:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
Bijna het zelfde gehad hier, bleek bij mij de snelheid te zijn geweest.Niekserr schreef op zaterdag 30 juni 2018 @ 21:21:
[...]
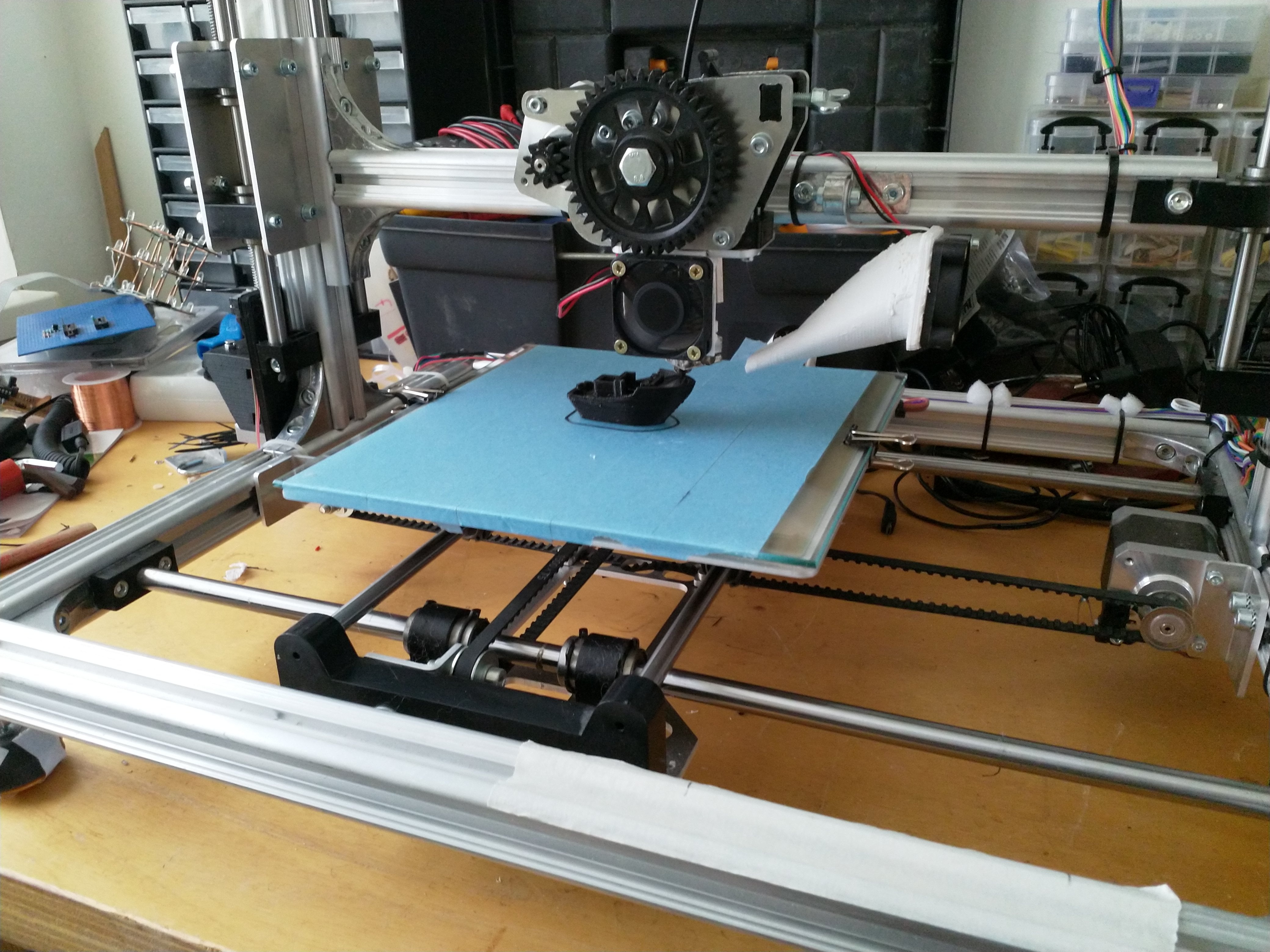
Het staat er niet echt tussen helaas. Hopelijk is deze foto duidelijk, het is nogal lastig om hem scherp te krijgen met het spiegelende oppervlak door de glasplaat op het heated bed. Je ziet dat de kleinere oppervlakken wat lastiger te printen zijn, for some reason...
[afbeelding]
Heb je dit probleem door je hele print, of alleen de first layer(s)?
En, hoe snel print je je first layer/infill?
Als er een prijs gegeven zou worden voor luiheid, dan zou ik waarschijnlijk iemand anders sturen om hem op te halen
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
:strip_icc():strip_exif()/u/70459/crop5cf63c113d06c_cropped.jpeg?f=community)
Gebruiken jullie andere tandwielen voor de feeder. Ik heb de strandaard messing. Ik zie ook van die half ronde van staal.
En ik kwam dit tegen:
https://macewen3d.com/col...-10-cr-10-s4-and-cr-10-s5
Zou dat een verbetering geven.
Xiaomi 13T Pro
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Als je al een extruder gaat vervangen, ga dan voor een titan. Dit ding is net zo goed als een standaard meegeleverde extruder. Als je zonder tandwielen werkt is het wel belangrijk dat je een motor gebruikt die sterk genoeg is. Overigens heb ik soms wel wat last van zulke korrelspoortjes, maar dat is alleen als er te veel filament is weggelekt en het nog niet is aangevuld. De spuitmond staat nog niet 'op druk' om het zo maar uit te drukken en druppelt wat.Btje schreef op zondag 1 juli 2018 @ 11:24:
Ik heb het idee dat het filament af en toe niet doorgeduwd wordt. Hij is niet verstopt even later stroomt het dan wel door. Resultaat op de buildplate is dan geen mooie streep filament maar meer korreltjes.
Gebruiken jullie andere tandwielen voor de feeder. Ik heb de strandaard messing. Ik zie ook van die half ronde van staal.
En ik kwam dit tegen:
https://macewen3d.com/col...-10-cr-10-s4-and-cr-10-s5
Zou dat een verbetering geven.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Niekserr
- Registratie: Juni 2013
- Laatst online: 21-05 07:40
30mm/s...... En ja het is alleen bij de first layer. De lagen erna print ik ook op 50 of 60 mm/sDroxz schreef op zondag 1 juli 2018 @ 10:09:
[...]
Bijna het zelfde gehad hier, bleek bij mij de snelheid te zijn geweest.
Heb je dit probleem door je hele print, of alleen de first layer(s)?
En, hoe snel print je je first layer/infill?
Ik ben hier geen expert en ben zelf ook nog zoekende naar de perfectie instellingen maar ik hebNiekserr schreef op zondag 1 juli 2018 @ 15:07:
[...]
30mm/s...... En ja het is alleen bij de first layer. De lagen erna print ik ook op 50 of 60 mm/s
net nog een dop (met schroefdraad) voor een flesje geprint, 10 mms first layer, de rest op 40.
Wel PETG. (veel details en kleine oppervlakte maakte deze "trage" instellingen)
Wie weet heb je er wat aan.
Als er een prijs gegeven zou worden voor luiheid, dan zou ik waarschijnlijk iemand anders sturen om hem op te halen
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
Is die titan echt beter? Moet ik dan iets aanpassen in cura? Als de overbrenging anders is lijkt me wel naar dat kan ik zo snel niet zien.
ocf81 schreef op zondag 1 juli 2018 @ 12:49:
[...]
Als je al een extruder gaat vervangen, ga dan voor een titan. Dit ding is net zo goed als een standaard meegeleverde extruder. Als je zonder tandwielen werkt is het wel belangrijk dat je een motor gebruikt die sterk genoeg is. Overigens heb ik soms wel wat last van zulke korrelspoortjes, maar dat is alleen als er te veel filament is weggelekt en het nog niet is aangevuld. De spuitmond staat nog niet 'op druk' om het zo maar uit te drukken en druppelt wat.
Xiaomi 13T Pro
- citruspers
- Registratie: December 2009
- Laatst online: 12:29
In Cura hoef je niks aan te passen, maar in je printer firmware wel. Daar pas je namelijk je E-steps aan aan de nieuwe extruder (die zo uit het hoofd een 1:3 reductie heeft).
/u/34186/crop62e07d174532d_cropped.png?f=community)
Ik heb nu ook zoiets in de hoeken van m'n bed. Daar helpt het om de z-offset aan te passen. Je zou dus eens je Z-offset kunnen verhogen. Je nozzle moet dan dus dichter bij het bed komen.Niekserr schreef op zaterdag 30 juni 2018 @ 21:21:
[...]
Het staat er niet echt tussen helaas. Hopelijk is deze foto duidelijk, het is nogal lastig om hem scherp te krijgen met het spiegelende oppervlak door de glasplaat op het heated bed. Je ziet dat de kleinere oppervlakken wat lastiger te printen zijn, for some reason...
[afbeelding]
Overigens denk ik dat je probleem hieronder valt: https://www.simplify3d.co...t-not-sticking-to-the-bed
[ Voor 10% gewijzigd door Room42 op 01-07-2018 20:02 ]
Koop al mijn ads!
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
- maartend
- Registratie: Augustus 2002
- Laatst online: 09:14
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29

Ps dit wordt zo'n elastiekjes schieter voor de kids. Express in felle kleur zodat het niet als geweer wordt aangezien.
citruspers schreef op zondag 1 juli 2018 @ 18:46:
Ik ben laatst geupgrade naar een Titan. Kan niet zeggen dat het nou echt veel verschil maakt, maar de prints komen er in ieder geval wel mooi uit.
In Cura hoef je niks aan te passen, maar in je printer firmware wel. Daar pas je namelijk je E-steps aan aan de nieuwe extruder (die zo uit het hoofd een 1:3 reductie heeft).
[ Voor 8% gewijzigd door Btje op 02-07-2018 07:04 ]
Xiaomi 13T Pro
:strip_exif()/u/711020/crop5805dbc01d908_cropped.gif?f=community)
bedankt voor het aanbod, ben op het moment met Evanescent bezig om het model door te lopen en nog het een en ander te wijzigen. Evanescent wil ook voor mij gaan printen. mocht het niet lukken neem ik wel contact op met jouDroxz schreef op vrijdag 29 juni 2018 @ 18:06:
[...]
Ik zou zeker wat voor je kunnen printen in PLA of PETG, ik denk bijna iedereen hier wel
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Ik zou eerder kijken naar het tandwiel en de motor van je huidige extruder dan dat ik een andere extruder aan zou schaffen. Als je er dan een koopt, dan is een model met een tandwieloverbrenging geen slecht idee. Vandaar de suggestie voor een TitanBtje schreef op zondag 1 juli 2018 @ 18:20:
Rare is dat hij dit niet continu doet. Dus het is geen verstopping.
Is die titan echt beter? Moet ik dan iets aanpassen in cura? Als de overbrenging anders is lijkt me wel naar dat kan ik zo snel niet zien.
[...]
[ Voor 3% gewijzigd door ocf81 op 02-07-2018 13:23 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
Ik heb op 215 graden het PLA geprint. Dat ga ik nog eens verlagen om te proberen.
Nog andere dingen die dit beeld kunnen verklaren?
ocf81 schreef op maandag 2 juli 2018 @ 13:23:
[...]
Ik zou eerder kijken naar het tandwiel en de motor van je huidige extruder dan dat ik een andere extruder aan zou schaffen. Als je er dan een koopt, dan is een model met een tandwieloverbrenging geen slecht idee. Vandaar de suggestie voor een Titan
Xiaomi 13T Pro
215 is ook wel erg warm, dat gebruik ik alleen bij mijn (over-date) no-name PLA.Btje schreef op maandag 2 juli 2018 @ 14:43:
Op zich heb ik nog niet super veel geprint ik heb hem ook even los gehad en zaag niet echt slijtage. Zat een beetje filament tussen de tandjes en dat heb ik verwijderd.
Ik heb op 215 graden het PLA geprint. Dat ga ik nog eens verlagen om te proberen.
Nog andere dingen die dit beeld kunnen verklaren?
[...]
Probeer eens 1e layer 210 / de rest op 205.
Heb je dit probleem ook bij b.v die kleine calibratie / test cubes?
Een temp tower gebruiken is altijd aan te raden.
E-steps gecontroleerd?
[ Voor 17% gewijzigd door Droxz op 02-07-2018 16:15 ]
Als er een prijs gegeven zou worden voor luiheid, dan zou ik waarschijnlijk iemand anders sturen om hem op te halen
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
De vorige keer naar abs had ik een verstopte nozzle dus nu weer dacht ik maar die heb ik vervangen maar dat loste het niet op.
Droxz schreef op maandag 2 juli 2018 @ 16:03:
[...]
215 is ook wel erg warm, dat gebruik ik alleen bij mijn (over-date) no-name PLA.
Probeer eens 1e layer 210 / de rest op 205.
Heb je dit probleem ook bij b.v die kleine calibratie / test cubes?
Een temp tower gebruiken is altijd aan te raden.
E-steps gecontroleerd?
Xiaomi 13T Pro
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 09:45
/u/308442/DRUNKEN%2520SAILOR%2520forum.JPG?f=community)
geen idee wat je met autolevel met de hand bedoeldcitruspers schreef op vrijdag 29 juni 2018 @ 18:38:
[...]
Voor cartesische machines heb je inderdaad gelijk. Met autolevel komt zelfs je nozzle een beetje schuin te staan wat de printkwaliteit niet ten goede komt.
Idealiter level je daar het bed gewoon fatsoenlijk op 3 a 4 uiterste punten, en gebruik je vervolgens de autolevel om een grid op het bed te meten en kuiltjes/bobbels op te vangen. En die correcties bouw je gedurende, zeg, de eerste 5mm langzaam af.
Met een "feeler gauge" (een stukje metaal met een bekende dikte) zou je autolevel met de hand zo gepiept moeten zijn.
Voor een Delta printer is autolevel wel essentieel omdat je endstops bovenop de towers zitten, en het afstellen met de hand nagenoeg niet te doen is. Maar daar heb je sowieso geen Z-as aandrijving, daar werken alle 3 de assen altijd samen voor zowel positie als hoogte.
Maar idealieter gebruik je helemaal geen auto level functies, idealiter heb je gewoon een vlak bed. Vroeger waren we gewoon even bezig om je Bed te vlakken/richten zodat je weet dat het vlak is en geen technische snufjes nodig hebt . Nu is de techniek wel wat verder. Maar begin liever bij een goede basis dan technische snufjes om ellende een beetje op te vangen
En ja we hadden het over cartesische printers dat zal ik de volgende keer er weer even expliciet bij zetten.
Maar een delta printer kan ook prima zonder auto level je moet gewoon zorgen dat je printer mechanisch recht is. Laat ik het anders zeggen een krom onderdeel van een delta printer heeft meer invloed dan het ontbreken van een autolevel functie. Sterker nog een autolevel functie kan ook heel veel mechanische ellende verbloemen waardoor je minder snel achter het eigenlijke probleem komt
- _ferry_
- Registratie: Januari 2002
- Niet online
:strip_icc():strip_exif()/u/46872/volume-s.jpg?f=community)
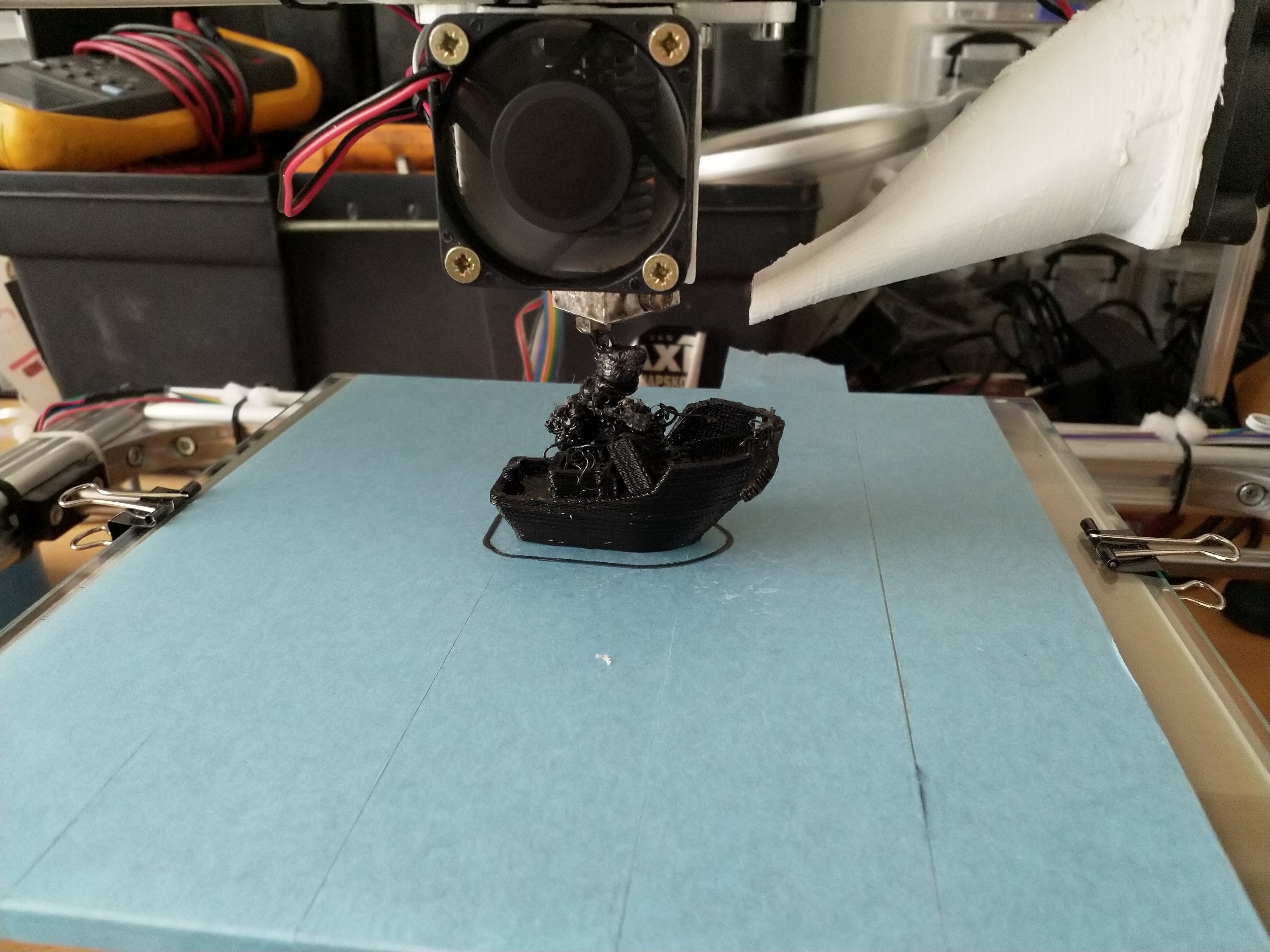
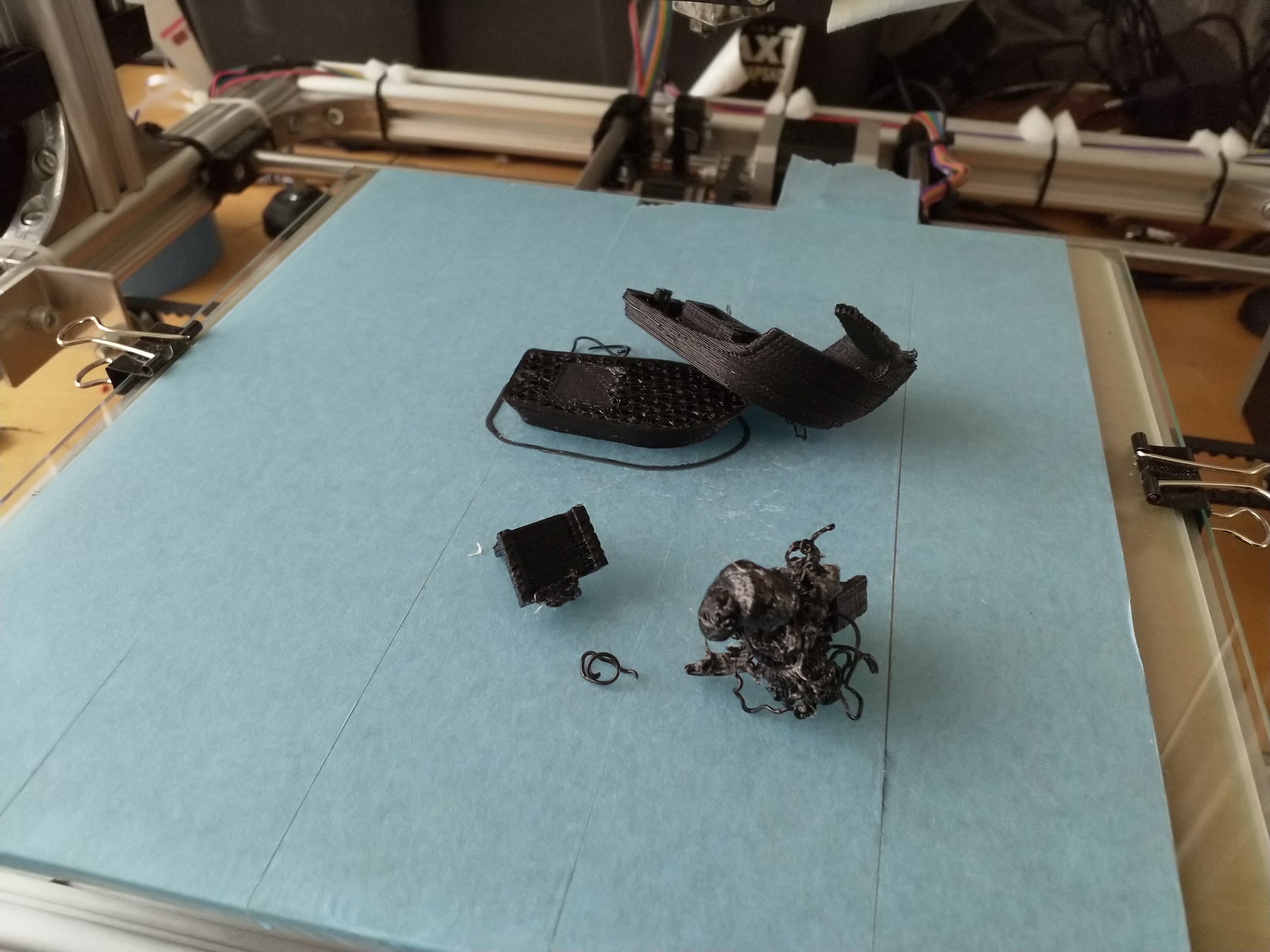
Ook je perimeters zitten niet aan elkaar vast. En de infill raakt de perimeter ook niet altijd. Zet de extrusie eens 10 of misschien 20 procent hoger, kijk eens hoe het dan gaat.Btje schreef op maandag 2 juli 2018 @ 07:03:
Op deze foto zie je dat het af en toe niet lekker gaat:
[afbeelding]
Ps dit wordt zo'n elastiekjes schieter voor de kids. Express in felle kleur zodat het niet als geweer wordt aangezien.
[...]
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
Heb ik gisteren gemeten en hoger gezet.
Alleen nu krijg ik opeens last van het feit dat het bed niet helemaal vlak is en de boel dus niet hecht.
Ik ga een spiegel halen en kijken wat dat brengt samen met de hogere estep.
_ferry_ schreef op donderdag 5 juli 2018 @ 08:55:
[...]
Ook je perimeters zitten niet aan elkaar vast. En de infill raakt de perimeter ook niet altijd. Zet de extrusie eens 10 of misschien 20 procent hoger, kijk eens hoe het dan gaat.
Xiaomi 13T Pro
- Spinez0r
- Registratie: September 2010
- Laatst online: 22-05 19:27
At your service.
:strip_icc():strip_exif()/u/377621/crop5b66f9414f4bf_cropped.jpeg?f=community)
Je kan in je slicer ook de "flow" op bijvoorbeeld 110% zetten of 120%, hiermee zal je dus 10 of 20% meer filament extruden.Btje schreef op donderdag 5 juli 2018 @ 12:15:
De esteps bedoel je,
Heb ik gisteren gemeten en hoger gezet.
Alleen nu krijg ik opeens last van het feit dat het bed niet helemaal vlak is en de boel dus niet hecht.
Ik ga een spiegel halen en kijken wat dat brengt samen met de hogere estep.
[...]
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
Ik zal de retraction wat hoger zetten.
Ik zie ook dat de lagen niet helemaal tegen elkaar liggen. Lijkt wel of de nieuwe nozzles net iets dunnere lijnen legt. Welke setting in cura moet ik aanpassen om de onderlinge lage dichter op elkaar te brengen?
[ Voor 20% gewijzigd door Btje op 05-07-2018 20:58 ]
Xiaomi 13T Pro
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
.

Met de nieuwe spiegel is het bed weer vlak en kan ik het goed afstellen ook in het midden.
Nog nooit zo veel problemen gehad tot op heden.
Xiaomi 13T Pro
- Spinez0r
- Registratie: September 2010
- Laatst online: 22-05 19:27
At your service.
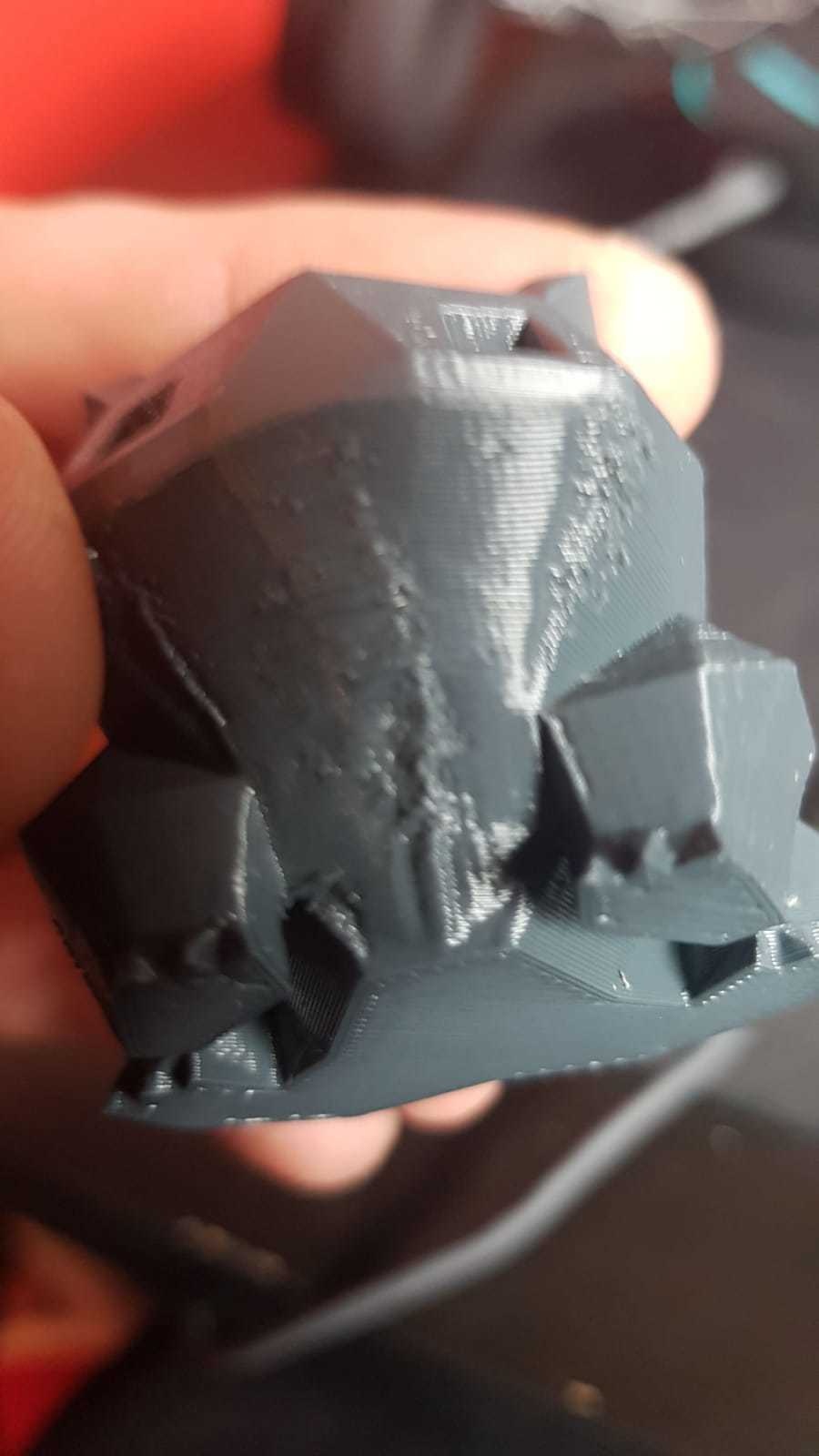
Ik heb ook dit soort problemen gehad, uiteindelijk loste het probleem zich op door een Titan extruder aan te schaffen en de Nozzle te vervangen voor een schoon/nieuw exemplaar.Btje schreef op vrijdag 6 juli 2018 @ 07:44:
Jep nozzle diameter staat op 0.4 voor infill wand brim alles. Ik heb gisteren de print maar af laten maken. Onderkant is ok. Brim zat niet echt goed tegen elkaar. Geprint op 210 is nog te hoog denk ik
.
[afbeelding]
Met de nieuwe spiegel is het bed weer vlak en kan ik het goed afstellen ook in het midden.
Nog nooit zo veel problemen gehad tot op heden.
Nog steeds vind ik dat m'n extruder vrij veel druk moet zetten om het plastic door de nozzle heen te drukken, maar de Titan is goed in staat dit er doorheen te drukken.
Probeer anders eens met wat cleaning filament je nozzle goed schoon te krijgen.
- maartenst
- Registratie: Juli 2001
- Laatst online: 03-04-2023
Voor mij helpt dit altijd erg goed. dan print ie weer als nieuw.
- Vuikie
- Registratie: December 2003
- Laatst online: 09:32
Het leek goed te gaan:
Maar op 70%!
Ik weet even niet wat het probleem is. Ik print hier PLA, maar het is heel broos en trek het zo uit elkaar... Nu moet ik zeggen dat ik dit PLA gekregen heb en al 4 jaar oud is(Productie run:20140404 staat er op de sticker) en degene van wie ik dit heb gehad vertelde mij dat dit in zijn opslag heeft gelegen.
Wat zeggen jullie hiervan? Wat kan ik proberen om hiermee te printen? Of moet ik het gewoon weggooien?
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 12:54
Hangt er vanaf hoe het bewaard is..zat het in de originele verpakking of niet? Als het gewoon zo los ligt en je kan het breken dan zou ik het weggooien. Heb zelf een sample pla wit van 5 jaar oud en dat breekt zo af. Wat misschien helpt is het om op een warmhoudplaatje te leggen zodat het vocht eruit gaat. Maar geef je weinig kans. Koop gewoon 'verse' pla voor b.v. €13,- per rol.Vuikie schreef op vrijdag 6 juli 2018 @ 10:12:
Grrr, nou het zit mij nog niet mee met het printen.
Het leek goed te gaan:
[afbeelding]
Maar op 70%!
[afbeelding]
[afbeelding]

Ik weet even niet wat het probleem is. Ik print hier PLA, maar het is heel broos en trek het zo uit elkaar... Nu moet ik zeggen dat ik dit PLA gekregen heb en al 4 jaar oud is(Productie run:20140404 staat er op de sticker) en degene van wie ik dit heb gehad vertelde mij dat dit in zijn opslag heeft gelegen.
Wat zeggen jullie hiervan? Wat kan ik proberen om hiermee te printen? Of moet ik het gewoon weggooien?
- Vuikie
- Registratie: December 2003
- Laatst online: 09:32
Het lag gewoon los in zijn opslag, in elk geval deze rol. Ik kreeg ook nog 2 rollen nieuw in verpakking, niet beschadigd zover ik kon zien. Misschien moet ik die eens proberen...vincent_1971 schreef op vrijdag 6 juli 2018 @ 10:22:
[...]
Hangt er vanaf hoe het bewaard is..zat het in de originele verpakking of niet? Als het gewoon zo los ligt en je kan het breken dan zou ik het weggooien. Heb zelf een sample pla wit van 5 jaar oud en dat breekt zo af. Wat misschien helpt is het om op een warmhoudplaatje te leggen zodat het vocht eruit gaat. Maar geef je weinig kans. Koop gewoon 'verse' pla voor b.v. €13,- per rol.
En anders bestel ik een nieuwe rol. 'Nadeel' is dat ik 3mm PLA nodig heb voor deze printer, ik moet nog een onderdeel printen voordat ik mijn 1,75mm hotend kan gaan gebruiken
- haakjesluiten
- Registratie: Januari 2007
- Laatst online: 22-05 13:57
:strip_exif()/u/206557/captain-obvious.gif?f=community)
Heatbed is niet helemaal recht, niet super schokkend schreef maar genoeg om levelen moeilijk te maken. Heb nu wat spullen voor auto leveling besteld.
Rollers van heatbed geven wat problemen maar dit lijkt neer te komen op frame van het heatbed dat raar in elkaar zit. 2 rollers doen eigenlijk niets. Ben er nog niet helemaal uit hoe ik dit ga oplossen. Ik gok een mailtje naar Creality maar hier verwacht ik weinig van.
Oh en de meegeleverde bowden tube en houders kan je ook gelijk weggooien
On the good side: ze hebben de creality 3 geopensourced: https://github.com/Creality3DPrinting/Ender-3
Niet dat dit hele schokkende vernieuwingen zal opleveren maar de intentie is goed
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 09:36
Wow. So Amaze.
:strip_icc():strip_exif()/u/208430/3f5a00acf72df93528b6bb7cd0a4fd0c.jpeg?f=community)
Is het misschien niet beter als iemand anders voor je dit onderdeel print?Vuikie schreef op vrijdag 6 juli 2018 @ 10:30:
[...]
Het lag gewoon los in zijn opslag, in elk geval deze rol. Ik kreeg ook nog 2 rollen nieuw in verpakking, niet beschadigd zover ik kon zien. Misschien moet ik die eens proberen...
En anders bestel ik een nieuwe rol. 'Nadeel' is dat ik 3mm PLA nodig heb voor deze printer, ik moet nog een onderdeel printen voordat ik mijn 1,75mm hotend kan gaan gebruiken
Dat is waarschijnlijk goedkoper dan een rol kopen voor 1 onderdeel, die je vervolgens niet meer kan gebruiken.
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
- smallblock
- Registratie: September 1999
- Laatst online: 03-05 11:06
Aliens (& rust) ate my Buick
De truc is om met 3 wieltjes de boel soepel en strak af te stellen. Daarna zet je pas het 4e wieltje tegen de rail zodanig dat ie net mee gaat draaien en niet de boel weer scheef trekt.Crazyanz schreef op vrijdag 6 juli 2018 @ 23:37:
inmiddels wat meer ervaring met mijn creality ender 3, begin toch wat dingen tegen te komen.
Heatbed is niet helemaal recht, niet super schokkend schreef maar genoeg om levelen moeilijk te maken. Heb nu wat spullen voor auto leveling besteld.
Rollers van heatbed geven wat problemen maar dit lijkt neer te komen op frame van het heatbed dat raar in elkaar zit. 2 rollers doen eigenlijk niets. Ben er nog niet helemaal uit hoe ik dit ga oplossen. Ik gok een mailtje naar Creality maar hier verwacht ik weinig van.
Oh en de meegeleverde bowden tube en houders kan je ook gelijk weggooien
On the good side: ze hebben de creality 3 geopensourced: https://github.com/Creality3DPrinting/Ender-3
Niet dat dit hele schokkende vernieuwingen zal opleveren maar de intentie is goed
Leuke lamp, overigens !!
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
:strip_icc():strip_exif()/u/331265/forumfok.jpg?f=community)
YouTube: T3DP 219 Alfawise U20 A Real Competitor for the CR 10 Real Potential...smallblock schreef op zaterdag 7 juli 2018 @ 19:53:
[...]
De truc is om met 3 wieltjes de boel soepel en strak af te stellen. Daarna zet je pas het 4e wieltje tegen de rail zodanig dat ie net mee gaat draaien en niet de boel weer scheef trekt.
Begrijp dat dit met 6 wieltjes is maar principe is hetzelfde.
[ Voor 5% gewijzigd door BarryKohne op 07-07-2018 23:35 ]
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- smallblock
- Registratie: September 1999
- Laatst online: 03-05 11:06
Aliens (& rust) ate my Buick
Ja. Het verschil is alleen dat bij de Ender-3 de wieltjes niet recht tegenover elkaar zitten. Daardoor kan je bij die printer niet alleen de wieltjes te strak zetten maar ook nog eens het bed scheef trekkenBarryKohne schreef op zaterdag 7 juli 2018 @ 23:16:
[...]
YouTube: T3DP 219 Alfawise U20 A Real Competitor for the CR 10 Real Potential...
Begrijp dat dit met 6 wieltjes is maar principe is hetzelfde.
Leuke lamp, overigens !!
- Vuikie
- Registratie: December 2003
- Laatst online: 09:32
Nou, ik heb nog 2 rollen PLA en 2 rollen ABS, nieuw in verpakking liggen. Als ik terug ben van vakantie ga ik eerst 1 van die proberen voordat ik een nieuwe ga aanschaffen. Plus, mijn 3mm extruder gaat niet weg na het installeren van mijn 1,75mm extruderPsycho_Mantis schreef op zaterdag 7 juli 2018 @ 07:48:
[...]
Is het misschien niet beter als iemand anders voor je dit onderdeel print?
Dat is waarschijnlijk goedkoper dan een rol kopen voor 1 onderdeel, die je vervolgens niet meer kan gebruiken.
@jbhc Ik heb nog een oude combi-magnetron staan, ik zal eens proberen om daar het filament in droog te stoken.
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 12:54
- Sme4gle
- Registratie: Oktober 2014
- Laatst online: 22-05 15:29
Ik weet niet welke fan je gebruikt, maar het is mogelijk dat je minder dan 100% fan moet gebruiken. Ik heb dit met mijn E3D V6 met dubbele blower-style part cooling fan ook. Als ik zonder silicone sock print kan ik bij PLA maximaal 60% fan gebruiken voor dit mijn hot-end teveel afkoelt. Bij PETG is dit zelfs bij een lager percentage omdat de temperatuur dan hoger ligt.vincent_1971 schreef op maandag 9 juli 2018 @ 15:39:
Heeft iemand een mk10 all metall hotend al goed werkend gekregen op een ender-2/3/cr10? Probleem dat ik ondervind is dat zodra de ventilator aangaat de temperatuur daalt en wel zodanig dat de ender-2 een foutmelding geeft.
[ Voor 1% gewijzigd door Sme4gle op 09-07-2018 16:46 . Reden: tikfoutje ]
Je moet inderdaad je fan even wat minder hard laten blazen en ook daadwerkelijk een fan shroud gebruiken die niet alle lucht direct op je nozzle blaast.vincent_1971 schreef op maandag 9 juli 2018 @ 15:39:
Heeft iemand een mk10 all metall hotend al goed werkend gekregen op een ender-2/3/cr10? Probleem dat ik ondervind is dat zodra de ventilator aangaat de temperatuur daalt en wel zodanig dat de ender-2 een foutmelding geeft.
Verder vind ik het erg vreemd dat je een foutmelding krijgt. Welke is dit exact? Temp time-out? Dan ben ik namelijk bang dat de heater core in je nieuwe hotend echt waardeloos is en het gewoon niet aankan.
In theorie zou je met een goede heater core gewoon je fan volop op je thermistor kunnen laten blazen en dan moet dat binnen een paar seconde gecompenseerd worden. Je zal altijd iets van een temperature swing zien, maar de temperature time-out vindt met standaard instellingen pas plaats bij een 20 graden celcius lagere temperatuur voor meer dan 45 seconde.
Kijk eens naar je temperatuur grafieken (schermpje eventueel) en kijk hoe lang de temperatuur laag blijft als de fan aangaat. Als dit meer dan een paar seconde is, dan heb je gewoon een goedkope heatercore/te zwakke voeding.
Ohja: en heb je met je nieuwe hotend wel een PID tune gedaan? Dat is altijd erg belangrijk bij het installeren van een nieuw hotend.
[ Voor 5% gewijzigd door zynex op 09-07-2018 19:42 ]
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 22-05 07:50
20 graden op 45 seconden?zynex schreef op maandag 9 juli 2018 @ 19:41:
[...]
Je moet inderdaad je fan even wat minder hard laten blazen en ook daadwerkelijk een fan shroud gebruiken die niet alle lucht direct op je nozzle blaast.
Verder vind ik het erg vreemd dat je een foutmelding krijgt. Welke is dit exact? Temp time-out? Dan ben ik namelijk bang dat de heater core in je nieuwe hotend echt waardeloos is en het gewoon niet aankan.
In theorie zou je met een goede heater core gewoon je fan volop op je thermistor kunnen laten blazen en dan moet dat binnen een paar seconde gecompenseerd worden. Je zal altijd iets van een temperature swing zien, maar de temperature time-out vindt met standaard instellingen pas plaats bij een 20 graden celcius lagere temperatuur voor meer dan 45 seconde.
Kijk eens naar je temperatuur grafieken (schermpje eventueel) en kijk hoe lang de temperatuur laag blijft als de fan aangaat. Als dit meer dan een paar seconde is, dan heb je gewoon een goedkope heatercore/te zwakke voeding.
Ohja: en heb je met je nieuwe hotend wel een PID tune gedaan? Dat is altijd erg belangrijk bij het installeren van een nieuw hotend.
Marlin heeft ze voor de hotend standaard op 4 graden met 120 seconden staan. Die 4 graden kan een hotend zeker wel zakken als er een deftige fan op staat te blazen.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
Dat is bij de Prusa's zo. Verschilt natuurlijk per firmware, maar dan nog blijft mijn punt hetzelfde. Je heater moet dat gewoon aankunnen. Als jouw heater binnen 120! (erg veel trouwens) seconde niet die 4 graden kan compenseren is er iets goed mis.Spike_wolf schreef op maandag 9 juli 2018 @ 19:44:
[...]
20 graden op 45 seconden?
Marlin heeft ze voor de hotend standaard op 4 graden met 120 seconden staan. Die 4 graden kan een hotend zeker wel zakken als er een deftige fan op staat te blazen.
2 minuten is ook niet erg veilig. Nogmaals, een paar seconde moet genoeg zijn.
Hier de link van Prusa Research:
https://help.prusa3d.com/...runaway-temperature-drops
(15 graden voor 45 seconde.)
Ik vind die stock settings dan ook een beetje vreemd. Beter kun je minder seconde instellen en een hogere temperatuur swing. Een defecte/losgeraakte hotend gaat echt niet voor slechts 4 graden verschil zorgen. Dat is een veel extremer verschil. De settings van Prusa vind ik dus ook veel verstandiger.
Een PID tune en je firmware aanpassen naar betere waardes (15 voor 45 sec bijvoorbeelld) (en kijk even wat er bij PID-Max staat) lost bijna zeker je probleem op. En anders moet je inderdaad je fan lager zetten of een betere voeding/heatercore kopen.
[ Voor 41% gewijzigd door zynex op 09-07-2018 19:59 ]
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 12:54

Dus moet eigenlijk een cooling fan hebben ( regelbaar ) voor de hotend en een ander voor het te printen?
Zoiets?
Voor de hotend

En voor de onderdelen

Of een combinatie?

[ Voor 8% gewijzigd door vincent_1971 op 09-07-2018 20:33 ]
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)
Ik ben bezig met iets heel basics, maar het is lastiger dan ik verwacht had.
Ik wil een soort luchtrooster maken voor de ventilatie van de muur. Hier zit nu nog gewoon vrije ruimte tussen waar veel bijen in gaan zitten.
Ik wil de gaten (zie blauw in afbeelding) even groot houden ten opzichte van het grijze (wat tussen het blauw zit). Ik dacht dat ik dit wel even deed, maar ben nu al twee avonden aan het kloten. Iemand enig idee hoe ik dit voor elkaar krijg?
Ik probeer gebruik te maken van Rectangular Pattern.

[ Voor 7% gewijzigd door grote_oever op 09-07-2018 21:17 ]
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 22-05 07:50
Ik vindt die grens juist belachelijk hoog. Als je printer die 4º niet kan compenseren is er iets goed fout, wat dus betekend dat je wil dat dat ding uit gaat.zynex schreef op maandag 9 juli 2018 @ 19:47:
[...]
Dat is bij de Prusa's zo. Verschilt natuurlijk per firmware, maar dan nog blijft mijn punt hetzelfde. Je heater moet dat gewoon aankunnen. Als jouw heater binnen 120! (erg veel trouwens) seconde niet die 4 graden kan compenseren is er iets goed mis.
Een grens van 20º (of 15º) hanteren geeft je een grotere marge om hem niet af te laten slaan als je een keer het raam even open zet ofzo, maar wachten op dat verschil lijkt mij vrij risicovol, in dat bestek kan er een hoop gebeuren wat bedrading kan laten smelten.
Die 4º moet je prima kunnen opvangen, als ik naar de prusa clone kijk waar ik de afgelopen weken aan aan het sleutelen ben dan heeft de hotend een temp variatie van 0,4-0,5º. Ook als ik er een extra fan op zet of het raam er naast open zet als het waait. Dus als die 4º zakt is er iets niet aan orde en mag hij van mij zijn handelingen staken zodat ik kan gaan trouble shooten.
@vincent_1971: een radial fan werkt erg fijn, maar let wel dat die dingen blazen als een bezetene, eerst zorgen dat je je hotend warm kan houden voor je er zoeentje opzet
Ik heb al tijden silicone scoren op m'n heater blocks zitten, die helpen best aardig als isolatie, zou ik zeker eens proberen.
Heb je al eens gekeken of je heater cartridge wel goed functioneert? Hotend op temperatuur brengen en wat aan de draden frummelen enzo, het kan natuurlijk zijn dat er een breukje in zit waardoor hij af en toe geen contact maakt waardoor je temp zakt, een fan kan dat effect drastisch vergroten.
Kun je inderdaad ook temperatuur grafieken inzien?
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- thijsco19
- Registratie: Mei 2011
- Laatst online: 12:08
KTM 990 SMT
:strip_icc():strip_exif()/u/408498/crop5e9315d49f8d7.jpeg?f=community)
Ikzelf werk met solidworks en kan zo snel 3 dingen bedenken.grote_oever schreef op maandag 9 juli 2018 @ 21:16:
Even de vraag hier, waar hij eigenlijk niet thuis hoort. Ik vermoed alleen dat hier wel wat fusion360 kennis zit.
Ik ben bezig met iets heel basics, maar het is lastiger dan ik verwacht had.
Ik wil een soort luchtrooster maken voor de ventilatie van de muur. Hier zit nu nog gewoon vrije ruimte tussen waar veel bijen in gaan zitten.
Ik wil de gaten (zie blauw in afbeelding) even groot houden ten opzichte van het grijze (wat tussen het blauw zit). Ik dacht dat ik dit wel even deed, maar ben nu al twee avonden aan het kloten. Iemand enig idee hoe ik dit voor elkaar krijg?
Ik probeer gebruik te maken van Rectangular Pattern.
[afbeelding]
Ieder gat handmatig intekenen en alle maten en afstanden handmatig toevoegen?
Of inderdaad gebruik maken van een pattern functie ( linear??)
Of de breedte maat en afstand maat equal maken ('relatie' toevoegen ofzo, weet het exacte woord niet).
Met de 3e optie hoef je maar 1x een maat te geven en word de rest even groot.
Tweede optie is wel de betere denk ik. Ik kan de afstand ingeven vanaf waar het patroon start en tot waar het doorloopt. Geef vervolgens de tussenmaat op en dan zou je het patroon moeten hebben.
Wat belangrijk is is dat je goed uitrekent hoe breed alles moet worden.
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
- Sme4gle
- Registratie: Oktober 2014
- Laatst online: 22-05 15:29
als je iets gebruikt als Octoprint of Pronterface kun je daarop een nette grafiek zien met de temperatuur van je hotend en printbedSpike_wolf schreef op maandag 9 juli 2018 @ 21:18:
Kun je inderdaad ook temperatuur grafieken inzien?
Je was wel op de goede weg.grote_oever schreef op maandag 9 juli 2018 @ 21:16:
Even de vraag hier, waar hij eigenlijk niet thuis hoort. Ik vermoed alleen dat hier wel wat fusion360 kennis zit.
Ik ben bezig met iets heel basics, maar het is lastiger dan ik verwacht had.
Ik wil een soort luchtrooster maken voor de ventilatie van de muur. Hier zit nu nog gewoon vrije ruimte tussen waar veel bijen in gaan zitten.
Ik wil de gaten (zie blauw in afbeelding) even groot houden ten opzichte van het grijze (wat tussen het blauw zit). Ik dacht dat ik dit wel even deed, maar ben nu al twee avonden aan het kloten. Iemand enig idee hoe ik dit voor elkaar krijg?
Ik probeer gebruik te maken van Rectangular Pattern.
[afbeelding]
Gewoon een vierkant/slot tekenen in het midden van je rooster. Deze selecteren bij rectangular pattern, op symmetric zetten en extent. Extent betekent dat er gemeten wordt van de linkse lijn van het meest linkse slot tot de linkse lijn van het middelste 'main' slot. Hopelijk maakt dit het duidelijk:

ugh, mijn gif is heel onduidelijk geworden...Hopelijk kun je met wat inzoomen zien waar ik op klik. ..
In dit geval is mijn box dus 220mm breed. Ook heb ik een symmetrische extent van 95mm en een slot breedte van 10mm. Dus 95mm+95mm+10=200mm. 220-200=20mm. Ik houd dus in totaal 20mm over gedeeld over 2 kanten. De zijkanten zijn dus 10mm.
wil je dit verder aanpassen, dan moet je wat gaan rekenen bij het design. Een box van 220mm deel je door 2. (110mm). Je slot deel je ook door 2 (5mm...). Die 5mm trek je van de 110mm die erover blijft af en dan houd je 105mm over van de uiterste linkerkant van de box tot de linkse lijn van je 'main slot'. Als ik de distance dus op 105mm zou zetten, komen je slots tot de uiterste linker lijn. En door dit dus te verminderen bepaal je de afstand tot de buitenkant van je doos.
Je kan ook spacing gebruiken en dan meet je tussen de patterns, maar meestal als ik gaten maak, maakt het niet uit hoe ver ze uit elkaar zitten, maar wil ik een duidelijke afstand tot de buitenkant.
Hopelijk heb ik het duidelijker gemaakt ipv onduidelijker.
- n1ck
- Registratie: Februari 2004
- Laatst online: 18-05 22:54
:strip_icc():strip_exif()/u/107205/apple.jpg?f=community)
- Gman
- Registratie: Januari 2000
- Laatst online: 14-03 20:42
:strip_exif()/u/1948/gmanlogoc.gif?f=community)
Ik lees op een actieve CR-10 facebook groep dat kurk niet werkt. Ik heb zelf radiatorfolie gebruikt en ik heb geen klachten. Met aluminium tape op het hotbed geplakt (omgevouwen)n1ck schreef op dinsdag 10 juli 2018 @ 15:31:
Wat is jullie ervaring met het isoleren van het headbed? Zou zo'n plaat van kurk: https://nl.aliexpress.com...and-voor/32841966486.html werken? Zo ja, is het dan een wereld van verschil of niet?
- MsG
- Registratie: November 2007
- Laatst online: 10:46
Forumzwerver
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
- jobr
- Registratie: Januari 2009
- Laatst online: 26-07-2025
Is gewoon spul voor te krijgen. Zie hier.n1ck schreef op dinsdag 10 juli 2018 @ 15:31:
Wat is jullie ervaring met het isoleren van het heatbed? Zou zo'n plaat van kurk: https://nl.aliexpress.com...and-voor/32841966486.html werken? Zo ja, is het dan een wereld van verschil of niet?
Kun je vast ook wel op of ebay Ali vinden.
- Shapeshifter
- Registratie: Januari 2004
- Laatst online: 26-04 15:15
Get it over with
Al met al ervaar ik dus wat terughoudendheid om er mee te gaan printen. Iemand nog tips hoe ik met dit materiaal het beste kan printen of om een print _minder_ goed aan je bed te laten plakken?
HP ZBook Studio G3 - Hyundai Ioniq EV Classic - Opel Vivaro-e 75kWh - 22x Prusa i3 MK3S - 8x Prusa MINI+ - Ooznest Workbee 1,5m x 1,5m
Gister toch nog keer een poging gedaan met een schone 1.1.8, uiteindelijk de Z-steppers in Serie geschakeld. Dan draaien ze beide zo goed als tegelijk echter op het moment dat hij bed-leveling wil uitvoeren gaan ze tegen gesteld draaien, dus Z1 draait omhoog, Z2 draait naar beneden. Dit wisselt elkaar af maar werken, mooi niet.jbhc schreef op vrijdag 29 juni 2018 @ 12:52:
Die 1.1.8 is de stable en die werkt prima. De 2.0 is volgens mij ook net echt voor een RAMPS setup bedoeld maar meer voor 32bit bordjes.
Sluit ik ze parallel aan dan maken ze beide geluid, maar geen draaien tot gevolg.. Heb de hoop maar opgegeven en denk dat ik weer een standaard Anet A8 bordje ga bestellen.
Heb daarnaast ook een Anycubic I3 Mega besteld, gewoon omdat het kan.....
[ Voor 4% gewijzigd door Dobey op 11-07-2018 11:08 ]
- citruspers
- Registratie: December 2009
- Laatst online: 12:29
Geen tips over de bed ashesie hier, maar mijn ervaring met hout filament (van FrontierFila in mijn geval) is ook dat het er uit ziet als MDF, totdat je het schuurt en 2 a 3x lakt met houtlak.Shapeshifter schreef op woensdag 11 juli 2018 @ 10:31:
Heeft iemand hier ervaringen met het eikenhout PLA van 123-3d (Jupiter). Vind het maar gek spul. Het is heel bros (breekt makkelijk) en ik kreeg mijn eerste print met geen mogelijkheid van mijn bed (Prusa i3 mk3 met Olsson Ruby), heb het eraf moeten schrapen met een stuk plastic waardoor het helaas ook stuk is gegaan (het rook wel lekker tijdens het printen). Het resultaat zag er ook bij lange na niet uit als eikenhout, eerder als MDF ofzo. Bij het unloaden is het filament waarschijnlijk gebroken en zat het vast in mijn extruder, had zelf de hoop al bijna opgegeven, maar mijn partner wist het eruit te krijgen.
Al met al ervaar ik dus wat terughoudendheid om er mee te gaan printen. Iemand nog tips hoe ik met dit materiaal het beste kan printen of om een print _minder_ goed aan je bed te laten plakken?
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Wat bedoel je met in serie?
Als ze parallel staan en ze draaien niet, op hoeveel volt heb je de driver dan afgesteld staan?
In serie bedoel ik het volgende mee: http://www.instructables....Stepper-Motors-in-Series/
In parallel zit er ongeveer 1volt op. Dit heb ik ook al keer verlaagd en verhoogd maar maakt geen verschil.
[ Voor 3% gewijzigd door Dobey op 11-07-2018 12:47 ]
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Ik vraag me af of je stappenmotoren wel helemaal lekker zijn.
Wat was de reden dat je over bent gegaan naar een RAMPS setup?
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 12:48
sinds 2001
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
Ging bij mij wel prima, met deze: https://www.123-3d.nl/123...uismerk-i1928-t12879.html (geen Jupiter?).Shapeshifter schreef op woensdag 11 juli 2018 @ 10:31:
Heeft iemand hier ervaringen met het eikenhout PLA van 123-3d (Jupiter). Vind het maar gek spul. Het is heel bros (breekt makkelijk) en ik kreeg mijn eerste print met geen mogelijkheid van mijn bed (Prusa i3 mk3 met Olsson Ruby), heb het eraf moeten schrapen met een stuk plastic waardoor het helaas ook stuk is gegaan (het rook wel lekker tijdens het printen). Het resultaat zag er ook bij lange na niet uit als eikenhout, eerder als MDF ofzo. Bij het unloaden is het filament waarschijnlijk gebroken en zat het vast in mijn extruder, had zelf de hoop al bijna opgegeven, maar mijn partner wist het eruit te krijgen.
Al met al ervaar ik dus wat terughoudendheid om er mee te gaan printen. Iemand nog tips hoe ik met dit materiaal het beste kan printen of om een print _minder_ goed aan je bed te laten plakken?
Had geen probleem dat het te erg bleef plakken, ik gebruik glassex om bed te reinigen, misschien dat dit helpt om een niet al te strakke hechting te krijgen (voor PET schijnt dit te helpen).
Wel een beetje last van stringing.
Had de slic3r preset voor Woodfill gebruikt zover ik weet.
Ruikt en oogt idd als MDF.
De temperatuur is heel belangrijk, daarmee kun je de kleur een beetje sturen.
[ Voor 6% gewijzigd door CyBeRSPiN op 11-07-2018 14:43 ]
Is het echt heel bros? Ik heb ook wel eens met hout filamenten gewerkt en die waren inderdaad ook wel wat breekbaarder, maar als PLA echt te makkelijk breekt is dat meestal een teken van te vochtig filament. Dat kan heel vervelend zijn en ervoor zorgen dat tijdens het printen ook je filament afbreekt.Shapeshifter schreef op woensdag 11 juli 2018 @ 10:31:
Heeft iemand hier ervaringen met het eikenhout PLA van 123-3d (Jupiter). Vind het maar gek spul. Het is heel bros (breekt makkelijk) en ik kreeg mijn eerste print met geen mogelijkheid van mijn bed (Prusa i3 mk3 met Olsson Ruby), heb het eraf moeten schrapen met een stuk plastic waardoor het helaas ook stuk is gegaan (het rook wel lekker tijdens het printen). Het resultaat zag er ook bij lange na niet uit als eikenhout, eerder als MDF ofzo. Bij het unloaden is het filament waarschijnlijk gebroken en zat het vast in mijn extruder, had zelf de hoop al bijna opgegeven, maar mijn partner wist het eruit te krijgen.
Al met al ervaar ik dus wat terughoudendheid om er mee te gaan printen. Iemand nog tips hoe ik met dit materiaal het beste kan printen of om een print _minder_ goed aan je bed te laten plakken?
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Ik heb van het weekend mijn nozzle overigens vervangen van een 0.4 naar een 0.6mm. Dat had ik veel eerder moeten doen want bij wat grotere objecten scheelt dat nogal veel tijd
Als ik ze wissel met bijvoorbeeld de X-axis werken ze goed. Voorheen deden ze het met het standaard bordje ook zonder problemen. De reden dat ik naar ramps ben gegaan is omdat ik al 2 kapotte anet bordjes heb liggen. Beide waar de aansturing van de extruder stepper er mee stopt.
Dus mijn idee was, kan wel weer een standaard anet bordje kopen of gaan voor iets wat betere kwaliteit zou moeten zijn..... Achteraf heb ik er spijt van
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
Gelukt, de bijtjes kunnen niet meer naar binnen. Had hem er wel iets netter in kunnen zetten, maar het voldoet.zynex schreef op dinsdag 10 juli 2018 @ 09:13:
[...]
Je was wel op de goede weg.Er zijn vele manieren om dit te doen, zoals hier beneden al gezegd werd. Ik zou inderdaad gewoon een rectangular pattern function gebruiken.
Gewoon een vierkant/slot tekenen in het midden van je rooster. Deze selecteren bij rectangular pattern, op symmetric zetten en extent. Extent betekent dat er gemeten wordt van de linkse lijn van het meest linkse slot tot de linkse lijn van het middelste 'main' slot. Hopelijk maakt dit het duidelijk:
[afbeelding]
ugh, mijn gif is heel onduidelijk geworden...Hopelijk kun je met wat inzoomen zien waar ik op klik. ..
In dit geval is mijn box dus 220mm breed. Ook heb ik een symmetrische extent van 95mm en een slot breedte van 10mm. Dus 95mm+95mm+10=200mm. 220-200=20mm. Ik houd dus in totaal 20mm over gedeeld over 2 kanten. De zijkanten zijn dus 10mm.
wil je dit verder aanpassen, dan moet je wat gaan rekenen bij het design. Een box van 220mm deel je door 2. (110mm). Je slot deel je ook door 2 (5mm...). Die 5mm trek je van de 110mm die erover blijft af en dan houd je 105mm over van de uiterste linkerkant van de box tot de linkse lijn van je 'main slot'. Als ik de distance dus op 105mm zou zetten, komen je slots tot de uiterste linker lijn. En door dit dus te verminderen bepaal je de afstand tot de buitenkant van je doos.
Je kan ook spacing gebruiken en dan meet je tussen de patterns, maar meestal als ik gaten maak, maakt het niet uit hoe ver ze uit elkaar zitten, maar wil ik een duidelijke afstand tot de buitenkant.
Hopelijk heb ik het duidelijker gemaakt ipv onduidelijker.

- Standby
- Registratie: April 2010
- Laatst online: 22-05 19:31
:strip_icc():strip_exif()/u/356782/rsz_artworks-000048494048-xu4uj0-original.jpg?f=community)
grote_oever schreef op donderdag 12 juli 2018 @ 10:42:
[...]
Gelukt, de bijtjes kunnen niet meer naar binnen. Had hem er wel iets netter in kunnen zetten, maar het voldoet.
[afbeelding]
Blaat het niet dan schaapt het niet
Super.grote_oever schreef op donderdag 12 juli 2018 @ 10:42:
[...]
Gelukt, de bijtjes kunnen niet meer naar binnen. Had hem er wel iets netter in kunnen zetten, maar het voldoet.
[afbeelding]
Nee, zonder gekheid, dit soort dingen maken het 3d printen leuk. Zelf iets maken geeft zoveel meer voldoening dan iets kant en klaar kopen. En nu je eenmaal dit ding hebt kun je er gemakkelijk nog veel meer maken voor maar een paar cent. Bij mij in huis kom je ook overal ge3d printte dingen tegen van deurstoppers tot monitorsteunen.
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
Inmiddels 80 cent bespaard door een bijenbekje te printen! M’n vrouw vond de hobby maar dom, maar na deze besparing zegt ze niks meerzynex schreef op donderdag 12 juli 2018 @ 16:01:
[...]
Super.
- Christiaan99jl
- Registratie: April 2014
- Laatst online: 21-05 11:58
/u/592376/crop5b17dae44a813_cropped.png?f=community)
Tools/software/hardware die ik gebruik:
- Anycubic i3 mega
- Cura software
- ColorFabb 1.75mm wit
Ik ben nieuw met 3D printen dus verwacht niet dat ik gelijk alle termen/onderdelen ken.
1ste resultaat: http://imgur.com/kJr29fs
Je imgur-link doet het niet.Christiaan99jl schreef op vrijdag 13 juli 2018 @ 00:45:
Sinds gisteren trotse eigenaar van een Anycubic i3 Mega. Zojuist mijn eerste benchy gemaakt en vond dat de lijnen van de benchy nogal zichtbaar zijn. Iemand enig idee hoe ik dit kan aanpassen zodat ik een beter oppervlakte krijg.
Tools/software/hardware die ik gebruik:
- Anycubic i3 mega
- Cura software
- ColorFabb 1.75mm wit
Ik ben nieuw met 3D printen dus verwacht niet dat ik gelijk alle termen/onderdelen ken.
1ste resultaat: http://imgur.com/kJr29fs
Maar welke layer height print je op? Mijn ervaringen met de Anycubic i3 Mega waren het best op 0.2mm. De eerste layer gaat op die printer overigens moeilijk als er kleine details in zitten, zoals de letters onderop de Benchy. Ik zorgde vaak dat de eerste layer opgevuld was. Ik deed dat zelf bij het modelleren maar je kunt ook een 1-layer raft proberen. Daar moet je even mee spelen.
Met de Benchy kun je hem 0.2mm of zo verlagen (dus onder het bed plaatsen in Cura), waardoor hij de moeilijke letters overslaat.
Uit pure interesse: Waarom heb je (nu nog) voor de Anycubic i3 Mega gekozen, als ik vragen mag? Deze is toch al aardig ingehaald door, bijvoorbeeld, de Creality Ender 3? In ieder geval zou ik als eerste proberen om auto-bedleveling te installeren. Volgens mij zijn ze daar nu aardig ver mee, op het Thingiverse-forum. De reden dat ik dat zou doen is dat mijn bed niet 100% vlak was. Het stond een beetje bol. In het midden was hij hoger dan de zijkanten.
Daarnaast heeft mij ook een betere fan duct geholpen voor de koeling van de prints, ook op Thingiverse te vinden. En als ik de printer nu nog had, had ik de voeding extern gemaakt, zodat deze beter te koelen is en daardoor de fan niet meer zo vaak aan hoeft, want die maakt echt herrie!
[ Voor 9% gewijzigd door Room42 op 13-07-2018 01:36 ]
Koop al mijn ads!
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
De Benchy is echt stressen voor een printer en het is ook zeer lastig om deze goed te krijgen. Als je weinig ervaring hebt en je print een goed benchy uit dan heb je gewoon geluk.Christiaan99jl schreef op vrijdag 13 juli 2018 @ 00:45:
Sinds gisteren trotse eigenaar van een Anycubic i3 Mega. Zojuist mijn eerste benchy gemaakt en vond dat de lijnen van de benchy nogal zichtbaar zijn. Iemand enig idee hoe ik dit kan aanpassen zodat ik een beter oppervlakte krijg.
Tools/software/hardware die ik gebruik:
- Anycubic i3 mega
- Cura software
- ColorFabb 1.75mm wit
Ik ben nieuw met 3D printen dus verwacht niet dat ik gelijk alle termen/onderdelen ken.
1ste resultaat: http://imgur.com/kJr29fs
De meeste prints staan of vallen met de settings die gebruikt worden en niet zozeer met filament/slicer software.
- Christiaan99jl
- Registratie: April 2014
- Laatst online: 21-05 11:58
Ik zie het blijkt dat de afbeelding niet te geüpload is. Hoe kan ik anders een foto hier laten zien?Room42 schreef op vrijdag 13 juli 2018 @ 01:26:
[...]
Je imgur-link doet het niet.
Maar welke layer height print je op? Mijn ervaringen met de Anycubic i3 Mega waren het best op 0.2mm. De eerste layer gaat op die printer overigens moeilijk als er kleine details in zitten, zoals de letters onderop de Benchy. Ik zorgde vaak dat de eerste layer opgevuld was. Ik deed dat zelf bij het modelleren maar je kunt ook een 1-layer raft proberen. Daar moet je even mee spelen.
Met de Benchy kun je hem 0.2mm of zo verlagen (dus onder het bed plaatsen in Cura), waardoor hij de moeilijke letters overslaat.
Uit pure interesse: Waarom heb je (nu nog) voor de Anycubic i3 Mega gekozen, als ik vragen mag? Deze is toch al aardig ingehaald door, bijvoorbeeld, de Creality Ender 3? In ieder geval zou ik als eerste proberen om auto-bedleveling te installeren. Volgens mij zijn ze daar nu aardig ver mee, op het Thingiverse-forum. De reden dat ik dat zou doen is dat mijn bed niet 100% vlak was. Het stond een beetje bol. In het midden was hij hoger dan de zijkanten.
Daarnaast heeft mij ook een betere fan duct geholpen voor de koeling van de prints, ook op Thingiverse te vinden. En als ik de printer nu nog had, had ik de voeding extern gemaakt, zodat deze beter te koelen is en daardoor de fan niet meer zo vaak aan hoeft, want die maakt echt herrie!
Mijn layer height staat op 0.2mm. Klopt de letters onderop het benchy zijn nogal slecht.
Ik heb deze gekozen omdat ik deze tegenkwam op Vraag en Aanbod voor opzich een leuk prijsje (€200 nieuw in de doos). Ik denk dat dit opzich een redelijke prijs is voor een eerste printer. Ik moet toegeven dat hij redelijk veel geluid maakt ja
Oh, de Anycubic i3 Mega is niet zo kieskeurig met PLA. De meeste standaardsettings van Cura voldoen al wel. Je moet natuurlijk wel het bed goed gelevelled hebben.grote_oever schreef op vrijdag 13 juli 2018 @ 08:33:
[...]
De Benchy is echt stressen voor een printer en het is ook zeer lastig om deze goed te krijgen. Als je weinig ervaring hebt en je print een goed benchy uit dan heb je gewoon geluk.
De meeste prints staan of vallen met de settings die gebruikt worden en niet zozeer met filament/slicer software.
@Christiaan99jl wat ik trouwens wel nog als tip mee kan geven is om vanaf layer 1 al de fan 100% te zetten. Dat maakte de eerste laag bij mij een stuk mooier! En print niet te snel. 60mm/s is wel echt de max.
Imgur werkt uitstekend hiervoor, je moet alleen wel de juiste link pakkenChristiaan99jl schreef op vrijdag 13 juli 2018 @ 10:05:
[...]
Ik zie het blijkt dat de afbeelding niet te geüpload is. Hoe kan ik anders een foto hier laten zien?
Tja, de Ender 3 doet nieuw ook zo'n 200 euro, dus je had misschien iets meer research moeten doenIk heb deze gekozen omdat ik deze tegenkwam op Vraag en Aanbod voor opzich een leuk prijsje (€200 nieuw in de doos). Ik denk dat dit opzich een redelijke prijs is voor een eerste printer. Ik moet toegeven dat hij redelijk veel geluid maakt ja
Wat ik zei, vooral de fans waren mij een doorn in het oog. En nu ik dan ervaring heb met auto-bedleveling zou ik ook daar niet meer zonder willen (gezien de ergernissen met de Anycubic die ik toen had).
Koop al mijn ads!
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
:strip_exif()/u/618019/crop67d6d4a4200e7_cropped.webp?f=community)
Ik print al behoorlijk veel en goed met:
PLA
PETG
CARBON
Maar ABS is toch even anders en misschien hebben jullie paar kleine tips:)
Hardware:
Prusa i3 MK3
Lack Enclosure
Filament:
RealFilament ABS Grijs
Software:
Slic3r Prusa Edtion
Foto's van de print:

Zoals je op de foto's kan zien is het niet echt lekker smooth
Filament Settings:
Hotend: 255 Graden
Bed: 110 eerste laag / 105 tweede laag
Fan: 0%
Enclosure temparatuur: rond de 40 graden.
Printer snelheid:
alles staat op 25m/s
infill 20%
0.2mm Layer height
Wat zijn de dingen die ik zal kunnen aanpassen om dit tot een goede print te maken? (dit is puur een test opject wat ik print)
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 12:48
sinds 2001
Bovenkant lijkt under extrusion of te lage temp, maar dat laatste is wel vreemd, zeker als je fan uit staat.
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Je ik heb de filament settings van (PRUSA ABS) en gewoon profile voor 0.2mm gekozen en alle snelheden naar 25m/s gezet. 200m/s lijkt me veel te snel voor ABSCyBeRSPiN schreef op vrijdag 13 juli 2018 @ 12:16:
Ook geen ervaring met ABS, maar heb je de profile van slic3r voor ABS filament gebruikt? Heb wel het idee dat die profiles erg goed zijn, en vanaf laatste versie ook continu te updaten zonder geklooi.
Bovenkant lijkt under extrusion of te lage temp, maar dat laatste is wel vreemd, zeker als je fan uit staat.
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 12:48
sinds 2001
200mm/s haalt ie toch amper, alleen op lange stukken rechtdoor. Dit ivm de acceleratie setting.KevinSetz schreef op vrijdag 13 juli 2018 @ 12:18:
[...]
Je ik heb de filament settings van (PRUSA ABS) en gewoon profile voor 0.2mm gekozen en alle snelheden naar 25m/s gezet. 200m/s lijkt me veel te snel voor ABS
Ik zou het wel proberen met de defaults.
Mijn ervaring is dat hogere snelheid (icm Lineair Advance) soms juist mooier wordt.
- BelgarionNL
- Registratie: Juni 2018
- Laatst online: 18-11-2022
ik was van plan om te gaan printen op een spiegeltegel van de gamma. (beter alternatief voor een gelijke ondergrond?)
maar ik zit nu te kijken naar filament. welke moet ik in hemelsnaam kopen? ik was van plan om met goedkoop PLA te oefenen.
Vervolgens met PLA polymax? de verstevigingen en mods te printen voor de printer zelf. (extra stevigheid)
om daarna met een aantrekkelijke prijs PLA het meeste te printen.
is Real of inno3d dan goed voor een leuke prijs of kan het nog goedkoper zonder extra problemen te creëren
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
Komt vaker in dit topic naar voren, maar bestel gewoon huismerk van 123-3d.nl. Je kan los daarvan wel verschillende merken proberen. En vaak kom je tot de conclusie dat het eigenlijk weinig uitmaakt bij PLA en dan val je terug op de webshop/merk die het goedkoopste is.BelgarionNL schreef op vrijdag 13 juli 2018 @ 12:45:
ik heb zojuist de creality cr10s aanschaft na behoorlijk wat research. Deze wil ik behoorlijk gaan overhaulen omdat hij niet perfect is out of the box (fans, versteviging auto uitlijnen. waarschijnlijk E3D v6 hotend etc)
ik was van plan om te gaan printen op een spiegeltegel van de gamma. (beter alternatief voor een gelijke ondergrond?)
maar ik zit nu te kijken naar filament. welke moet ik in hemelsnaam kopen? ik was van plan om met goedkoop PLA te oefenen.
Vervolgens met PLA polymax? de verstevigingen en mods te printen voor de printer zelf. (extra stevigheid)
om daarna met een aantrekkelijke prijs PLA het meeste te printen.
is Real of inno3d dan goed voor een leuke prijs of kan het nog goedkoper zonder extra problemen te creëren
Wat is je ervaring overigens met 3d printer? met weinig ervaring zou ik gewoon rustig beginnen. Het is namelijk vrij lastig om een printer onder controle te krijgen. Het upgraden van een printer maakt de invloed op een slecht print namelijk groter. E3D hotend etc is leuk, maar de printjes worden er opeens niet stukken beter op.
- Sme4gle
- Registratie: Oktober 2014
- Laatst online: 22-05 15:29
Ik heb zelf ook een CR10S met E3D v6 all metal. Prima keuze! ik zou niet teveel uitgeven voor een rol filament als je er nog mee wilt experimenteren. De goedkope rolletjes op 123-3d.nl zijn primaBelgarionNL schreef op vrijdag 13 juli 2018 @ 12:45:
ik heb zojuist de creality cr10s aanschaft na behoorlijk wat research. Deze wil ik behoorlijk gaan overhaulen omdat hij niet perfect is out of the box (fans, versteviging auto uitlijnen. waarschijnlijk E3D v6 hotend etc)
ik was van plan om te gaan printen op een spiegeltegel van de gamma. (beter alternatief voor een gelijke ondergrond?)
maar ik zit nu te kijken naar filament. welke moet ik in hemelsnaam kopen? ik was van plan om met goedkoop PLA te oefenen.
Vervolgens met PLA polymax? de verstevigingen en mods te printen voor de printer zelf. (extra stevigheid)
om daarna met een aantrekkelijke prijs PLA het meeste te printen.
is Real of inno3d dan goed voor een leuke prijs of kan het nog goedkoper zonder extra problemen te creëren
- citruspers
- Registratie: December 2009
- Laatst online: 12:29
Ik heb behoorlijk wat PLA's geprobeerd en begin nu een beetje te settlen op Sunlu PLA+. Print als een tierelier en kost 20 euro per rol op amazon.deBelgarionNL schreef op vrijdag 13 juli 2018 @ 12:45:
ik heb zojuist de creality cr10s aanschaft na behoorlijk wat research. Deze wil ik behoorlijk gaan overhaulen omdat hij niet perfect is out of the box (fans, versteviging auto uitlijnen. waarschijnlijk E3D v6 hotend etc)
ik was van plan om te gaan printen op een spiegeltegel van de gamma. (beter alternatief voor een gelijke ondergrond?)
maar ik zit nu te kijken naar filament. welke moet ik in hemelsnaam kopen? ik was van plan om met goedkoop PLA te oefenen.
Vervolgens met PLA polymax? de verstevigingen en mods te printen voor de printer zelf. (extra stevigheid)
om daarna met een aantrekkelijke prijs PLA het meeste te printen.
is Real of inno3d dan goed voor een leuke prijs of kan het nog goedkoper zonder extra problemen te creëren
"Nadeel" is dat het zo'n 10 graden heter wil printen dan normale PLA.
Verder is het meeste PLA wel prima, al vermijd ik PrimaValue PLA tegenwoordig. Hun zwarte PLA printte .....okay, maar hun donkergrijze is echt het slechtste wat ik ooit heb gebruikt (zelfs 1 rol van teruggestuurd).
:strip_icc():strip_exif()/u/6764/cergorach.jpg?f=community)
https://creality3d.nl.ali...-3/2846085_511014354.html
Wat is het verschil tussen die 5? Of gewoon zelfde product?
Nu heeft deze:
https://nl.aliexpress.com.../2846085_32858931045.html
Een optie om vanuit Duitsland te versturen, dat zou betekenen geen btw en administratie kosten. En een levertijd van 1-2 weken.
Zie ik wat over het hoofd of mis ik een betere optie?
Sidenote: Een Prusa i3 MK3 is natuurlijk een veel betere printer, maar is wel 4x zo duur en heeft een leadtime van 5-6 weken als je een powder coated buildplate wil (iets wat je imho natuurlijk wel wil). Ik wil wat gaan 'spelen' met een 3D printer begin augustus en voor nog geen €200 (plus wat extra voor te vervangen onderdeeltjes) kan je je eerder een 'foutje' veroorloven dan met een 4x zo dure printer die pas ergens eind augustus geleverd wordt...
Welkom in de donkere krochten van het China-shoppenCergorach schreef op zaterdag 14 juli 2018 @ 00:41:
Ik zit sterk een Ender 3 te overwegen als eerste 3D printer (ipv. een Pusa i3 MK3), als ik echter op Aliexpress in de Creality winkel kijk zie ik 5 versies die voor zover ik kan zien zo goed als hetzelfde zijn:
https://creality3d.nl.ali...-3/2846085_511014354.html
Wat is het verschil tussen die 5? Of gewoon zelfde product?
Wel BTW maar geen extra invoerkostenNu heeft deze:
https://nl.aliexpress.com.../2846085_32858931045.html
Een optie om vanuit Duitsland te versturen, dat zou betekenen geen btw en administratie kosten. En een levertijd van 1-2 weken.
Koop al mijn ads!
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
je moet altijd even goed kijken naar de varianten en wat je erbij geleverd krijgt. Het staat er vaak niet heel overzichtelijk beschreven, maar het staat er doorgaans wel. Ik zou gewoon uit Duitsland bestellen. Geen gezeik met douane etc.Cergorach schreef op zaterdag 14 juli 2018 @ 00:41:
Ik zit sterk een Ender 3 te overwegen als eerste 3D printer (ipv. een Pusa i3 MK3), als ik echter op Aliexpress in de Creality winkel kijk zie ik 5 versies die voor zover ik kan zien zo goed als hetzelfde zijn:
https://creality3d.nl.ali...-3/2846085_511014354.html
Wat is het verschil tussen die 5? Of gewoon zelfde product?
Nu heeft deze:
https://nl.aliexpress.com.../2846085_32858931045.html
Een optie om vanuit Duitsland te versturen, dat zou betekenen geen btw en administratie kosten. En een levertijd van 1-2 weken.
Zie ik wat over het hoofd of mis ik een betere optie?
Ik denk dat je daar gelijk in hebt. Wel denk ik dat het nuttig is om de kanttekrning te plaatsen dat een goed ondersteunde printer zoals een Prusa je veel zorgen uit handen neemt waardoor je je meer kan richten op wat je print dan het in werkende staat houden van je printer, wat bij de Anets en Crealtys van deze wereld toch tot op een zekere hoogte nodig is.Cergorach schreef op zaterdag 14 juli 2018 @ 00:41:
Sidenote: Een Prusa i3 MK3 is natuurlijk een veel betere printer, maar is wel 4x zo duur en heeft een leadtime van 5-6 weken als je een powder coated buildplate wil (iets wat je imho natuurlijk wel wil). Ik wil wat gaan 'spelen' met een 3D printer begin augustus en voor nog geen €200 (plus wat extra voor te vervangen onderdeeltjes) kan je je eerder een 'foutje' veroorloven dan met een 4x zo dure printer die pas ergens eind augustus geleverd wordt...
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Daar ben ik het helemaal mee eens. Ik heb een keer een delta printer gebouwd voor de grap (FLsun ding) en dat was gewoon waardeloos. Je wilt niet weten hoeveel uren ik er in had zitten voordat ik een fatsoenlijke print eruit kreeg. De handleiding erbij was in het Chinees en niet veel onderdelen verschilden. Op het internet waren er echt 5 verschillende versies in omloop met allemaal net iets andere onderdelen. De firmware was waardeloos en ging nooit werken. Die moest dus helemaal opnieuw opgebouwd worden. Fan shroud/cooling is bij goedkope printers vaak ook niet optimaal en de voeding ook niet en zo kun je nog wel even doorgaan.ocf81 schreef op zaterdag 14 juli 2018 @ 14:56:
[...]
Ik denk dat je daar gelijk in hebt. Wel denk ik dat het nuttig is om de kanttekrning te plaatsen dat een goed ondersteunde printer zoals een Prusa je veel zorgen uit handen neemt waardoor je je meer kan richten op wat je print dan het in werkende staat houden van je printer, wat bij de Anets en Crealtys van deze wereld toch tot op een zekere hoogte nodig is.
Als hobbyist die er tijd in wil steken is dit prima en is het een leuke leerzame ervaring, maar ik heb ook gemerkt dat het veel mensen afschrikt van 3d printen. En dat wil je juist niet. We praten alsmaar over hoe toegankelijk 3d printen is geworden doordat je al printers voor 150 euro kan kopen, maar eigenlijk maken zij juist de markt kapot. Voor Tweakers en anderen die een beetje handig zijn is dit dus leuk, maar ik heb vaak genoeg gehoord van mensen die dan zo'n goedkope machine kopen, het nooit echt helemaal lekker aan de praat kregen, omdat ze er geen tientallen uren in wilde stoppen en er dan maar mee stoppen en een behoorlijk negatief beeld krijgen.
En vaak heb je al een andere 3d printer nodig om zo'n goede 3d printer echt goed te laten werken. (Althans dat is wel handig.) Dus nee, ik ben er geen fan van, maar ook ik ben er wel mee begonnen.
Een originele Prusa is in dat opzicht zoveel beter. Of je koopt een kant en klaar machine die al goed werkt of je besteedt er wat meer tijd aan en bouwt hem zelf. (Wat zeker aan te raden is om de machine te leren kennen.) En als het dan niet lukt is er echt zoveel informatie om mee verder te werken. Op die manier maak je 3d printen veel leuker en toegankelijker. Ik vind het leuk om iets te bouwen, maar de meeste mensen die ik spreek printen liever leuke dingen dan dat ze uren aan het klooien zijn.
- jbhc
- Registratie: Juli 2007
- Laatst online: 08:42
Ondertussen ben ik een 2e printer aan het bouwen en alle onderdelen daarvoor komen van aliexpress. Alleen wordt ook dat geen goedkope printer
Ik dacht ook goedkoop uit te zijn toen ik zelf mijn eerste printer van scratch bouwde, maar zelfs als je alles via Aliexpress bestelt vallen de kosten inderdaad nog behoorlijk tegen.jbhc schreef op zondag 15 juli 2018 @ 00:39:
Bovenstaand verhaal kan ik wel beamen. Ik heb eind vorig jaar een Anet A8 aangeschaft. Ondertussen is er niet heel veel Anet meer van over en zitten er bijzonder veel tijd en geld in dat ding.
Ondertussen ben ik een 2e printer aan het bouwen en alle onderdelen daarvoor komen van aliexpress. Alleen wordt ook dat geen goedkope printer
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 22-05 22:00
Zelf ook met een Anet begonnen, maar dankzij deze printer heb ik veel geleerd. Het volledig opbouwen zou voor elke starter eigenlijk een must moeten zijn om een printer te begrijpen.jbhc schreef op zondag 15 juli 2018 @ 00:39:
Bovenstaand verhaal kan ik wel beamen. Ik heb eind vorig jaar een Anet A8 aangeschaft. Ondertussen is er niet heel veel Anet meer van over en zitten er bijzonder veel tijd en geld in dat ding.
Ondertussen ben ik een 2e printer aan het bouwen en alle onderdelen daarvoor komen van aliexpress. Alleen wordt ook dat geen goedkope printer
Ding heeft een hoop tijd en geld kost, maar ben blij dat ik dit gedaan heb. Duurdere printers zouden een drama geweest zijn.
- smallblock
- Registratie: September 1999
- Laatst online: 03-05 11:06
Aliens (& rust) ate my Buick
Ja, er zijn dingen die verbeterd kunnen worden en dan kunnen de print resultaten nog ietsje mooier worden.
De leercurve is een stuk minder stijl dan bij bv de Anet printers die uit de doos soms een regelrechte ramp kunnen zijn.
Voor mij was de keuze simpel. Ik had best een Prusa willen hebben maar ik heb daar gewoon het geld niet voor (over)
Leuke lamp, overigens !!
Ja, dat zeggen alle kitbouwers (grote_oever schreef op zondag 15 juli 2018 @ 12:32:
[...]
Zelf ook met een Anet begonnen, maar dankzij deze printer heb ik veel geleerd. Het volledig opbouwen zou voor elke starter eigenlijk een must moeten zijn om een printer te begrijpen.
Ding heeft een hoop tijd en geld kost, maar ben blij dat ik dit gedaan heb. Duurdere printers zouden een drama geweest zijn.
Ik ben overigens niet bang om te sleutelen. Ik heb de printers al aardig open gehad voor reparaties. Maar het opbouwen vanaf de grond is aan mij niet besteedt.
[ Voor 10% gewijzigd door Room42 op 15-07-2018 17:17 ]
Koop al mijn ads!
De Prusa i3 MK3 is ook niet zonder zijn tekortkomingen, wat langer wachten met die te kopen totdat het merendeel is opgelost is geen slecht idee imho. Ik ben voornamelijk teleurgesteld dat zoveel mensen toch problemen hebben met de silent mode, slechte kwaliteit prints of zelfs constante fails, dat was een van de primaire features waardoor ik super enthiousiast was over de MK3. Ik had deze zelfs al besteld als ik niet eerst wat andere projectjes af wilde hebben voordat ik aan een nieuwe begon, nu loopt eind julie mijn contract af (freelancer) en wil ik een paar weekjes vrij nemen voordat ik aan een nieuw contract begin (en dus kan gaan stoeien met een 3D printer).
Natuurlijk hoef je niet een 3D printer te kunnen bouwen om ermee te kunnen werken, zo werkt dat nu ook niet met computers. Echter 3D printers zitten nog niet op het niveau van computers van vandaag de dag en je kan het beter zien als die zelf bouw PCs van 25 jaar geleden, daar moest regelmatig wat aan gesleuteld worden omdat de hardware de software ontwikkeling niet kon bijhouden. Nu bouw ik nog steeds 1x per 5+ jaar mijn eigen werkstation en die gaat eigenlijk alleen nog maar een of twee keer open in die periode voor een HDD/SSD vervanging, misschien een GPU vervangen en zo nu en dan wat stof ruimen. De meeste andere hardware wil ik ook gewoon dat als ik het koop het gewoon direct werkt smartphone/tablet/NAS/router/etc. Daar heb ik vroeger lang genoeg mee zitten knutselen en mijn troubleshooting fix wordt door de weeks genoeg gelest door het werk dat ik doe (voornamelijk software issues, maar soms toch ook hardware)... ;-)
Maar als je met echt nieuwe dingen gaat werken die niet plug 'n play zijn en blijven wil je wel iets meer er over weten en leren. Insert 3D FDM printers... Net zoals ik bij mijn eerste werkgever de oude dotmatrix printers en handscanners uitelkaar haalde om ze op de werkvloer draaiende te kunnen houden, wil ik dat ook kunnen doen met een relatief goedkope 3D printer. En je kan altijd deze doorverkopen met alle fixes voor een leuk prijsje op de Nederlandse markt of gewoon er naast houden als je uiteindelijk upgrade naar een Prusa... Als ik aan resin printen ga beginnen dan wordt dat ook niet direct een Form 2, maar ga ik beginnen met een Anycubic Photon (of whatever op dat moment een goede keus is in dat segment).
Het prijsverschil tussen een redelijk goede hobby 3D printer en een wat professionelere 3D printer is nu zo groot geworden imho dat voor veel mensen het opeens een heel stuk interessanter wordt. Natuurlijk had je voorheen ook printers van ronde de $/€200, maar zoals al meerdere mensen opmerkte, waren dat veel herbouw projectjes...
Wat ik trouwens gehoord heb over delta printers is dat deze veel werk koste qua goed afstellen, voor mij een reden dat ze niet op mijn wenslijstje kwamen omdat ik niet het (hoge) volume nodig had. Ik wil er meer miniatuur terrein mee printen en kleine functionele objecten.
- citruspers
- Registratie: December 2009
- Laatst online: 12:29
Klopt als een bus, Delta's zijn een stuk lastiger om goed te krijgen omdat een probleem in de printer invloed kan hebben op alle assen, terwijl bij een cartesische machine zo'n probleem zich meestal beperkt tot de desbetreffende as waar het probleem zit.Cergorach schreef op zondag 15 juli 2018 @ 16:45:
Wat ik trouwens gehoord heb over delta printers is dat deze veel werk koste qua goed afstellen, voor mij een reden dat ze niet op mijn wenslijstje kwamen omdat ik niet het (hoge) volume nodig had. Ik wil er meer miniatuur terrein mee printen en kleine functionele objecten.
Desondanks zijn het erg gave machines met ook een paar voordelen, en zeker als je er een goed controlebord met de juiste (calibratie) firmware er op zijn ze erg goed bruikbaar.
Het bouwvolume is trouwens wat bedriegelijk. De Anycubic Kossel wordt geadverteerd als 240mm bij 300mm, maar in de praktijk is die hoogte "maar" ~290mm en alleen bruikbaar in het absolute midden van de printer. De endstops zitten bij zo'n printer namelijk bovenin, en als de printer op Z290 naar de zijkant beweegt raakt een van de armen je endstop
Des te breder dus je model, des te lager je bouwhoogte is. Daarom worden er vaak modellen van raketten gebruikt bij het demonstreren van de grootte van een Deltaprinter, de punt komt zan precies in het midden uit bij de maximale Z hoogte
- silentkiller
- Registratie: Februari 2003
- Laatst online: 19-05 16:27
De ender 3 is zeker een kandidaat maar ik verwacht meer van de tevo flash. De eerste zouden ondertussen geshipped zijn, ben benieuwd naar de eerste reviews
:strip_icc():strip_exif()/u/265780/beaker.jpg?f=community)
{kind=link}
{kind=link}
{kind=link}
En is er iemand met het 2018 model van de Tevo Tornado die zijn ervaringen met we wil delen? Begin nu echt te vaak tegen mijn bouwvolume limiet aan te lopen dus er moet iets groters komen
- silentkiller
- Registratie: Februari 2003
- Laatst online: 19-05 16:27
Klopt inderdaad. Naar mijn gevoel zijn de kinderziekten wel vrij makkelijk op te lossen. (door zelf iets te printen of door wat goedkoop spul uit china laten over te komen).Beakzz schreef op maandag 16 juli 2018 @ 11:54:
Is het eigenlijk wel aan te raden tegenwoordig om een nieuw model van een printer te kopen? Zit zelf namelijk naar de Tevo Tornado te kijken en als ik dan zie wat voor revisies er al zijn dan vraag ik me af of je niet gewoon een "early acces" testkonijn bent tegenwoordig als je een nieuw model koopt. Kan je dan niet beter voor een model gaan wat zich al heeft bewezen en de kinderziektes er al uit heeft gehaald bij een revisie?
En is er iemand met het 2018 model van de Tevo Tornado die zijn ervaringen met we wil delen? Begin nu echt te vaak tegen mijn bouwvolume limiet aan te lopen dus er moet iets groters komen
Als je wat wil sleutelen en wat wil zoeken, is dat ook een stuk van de uitdaging
- citruspers
- Registratie: December 2009
- Laatst online: 12:29
Nee, tenzij er al een hoop betrouwbare reviews zijn. Maker's Muse heeft laatst een mooi filmpje gepost over hoe veel 3D printer fabrikanten producten afleveren die niet/nauwelijks zijn getest, en vervolgens op basis van feedback uit de community hun printer verbeteren/bruikbaar maken.Beakzz schreef op maandag 16 juli 2018 @ 11:54:
Is het eigenlijk wel aan te raden tegenwoordig om een nieuw model van een printer te kopen?
Da's prima als je een printer na een paar maanden koopt, maar niet als je een van de eerste bent (en alle verbeteringen dus misloopt).
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.