:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
:strip_icc():strip_exif()/u/93636/crop576ce9a2030cf_cropped.jpeg?f=community)
Als je nog even geduld hebt kan ik daar binnenkort over posten. Mijn pakket zou volgens Banggood ergens deze/volgende week binnen moeten komen. Hoogstwaarschijnlijk is dat de 2018 versie van de Tevo TornadoBeakzz schreef op maandag 16 juli 2018 @ 11:54:
Is het eigenlijk wel aan te raden tegenwoordig om een nieuw model van een printer te kopen? Zit zelf namelijk naar de Tevo Tornado te kijken en als ik dan zie wat voor revisies er al zijn dan vraag ik me af of je niet gewoon een "early acces" testkonijn bent tegenwoordig als je een nieuw model koopt. Kan je dan niet beter voor een model gaan wat zich al heeft bewezen en de kinderziektes er al uit heeft gehaald bij een revisie?
En is er iemand met het 2018 model van de Tevo Tornado die zijn ervaringen met we wil delen? Begin nu echt te vaak tegen mijn bouwvolume limiet aan te lopen dus er moet iets groters komen
:strip_icc():strip_exif()/u/6764/cergorach.jpg?f=community)
Dat is het eeuwige vraagstuk met tech hard/software, of je wacht tot iets 'stabiel' is (as good as it get's) en tegen die tijd is er alweer wat nieuws/beter/goedkoper uit. Of je bent early adopter en leeft met de bugs...Beakzz schreef op maandag 16 juli 2018 @ 11:54:
Is het eigenlijk wel aan te raden tegenwoordig om een nieuw model van een printer te kopen? Zit zelf namelijk naar de Tevo Tornado te kijken en als ik dan zie wat voor revisies er al zijn dan vraag ik me af of je niet gewoon een "early acces" testkonijn bent tegenwoordig als je een nieuw model koopt. Kan je dan niet beter voor een model gaan wat zich al heeft bewezen en de kinderziektes er al uit heeft gehaald bij een revisie?
Het probleem is dat bij veel 3D printers is dat je eigenlijk meer geld/tijd kwijt bent aan het ding te rebuilden om het naar een enigszins redelijk niveau te dragen.
Wat ik zelf heb gedaan is kijken welke mankementen er bekend zijn per model en dan kijken hoeveel die kosten om op te lossen en die dien je dan bij de prijs van de printer te rekenen... Sommige zaken zijn gewoon niet simpel op te lossen en is het gewoon beter om niet te gaan voor zo een model.
Ik zou dan ook zeker niet voor het allereerste model gaan, maar zeker ook niet wachten totdat alle bugs zijn opgelost. Pak ~1.5 maand na release, twee weken voordat de meeste reviewers iets binnen hebben en dan een maand stresstest door dezelfde reviewers voordat ze hun oordeel geven. Dan heb je aardig inzicht of iets wel wat is, wat goed is en wat niet. En natuurlijk wat het je gaat kosten om al die 'bugs' te fixen.
Wat ik me dan af zit te vragen is of het nuttig is om een €50-€100+ Extruder op een €180 printer te zetten... En al die Youtubers die zeggen dat het niet duur is om een onderdeeltje te vervangen voor $10-$15, als je meerdere van dergelijke fixes moet uitvoeren begint het aardig aan te tikken bij zo een cheapo printer.
Wat ik echter begin te proeven is dat bij een aantal leveranciers ze relatief goede goedkope modellen neerzetten, welke je aardig kan upgraden en dan nog steeds beter zijn dan de originele aanschaf plus 'bug fixes'. Volgens mij was dat een half jaar geleden toch echt heel anders. Toen kon je beter je geld besparen en gewoon een duurder model kopen ipv. een 'Lemon' proberen te fixen...
De Teevo Tornado is trouwens ~€70 goedkoper dan een Creality CR-10(s) van wat ik op Ali zag. En wat ik van reviews heb gezien is de Tornado een betere keuze. Ik vond deze heel verhelderend (3DMN): YouTube: Tevo Tornado 3D Printer Review
- Sme4gle
- Registratie: Oktober 2014
- Laatst online: 22-05 15:29
De Tornado een betere keuze dan de CR10S? dit ligt eraan wat je zelf nodig hebt denk ik. Op de Tornado zit bijvoorbeeld geen powerloss-resume of filament sensor. Daarnaast heeft de Tornado volgensmij ook geen dual Z as waardoor je last gaat krijgen van een doorhangende X balk. Als je deze upgrades zelf op je printer zet ben je uiteindelijk duurder uit dan die €70Cergorach schreef op maandag 16 juli 2018 @ 16:47:
De Teevo Tornado is trouwens ~€70 goedkoper dan een Creality CR-10(s) van wat ik op Ali zag. En wat ik van reviews heb gezien is de Tornado een betere keuze. Ik vond deze heel verhelderend (3DMN): YouTube: Tevo Tornado 3D Printer Review
Imho is de print kwaliteit en consistentie de belangrijkste eigenschappen van een printer. Wat ik zie van de CR-10(S) in de reviews is die slechter dan van de Tornado.Sme4gle schreef op maandag 16 juli 2018 @ 17:04:
De Tornado een betere keuze dan de CR10S? dit ligt eraan wat je zelf nodig hebt denk ik. Op de Tornado zit bijvoorbeeld geen powerloss-resume of filament sensor. Daarnaast heeft de Tornado volgensmij ook geen dual Z as waardoor je last gaat krijgen van een doorhangende X balk. Als je deze upgrades zelf op je printer zet ben je uiteindelijk duurder uit dan die €70
powerloss-resume is een nice feature to have. Echter hebben we in veel gebieden in Nederland daar weinig tot bijna geen last van. Mocht het een keer voorkomen dan is wellicht je print naar zijn grootje, maar waarschijnlijk is je computer apparatuur dan eerder het haasje, ik vermoed dat je dan toch al iets als een UPS heb hangen... Maar zeker belangrijk als je het nodig verwacht...
Nee, de Tornado heeft geen dual Z-as, dat heeft de Ender 3 trouwens ook niet, maar de mensen die er al 600+ uur printen op hebben zitten hebben het er niet over. Ik kan me voorstellen dat je uiteindelijk last gaat krijgen van slijtage, maar na hoeveel uur verwacht je dat? 8500 uren (jaar constant use)? Na 25.000 uur (3 jaar)? Ik weet het niet, vandaar de vraag... ik vermoed dat de stepper motors het uiteindelijk ook gaan begeven, wat houd het langer uit? Afhankelijk van hoe lang dat duurt, is het wel/niet interessant...
[ Voor 5% gewijzigd door Cergorach op 16-07-2018 18:15 ]
- Sme4gle
- Registratie: Oktober 2014
- Laatst online: 22-05 15:29
powerloss resume is dan misschien in NL geen noodzaak. Maar google maar eens op de X-Axis sag die de cr10 best vaak schijnt te hebben. Hierdoor kan ik begrijpen dat mensen netzoals ik overwegen een CR10-S te kopen. Then again; het is allemaal persoonlijke voorkeur denk ik. Zowel de CR10, CR10S en Tornado zijn zover ik in filmpjes heb gekeken allemaal goede machines. Welke allemaal hun goede en slechte eigenschappen hebben. Zo kan ik me bijv. ook voorstellen dat mensen wel voor de Tornado gaan omdat ze dan het AC heatbed hebben welke razendsnel op temperatuur is.Cergorach schreef op maandag 16 juli 2018 @ 18:13:
Nee, de Tornado heeft geen dual Z-as, dat heeft de Ender 3 trouwens ook niet, maar de mensen die er al 600+ uur printen op hebben zitten hebben het er niet over. Ik kan me voorstellen dat je uiteindelijk last gaat krijgen van slijtage, maar na hoeveel uur verwacht je dat? 8500 uren (jaar constant use)? Na 25.000 uur (3 jaar)? Ik weet het niet, vandaar de vraag... ik vermoed dat de stepper motors het uiteindelijk ook gaan begeven, wat houd het langer uit? Afhankelijk van hoe lang dat duurt, is het wel/niet interessant...
- avenfisher
- Registratie: Juni 2014
- Laatst online: 20-05 17:13
Wat voor temperatuur printen jullie de PLA jupiter serie van 123-3d mee?
Ik had eerst PLA van hobbyking die ik op 220 printte en dit ging wel lekker, maar nu ben ik dus overgegaan op het PLA van 123-3d maar ik krijg er nog niet echt een lekker resultaat mee, heb tot nu toe geprint met temperaturen tussen de 205-210 voor layers >2 maar vooral rond de fijne stukken van een onderdeel zorgt dit voor een vrij ruwe print.
Ik had eerst PLA van hobbyking die ik op 220 printte en dit ging wel lekker, maar nu ben ik dus overgegaan op het PLA van 123-3d maar ik krijg er nog niet echt een lekker resultaat mee, heb tot nu toe geprint met temperaturen tussen de 205-210 voor layers >2 maar vooral rond de fijne stukken van een onderdeel zorgt dit voor een vrij ruwe print.
- silentkiller
- Registratie: Februari 2003
- Laatst online: 19-05 16:27
is er een reden dat je overgeschakelt bent? Ik dacht ook wat rolltjes bij HK te bestellen, lijken volgens de reacties prima te zijnavenfisher schreef op dinsdag 17 juli 2018 @ 11:47:
Wat voor temperatuur printen jullie de PLA jupiter serie van 123-3d mee?
Ik had eerst PLA van hobbyking die ik op 220 printte en dit ging wel lekker, maar nu ben ik dus overgegaan op het PLA van 123-3d maar ik krijg er nog niet echt een lekker resultaat mee, heb tot nu toe geprint met temperaturen tussen de 205-210 voor layers >2 maar vooral rond de fijne stukken van een onderdeel zorgt dit voor een vrij ruwe print.
- avenfisher
- Registratie: Juni 2014
- Laatst online: 20-05 17:13
er is niks mis mee maar de kleur die ik had was niet op voorraad in het EU magazijn dus ik dacht, ik zal eens 123-3d proberen. ga waarschijnlijk de volgende keer toch maar weer terug naar HK.silentkiller schreef op dinsdag 17 juli 2018 @ 12:49:
[...]
is er een reden dat je overgeschakelt bent? Ik dacht ook wat rolltjes bij HK te bestellen, lijken volgens de reacties prima te zijn
- Sme4gle
- Registratie: Oktober 2014
- Laatst online: 22-05 15:29
Ik heb nu 2 rollen PLA fan 123-3d liggen thuis, deze print ik op 205C met een heatbed temperatuur van 40cavenfisher schreef op dinsdag 17 juli 2018 @ 11:47:
Wat voor temperatuur printen jullie de PLA jupiter serie van 123-3d mee?
Ik had eerst PLA van hobbyking die ik op 220 printte en dit ging wel lekker, maar nu ben ik dus overgegaan op het PLA van 123-3d maar ik krijg er nog niet echt een lekker resultaat mee, heb tot nu toe geprint met temperaturen tussen de 205-210 voor layers >2 maar vooral rond de fijne stukken van een onderdeel zorgt dit voor een vrij ruwe print.
in combinatie met haarlak print dit op die manier voor mij prima.
@avenfisher Hoe lang duren die EU restocks meestal voor de standaard kleuren, zoals zwart, oranje en bruin? En hoe lang duurt het verzenden meestal vanuit het NL of UK distro centrum?
Ik zag op de review van Angus dat het redelijk goed spul is voor de prijs.
Ik zag op de review van Angus dat het redelijk goed spul is voor de prijs.
- Jaer
- Registratie: September 2004
- Laatst online: 22-05 21:59
Redelijk vergelijkbaar op een ender 2, 205c en bed op 50cSme4gle schreef op dinsdag 17 juli 2018 @ 13:47:
[...]
Ik heb nu 2 rollen PLA fan 123-3d liggen thuis, deze print ik op 205C met een heatbed temperatuur van 40c
in combinatie met haarlak print dit op die manier voor mij prima.
Hecht prima en kwaliteit is strak. Met 40c bed was het resultaat een stuk beroerder
Kijk eens bij Hobby King en ook naar de prijs daar
[ Voor 71% gewijzigd door SA007 op 19-07-2018 18:57 ]
Das veel te kort door de bocht! Kijk ook eens naar leverbaarheid van standaard kleuren 1.75mm PLA filament in de EU/UK, momenteel gewoon niet. Dus moet je of veel gaan bestellen uit Hong Kong ($150+ voor gratis verzenden), redelijk lang wachten en dan BTW en administratie kosten betalen aan de postbode.vincent_1971 schreef op donderdag 19 juli 2018 @ 16:30:
[...]
Kijk eens bij Hobby King en ook naar de prijs daar
123-3d verkoopt zijn PLA filament ook gewoon voor €19,50 + verzendkosten, zoals je hier ook kan lezen is daar een groot genoege markt voor... Wellicht wil men strijd aan gaan op service niveau? Of voorraad...
Ik ben persoonlijk ook niet zo'n fan van dozenschuivers (ik kan zelf ook direct uit China zooi halen), maar prijs is niet altijd alles. Ik betaal graag meer voor de wat duurdere filamenten aangezien die vaak meer consistente kwaliteit leveren, mooiere kleuren hebben en fijner printen. Ook is de support vaak iets beter. Ik bestel dan ook nooit de goedkoopste filamenten.vincent_1971 schreef op donderdag 19 juli 2018 @ 16:30:
[...]
Kijk eens bij Hobby King en ook naar de prijs daar
(En ook geen gerecyclede filamenten meer. Ik heb een keer Rpet besteld, wat dus gerecyclede pet is en de inter layer adhesion was echt zo belabberd. Terwijl ik dat met hun andere filamenten totaal niet heb. Goedkoop is dus ook vaak duurkoop aangezien mijn tijd ook te kostbaar (of gewoon te lui.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
:strip_icc():strip_exif()/u/407197/tweakers%2520forum.jpg?f=community)
Hoi, ik heb een vraagje over mijn Laser engraver, ik heb het volgende type:
https://nl.aliexpress.com...ae803_1&priceBeautifyAB=0
Tenminste hij lijkt hier wel op, maar toch even wat anders hier en daar. Wel de dubbele motoren voor de y as. Nu heb ik een klein probleempje wat resulteert in toch wel wat grotere problemen.
Als ik met laserGRBL de line to line tracing tool gebruik, gaat deze diagonaal ieder pad bij langs en doet hij de laser af en toe aan en uit om de juiste te graveren
Nu heb ik het volgende probleem, ik ben momenteel bezig met een printplaatje, en dat werkt erg goed. Ik grafeer de matzwarte verf en ets keurig daarna in zoutzuur met waterstof peroxide. De etsen gaan goed, zijn zeer nauwkeurig etc. Echter wanneer ik een gronddeel heb, en ook grotere delen geen koper maakt hij foutjes en slaat hij volgens mij stappen over.
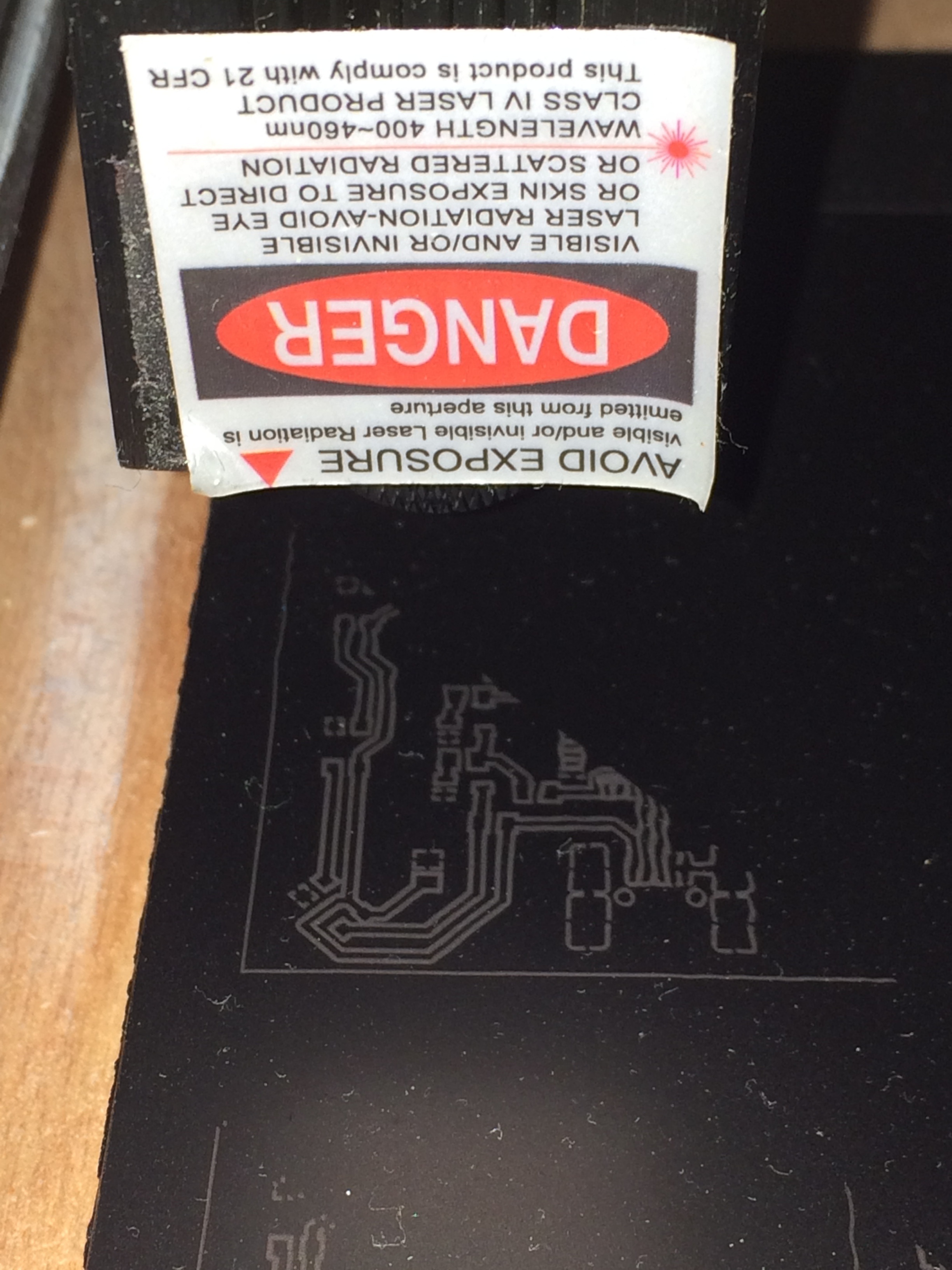
Ik heb niet zon goed idee wat ik hier tegen kan doen, de printer maakt wel gebruik van veel "3d-printer" onderdelen, dus timing belt, van die gelagerde wieltjes, GRBL ligt volgens mij vrij nauw bij de 3d printer firmware's en de A4988 stappen driver. Hebben jullie iets van een idee wat er aan de hand kan zijn?
https://nl.aliexpress.com...ae803_1&priceBeautifyAB=0
Tenminste hij lijkt hier wel op, maar toch even wat anders hier en daar. Wel de dubbele motoren voor de y as. Nu heb ik een klein probleempje wat resulteert in toch wel wat grotere problemen.
Als ik met laserGRBL de line to line tracing tool gebruik, gaat deze diagonaal ieder pad bij langs en doet hij de laser af en toe aan en uit om de juiste te graveren
Nu heb ik het volgende probleem, ik ben momenteel bezig met een printplaatje, en dat werkt erg goed. Ik grafeer de matzwarte verf en ets keurig daarna in zoutzuur met waterstof peroxide. De etsen gaan goed, zijn zeer nauwkeurig etc. Echter wanneer ik een gronddeel heb, en ook grotere delen geen koper maakt hij foutjes en slaat hij volgens mij stappen over.
Ik heb niet zon goed idee wat ik hier tegen kan doen, de printer maakt wel gebruik van veel "3d-printer" onderdelen, dus timing belt, van die gelagerde wieltjes, GRBL ligt volgens mij vrij nauw bij de 3d printer firmware's en de A4988 stappen driver. Hebben jullie iets van een idee wat er aan de hand kan zijn?
Als ik zo naar die rechte lijn kijk die niet recht is, dan denk ik inderdaad ook dat er stappen worden overgeslagen. En als de mechanica vloeiend loopt en nergens blokkeert, dan is zijn er eigenlijk maar 2 mogelijkheden waardoor stappen worden overgeslagen:jctjepkema schreef op donderdag 19 juli 2018 @ 17:45:
Hoi, ik heb een vraagje over mijn Laser engraver, ik heb het volgende type:
https://nl.aliexpress.com...ae803_1&priceBeautifyAB=0
Tenminste hij lijkt hier wel op, maar toch even wat anders hier en daar. Wel de dubbele motoren voor de y as. Nu heb ik een klein probleempje wat resulteert in toch wel wat grotere problemen.
Als ik met laserGRBL de line to line tracing tool gebruik, gaat deze diagonaal ieder pad bij langs en doet hij de laser af en toe aan en uit om de juiste te graveren
Nu heb ik het volgende probleem, ik ben momenteel bezig met een printplaatje, en dat werkt erg goed. Ik grafeer de matzwarte verf en ets keurig daarna in zoutzuur met waterstof peroxide. De etsen gaan goed, zijn zeer nauwkeurig etc. Echter wanneer ik een gronddeel heb, en ook grotere delen geen koper maakt hij foutjes en slaat hij volgens mij stappen over.
[afbeelding]
Ik heb niet zon goed idee wat ik hier tegen kan doen, de printer maakt wel gebruik van veel "3d-printer" onderdelen, dus timing belt, van die gelagerde wieltjes, GRBL ligt volgens mij vrij nauw bij de 3d printer firmware's en de A4988 stappen driver. Hebben jullie iets van een idee wat er aan de hand kan zijn?
1: de stepper heeft niet voldoende vermogen
2: de stepper drivers schakelen zichzelf tijdelijk uit door teveel hitte
Het lijken mij zo op de afbeelding gewoon A4998 drivers te zijn. Je kan dan gewoon even met een multimeter kijken wat het voltage is. (1 probe op de potmeter en 1 op het groundpoint) Vaak worden ze namelijk geleverd met heel erg verschillende voltages en in China kijken ze daar niet zo goed naar bij het assembleren van een machine. Hierdoor hebben sommige steppers een te hoog voltage waardoor ze te warm worden en andere een te laag voltage waardoor ze niet genoeg kracht hebben.
Je moet even kijken welke sense resistors erop zitten om je vref te bepalen. Dit wil nog wel eens verschillen met verschillende a4998's. (Vooral niet vergelijken met de meeste guides online, want die gebruiken vaak originele pololi drivers.)
Hier staat de formule voor de juiste voltages:
https://reprap.org/wiki/Pololu_stepper_driver_board
Kijk eens of het beter werkt wanneer je deze allemaal goed hebt afgesteld.
- LED-Maniak
- Registratie: Oktober 2003
- Laatst online: 10:27
:strip_icc():strip_exif()/u/94119/358157.jpg?f=community)
Ga je niet te snel? Dit soort beeld heb ik ook bij mijn grote laser snijder.
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Thx voor je snelle antwoord, ik gebruik de DRV8225. Heb ze al afgesteld doormiddel van "gevoel" volgens een youtube filmpje dat ik ergens had gevonden. Het valt mij op dat dit probleem pas echt voorkomt wanneer ik verder kom in het "graveren" Ik draai hem momenteel horizontaal en tot dusver gaat het wel goed.zynex schreef op donderdag 19 juli 2018 @ 18:43:
[...]
Als ik zo naar die rechte lijn kijk die niet recht is, dan denk ik inderdaad ook dat er stappen worden overgeslagen. En als de mechanica vloeiend loopt en nergens blokkeert, dan is zijn er eigenlijk maar 2 mogelijkheden waardoor stappen worden overgeslagen:
1: de stepper heeft niet voldoende vermogen
2: de stepper drivers schakelen zichzelf tijdelijk uit door teveel hitte
Het lijken mij zo op de afbeelding gewoon A4998 drivers te zijn. Je kan dan gewoon even met een multimeter kijken wat het voltage is. (1 probe op de potmeter en 1 op het groundpoint) Vaak worden ze namelijk geleverd met heel erg verschillende voltages en in China kijken ze daar niet zo goed naar bij het assembleren van een machine. Hierdoor hebben sommige steppers een te hoog voltage waardoor ze te warm worden en andere een te laag voltage waardoor ze niet genoeg kracht hebben.
Je moet even kijken welke sense resistors erop zitten om je vref te bepalen. Dit wil nog wel eens verschillen met verschillende a4998's. (Vooral niet vergelijken met de meeste guides online, want die gebruiken vaak originele pololi drivers.)
Hier staat de formule voor de juiste voltages:
https://reprap.org/wiki/Pololu_stepper_driver_board
Kijk eens of het beter werkt wanneer je deze allemaal goed hebt afgesteld.
De motor stroom is overigens vrij laag. maar 0.6A
Nou op een timing belt en met 1/16e stappen valt volgens mij 200mm/s wel mee. Ik begreep dat die riemen juist veel hogere snelheden aan zouden moeten kunnen dan een omloop spindel. Maar misschien zit daar de fout wel in, microstepping?LED-Maniak schreef op donderdag 19 juli 2018 @ 18:50:
Ga je niet te snel? Dit soort beeld heb ik ook bij mijn grote laser snijder.
- LED-Maniak
- Registratie: Oktober 2003
- Laatst online: 10:27
Dat is wel toevallig de snelheid waarbij die van mij er mee ophoudt(ook met riemen).jctjepkema schreef op donderdag 19 juli 2018 @ 19:10:
[...]
Nou op een timing belt en met 1/16e stappen valt volgens mij 200mm/s wel mee. Ik begreep dat die riemen juist veel hogere snelheden aan zouden moeten kunnen dan een omloop spindel. Maar misschien zit daar de fout wel in, microstepping?
Het is veroorzaakt door speling ergens. Kan ook gebeuren als de anti-backlash settings niet goed staan.
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Ah shit,LED-Maniak schreef op donderdag 19 juli 2018 @ 19:33:
[...]
Dat is wel toevallig de snelheid waarbij die van mij er mee ophoudt(ook met riemen).
Het is veroorzaakt door speling ergens. Kan ook gebeuren als de anti-backlash settings niet goed staan.
Ik zie hier net ook dat hij ook horizontaal de boel begint te vervormen. Maar dat is dus puur op de X-as. Daar zal het probleem in zitten, echter nu komt het. Hij wordt aan beide kanten weider. Zal zsm even een foto plaatsen. Denk dat het morgen wordt. Er is dus iets mis met de X-as, ik zal hem eerst wat langzamer laten draaien. Kijken of dat helpt.
Je bent printplaten aan het etsen, dan neem ik toch ook aan dat je gewoon een multimeter hebt?jctjepkema schreef op donderdag 19 juli 2018 @ 19:10:
[...]
Thx voor je snelle antwoord, ik gebruik de DRV8225. Heb ze al afgesteld doormiddel van "gevoel" volgens een youtube filmpje dat ik ergens had gevonden. Het valt mij op dat dit probleem pas echt voorkomt wanneer ik verder kom in het "graveren" Ik draai hem momenteel horizontaal en tot dusver gaat het wel goed.
De motor stroom is overigens vrij laag. maar 0.6A
[...]
Nou op een timing belt en met 1/16e stappen valt volgens mij 200mm/s wel mee. Ik begreep dat die riemen juist veel hogere snelheden aan zouden moeten kunnen dan een omloop spindel. Maar misschien zit daar de fout wel in, microstepping?
Echter lees ik nu dat de lijnen ook naar buiten vervormen. Dan lijkt het me dat de boel gewoon niet helemaal haaks loopt. Ik zie nergens endstops zitten op die afbeeldingen. Homed hij zichzelf dan niet ofzo? Bij dit soort setups (ook met cnc/3d printers die met hetzelfde principe werken) is het belangrijk dat de endstops perfect staan afgesteld, zodat de twee motoren gelijk lopen en de boel dus haaks is. De kans is dus groot dat er misschien een heel klein verschil zit in de positie van de motor links ten opzichte van de motor rechts bijvoorbeeld. Dan krijg je al snel vervormingen.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Ik heb een multimeter, scope en een saleae logic 4. “Vroeger” met zijn originele drivers deed hij het opzich prima, ik heb echter het een en ander gefixt en de timing belt vervangen ongeveer een jaar geleden. Recent(vorige week) de drivers vervangen. Oke als ik naar een lagere microstepping ga, dus 1/8 of 1/4 en de stromen goed instel zou ik betere resultaten moeten halen? Het apparaat heeft geen endstops. Ik laat hem naar 0,0 gaan en dan controleer ik met de hand of hij goed in de hoek is. Ik draai de laatste versie van grbl.zynex schreef op donderdag 19 juli 2018 @ 20:12:
[...]
Je bent printplaten aan het etsen, dan neem ik toch ook aan dat je gewoon een multimeter hebt?Op het gevoel is gewoon niet de juiste manier en de drivers zijn bijna altijd de oorzaak van gemiste stappen. En heb je echt 1/16e micro stepping nodig? Met lagere micro stepping heb je meer torque.
Echter lees ik nu dat de lijnen ook naar buiten vervormen. Dan lijkt het me dat de boel gewoon niet helemaal haaks loopt. Ik zie nergens endstops zitten op die afbeeldingen. Homed hij zichzelf dan niet ofzo? Bij dit soort setups (ook met cnc/3d printers die met hetzelfde principe werken) is het belangrijk dat de endstops perfect staan afgesteld, zodat de twee motoren gelijk lopen en de boel dus haaks is. De kans is dus groot dat er misschien een heel klein verschil zit in de positie van de motor links ten opzichte van de motor rechts bijvoorbeeld. Dan krijg je al snel vervormingen.
Ja, dan heb je in ieder geval geen kans op gemiste stappen en loopt de boel vaak ook wat soepeler.jctjepkema schreef op donderdag 19 juli 2018 @ 21:29:
[...]
Ik heb een multimeter, scope en een saleae logic 4. “Vroeger” met zijn originele drivers deed hij het opzich prima, ik heb echter het een en ander gefixt en de timing belt vervangen ongeveer een jaar geleden. Recent(vorige week) de drivers vervangen. Oke als ik naar een lagere microstepping ga, dus 1/8 of 1/4 en de stromen goed instel zou ik betere resultaten moeten halen? Het apparaat heeft geen endstops. Ik laat hem naar 0,0 gaan en dan controleer ik met de hand of hij goed in de hoek is. Ik draai de laatste versie van grbl.
Dat gaat echter meestal niet helpen met misvormde prints. Dat zit echt in de bouw. Staan de riemen aan allebei de kanten even strak? En het niet hebben van end stops kan een beetje vervelend zijn, omdat je dan bij 0.0 niet weet of de boel aan allebei de kanten gelijk staat. En dat komt echt zeer precies. Ik zou gewoon al deze dingen controleren en vervolgens kijken of je een beter resultaat krijgt. Het is allemaal maar weinig werk en het kan er eigenlijk alleen beter van worden.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
zynex schreef op donderdag 19 juli 2018 @ 22:22:
[...]
Ja, dan heb je in ieder geval geen kans op gemiste stappen en loopt de boel vaak ook wat soepeler.
Dat gaat echter meestal niet helpen met misvormde prints. Dat zit echt in de bouw. Staan de riemen aan allebei de kanten even strak? En het niet hebben van end stops kan een beetje vervelend zijn, omdat je dan bij 0.0 niet weet of de boel aan allebei de kanten gelijk staat. En dat komt echt zeer precies. Ik zou gewoon al deze dingen controleren en vervolgens kijken of je een beter resultaat krijgt. Het is allemaal maar weinig werk en het kan er eigenlijk alleen beter van worden.

De Riemen staan even strak maar exacte afstelling durf ik niet te zeggen of dat zo goed is. Hij draait wel erg "soepel". Maar de x-as heeft maar een riem en dat is de as waar het volgens mij wel echt verkeerd op gaat. Ik ga hem nog even verticaal proberen te draaien en kijken of het dan beter gaat.
In de afbeelding zie je wel dat hij dus die vervorming heeft, het lijkt daar alsof hij wel eens een stap overslaat. Misschien dat ik de riem te strak heb staan? Ik ga tevens het microstepping verminderen. Tot ik hier tijd voor heb is het echter pas zondag. Werk etc..
- citruspers
- Registratie: December 2009
- Laatst online: 11:11
Voor de tweakers met 3mm printers: lulzbot heeft een clearance sale met filament voor spotprijzen.
vziw wordt het verzonden vanuit de UK, dus geen hoge importkosten (en free shipping). Komt wel bij de checkout nog 19% btw bij.
https://www.lulzbot.com/lulzbot-sales-clearance-items
vziw wordt het verzonden vanuit de UK, dus geen hoge importkosten (en free shipping). Komt wel bij de checkout nog 19% btw bij.
https://www.lulzbot.com/lulzbot-sales-clearance-items
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Ik las overigens net nog iets dat een te hoge microstepping wat kan resulteren in het heel veel stappen moeten sturen door de arduino ook invloed heeft op de prestaties van de arduino. Iemand hier nog ervaring mee?
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
@jctjepkema voor elke stap moet een puls worden gestuurd naar de stepper driver. Vanuit het oogpunt van de controller (de arduino in dit geval) is er geen microstep, alleen een step. Dat betekent dus dat bij hoge mate van interpolatie (=microsteps) er veel pulses per mm moeten worden verstuurd. De lage frequentie van de ATmega2560 beperkt het aantal bewerkingen dat per seconde gemaakt kan worden, en dus het aantal pulses dat aan een driver kan worden doorgestuurd.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Ik zit in dit geval op een 328p, arduino nano die zit op 16Mhz, zelfde frequentie. Ik ga hem vanmiddag even wat lager zetten. Kijken of ik beter resultaat heb. Ik neem aan dat wanneer ik de microstepping minder zet, ik de stepps per mm kan halveren? Van 1/16 naar 1/8 zou dan resulteren in 79,xx per mm naar bijvoorbeeld 39,5xxx?ocf81 schreef op vrijdag 20 juli 2018 @ 12:13:
@jctjepkema voor elke stap moet een puls worden gestuurd naar de stepper driver. Vanuit het oogpunt van de controller (de arduino in dit geval) is er geen microstep, alleen een step. Dat betekent dus dat bij hoge mate van interpolatie (=microsteps) er veel pulses per mm moeten worden verstuurd. De lage frequentie van de ATmega2560 beperkt het aantal bewerkingen dat per seconde gemaakt kan worden, en dus het aantal pulses dat aan een driver kan worden doorgestuurd.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Dat is inderdaad het geval. Met minder microsteps heb je ook minder last van gemiste stappen door interpolatiefouten van de driver of doordat de motor doorschiet, dus het kan zijn dat je waarde een tikkie aangepast moet worden voor het optimale resultaat, maar het uitgangspunt is idd de halve waarde wanneer het aantal microsteps gehalveerd wordt. Het kan natuurlijk ook zo zijn dat je motor doorslaat naar de volgende volledige step en dar je daardoor geen rechte lijnen hebt. Dat is meer een zaak van current op de driver aanpassen of de printer ombouwen naar een hoger voltage. Dit hangt ook af van de gebruikte motoren en steppers. (zelf geen echte ervaring mee, alleen veel over gelezen)jctjepkema schreef op vrijdag 20 juli 2018 @ 12:35:
[...]
Ik zit in dit geval op een 328p, arduino nano die zit op 16Mhz, zelfde frequentie. Ik ga hem vanmiddag even wat lager zetten. Kijken of ik beter resultaat heb. Ik neem aan dat wanneer ik de microstepping minder zet, ik de stepps per mm kan halveren? Van 1/16 naar 1/8 zou dan resulteren in 79,xx per mm naar bijvoorbeeld 39,5xxx?
edit:
leesvoer
http://www.piclist.com/techref/io/stepper/inductance.htm
https://hackaday.com/2016...-is-microstepping-really/
[ Voor 23% gewijzigd door ocf81 op 20-07-2018 13:31 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Dat klopt helemaal en @ocf81 legt dat inderdaad netjes uit. Dit soort systemen hebben daar echter meestal vrij weinig last van, omdat de beweging niet zo heel erg complex is en er dus niet snel teveel wordt gevraagd van de Arduino. Bij delta printers daarentegen zie je wel heel snel dat het problemen kan opleveren, omdat er dan teveel berekeningen gemaakt moeten worden. Toch raad ik wel gewoon aan om naar een lagere microstepping te gaan vanwege het feit dat je ook meer koppel krijgt en zo toch eventuele Arduino fouten uitsluit. En 1/8ste moet nog steeds meer dan voldoende zijn om hele goede resultaten te halen.jctjepkema schreef op vrijdag 20 juli 2018 @ 11:38:
Ik las overigens net nog iets dat een te hoge microstepping wat kan resulteren in het heel veel stappen moeten sturen door de arduino ook invloed heeft op de prestaties van de arduino. Iemand hier nog ervaring mee?
Ook moeten de riemen natuurlijk niet te strak staan. Hiermee trek je de boel vaak eerder krom dan dat het helpt. Dit is wel een gevalletje van afstellen op gevoel. De riem moet gewoon strak staan en moet je kunnen bespelen als een gitaar. Daarmee bedoel ik dus dat de riem in rust stand niet vanzichzelf inzakt, maar ook niet zo strak dat je de riem niet een klein beetje omhoog kan trekken en kan laten schieten.
Ik had hierboven al ergens een berichtje getypt met de exacte formule voor a4998 drivers voor het juiste voltage. Dit is altijd 1 van de eerste dingen die ik aanpas als ik een printer moet reageren, omdat ik het zo vaak mis zie gaan. In de meeste gevallen is een klein verschil niet zo'n ramp, maar ik ben ook extreme uitschieters tegen gekomen.ocf81 schreef op vrijdag 20 juli 2018 @ 12:52:
[...]
Dat is inderdaad het geval. Met minder microsteps heb je ook minder last van gemiste stappen door interpolatiefouten van de driver of doordat de motor doorschiet, dus het kan zijn dat je waarde een tikkie aangepast moet worden voor het optimale resultaat, maar het uitgangspunt is idd de halve waarde wanneer het aantal microsteps gehalveerd wordt. Het kan natuurlijk ook zo zijn dat je motor doorslaat naar de volgende volledige step en dar je daardoor geen rechte lijnen hebt. Dat is meer een zaak van current op de driver aanpassen of de printer ombouwen naar een hoger voltage. Dit hangt ook af van de gebruikte motoren en steppers. (zelf geen echte ervaring mee, alleen veel over gelezen)
edit:
leesvoer
http://www.piclist.com/techref/io/stepper/inductance.htm
https://hackaday.com/2016...-is-microstepping-really/
Toch goed leesvoer inderdaad, maar je moet het niet lastiger maken dan het is.
edit: ik was trouwens even vergeten dat je drv drivers gebruikt. Die werken iets anders met het meten.
https://reprap.org/wiki/A...ese_Stepper_Driver_Boards
- SHIFTER [NL]
- Registratie: November 2010
- Laatst online: 17-05 17:53
Ik heb de laatste tijd echt problemen met het hechten van grote prints aan het bed van mijn CR-10S.
Ik print op een ikea spiegel 300x300mm die vast zit met clips. Voor elke print maak ik de spiegel schoon met alcohol doekjes.
Ik print met 123-3d Pla op 205 graden met een bed temperatuur van 50 graden.
Wat ik al geprobeerd heb:
Bed gedemonteerd en opnieuw afgesteld
Spiegels opschuren
Andere spiegel gebruikt
Haarlak
Ik vermoed dat de bed geleiding met de wielen gewoon niet echt lekker is en speling toelaat. Ik ben bijna in staat om alles om te bouwen naar een dubbele geleiding om ook dit uit te sluiten.
Maar voordat ik alles over de kop ga halen heeft iemand hier misschien nog tips?
Ik print op een ikea spiegel 300x300mm die vast zit met clips. Voor elke print maak ik de spiegel schoon met alcohol doekjes.
Ik print met 123-3d Pla op 205 graden met een bed temperatuur van 50 graden.
Wat ik al geprobeerd heb:
Bed gedemonteerd en opnieuw afgesteld
Spiegels opschuren
Andere spiegel gebruikt
Haarlak
Ik vermoed dat de bed geleiding met de wielen gewoon niet echt lekker is en speling toelaat. Ik ben bijna in staat om alles om te bouwen naar een dubbele geleiding om ook dit uit te sluiten.
Maar voordat ik alles over de kop ga halen heeft iemand hier misschien nog tips?
[ Voor 11% gewijzigd door SHIFTER [NL] op 20-07-2018 13:58 ]
3x Victron MP2-5000 | 32 kWh thuisaccu | 7.230 Wp Zonnepanelen | Gasloos | WP Boiler | Lucht-Lucht WP
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
@zynex ik ben altijd van de fundamentele aanpak 
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Je kunt misschien ook de temperatuur even iets omhoog zetten. 50 graden is normaal meer dan genoeg voor PLA, maar de temperatuur wordt niet gemeten bij de glasplaat en glas is nou niet de beste geleider van warmte. Waarschijnlijk is je glasplaat dus geen 50 graden. Meestal verhoog ik de temperatuur dan ook bij printers met een glazen bed.SHIFTER [NL] schreef op vrijdag 20 juli 2018 @ 13:57:
Ik heb de laatste tijd echt problemen met het hechten van grote prints aan het bed van mijn CR-10S.
Ik print op een ikea spiegel 300x300mm die vast zit met clips. Voor elke print maak ik de spiegel schoon met alcohol doekjes.
Ik print met 123-3d Pla op 205 graden met een bed temperatuur van 50 graden.
Wat ik al geprobeerd heb:
Bed gedemonteerd en opnieuw afgesteld
Spiegels opschuren
Andere spiegel gebruikt
Haarlak
Ik vermoed dat de bed geleiding met de wielen gewoon niet echt lekker is en speling toelaat. Ik ben bijna in staat om alles om te bouwen naar een dubbele geleiding om ook dit uit te sluiten.
Maar voordat ik alles over de kop ga halen heeft iemand hier misschien nog tips?
En probeer de glasplaat gewoon eens met water schoon te maken? Ik heb een tijdje ook problemen gehad met de hechting bij glasplaten en dat hield op toen ik geen wasbenzine/alcohol meer gebruikte. En soms helpt een vies bed gewoon. Oke, het ziet er en aan de onderkant niet altijd even mooi uit, maar niks plakt naar mijn mening zo goed als oude, al op geprinte haarlak.
Spuit er dus gewoon een laag haarlak op. Laat de boel opwarmen/afkoelen en doe dat nog een keer voordat je gaat printen.
En bed levelling is hier al vaak genoeg uitgebreid behandeld. Zolang jij bij het printen van de eerste laag ziet dat het filament er goed opgeduwd wordt (niet teveel/niet te weinig), dan is het goed.
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)
Misschien domme vraag, maar kan iemand mij vertellen hoe de Octopi domoticz pluging geconfigureerd moet worden? Zit al een tijdje te kloten, maar lukt me nog niet om geconnect te krijgen.
https://plugins.octoprint.org/plugins/domoticz/
Ook vind ik de instellingen een beetje verwarrend.
Wat ik al gedaan heb:
- IPadres en poort ingevuld
- lokaal netwerk hoeft geen wachtwoord in te geven; dus wachtwoord mag leeg blijven
- Index = ID van mijn HUE on/off switch
Rest van de instellingen heb ik zo laten staan. Zie ik iets over het hoofd heen? Switch werkt gewoon via domoticz en kan hem ook aan/uit zetten in HUE app.
Foutmelding die ik krijg:
https://plugins.octoprint.org/plugins/domoticz/
Ook vind ik de instellingen een beetje verwarrend.
Wat ik al gedaan heb:
- IPadres en poort ingevuld
- lokaal netwerk hoeft geen wachtwoord in te geven; dus wachtwoord mag leeg blijven
- Index = ID van mijn HUE on/off switch
Rest van de instellingen heb ik zo laten staan. Zie ik iets over het hoofd heen? Switch werkt gewoon via domoticz en kan hem ook aan/uit zetten in HUE app.
Foutmelding die ik krijg:
Weet 100 procent zeker dat domoticz op dat IP adres draait.ERROR: Invalid ip or unknown error connecting to 192.168.1.201:8080.
[ Voor 13% gewijzigd door grote_oever op 20-07-2018 14:27 ]
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
@grote_oever Wat zie je op dat adres/poort als je met soapui inlogt?
Met soapui kan je de headers lezen die terug worden gestuurd. ik neem aan dat op poort 8080 gewoon een vorm van http gaat.
Met soapui kan je de headers lezen die terug worden gestuurd. ik neem aan dat op poort 8080 gewoon een vorm van http gaat.
[ Voor 77% gewijzigd door ocf81 op 20-07-2018 14:54 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
Oeh, das goede. Zal octoprint standaard https ervoor plakken. Even testen. Tnx voor tip.ocf81 schreef op vrijdag 20 juli 2018 @ 14:48:
@grote_oever Wat zie je op dat adres/poort als je met soapui inlogt?
Met soapui kan je de headers lezen die terug worden gestuurd. ik neem aan dat op poort 8080 gewoon een vorm van http gaat.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Oh ja, https idd. maar dat maakt voor de inhoud van de headers niet zo veel uit. Ik ben wel benieuwd naar het resultaat.grote_oever schreef op vrijdag 20 juli 2018 @ 15:24:
[...]
Oeh, das goede. Zal octoprint standaard https ervoor plakken. Even testen. Tnx voor tip.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Bedankt voor het mooie stuk leeswerk, en tevens voor het helpen met de hele techniek hierzo. Ook @ocf81 bedankt voor jullie antwoorden!zynex schreef op vrijdag 20 juli 2018 @ 13:57:
[...]
Dat klopt helemaal en @ocf81 legt dat inderdaad netjes uit. Dit soort systemen hebben daar echter meestal vrij weinig last van, omdat de beweging niet zo heel erg complex is en er dus niet snel teveel wordt gevraagd van de Arduino. Bij delta printers daarentegen zie je wel heel snel dat het problemen kan opleveren, omdat er dan teveel berekeningen gemaakt moeten worden. Toch raad ik wel gewoon aan om naar een lagere microstepping te gaan vanwege het feit dat je ook meer koppel krijgt en zo toch eventuele Arduino fouten uitsluit. En 1/8ste moet nog steeds meer dan voldoende zijn om hele goede resultaten te halen.
Ook moeten de riemen natuurlijk niet te strak staan. Hiermee trek je de boel vaak eerder krom dan dat het helpt. Dit is wel een gevalletje van afstellen op gevoel. De riem moet gewoon strak staan en moet je kunnen bespelen als een gitaar. Daarmee bedoel ik dus dat de riem in rust stand niet vanzichzelf inzakt, maar ook niet zo strak dat je de riem niet een klein beetje omhoog kan trekken en kan laten schieten.
[...]
Ik had hierboven al ergens een berichtje getypt met de exacte formule voor a4998 drivers voor het juiste voltage. Dit is altijd 1 van de eerste dingen die ik aanpas als ik een printer moet reageren, omdat ik het zo vaak mis zie gaan. In de meeste gevallen is een klein verschil niet zo'n ramp, maar ik ben ook extreme uitschieters tegen gekomen.
Toch goed leesvoer inderdaad, maar je moet het niet lastiger maken dan het is.
edit: ik was trouwens even vergeten dat je drv drivers gebruikt. Die werken iets anders met het meten.
https://reprap.org/wiki/A...ese_Stepper_Driver_Boards
Ik heb de riemen volgens mij nu goed afgesteld, tevens de DRV8225 heb ik volgens mij goed afgesteld echter loop ik weer tegen een probleem aan. De motoren trillen nu heel erg, iedere stap die ik er heen stuur hoor ik een brom. Ze staan nu afgesteld op 1/4e ik zet hem straks op 1/8e.
Ik bedacht mij zelf dat ik de Arduino instelt op 1 stap / mm, en ik hem 1000 stappen laat bewegen, dat meet en dan 1000 / (gemeten afstand in mm) en ik heb het aantal stappen per mm. Dit is juist toch? Of is er nog een kortere weg.
Maar de motoren brommen nu heel erg, iedere stap is echt een vibratie kan ik dat nog tegen gaan? Of zal het helpen als ik dus naar 1/8 microstepping ga?
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
Nope, helaas werkt het niet. Ik vermoed dat de plugin niet werkt (of niet werkt met mijn versie). Want de errorlog geeft aan "unknown error" en daarna soms dat mijn ipadres:poort niet klopt, maar dat klopt wel. Kan er voor de rest ook weinig documentatie over vinden.ocf81 schreef op vrijdag 20 juli 2018 @ 18:56:
[...]
Oh ja, https idd. maar dat maakt voor de inhoud van de headers niet zo veel uit. Ik ben wel benieuwd naar het resultaat.
Ja, dat zou kunnen, maar dat zou ik enkel gebruiken om te controleren of alles goed staat. Stappen per mm wil je eigenlijk puur en enkel berekenen op basis van je onderdelen. (Je soort belt en hoeveel tanden je belt pulley heeft, de microstep en wat voor motor je hebt 0.9/1.8 graden etc) Bij 3d printers zag je eerst ook dat mensen hun steps per mm gingen aanpassen om hun kalibratiecube perfect te krijgen, maar dat is niet de juiste manier. Je gaat dan fouten krijgen bij grotere prints. De enige juiste manier is om je stappen te bepalen is door het te baseren op je hardware. (anders zit er ergens in je bouw een fout)jctjepkema schreef op vrijdag 20 juli 2018 @ 19:36:
[...]
Ik bedacht mij zelf dat ik de Arduino instelt op 1 stap / mm, en ik hem 1000 stappen laat bewegen, dat meet en dan 1000 / (gemeten afstand in mm) en ik heb het aantal stappen per mm. Dit is juist toch? Of is er nog een kortere weg.
Maar de motoren brommen nu heel erg, iedere stap is echt een vibratie kan ik dat nog tegen gaan? Of zal het helpen als ik dus naar 1/8 microstepping ga?
Je kan wel gewoon een stukje laseren waarvan je de exacte afmetingen weet om te kijken of de laser ook daadwerkelijk 100mm beweegt.
Ik neem aan dat je het aantal steps per mm wel hebt aangepast nu je 1/4 micro stepping gebruikt? Anders kloppen de afmetingen niet meer echt goed.
https://www.prusaprinters.org/calculator/
Bij lagere microstepping maken de motoren/drivers meestal wel een minder hoog geluid dan dat ze voorheen deden met hogere microstepping. Dit is niet echt een probleem, maar kan wel opvallen. Trillen kan af en toe ook komen doordat de motoren een te hoge spanning krijgen. Voelen de drivers/motoren erg warm aan? Het is namelijk niet echt de bedoeling natuurlijk, maar ik zou de oorzaak er niet direct van durven te zeggen. Eigenlijk mag dat kleine verschil in microstepping niet zoveel uitmaken. Ik zou gewoon even 1/8ste proberen en kijken wat er is veranderd.
[ Voor 8% gewijzigd door zynex op 20-07-2018 20:38 ]
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
:strip_exif()/u/618019/crop67d6d4a4200e7_cropped.webp?f=community)
Na een hele lange tijd goed te kunnen printen met PLA en nu nog steeds! wou ik graag de nieuwe upgrades van prusa mk3 uitprinten maar dat moet dus in PETG, Dus heb een rolletje zwart PETG van Colorfabb gekocht de XT
Ik heb mijn PLA profile gepakt en de temp veranderd naar 240 graden en het bed naar 70. maar het blijft niet lekker plakken op het bed of hij trekt alle slierten gewoon mee.
Mijn PLA first layer is gewoon perfect.
Ik heb ook al de nozzle eens naar 260 gezet + het bed naar 80 / 85 maar dit helpt ook niet. wat doe ik verkeerd? Ik gebruik gewoon de standaard slic3r van prusa met stock pla settings alleen de temp anders.
Ik heb ook eens de first layer naar 10mm/s gezet maar dit maakt ook geen verschil uit ipv 30mm/s
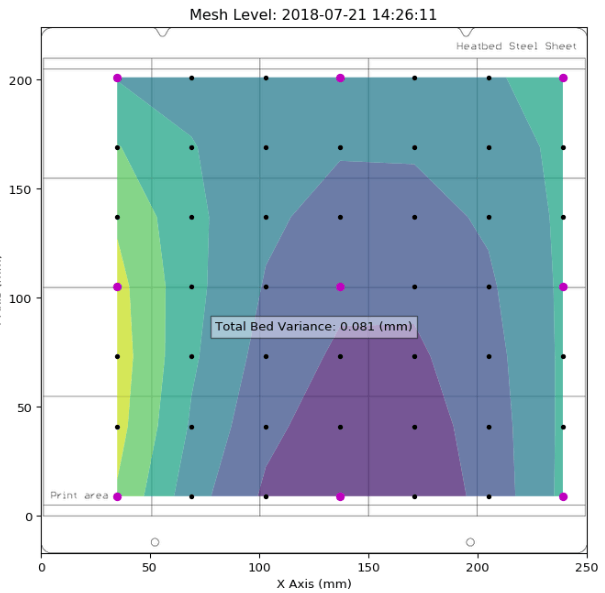
Mijn Z-height van mijn prusa mk3 = 0.782 (ik weet dat dit bij elke printer anders is maar dit is voor mij perfect met PLA)
En mijn bed is ook aardig vlak:
Ik heb mijn PLA profile gepakt en de temp veranderd naar 240 graden en het bed naar 70. maar het blijft niet lekker plakken op het bed of hij trekt alle slierten gewoon mee.
Mijn PLA first layer is gewoon perfect.
Ik heb ook al de nozzle eens naar 260 gezet + het bed naar 80 / 85 maar dit helpt ook niet. wat doe ik verkeerd? Ik gebruik gewoon de standaard slic3r van prusa met stock pla settings alleen de temp anders.
Ik heb ook eens de first layer naar 10mm/s gezet maar dit maakt ook geen verschil uit ipv 30mm/s
Mijn Z-height van mijn prusa mk3 = 0.782 (ik weet dat dit bij elke printer anders is maar dit is voor mij perfect met PLA)
En mijn bed is ook aardig vlak:
Geen idee wat voor materiaal je bed uit bestaat. Ik zelf print op glas van 4mm dik. Print pla op 215/70C en petg op 240/95C. Daarna af laten koelen en onder de kraan houden. Spoel je het er zo af. Schoonmaken doe ik met zeep en water en dan op laten drogen. En als de glasplaat er weer op ligt nog even met 70% alcohol oplossing.KevinSetz schreef op zaterdag 21 juli 2018 @ 22:55:
Na een hele lange tijd goed te kunnen printen met PLA en nu nog steeds!
Ik heb mijn PLA profile gepakt en de temp veranderd naar 240 graden en het bed naar 70. maar het blijft niet lekker plakken op het bed of hij trekt alle slierten gewoon mee.
Mijn PLA first layer is gewoon perfect.
Ik heb ook al de nozzle eens naar 260 gezet + het bed naar 80 / 85 maar dit helpt ook niet. wat doe ik verkeerd? Ik gebruik gewoon de standaard slic3r van prusa met stock pla settings alleen de temp anders.
Ik heb ook eens de first layer naar 10mm/s gezet maar dit maakt ook geen verschil uit ipv 30mm/s
Mijn Z-height van mijn prusa mk3 = 0.782 (ik weet dat dit bij elke printer anders is maar dit is voor mij perfect met PLA)
En mijn bed is ook aardig vlak:
[afbeelding]
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
@KevinSetz Welke ondergrond gebruik je nu?
PETG blijft als een malle plakken aan PEI. Als je op metaal print zou ik wat haarlak gebruiken om de hechting te verbeteren. Zelf heb ik ook wel eens PETG op glas geprint met een heel dun laagje haarlak (of eigenlijk, 3Dlac, maar dat schijnt zo ongeveer hetzelfde te zijn als de haarlak van de action). Dan kan je het idd onder de kraan houden en losweken omdat de pva in de haarlak oplost, zoals @vincent_1971 ook al suggereerde. Wel is het zo dat ik toch even heb moeten spelen met de ideale 1e laag hoogte voordat ik goede resultaten kreeg.
PETG blijft als een malle plakken aan PEI. Als je op metaal print zou ik wat haarlak gebruiken om de hechting te verbeteren. Zelf heb ik ook wel eens PETG op glas geprint met een heel dun laagje haarlak (of eigenlijk, 3Dlac, maar dat schijnt zo ongeveer hetzelfde te zijn als de haarlak van de action). Dan kan je het idd onder de kraan houden en losweken omdat de pva in de haarlak oplost, zoals @vincent_1971 ook al suggereerde. Wel is het zo dat ik toch even heb moeten spelen met de ideale 1e laag hoogte voordat ik goede resultaten kreeg.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Ik zelf gebruik de standaard instellingen van cura..als ik calibreer leg ik een stukje papier, calibeer dan eerste de hoeken en dan de 16 punten verkant van marlin 1.1.8.
Gebruik geen haarlak of wat dan ook op die glasplaat. Maar op nieuw glas lukt het me niet. Heb er glas op liggen van zo'n 20 jaar oud.
Gebruik geen haarlak of wat dan ook op die glasplaat. Maar op nieuw glas lukt het me niet. Heb er glas op liggen van zo'n 20 jaar oud.
[ Voor 28% gewijzigd door vincent_1971 op 21-07-2018 23:34 ]
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ik gebruik de smooth PEI Sheet van Prusa, en maak het schoon met 90% alcohol, heb het bed net ook op 90 gezet maar net zo'n verschil het plakt niet en de printer neemt het geprinte filament overal mee naar toe. en hecht dus niet op het bed.ocf81 schreef op zaterdag 21 juli 2018 @ 23:22:
@KevinSetz Welke ondergrond gebruik je nu?
PETG blijft als een malle plakken aan PEI. Als je op metaal print zou ik wat haarlak gebruiken om de hechting te verbeteren. Zelf heb ik ook wel eens PETG op glas geprint met een heel dun laagje haarlak (of eigenlijk, 3Dlac, maar dat schijnt zo ongeveer hetzelfde te zijn als de haarlak van de action). Dan kan je het idd onder de kraan houden en losweken omdat de pva in de haarlak oplost, zoals @vincent_1971 ook al suggereerde. Wel is het zo dat ik toch even heb moeten spelen met de ideale 1e laag hoogte voordat ik goede resultaten kreeg.
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
PETG moet je in tegenstelling tot pla niet op het bed persen.
Ik print het op een laagje houtlijm dat werkt prima.
Ik heb wel gemerkt dat je in het begin moet zorgen dat je de meuk die met PETG standaard uit de nozzle komt zo snel mogenlijk na de start van je print met de hand moet verwijderd anders wordt het een bende
Ik print het op een laagje houtlijm dat werkt prima.
Ik heb wel gemerkt dat je in het begin moet zorgen dat je de meuk die met PETG standaard uit de nozzle komt zo snel mogenlijk na de start van je print met de hand moet verwijderd anders wordt het een bende
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 10:13
sinds 2001
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
Ja idd PETG moet je net een fractie hoger printen dan PLA, anders rolt het zich op achter de nozzle. Zorg ook dat het heatbed schoon is. Zelf goede ervaring met spiritus (bij gebrek aan iso propyl alcohol).
/u/18936/crop6402808ba605b.png?f=community)
Vandaag ben ik ook lekker bezig geweest met PETG op de Kossel.
Eigenlijk gisteren al mee begonnen, maar liep tegen wat problemen aan dat de printer bij de 2e laag al in Thermal Runaway liep. Maar na het aanpassen van de parameters hiervoor in firmware, lijkt het erop dat de temperatuur nu gewoon stabiel is ipv 10 graden zakt.
PETG print ik op 255C en het heatbed op 70C. Wel op een AnyCubic Ultrabase. Hiervoor stond de temp op 245, maar toen bleef het plastic aan de nozzle plakken.
Zoals @CyBeRSPiN aangeeft, wil PETG meer op het heatbed gelegd worden. PLA dien je meer erop te drukken.
Eigenlijk gisteren al mee begonnen, maar liep tegen wat problemen aan dat de printer bij de 2e laag al in Thermal Runaway liep. Maar na het aanpassen van de parameters hiervoor in firmware, lijkt het erop dat de temperatuur nu gewoon stabiel is ipv 10 graden zakt.
PETG print ik op 255C en het heatbed op 70C. Wel op een AnyCubic Ultrabase. Hiervoor stond de temp op 245, maar toen bleef het plastic aan de nozzle plakken.
Zoals @CyBeRSPiN aangeeft, wil PETG meer op het heatbed gelegd worden. PLA dien je meer erop te drukken.
-
- citruspers
- Registratie: December 2009
- Laatst online: 11:11
Gebruik je nog de meegeleverde hotend van de Kossel? Want dan ben je nu langzaam je bowden tube aan het smelten. Makkelijk te vervangen, maar wel onhandig als je daardoor clogs krijgt. En er is wat angst dat je smeltende bowden tube giftige gassen gaat uitstoten, maar volgens mij gebeurt dat pas vanaf 300 graden...Edd schreef op zondag 22 juli 2018 @ 00:39:
Vandaag ben ik ook lekker bezig geweest met PETG op de Kossel.
Eigenlijk gisteren al mee begonnen, maar liep tegen wat problemen aan dat de printer bij de 2e laag al in Thermal Runaway liep. Maar na het aanpassen van de parameters hiervoor in firmware, lijkt het erop dat de temperatuur nu gewoon stabiel is ipv 10 graden zakt.
PETG print ik op 255C en het heatbed op 70C. Wel op een AnyCubic Ultrabase. Hiervoor stond de temp op 245, maar toen bleef het plastic aan de nozzle plakken.
Zoals @CyBeRSPiN aangeeft, wil PETG meer op het heatbed gelegd worden. PLA dien je meer erop te drukken.
Nope, is reeds vervangen door een All-Metal E3D v6 (althans klooncitruspers schreef op zondag 22 juli 2018 @ 00:59:
[...]
Gebruik je nog de meegeleverde hotend van de Kossel? Want dan ben je nu langzaam je bowden tube aan het smelten. Makkelijk te vervangen, maar wel onhandig als je daardoor clogs krijgt. En er is wat angst dat je smeltende bowden tube giftige gassen gaat uitstoten, maar volgens mij gebeurt dat pas vanaf 300 graden...
Ik heb geen last van clogs, maar wel even van jams door een te hoge retraction. Na deze verlaagt te hebben print het prima.
-
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
dit vind ik nogal bijzonder, ik heb namelijk me nozzle met 0.100mm dichter bij het bed gezet en nu blijft het iets beter liggen maar nog niet perfect.jbhc schreef op zondag 22 juli 2018 @ 00:12:
PETG moet je in tegenstelling tot pla niet op het bed persen.
Ik print het op een laagje houtlijm dat werkt prima.
Ik heb wel gemerkt dat je in het begin moet zorgen dat je de meuk die met PETG standaard uit de nozzle komt zo snel mogenlijk na de start van je print met de hand moet verwijderd anders wordt het een bende
Als ik de nozzle verder van het bed haal dan bij pla, kun je het helemaal vergeten
/u/34186/crop62e07d174532d_cropped.png?f=community)
Je moet PETG juist wat verder van het bed printen. Ik print het Prusa PETG-profiel op .05mm extra Z-offset. Overigens, welke slicer gebruik je? De profielen van Slic3r Prusa Edition werken voor mij perfect.KevinSetz schreef op zondag 22 juli 2018 @ 01:44:
[...]
dit vind ik nogal bijzonder, ik heb namelijk me nozzle met 0.100mm dichter bij het bed gezet en nu blijft het iets beter liggen maar nog niet perfect.
Als ik de nozzle verder van het bed haal dan bij pla, kun je het helemaal vergeten
Koop al mijn ads!
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
:strip_exif()/u/36860/reptile.gif?f=community)
Ik heb een maand geleden voor het eerst met PETG geprint, ook op Ultrabase maar dan in een 4Max, het was huismerk van ReprapWorld.nl ik heb de nozzle op zelfde hoogte gehouden als PLA alleen bed was 80C en extruder op 235C het was zo goed geprint dat ik begon te twijfelen of het echt PETG was.
Ik had clips voor onze tuintafel gemaakt, PLA ging na een week krom met warme dagen maar PETG van ReprapWorld is netjes gebleven. Dus het is wel PETG, ik heb ook een Ipad mini houder geprint en dat kwam ook best goed uit en houd netjes in de auto. Ik vind alleen jammer dat ik maar een rol had gekocht want het was in de aanbieding voor €18,15 nu is het €26....
Ik had clips voor onze tuintafel gemaakt, PLA ging na een week krom met warme dagen maar PETG van ReprapWorld is netjes gebleven. Dus het is wel PETG, ik heb ook een Ipad mini houder geprint en dat kwam ook best goed uit en houd netjes in de auto. Ik vind alleen jammer dat ik maar een rol had gekocht want het was in de aanbieding voor €18,15 nu is het €26....
Zoals hierboven al staat, PETG heeft net iets meer ruimte nodig.Reptile-X schreef op zondag 22 juli 2018 @ 01:54:
Ik heb een maand geleden voor het eerst met PETG geprint, ook op Ultrabase maar dan in een 4Max, het was huismerk van ReprapWorld.nl ik heb de nozzle op zelfde hoogte gehouden als PLA alleen bed was 80C en extruder op 235C het was zo goed geprint dat ik begon te twijfelen of het echt PETG was.
Ik had clips voor onze tuintafel gemaakt, PLA ging na een week krom met warme dagen maar PETG van ReprapWorld is netjes gebleven. Dus het is wel PETG, ik heb ook een Ipad mini houder geprint en dat kwam ook best goed uit en houd netjes in de auto. Ik vind alleen jammer dat ik maar een rol had gekocht want het was in de aanbieding voor €18,15 nu is het €26....
Als je van PLA naar PETG gaat, even je bed levelen
(Ook omdat mijn headbed van 55c naar 70c gaat)
Als er een prijs gegeven zou worden voor luiheid, dan zou ik waarschijnlijk iemand anders sturen om hem op te halen
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ik gebruik inderdaad de slic3r PE.Room42 schreef op zondag 22 juli 2018 @ 01:46:
[...]
Je moet PETG juist wat verder van het bed printen. Ik print het Prusa PETG-profiel op .05mm extra Z-offset. Overigens, welke slicer gebruik je? De profielen van Slic3r Prusa Edition werken voor mij perfect.
Print Settings 0.20mm MK3
Filament settings: Prusa PET / Colorfabb XT (Hier zit wel grote temp verschillen in)
Printer Setting: Stock
Ik heb verder niks aan de profielen aan gepast. en gebruik dus de standaard profielen.
Moet ik bij Z-offset 0.05 invullen of -0.05?
Ik ga het zo even proberen en zal hierna foto's van plaatsen incl de first layer test met PLA
Bedankt iedereen alvast voor de tip / tricks / hulp
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Dat begreep ik, maar bij mij was het niet nodig op Ultrabase daarom had ik gereageerd, echter ik zag niet dat er nog twee keer gepost was terwijl ik schreef, dus het leek erop dat ik een vraag had denk ikDroxz schreef op zondag 22 juli 2018 @ 09:23:
[...]
Zoals hierboven al staat, PETG heeft net iets meer ruimte nodig.
Als je van PLA naar PETG gaat, even je bed levelen
(Ook omdat mijn headbed van 55c naar 70c gaat)
hahahahha, sorry als ik je verkeerd begreepReptile-X schreef op zondag 22 juli 2018 @ 10:50:
[...]
Dat begreep ik, maar bij mij was het niet nodig op Ultrabase daarom had ik gereageerd, echter ik zag niet dat er nog twee keer gepost was terwijl ik schreef, dus het leek erop dat ik een vraag had denk ik
Als er een prijs gegeven zou worden voor luiheid, dan zou ik waarschijnlijk iemand anders sturen om hem op te halen
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Nee hoor het lag aan mij, ik word te oud voor GoT denk ik, ik kan het niet meer bijbenen LOL.
Ik had de clips waar ik over had zonder problemen geprint, 10 stuks te gelijk met PETG zonder skirt allen 2 lijntjes brim, die clips hebben geen vasthoud en print operavlakte is maar 2mm en het bleef mooi plakken op Ultrabase. Ik had het upgeload naar Thingiverse: https://www.thingiverse.com/thing:2972767
Ik heb bij de Printer Settings de Z offset op '0.05' staan.KevinSetz schreef op zondag 22 juli 2018 @ 09:53:
[...]
Ik gebruik inderdaad de slic3r PE.
Print Settings 0.20mm MK3
Filament settings: Prusa PET / Colorfabb XT (Hier zit wel grote temp verschillen in)
Printer Setting: Stock
Ik heb verder niks aan de profielen aan gepast. en gebruik dus de standaard profielen.
Moet ik bij Z-offset 0.05 invullen of -0.05?
Ik ga het zo even proberen en zal hierna foto's van plaatsen incl de first layer test met PLA
Bedankt iedereen alvast voor de tip / tricks / hulp
Overigens is dit ook een mooi moment om mijn aangepaste Start en End G-code voor Slic3r PE te showcasen:
No drip bed leveling
Wat deze G-code doet is voordat de print en auto-bedleveling start, de kop opwarmen tot slechts 170 graden, terwijl het bed wel volledig verwarmt. Als die op temperatuur zijn, voert hij de auto-bedleveling-procedure uit. Pas daarna wordt de tool verwarmt tot de echte temperatuur.
Het voordeel hiervan is dat je geen oozing hebt tijdens het auto-bedlevelen. Dus geen drupjes filament over het bed meer!
De End G-code koelt de tool snel af naar 170 graden, met de fan op 100%. Ook dit weer met doel om het oozen na het printen te minimaliseren.
Start G-code:
code:
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
| M300 S2000 P15; beep
M300 S4000 P15; beep
M115 U3.2.1 ; tell printer latest fw version
M201 X1000 Y1000 Z200 E5000 ; sets maximum accelerations, mm/sec^2
M203 X200 Y200 Z12 E120 ; sets maximum feedrates, mm/sec
M204 S1250 T1250 ; sets acceleration (S) and retract acceleration (T)
M205 X10 Y10 Z0.4 E2.5 ; sets the jerk limits, mm/sec
M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec
M83 ; extruder relative mode
; START No drip gcode (Inspired by https://shop.prusa3d.com/forum/assembly-and-first-prints-troubleshooting-f78/filament-leaking-from-nozzle-during-heating-t4494.html#p33050)
G28 W ; home all without mesh bed level
G0 Z60 ; get head above bed to keep it cool
M140 S[first_layer_bed_temperature] ; set bed temp
M104 S170
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S170
G28 W ; home all without mesh bed leveing
G80 ; mesh bed leveling
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0 ; reset extrusion distance
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
; END No drip gcode
G92 E0.0
M221 S{if layer_height==0.05}100{else}95{endif}
; END Start G-code |
End G-code:
code:
1
2
3
4
5
6
7
8
9
10
11
12
| G4 ; wait
M221 S100
M140 S0 ; turn off heatbed
G1 X0 Y200; home X axis
{if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+30, max_print_height)}{endif} ; Move print head up
M84 ; disable motors
M106 ; turn on fan for end cooling
M109 S170 ; cool down hot-end
M104 S0 ; turn off temperature hot-end
M107 ; turn off fan
M300 S2000 P15; beep when done
M300 S4000 P15; beep when done |
De G-code is geoptimaliseerd voor de Prusa i3 MK3 maar zal waarschijnlijk ook wel voor andere printers werken. Misschien moet je enkele codes aanpassen naar jouw printerspecifieke codes.
[ Voor 3% gewijzigd door Room42 op 22-07-2018 12:14 ]
Koop al mijn ads!
Ik ben ook de jongste niet meer hoor (Reptile-X schreef op zondag 22 juli 2018 @ 11:58:
[...]
Nee hoor het lag aan mij, ik word te oud voor GoT denk ik, ik kan het niet meer bijbenen LOL.
Ik had de clips waar ik over had zonder problemen geprint, 10 stuks te gelijk met PETG zonder skirt allen 2 lijntjes brim, die clips hebben geen vasthoud en print operavlakte is maar 2mm en het bleef mooi plakken op Ultrabase. Ik had het upgeload naar Thingiverse: https://www.thingiverse.com/thing:2972767
Als er een prijs gegeven zou worden voor luiheid, dan zou ik waarschijnlijk iemand anders sturen om hem op te halen
@Reptile-X Hoe bevalt de 4Max? Ik krijg de mijne van de week
Een aantal aanpassingen heb ik al op stapel staan, aangezien ik hier de onderdelen veelal had.
24 volt, Titan Aero extruder en misschien andere lagers.
Een aantal aanpassingen heb ik al op stapel staan, aangezien ik hier de onderdelen veelal had.
24 volt, Titan Aero extruder en misschien andere lagers.
-
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
ah leuke Gcode!Room42 schreef op zondag 22 juli 2018 @ 12:12:
[...]
Ik heb bij de Printer Settings de Z offset op '0.05' staan.
Overigens is dit ook een mooi moment om mijn aangepaste Start en End G-code voor Slic3r PE te showcasen:
No drip bed leveling
Wat deze G-code doet is voordat de print en auto-bedleveling start, de kop opwarmen tot slechts 170 graden, terwijl het bed wel volledig verwarmt. Als die op temperatuur zijn, voert hij de auto-bedleveling-procedure uit. Pas daarna wordt de tool verwarmt tot de echte temperatuur.
Het voordeel hiervan is dat je geen oozing hebt tijdens het auto-bedlevelen. Dus geen drupjes filament over het bed meer!Op deze manier kan ik haast zonder kijken de print starten.
De End G-code koelt de tool snel af naar 170 graden, met de fan op 100%. Ook dit weer met doel om het oozen na het printen te minimaliseren.
Start G-code:
code:
M300 S2000 P15; beep M300 S4000 P15; beep M115 U3.2.1 ; tell printer latest fw version M201 X1000 Y1000 Z200 E5000 ; sets maximum accelerations, mm/sec^2 M203 X200 Y200 Z12 E120 ; sets maximum feedrates, mm/sec M204 S1250 T1250 ; sets acceleration (S) and retract acceleration (T) M205 X10 Y10 Z0.4 E2.5 ; sets the jerk limits, mm/sec M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec M83 ; extruder relative mode ; START No drip gcode (Inspired by https://shop.prusa3d.com/forum/assembly-and-first-prints-troubleshooting-f78/filament-leaking-from-nozzle-during-heating-t4494.html#p33050) G28 W ; home all without mesh bed level G0 Z60 ; get head above bed to keep it cool M140 S[first_layer_bed_temperature] ; set bed temp M104 S170 M190 S[first_layer_bed_temperature] ; wait for bed temp M109 S170 G28 W ; home all without mesh bed leveing G80 ; mesh bed leveling M104 S[first_layer_temperature] ; set extruder temp M109 S[first_layer_temperature] ; wait for extruder temp G1 Y-3.0 F1000.0 ; go outside print area G92 E0 ; reset extrusion distance G1 X60.0 E9.0 F1000.0 ; intro line G1 X100.0 E12.5 F1000.0 ; intro line ; END No drip gcode G92 E0.0 M221 S{if layer_height==0.05}100{else}95{endif} ; END Start G-code
End G-code:
code:
G4 ; wait M221 S100 M140 S0 ; turn off heatbed G1 X0 Y200; home X axis {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+30, max_print_height)}{endif} ; Move print head up M84 ; disable motors M106 ; turn on fan for end cooling M109 S170 ; cool down hot-end M104 S0 ; turn off temperature hot-end M107 ; turn off fan M300 S2000 P15; beep when done M300 S4000 P15; beep when done
De G-code is geoptimaliseerd voor de Prusa i3 MK3 maar zal waarschijnlijk ook wel voor andere printers werken. Misschien moet je enkele codes aanpassen naar jouw printerspecifieke codes.
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
4Max was mij eerste printer, en ik ben een van de “early birds” of het verstandig was om een printer te kopen die net uitkomt zonder ervaring ter zijde, ik heb wel veel plezier gehad en heb nog steeds met 4Max, ik ben zelf technicus en gelukkig heb ik geen twee linker handen.Edd schreef op zondag 22 juli 2018 @ 12:40:
@Reptile-X Hoe bevalt de 4Max? Ik krijg de mijne van de week
Een aantal aanpassingen heb ik al op stapel staan, aangezien ik hier de onderdelen veelal had.
24 volt, Titan Aero extruder en misschien andere lagers.
Even alles op rij, eerste dag kon ik niets geplakt krijgen op de Ultrabase, na wat metingen alles lijkt te kloppen maar werkelijke temperatuur was ver onder de gemeten tempratuur, ik heb alles na gemeten op de TriGorilla bord en thermistors er was niets aan de hand, alle bevindingen doorgestuurd naar Anycubic met foto’s en ik had binnen 6 dagen nieuwe bord, ik het nooit ingezet want ik was al aan het printen met hoger ingesteld temperaturen. Na 2 maanden tempraturen die gelezen werden gingen langzamerhand goed, beetje vreemd maar het zit nu goed in de buurt van de werkelijke tempraturen. Er zijn ook andere factoren natuurlijk, thermistors zitten bijna in de heater elementen en waar ik meet zal nooit zo hoog lezen, in het begin was de verschil bijna 30C nu is het maar paar graden, dit gold voor de bed en nozzle. Ik heb dus nu een spare bord.
Na anderhalve maand had ik een vast gelopen filament in de extruder en oorzaak was gebroken throat, die heb ik moeten vervangen en toen na 2 maanden ging mij heater block in de nozzle stuk, die heb ik ook vervangen, ondertussen had 4Max honderden uren gedraaid.
Mijn upgrades zijn alleen de fan’s en de stappenmotor drivers, ik heb alles vervangen met TMC2208.
Ik heb paar fan ducts gemaakt en getest, ik heb die ook op Thingiverse gezet. Ik heb ook een bed leveling assistant geschreven voor 4Max, (niet helemaal zelf geschreven, ik heb er een aangepast die voor CR10S was) het is erg handig als je gaat bed levelen: https://www.thingiverse.com/thing:2846566 want het is toch een beetje krap in de encloser, alle beetjes helpen.
Lagers moet je zeker wat aan doen, ik heb ze wel paar polymer lagers gekocht maar nooit ingezet, ik smeer de lagers in met lager vet van Kroon, en dat doe ik wekelijks want de printer is non stop aan het printen. https://www.toolstation.nl/shop/p49658 lagers in de extruder carriage hadden beetje vibratie maar ging langzamerhand weg na ze veel smeer beurten.
Als je van plan bent om power off resume functie te gebruiken, dan kan je het vergeten, niet alleen vanwege de Ultabase die de print los laat na koud worden, maar ook door bed die in eens naar beneden zakt als er geen spanning meer op de Z stappen motor staat, bed is te zwaar en zakt langzaam naar beneden. X en Y worden wel gehomed (nieuwe word?) maar Z niet, dus als je resume zelfs na een gepauzeerd print dan begin je in eens in de lucht te printen omdat de bed naar beneden is gezakt, ik wil eens voor een oplossing zoeken als ik meer tijd heb, misschien een rem als er geen spanning op de Z motor staat.
Laatste paar weken was ik bezig met Octoprint, 2 printers op een Raspberry Pi, want ik heb ondertussen ook een Tevo Michelangelo. Hier weer een upload van mij op Thingiverse, een doosje voor multi instances Octoprint: https://www.thingiverse.com/thing:3008921
En mijn 4Max is nu zo goed afgesteld dat ik print kan starten zonder bij te zijn, ik hoef alleen kijken als ik net een nieuwe filament heb ingevoerd want die gaat toch een beetje oozen in het begin.
Ik had ook een opdracht gegeven aan een bedrijf die met lexaan en plexiglas onderdelen maakt om een top encloser te maken, dit heeft drie maanden geduurd en ik kan het morgen ophalen “als het goed is” moet het dan klaar zijn. Ik ben benieuwd hoe dat gaat uitzien.
Ik weet niet of je zin had om zo veel te lezen
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Thx voor het sturen van de calculator. Ik heb uiteraard de waardes aangepast, ik wou niet dat ik anders een 2x zo grote STM32 processor moest kopen/makenzynex schreef op vrijdag 20 juli 2018 @ 20:34:
[...]
Ja, dat zou kunnen, maar dat zou ik enkel gebruiken om te controleren of alles goed staat. Stappen per mm wil je eigenlijk puur en enkel berekenen op basis van je onderdelen. (Je soort belt en hoeveel tanden je belt pulley heeft, de microstep en wat voor motor je hebt 0.9/1.8 graden etc) Bij 3d printers zag je eerst ook dat mensen hun steps per mm gingen aanpassen om hun kalibratiecube perfect te krijgen, maar dat is niet de juiste manier. Je gaat dan fouten krijgen bij grotere prints. De enige juiste manier is om je stappen te bepalen is door het te baseren op je hardware. (anders zit er ergens in je bouw een fout)
Je kan wel gewoon een stukje laseren waarvan je de exacte afmetingen weet om te kijken of de laser ook daadwerkelijk 100mm beweegt.
Ik neem aan dat je het aantal steps per mm wel hebt aangepast nu je 1/4 micro stepping gebruikt? Anders kloppen de afmetingen niet meer echt goed.
https://www.prusaprinters.org/calculator/
Bij lagere microstepping maken de motoren/drivers meestal wel een minder hoog geluid dan dat ze voorheen deden met hogere microstepping. Dit is niet echt een probleem, maar kan wel opvallen. Trillen kan af en toe ook komen doordat de motoren een te hoge spanning krijgen. Voelen de drivers/motoren erg warm aan? Het is namelijk niet echt de bedoeling natuurlijk, maar ik zou de oorzaak er niet direct van durven te zeggen. Eigenlijk mag dat kleine verschil in microstepping niet zoveel uitmaken. Ik zou gewoon even 1/8ste proberen en kijken wat er is veranderd.
Klinkt een beetje als het standaard verhaal inderdaad..Reptile-X schreef op zondag 22 juli 2018 @ 15:25:
Ik weet niet of je zin had om zo veel te lezen
Dus dat ben ik wel gewend..
Ik heb de 4Max gekocht, omdat ik meer met ABS wil gaan printen en het dan toch wel beter is om een gesloten enclosure te hebben.
Ik ben bekend met het TriGorilla bord uit mijn AnyCubic Kossel en heb daarin ook de drivers vervangen voor TMC2208. Dit ga ik bij de 4Max ook doen, dus zijn deze onderweg.
Omdat ik toch van plan ben om de extruder te vervangen door een titan aero, zal ik gelijk de thermistor meenemen. Ik heb er nog een paar, waarvan ik weet dat ze goed zijn.
Je thingiverse-profiel had ik vanmiddag al even bekeken en daar staan idd wel wat interessante dingen in.
Ik zal zeker even kijken naar het bed leveling script, aangezien ik niet van plan ben om iets van een probe te gaan gebruiken.
Octorpint ben ik wel van plan in te bouwen, maar moet nog even kijken hoe ik dat wil doen.
-
- Didius
- Registratie: Februari 2006
- Laatst online: 15-07-2024
Tot nu toe had ik enkel ervaring met het printen van PLA. Ik wou nu een onderdeel afdrukken dat bestand was tegen hogere temperaturen, een buisje waar water van 70° - 90° doorheen kan stromen en ik vrees (ben bijna zeker) dat PLA hier niet voor geschikt is. Met ABS printen zie ik niet zitten wegens de gifitge dampen, ik kwam uiteindelijk uit bij HIPS. (http://www.icefilaments.com/hips.php)
Maar hoe print ik best met HIPS? Ik heb al wat geëxperimenteerd met instellingen, maar welke tips kunnen jullie geven? Het buisje dat ik afdruk is wel bestand tegen kokend water, maar breekt eenvoudig (op laaghoogtes) Dus "poor layer adhesion" (?)
Ik print nu op 230° en met mijn heated bed op 70°C.
Laat ik de fan op het onderdeel best draaien? Zo ja, op hoeveel? Als ik die op 100% laat draaien krijg ik warping.
Ik heb een Prusa i3 Hephestos met een BQ witbox extruder maar ik weet niet echt wat de maximale temperatuur is die het heated block aankan.
Tips?
** edit: ik heb nu een rol PETG besteld, waarschijnlijk was dat een betere keuze dan HIPS voor het onderdeel. Lijkt toch eenvoudiger te printen volgens de research.. Af te wachten
Maar hoe print ik best met HIPS? Ik heb al wat geëxperimenteerd met instellingen, maar welke tips kunnen jullie geven? Het buisje dat ik afdruk is wel bestand tegen kokend water, maar breekt eenvoudig (op laaghoogtes) Dus "poor layer adhesion" (?)
Ik print nu op 230° en met mijn heated bed op 70°C.
Laat ik de fan op het onderdeel best draaien? Zo ja, op hoeveel? Als ik die op 100% laat draaien krijg ik warping.
Ik heb een Prusa i3 Hephestos met een BQ witbox extruder maar ik weet niet echt wat de maximale temperatuur is die het heated block aankan.
Tips?
** edit: ik heb nu een rol PETG besteld, waarschijnlijk was dat een betere keuze dan HIPS voor het onderdeel. Lijkt toch eenvoudiger te printen volgens de research.. Af te wachten
[ Voor 8% gewijzigd door Didius op 22-07-2018 19:33 . Reden: PETG aankoop ]
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Als goed is haal ik morgen plexiglas top, het was niet goedkoop om te laten maken, maar we zien wel.Edd schreef op zondag 22 juli 2018 @ 17:37:
[...]
Ik heb de 4Max gekocht, omdat ik meer met ABS wil gaan printen en het dan toch wel beter is om een gesloten enclosure te hebben.
Goed dat je de extruder vervangt, want stappen motor heeft veel skipping problemen met gevolg under extrusion als resultaat, dat heb ik opgelost door een fan en koelribben op de extruder motor. Na 4 a 5 uur printen had ik veel problemen, daarmee nu is het over, zelfs met het warm weer die we op dit moment hebben.
Octoprint is wel erg fijn moet ik zeggen. Ik heb geen ruimte meer op mijn werkkamer anders had ik nog een printer gekocht, ik hou niet van wachten!
- citruspers
- Registratie: December 2009
- Laatst online: 11:11
Ik heb nog geen ervaring met HIPS, maar als je last hebt van delaminatie (afbreken tussen layers) helpt het meestal om heter en/of langzamer te printen.Didius schreef op zondag 22 juli 2018 @ 19:30:
Maar hoe print ik best met HIPS? Ik heb al wat geëxperimenteerd met instellingen, maar welke tips kunnen jullie geven? Het buisje dat ik afdruk is wel bestand tegen kokend water, maar breekt eenvoudig (op laaghoogtes) Dus "poor layer adhesion" (?)
Ik print nu op 230° en met mijn heated bed op 70°C.
Ik heb zelf trouwens gemerkt dat PETG veel minder fan nodig heeft dan PLA. Misschien is dat met HIPS ook het geval. Als de lagen langer warm blijven hebben ze meer tijd om goed samen te smelten (en dus te hechten). Misschien een poging waard.
De HIPS filament waar je naartoe linkt heeft een "Printing temp. 220 - 270˚C". Ik zou dus eerst eens beginnen met een hogere temp voor het printen.Didius schreef op zondag 22 juli 2018 @ 19:30:
Dus "poor layer adhesion" (?)
Ik print nu op 230° en met mijn heated bed op 70°C.
Echter:
http://colorfabb.com/file...rusa_Warranty_and_FAQ.pdfHowever, it is important that you understand that modifying the
kit, integrating it with other products, or printing with materials
which require temperatures above 230 °C or are different from
those recommended on the www.bq.com website, will immediately
invalidate the Warranty.
Ik ben wel benieuwd naar een foto daarvan. Niet dat ik het direct van plan ben, maar misschien tzt eens naar kijken.Reptile-X schreef op zondag 22 juli 2018 @ 19:41:
Als goed is haal ik morgen plexiglas top, het was niet goedkoop om te laten maken, maar we zien wel.
Dat is een goede. Ik ken het extruder type (MK8) ook niet persoonlijk, want heb er nog nooit wat mee gedaan. Maar zag dat er een PTFE tube werd gebruikt tot aan de nozzle, vandaar dat ik ga upgraden naar All-Metal. Aangezien ik nog een Titan Extruder had liggen en via Youtube iemand tegenkwam die de upgrade had gedaan naar een Aero, heb ik een upgrade hiervoor gekocht. De STLs voor de carriage vond ik op een duits forum. Gisteren geprint en het lijkt allemaal netjes te passen.Goed dat je de extruder vervangt, want stappen motor heeft veel skipping problemen met gevolg under extrusion als resultaat, dat heb ik opgelost door een fan en koelribben op de extruder motor. Na 4 a 5 uur printen had ik veel problemen, daarmee nu is het over, zelfs met het warm weer die we op dit moment hebben.
Mjah.. Hier staat ze ook een beetje door huisOctoprint is wel erg fijn moet ik zeggen. Ik heb geen ruimte meer op mijn werkkamer anders had ik nog een printer gekocht, ik hou niet van wachten!
-
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Ik zal wat foto's maken, ik moet eerst een soort houder tekenen/printen en originele boven kap met opening laat ik weg, ik wil de kap zo op kunnen zetten maar ook zo weg kunnen halen. Ik heb een tekening gemaakt met boven klep zodat ik makkelijk bij de extruder kan, maar ik heb de opdracht 3 maanden geleden gegeven dus voor het zelfde geld hebben ze het gewijzigd...Edd schreef op zondag 22 juli 2018 @ 19:56:
Ik ben wel benieuwd naar een foto daarvan. Niet dat ik het direct van plan ben, maar misschien tzt eens naar kijken.
Octoprint heb ik via Chris Rileys Youtube channel gevolgd en gemaakt, een tip, als je multi instance doet noem niets beginnend met 4Max die 4 ervoor heeft mij en Chris Riley goed koppijn gezorgd, hij is een goeie Youtuber, gaf me zijn email en we hebben lang moeten zoeken tot de cameras goed werkte, ik had in een script camera de naam "Video4Max" genoemd en die arme Raspberry Pi maar zoeken naar Video4 terwijl nergens anders voor kwam hahaha.
- LED-Maniak
- Registratie: Oktober 2003
- Laatst online: 10:27
Ik ben aan het spelen met een Wanhao D7 maar het lijkt er op dat hij de eerste 5 bottom layers te vroeg het UV licht weer aan zet. De layers daarna gaat het wel goed. Iemand een idee wat dit kan zijn?
[edit]
Bottom layers hebben een snelheid van 10mm/min, alle andere layers een snelheid van 20mm/min. Je kan echter maar een variabele opgeven lijkt het.
Ik denk dat het iets te maken heeft met $BlankTime maar geen idee hoe ik dit kan instellen. Er lijkt maar een variabele te zijn.
[edit]
Bottom layers hebben een snelheid van 10mm/min, alle andere layers een snelheid van 20mm/min. Je kan echter maar een variabele opgeven lijkt het.
Ik denk dat het iets te maken heeft met $BlankTime maar geen idee hoe ik dit kan instellen. Er lijkt maar een variabele te zijn.
[ Voor 42% gewijzigd door LED-Maniak op 23-07-2018 09:30 ]
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Okee naar aanleiding van mijn eerdere berichten met de laser is het resultaat nu al vele malen beter. Echter heb ik toch het gevoel dat er in mijn X-as een slinger zit aangezien ik een constante slinger zie op de graferingen. Zie hieronder het laatste, en momenteel beste resultaat. Deze PCB is ook bruikbaar voor etsen.
aan die die mij eerder hielpen bedankt voor je eerdere hulp! Het resultaat is vele malen beter!!

De X-as van de machine is hier ook de x-as op het printje. Ik zie eigenlijk alle lijnen die om hoog en omlaag gaan goed gaan, echter alles wat van links naar rechts gaat heeft een kronkel erin zitten.
Ik zat te denken, dit kan natuurlijk in de X-as zitten, maar misschien is het ook wel de dubbele motoren die ik op de Y-as heb. Ik denk in iedergeval dat het mechanisch is, hebben jullie nog meer tips? De machine is een standaard "chinese laser engraver": hij lijkt op deze: https://nl.aliexpress.com...36aaec6&priceBeautifyAB=0
Ook de dubbele motor op de Y-as, alleen heb ik maar een van die plexiglas platen op de X-as
aan die die mij eerder hielpen bedankt voor je eerdere hulp! Het resultaat is vele malen beter!!
De X-as van de machine is hier ook de x-as op het printje. Ik zie eigenlijk alle lijnen die om hoog en omlaag gaan goed gaan, echter alles wat van links naar rechts gaat heeft een kronkel erin zitten.
Ik zat te denken, dit kan natuurlijk in de X-as zitten, maar misschien is het ook wel de dubbele motoren die ik op de Y-as heb. Ik denk in iedergeval dat het mechanisch is, hebben jullie nog meer tips? De machine is een standaard "chinese laser engraver": hij lijkt op deze: https://nl.aliexpress.com...36aaec6&priceBeautifyAB=0
Ook de dubbele motor op de Y-as, alleen heb ik maar een van die plexiglas platen op de X-as
Fijn om te horen dat er in ieder geval progressie is.jctjepkema schreef op maandag 23 juli 2018 @ 09:30:
Okee naar aanleiding van mijn eerdere berichten met de laser is het resultaat nu al vele malen beter. Echter heb ik toch het gevoel dat er in mijn X-as een slinger zit aangezien ik een constante slinger zie op de graferingen. Zie hieronder het laatste, en momenteel beste resultaat. Deze PCB is ook bruikbaar voor etsen.
aan die die mij eerder hielpen bedankt voor je eerdere hulp! Het resultaat is vele malen beter!!
[afbeelding]
De X-as van de machine is hier ook de x-as op het printje. Ik zie eigenlijk alle lijnen die om hoog en omlaag gaan goed gaan, echter alles wat van links naar rechts gaat heeft een kronkel erin zitten.
Ik zat te denken, dit kan natuurlijk in de X-as zitten, maar misschien is het ook wel de dubbele motoren die ik op de Y-as heb. Ik denk in iedergeval dat het mechanisch is, hebben jullie nog meer tips? De machine is een standaard "chinese laser engraver": hij lijkt op deze: https://nl.aliexpress.com...36aaec6&priceBeautifyAB=0
Ook de dubbele motor op de Y-as, alleen heb ik maar een van die plexiglas platen op de X-as
Ik denk ook dat dit in de mechanica zit. De rest ziet er al best goed uit inderdaad. Ik kan op de foto alleen niet zien of de onderste horizontale lijn er ook zo uit ziet als de bovenste horizontale lijn. Is die onderste wel recht of ook een beetje kronkelig?
Persoonlijk denk ik niet dat het aan de dubbele motoren op de y as ligt. Als die niet gelijk zouden staan zou ik namelijk wel een rechte lijn verwachten, maar dan op een kleine hoek. (En het ziet er allemaal redelijk haaks uit.)
Mijn 'best guess' zou zijn dat er een trilling in je x as zit. Misschien zijn niet alle lagers even goed of is de pulley op je motor krom. Bij een laser vallen dat soort dingen natuurlijk veel sneller op dan bij de meeste 3d printers.
Helaas heb ik nu ook verder even geen ideeën meer. Hopelijk kom je eruit.
- jctjepkema
- Registratie: Mei 2011
- Laatst online: 13-05 16:07
Thanks! Ja ik zat nog te denken dat het misschien komt omdat ik ooit een dubbele plaat had op de x-as, zoals die in de link en ik er nu een enkele op heb zitten. Met die dubbele stond de x-as te strak en daar had ik last van tijdens het graveren. Ik ga vanavond de boel goed afstellen en kijken of het er dan uit gaat. Anders bestel ik nieuwe Gantry plates denk ik van metaal met eccentric bouten zodat ik hem op spanning kan brengen.zynex schreef op maandag 23 juli 2018 @ 13:21:
[...]
Fijn om te horen dat er in ieder geval progressie is.
Ik denk ook dat dit in de mechanica zit. De rest ziet er al best goed uit inderdaad. Ik kan op de foto alleen niet zien of de onderste horizontale lijn er ook zo uit ziet als de bovenste horizontale lijn. Is die onderste wel recht of ook een beetje kronkelig?
Persoonlijk denk ik niet dat het aan de dubbele motoren op de y as ligt. Als die niet gelijk zouden staan zou ik namelijk wel een rechte lijn verwachten, maar dan op een kleine hoek. (En het ziet er allemaal redelijk haaks uit.)
Mijn 'best guess' zou zijn dat er een trilling in je x as zit. Misschien zijn niet alle lagers even goed of is de pulley op je motor krom. Bij een laser vallen dat soort dingen natuurlijk veel sneller op dan bij de meeste 3d printers.
Helaas heb ik nu ook verder even geen ideeën meer. Hopelijk kom je eruit.
So far, en ik zal nog wel even een update sturen als het eruit is
- LED-Maniak
- Registratie: Oktober 2003
- Laatst online: 10:27
Wow, blijkbaar had ik een probleem in de standaard GCode die niet met een wanhao werkt.
Zojuist mijn allereerste keramische onderdelen met SLA geprint. Vanavond in de oven(>1200C). Ben super benieuwd.
Zojuist mijn allereerste keramische onderdelen met SLA geprint. Vanavond in de oven(>1200C). Ben super benieuwd.
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
Ik ben benieuwd naar de resultaten. Wel wat plaatjes uploaden he.LED-Maniak schreef op maandag 23 juli 2018 @ 14:15:
Wow, blijkbaar had ik een probleem in de standaard GCode die niet met een wanhao werkt.
Zojuist mijn allereerste keramische onderdelen met SLA geprint. Vanavond in de oven(>1200C). Ben super benieuwd.
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Okay, het gaat al iets beter maar mooi? Nee niet echt,
PETG Collorfab Temp: 255 / 85


PETG Collorfab Temp: 255 / 85
Er gaat zo te zien wel wat meer mis, maar aan de onderkant zie ik ook heel weinig infill overlap. Hierdoor krijg je op plekken waar maar weinig infill mogelijk is door de smalheid/aantal perimeters een kronkelige infill die niet goed aansluit op je outside perimeters. Ook hechten deze kronkelige lijntjes vaak niet geweldig en worden ze dan weer door je nozzle meegesleept naar een andere plek en krijg je slordige resultaten.KevinSetz schreef op maandag 23 juli 2018 @ 14:37:
Okay, het gaat al iets beter maar mooi? Nee niet echt,
PETG Collorfab Temp: 255 / 85
[afbeelding]
[afbeelding]
Die outline/infill overlap zou ik dus wel een stuk verhogen.
(Dadelijk heb je hopelijk wel eindelijk al je profielen voor alle filamenten.
[ Voor 7% gewijzigd door zynex op 23-07-2018 15:00 ]
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
het is ook net of die nozzle soms schraapt over het object waardoor je rare fratsen krijgt.zynex schreef op maandag 23 juli 2018 @ 14:59:
[...]
Er gaat zo te zien wel wat meer mis, maar aan de onderkant zie ik ook heel weinig infill overlap. Hierdoor krijg je op plekken waar maar weinig infill mogelijk is door de smalheid/aantal perimeters een kronkelige infill die niet goed aansluit op je outside perimeters. Ook hechten deze kronkelige lijntjes vaak niet geweldig en worden ze dan weer door je nozzle meegesleept naar een andere plek en krijg je slordige resultaten.
Die outline/infill overlap zou ik dus wel een stuk verhogen.
(Dadelijk heb je hopelijk wel eindelijk al je profielen voor alle filamenten.
Gebruik je nou een standaard profiel voor Petg? Aangezien je al vele moeilijkere filamenten hebt gebruikt zou dit eigenlijk niet zo moeilijk horen te gaan. Print je petg misschien niet iets te dicht op je bed? Het ziet er niet heel platgedrukt uit, maar je eerste layer is waarschijnlijk ook al 150/200% en dit in combinatie met een iets te strakke first layer wil er soms nog wel eens voor zorgen dat de z-axis niet genoeg omhoog gaat waardoor je soms inderdaad een beetje over het object schraapt.KevinSetz schreef op maandag 23 juli 2018 @ 15:06:
[...]
het is ook net of die nozzle soms schraapt over het object waardoor je rare fratsen krijgt.
Nu heb je 0.2mm layer height? Probeer eens 0.25/0.3 (mits je een 0.4 nozzle hebt) en kijk of dat schrapen aanhoudt. Bij hogere layer lagen heb je namelijk minder vaak last van het bovenstaande probleem en dan kun je wat dingen uitsluiten.
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ik ga er weer mee aan de slag, Ja is gewoon PETG profiel van Prusa, Carbon printen gaat een stuk makelijker dan petg.zynex schreef op maandag 23 juli 2018 @ 15:13:
[...]
Gebruik je nou een standaard profiel voor Petg? Aangezien je al vele moeilijkere filamenten hebt gebruikt zou dit eigenlijk niet zo moeilijk horen te gaan. Print je petg misschien niet iets te dicht op je bed? Het ziet er niet heel platgedrukt uit, maar je eerste layer is waarschijnlijk ook al 150/200% en dit in combinatie met een iets te strakke first layer wil er soms nog wel eens voor zorgen dat de z-axis niet genoeg omhoog gaat waardoor je soms inderdaad een beetje over het object schraapt.
Nu heb je 0.2mm layer height? Probeer eens 0.25/0.3 (mits je een 0.4 nozzle hebt) en kijk of dat schrapen aanhoudt. Bij hogere layer lagen heb je namelijk minder vaak last van het bovenstaande probleem en dan kun je wat dingen uitsluiten.
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Een paar maanden geleden ben ik begonnen met het bouwen van een 2e printer op basis van de AM8.
Van het weekend heb ik hem eindelijk zover af kunnen maken dat er zondagavond een testcube uitkwam.
Gisteren heb ik er een serieuze print uit kunnen laten rollen en ik moet zegen, ik ben onder de indruk. De kwaliteit is wel even beter dan die van de A8.
Vooralsnog ben ik erg blij met het resultaat
Van het weekend heb ik hem eindelijk zover af kunnen maken dat er zondagavond een testcube uitkwam.
Gisteren heb ik er een serieuze print uit kunnen laten rollen en ik moet zegen, ik ben onder de indruk. De kwaliteit is wel even beter dan die van de A8.
Vooralsnog ben ik erg blij met het resultaat
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 22-05 07:50
Ik kreeg vanmiddag TMC2130 stepper drivers binnen. Die vanavond of morgen maar eens in mijn Prusa clone prikken en kijken of die inderdaad een wereld van verschil maken wat geluid betreft
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Zijn dat drop-in replacements voor de drv8825 of moet je daar weer vanalles aan verbouwen?Spike_wolf schreef op dinsdag 24 juli 2018 @ 20:02:
Ik kreeg vanmiddag TMC2130 stepper drivers binnen. Die vanavond of morgen maar eens in mijn Prusa clone prikken en kijken of die inderdaad een wereld van verschil maken wat geluid betreft
Anders denk ik dat ik gewoon de 2100 bestel.
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 22-05 07:50
Bijna, ze regelen het voltage softwarematig om de steppers efficiënter en stiller te laten werken en maken komen zonder endstops switches mogelijk.jbhc schreef op dinsdag 24 juli 2018 @ 23:00:
[...]
Zijn dat drop-in replacements voor de drv8825 of moet je daar weer vanalles aan verbouwen?
Anders denk ik dat ik gewoon de 2100 bestel.
Je drukt ze op hun plek in je ramps bord, maar moet de extra pinnen nog even verbinden met jumper wires. En vervolgens activeren in marlin. Vrij eenvoudig. Hoewel je wat meer moeite moet doen als je een LCD met SD gebruikt die al op AUX3 zit.
[Edit]
Nog geen prints gedraaid (morgen maar uitgebreid testen) maar wel wat met de X en Y as lopen spelen en man wat zijn die stil nu!
Heel benieuwd hoe hij nu met ee daadwerkelijke print klinkt, maar ik ben tot zover ben ik heel tevreden
Misschien binnenkort toch m'n Wanhao ook maar eens van een Arduino/Ramps/Marlin gaan voorzien met deze drivers, damn
[ Voor 22% gewijzigd door Spike_wolf op 24-07-2018 23:33 ]
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Sorry duurde even voor dat ik foto's kon maken, maar ik moest eerst iets verzinnen en printen om boven kap te bevestigden, ze hadden mij verkeerd begrepen en het knopje aan de verkeerde kant gemaakt, dus voorkant is nu achterkant geworden, ik wou kleinere gedeelte openen. Ik moet nog iets verzinnen om kap te open laten staan met een magneet of iets.Edd schreef op zondag 22 juli 2018 @ 19:56:
Ik ben wel benieuwd naar een foto daarvan. Niet dat ik het direct van plan ben, maar misschien tzt eens naar kijken.




Je kan zelfde foto's op FB Anycubic groep ook zien, want ik zou ze daar ook delen.
Gisteren de AnyCubic 4Max binnen gekregen en was ik begonnen met bouwen. Maar met het weer toch maar rustig aan gedaan en heb er de tijd voor genomen.
Vandaag de eerste print gedaan en moet toegeven dat het mij niet tegenvalt...

Ik heb direct wel een aantal kleine aanpassingen gedaan:
1. Lagers van de X-as vervangen door zogenaamde sintered bushings. Ik wilde ook van de Y-as vervangen, maar dat is een apart maatje.
2. Marlin 1.1.8 geflashed
3. Ty-raps die de PTFE tube aan de elektronica-draden verbond verwijderd. Ik had het idee dat hierdoor de extruder niet helemaal lekker werkte (maar dat waren eigenlijk toch het verkeerde aantal steps/mm)
Todo:
- TMC2208 installeren: zijn in het land, maar moeten nog bezorgd worden.
- Extruder vervangen door Titan Aero
- 24v.... Maar dat moet ik nog even bekijken, aangezien de power supply die ik heb liggen niet past. Eens zien of ik er een kan vinden met de juiste maat.
@Reptile-X ziet er wel netjes uit, maar ook best groot.
Nog wel bedankt voor de bed leveling gcode. Dat maakte het levelen toch wel vrij pijnloos
Interessant systeem voor je filament heb je trouwens
Persoonlijk heb ik lopen klooien met TMC2130's, maar nooit lekker aan de praat gekregen. Waarschijnlijk omdat het chinese versies waren die niet helemaal goed waren. Daarna een paar TMC2208 gekocht en als dropin's in de Kossel gezet. Ik had geen zin om weer moeilijk te lopen doen met firmware-aanpassingen en het aansluiten van de seriële communicatie hiervan.
Vandaag de eerste print gedaan en moet toegeven dat het mij niet tegenvalt...
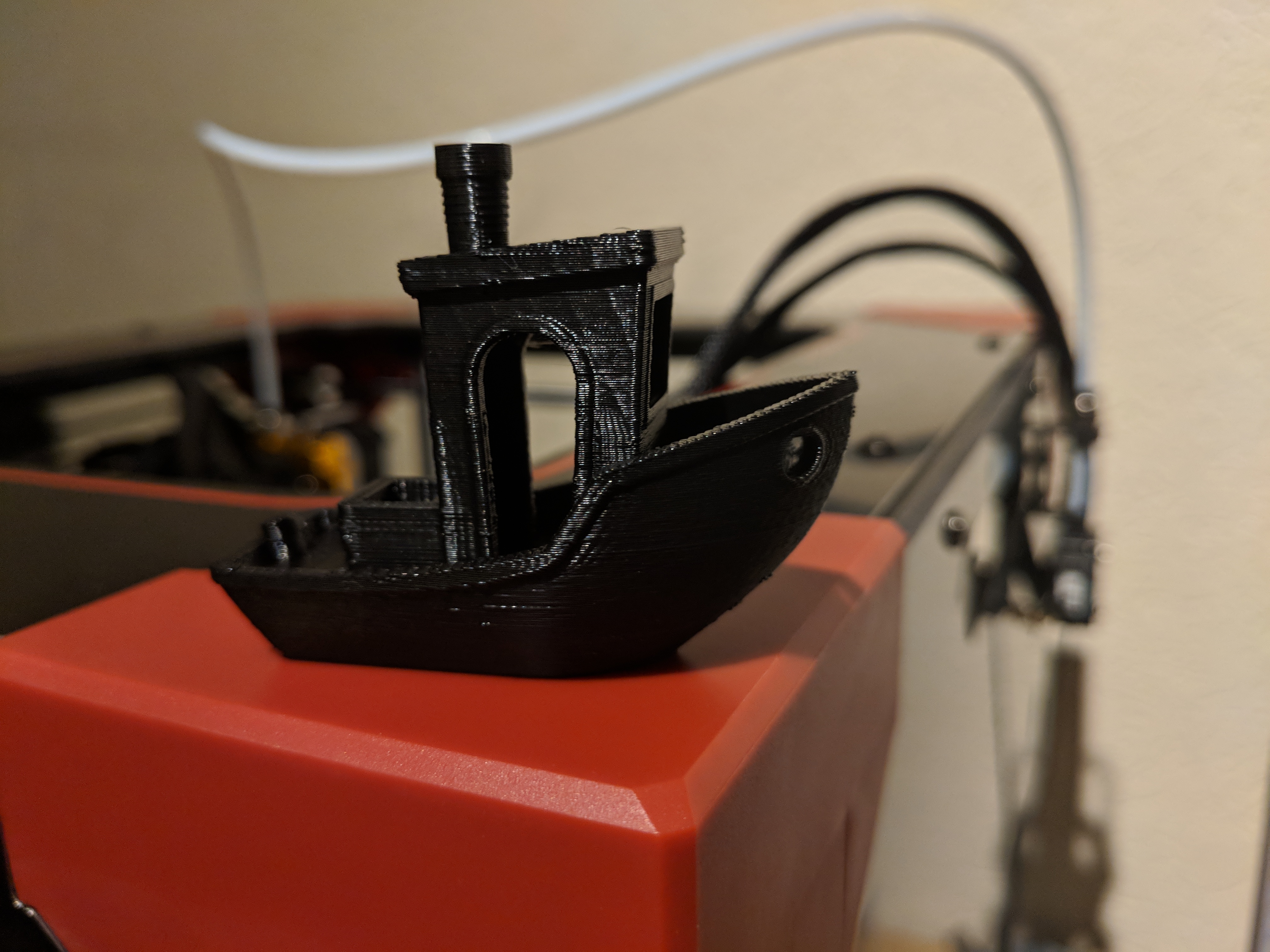
Ik heb direct wel een aantal kleine aanpassingen gedaan:
1. Lagers van de X-as vervangen door zogenaamde sintered bushings. Ik wilde ook van de Y-as vervangen, maar dat is een apart maatje.
2. Marlin 1.1.8 geflashed
3. Ty-raps die de PTFE tube aan de elektronica-draden verbond verwijderd. Ik had het idee dat hierdoor de extruder niet helemaal lekker werkte (maar dat waren eigenlijk toch het verkeerde aantal steps/mm
Todo:
- TMC2208 installeren: zijn in het land, maar moeten nog bezorgd worden.
- Extruder vervangen door Titan Aero
- 24v.... Maar dat moet ik nog even bekijken, aangezien de power supply die ik heb liggen niet past. Eens zien of ik er een kan vinden met de juiste maat.
@Reptile-X ziet er wel netjes uit, maar ook best groot.
Nog wel bedankt voor de bed leveling gcode. Dat maakte het levelen toch wel vrij pijnloos
Interessant systeem voor je filament heb je trouwens
Als je dropins wil, kan ik je ook kijken naar de tmc2208.jbhc schreef op dinsdag 24 juli 2018 @ 23:00:
[...]
Zijn dat drop-in replacements voor de drv8825 of moet je daar weer vanalles aan verbouwen?
Anders denk ik dat ik gewoon de 2100 bestel.
Persoonlijk heb ik lopen klooien met TMC2130's, maar nooit lekker aan de praat gekregen. Waarschijnlijk omdat het chinese versies waren die niet helemaal goed waren. Daarna een paar TMC2208 gekocht en als dropin's in de Kossel gezet. Ik had geen zin om weer moeilijk te lopen doen met firmware-aanpassingen en het aansluiten van de seriële communicatie hiervan.
-
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Ja ik heb laatste moment wanneer ik opdracht gaf 10cm hoger laten maken, ik dacht dan heb ik meer ruimte om the spelen.Edd schreef op dinsdag 24 juli 2018 @ 23:55:
@Reptile-X ziet er wel netjes uit, maar ook best groot.
Nog wel bedankt voor de bed leveling gcode. Dat maakte het levelen toch wel vrij pijnloos
Interessant systeem voor je filament heb je trouwens
Filament systeem, tjaa... ik heb 4 Ikea samla 22L boxen, ik probeer zo goed mogelijk gesloten systeem te maken, zodat ik geen zorgen heb met vocht, er gingen 60 koppelingen en 10 meter tube doorheen

- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 10:13
sinds 2001
@Reptile-X wow, netjes! Wat als je in de onderste bak een spoel wil vervangen? Trek je dan niet alle slangetjes los doordat de bovenste ook op hetzelfde 'koppelstuk' zit?
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
@CyBeRSPiN dank je
Ik til beide bakken eraf en leg op een tafel en dan kan ik bovenste bak ernaast zetten en bij onderste bak komen zonder slangetjes los te halen, na een tijdje liggen ze rond 10% RH, als ik een spoel vervang dan gaat de relatieve luchtvochtigheid omhoog zoals links onder die zit op de foto met 12% RH.
Als ik een kleur nodig heb van rechter stapel in 4Max dan verwissel ik de plaatsen, gaat best makkelijk allemaal, enige nadeel is dat je overtollige filament niet kan terug rollen, die laat ik meestal hangen.
Ik til beide bakken eraf en leg op een tafel en dan kan ik bovenste bak ernaast zetten en bij onderste bak komen zonder slangetjes los te halen, na een tijdje liggen ze rond 10% RH, als ik een spoel vervang dan gaat de relatieve luchtvochtigheid omhoog zoals links onder die zit op de foto met 12% RH.
Als ik een kleur nodig heb van rechter stapel in 4Max dan verwissel ik de plaatsen, gaat best makkelijk allemaal, enige nadeel is dat je overtollige filament niet kan terug rollen, die laat ik meestal hangen.
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
maar dat is toch gewoon PLA e.d. ?Reptile-X schreef op woensdag 25 juli 2018 @ 01:43:
@CyBeRSPiN dank je
Ik til beide bakken eraf en leg op een tafel en dan kan ik bovenste bak ernaast zetten en bij onderste bak komen zonder slangetjes los te halen, na een tijdje liggen ze rond 10% RH, als ik een spoel vervang dan gaat de relatieve luchtvochtigheid omhoog zoals links onder die zit op de foto met 12% RH.
Als ik een kleur nodig heb van rechter stapel in 4Max dan verwissel ik de plaatsen, gaat best makkelijk allemaal, enige nadeel is dat je overtollige filament niet kan terug rollen, die laat ik meestal hangen.
60 TB can not be enough
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 22-05 07:50
Damn, hij is al een tijdje met een print bezig, maa rover het algemeen is de 30mm extruder fan luidruchtiger dan de steppers nuSpike_wolf schreef op dinsdag 24 juli 2018 @ 23:22:
[Edit]
Nog geen prints gedraaid (morgen maar uitgebreid testen) maar wel wat met de X en Y as lopen spelen en man wat zijn die stil nu!
Heel benieuwd hoe hij nu met ee daadwerkelijke print klinkt, maar ik ben tot zover ben ik heel tevreden
Misschien binnenkort toch m'n Wanhao ook maar eens van een Arduino/Ramps/Marlin gaan voorzien met deze drivers, damn
[ Voor 12% gewijzigd door Spike_wolf op 25-07-2018 09:20 ]
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- _ferry_
- Registratie: Januari 2002
- Niet online
:strip_icc():strip_exif()/u/46872/volume-s.jpg?f=community)
Zo sjieke oplossing met die bakken.
Ik heb er al weken een rol PETG in zitten, wissel nauwelijks meer eigenlijk.
Ik heb er al weken een rol PETG in zitten, wissel nauwelijks meer eigenlijk.
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Ik moet eerlijk zeggen dat ik erg weinig last heb met vocht maar ik weet misschien niet beter?
Meestal weet men niet beter en komt men er pas achter bij print problemen of slechte kwaliteit prints. Het ligt er natuurlijk ook aan waar je woont, hier in Zeewolde heb ik altijd een enorm hoge vochtigheidsgraad, ik verwacht dat ik veel eerder last krijg van vocht issues dan iemand in bv. Limburg.jbhc schreef op woensdag 25 juli 2018 @ 09:24:
Ik moet eerlijk zeggen dat ik erg weinig last heb met vocht maar ik weet misschien niet beter?
En het ligt er natuurlijk ook aan welke Filament je gebruikt, bij TPU is het extreem, dit filmpje laat heel mooi de verschillen zien: YouTube: 3D Printing In TPU - Tips and Tricks
- Reptile-X
- Registratie: Oktober 2001
- Laatst online: 20-05 02:44
߀ åf®åîÐ!
Ja lage luchtvochtigheid geld voor PLA inderdaad, maar in de bak rechts boven heb ik PETG, ABS en Wood filament zitten.
Dank je, Ik print nog wel veel met PLA, lekker goedkoop, als het echt nodig is voor buiten enz. dan neem ik PETG._ferry_ schreef op woensdag 25 juli 2018 @ 09:20:
Zo sjieke oplossing met die bakken.
Ik heb er al weken een rol PETG in zitten, wissel nauwelijks meer eigenlijk.
Ik ben redelijk nieuw in 3D printen, dus ik heb maar adviezen gevolgd op internet, misschien zou ik er ook geen last van hebben, buiten de bakken is het toch 56%RH en PLA mag maximaal 30% RH geloof ik.jbhc schreef op woensdag 25 juli 2018 @ 09:24:
Ik moet eerlijk zeggen dat ik erg weinig last heb met vocht maar ik weet misschien niet beter?
[ Voor 62% gewijzigd door Reptile-X op 25-07-2018 18:15 ]
- KorneelB
- Registratie: Mei 2008
- Laatst online: 19-05 07:41
ik denk serieus dat je wat geld aan t weggooien bent om eerlijk te zijn..Reptile-X schreef op woensdag 25 juli 2018 @ 18:09:
[...]
Ja lage luchtvochtigheid geld voor PLA inderdaad, maar in de bak rechts boven heb ik PETG, ABS en Wood filament zitten.
[...]
Dank je, Ik print nog wel veel met PLA, lekker goedkoop, als het echt nodig is voor buiten enz. dan neem ik PETG.
[...]
Ik ben redelijk nieuw in 3D printen, dus ik heb maar adviezen gevolgd op internet, misschien zou ik er ook geen last van hebben, buiten de bakken is het toch 56%RH en PLA mag maximaal 30% RH geloof ik.
ik heb hier rollen die gewoon 2 jaar in hun verpakking hebben gezeten en t nog als een treintje doen.. en ik ben toch redelijk een autoriteit in 3d printen..
60 TB can not be enough
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Let op:
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.