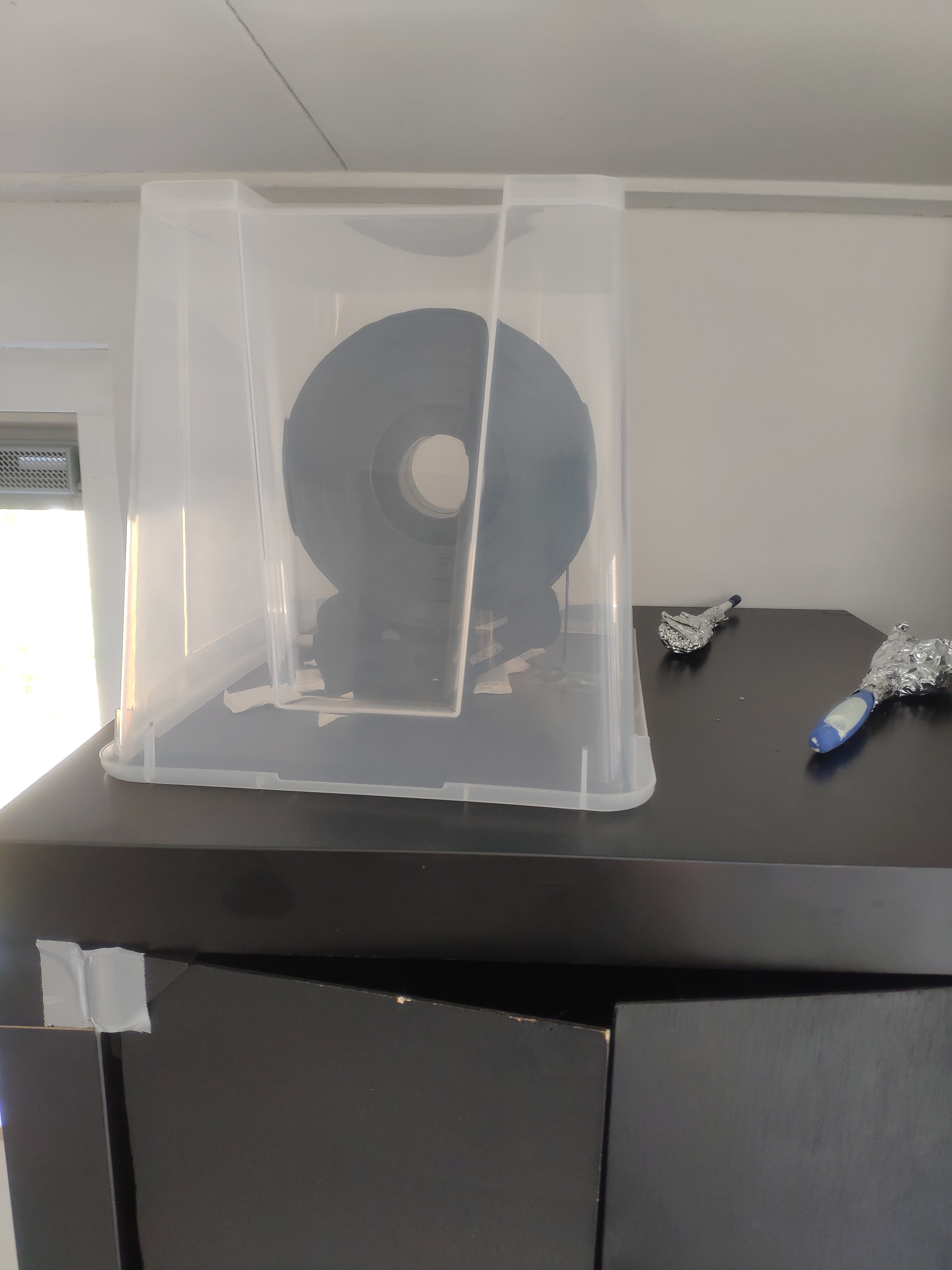
Ik heb de gok gewaagd en de voedseldroger gekocht.
Het was even spannend of er een rol filament in zou passen, de fruitcube zelf is 26 cm breed, een rol filament ongev 20 cm. Helaas stonden er online geen inhoud afmetingen van de fruitcube en heb ik hem dus op de gok gekocht.
De gok is gelukkig goed afgelopen, ik kan er maximaal 8 rollen 1kg filament in kwijt. Het heeft mijn voorkeur om er 6 rollen in te stoppen, dan heb je boven in nog een beetje de ruimte voor wat lucht circulatie en om een flink aantal droge pit zakjes of silica gel zakjes te drogen.
Ik ben al bezig met een nodemcu boardje met 4 x een dht22 om op 4 plekken in de fruitcube de temp en luchtvochtigheid te monitoren, lijkt me interresant om te zien.
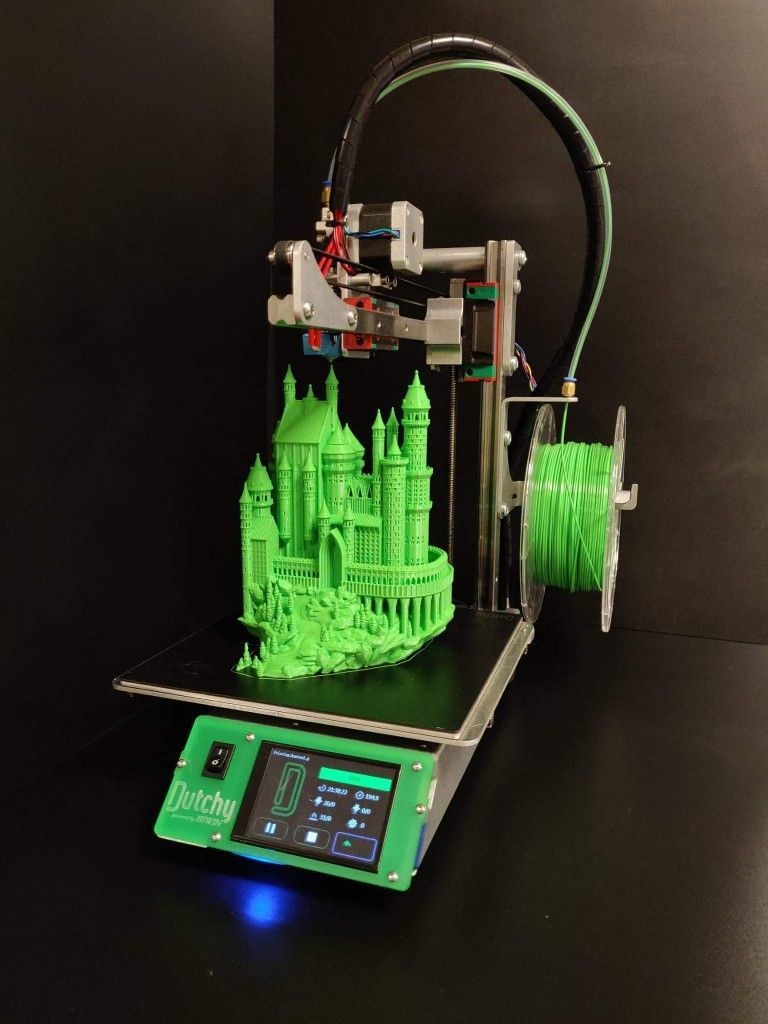
Ik heb nog niet geprint, met de rollen na het drogen dus het resultaat kan ik nog niet laten zien.
Wel ben ik er zelf ook inmiddels achter dat rollen die te lang aan de printer hangen er echt op achteruit gaan, dus ik ben zelf heel benieuwd of een rol na flink wat uurtjes in de droger weer print als een verse rol net uit de vacuum verpakking.
Wat betreft het materiaal, het is wel heel erg plastic fantastic en er zijn ook hele mooie rvs modellen.
Ik zat er over te twijfelen, maar de verhouding tot de aankoop prijs van een ender 5 loopt dan wel erg raar.
Of dit model het lang uithoud, we zullen zien.
De amazon link :
https://www.amazon.de/-/n...tle_o01_s00?ie=UTF8&psc=1
:strip_exif()/f/image/VGzZSyxKHB5e4andbxUJVkgE.jpg?f=fotoalbum_large)





:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
/u/300076/crop59b52708c822b_cropped.png?f=community)
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)

:strip_icc():strip_exif()/u/153335/crop57344014408d9.jpeg?f=community)
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
:strip_icc():strip_exif()/u/300524/fc-60x60-white.jpg?f=community)
/u/92491/crop55e2f2e07537a_cropped.png?f=community)
:strip_exif()/u/3393/cad-comic.gif?f=community)
:strip_exif()/u/25150/Gizzbril.gif?f=community)
:strip_icc():strip_exif()/u/208430/3f5a00acf72df93528b6bb7cd0a4fd0c.jpeg?f=community)
:strip_icc():strip_exif()/u/963135/crop5df2a764f35b9_cropped.jpeg?f=community)
:strip_icc():strip_exif()/u/341137/crop5955fc64acc1d_cropped.jpeg?f=community)
/u/40371/pino.JPG?f=community)
:strip_icc():strip_exif()/u/408498/crop5e9315d49f8d7.jpeg?f=community)


:strip_icc():strip_exif()/u/126190/crop5fc11d4b9dbf2_cropped.jpeg?f=community)
:strip_exif()/u/274915/Untitled-2.gif?f=community)

:strip_icc():strip_exif()/u/621254/crop65bb78805ceb7_cropped.jpg?f=community)
:strip_exif()/u/300631/crop58dc288e376c7_cropped.gif?f=community)


:strip_icc():strip_exif()/u/1260596/crop674b59f987763_cropped.jpg?f=community)
{kind=link}
{kind=link}