Het werkt ook prima met ABS.
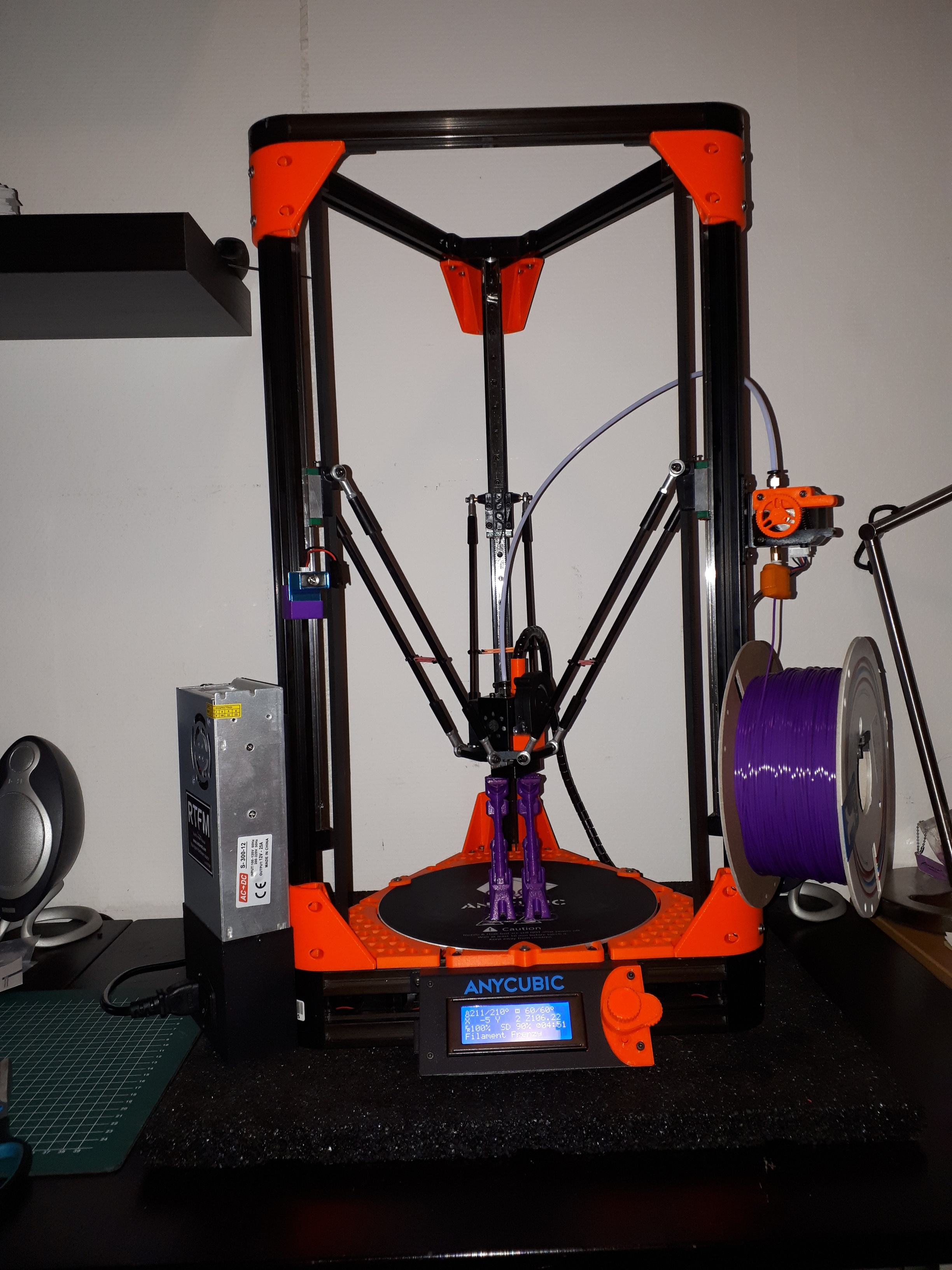
Ik ben nu onderdelen aan het printen voor de Voron 2.1 op mijn AnyCubic 4Max en doe dit gelijk in ABS (ipv PETG of PLA). Het bed is een AnyCubic Ultrabase en ik kan eigenlijk zonder te kijken gewoon een print starten. Eerste laag is perfect, geen last van warping (printer is gesloten) en na het printen pluk ik ze er zo vanaf (uiteraard na afkoelen).
Ik gebruik hierbij trouwens wel eSun ABS+. Kleine rollertjes van 250gr bij Hobbyking vandaan. Dat spul print heerlijk. De rollen zijn wel iets van €6/stuk, dus in principe ben je wel iets duurder uit dan een rol van 1kg.
Per rol kan ik toch wel een goed aantal onderdelen printen, maar dat komt ook doordat ik heel erg weinig foute prints heb nu.
Gisteren heb ik wel voor het eerst de filament runout sensor geprobeerd. Ik wist dat er niet genoeg filament was om de onderdelen te laten printen, maar toch gewoon gestart. Eenmaal dat de sensor werd getriggered, stopte de printer en koelde de hotend af. Een paar klikken en seconden wachten tot de hotend op temperatuur was, nieuw rolletje filament pakken en weer gaan.
Je ziet wel dat er een klein lijntje mist, maar voor printer-onderdelen vind ik het niet erg.
:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)

:strip_icc():strip_exif()/u/46872/volume-s.jpg?f=community)
/u/18936/crop6402808ba605b.png?f=community)
:strip_icc():strip_exif()/u/70459/crop5cf63c113d06c_cropped.jpeg?f=community)

/u/94971/crop5aba2724afcca_cropped.png?f=community)
:strip_icc():strip_exif()/u/153335/crop57344014408d9.jpeg?f=community)
:strip_icc():strip_exif()/u/408498/crop5e9315d49f8d7.jpeg?f=community)
:strip_icc():strip_exif()/u/339136/crop63ec8b9a32c40_cropped.jpg?f=community)
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)
:strip_icc():strip_exif()/u/331265/forumfok.jpg?f=community)

/u/143137/crop5d1c4f96268ca_cropped.png?f=community)


:strip_icc():strip_exif()/u/377621/crop5b66f9414f4bf_cropped.jpeg?f=community)




:strip_icc():strip_exif()/u/798467/crop5b9fbfb160cd0_cropped.jpeg?f=community)


:strip_icc():strip_exif()/u/265780/beaker.jpg?f=community)



:strip_icc():strip_exif()/u/65598/Sothpark-Erwin-Sm2.jpg?f=community)


:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
/u/34186/crop62e07d174532d_cropped.png?f=community)
/u/36460/Pancrase_Hybrid_Wrestling_logo%252060x60.png?f=community)


:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}