:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
Ik denk dat je grootste probleem hier je top infill is. Met concentric heb ik zelf ook nooit een heel net resultaat weten te behalen. Hoe ziet het eruit met "gewoon" zig-zag?Btje schreef op donderdag 24 mei 2018 @ 07:43:
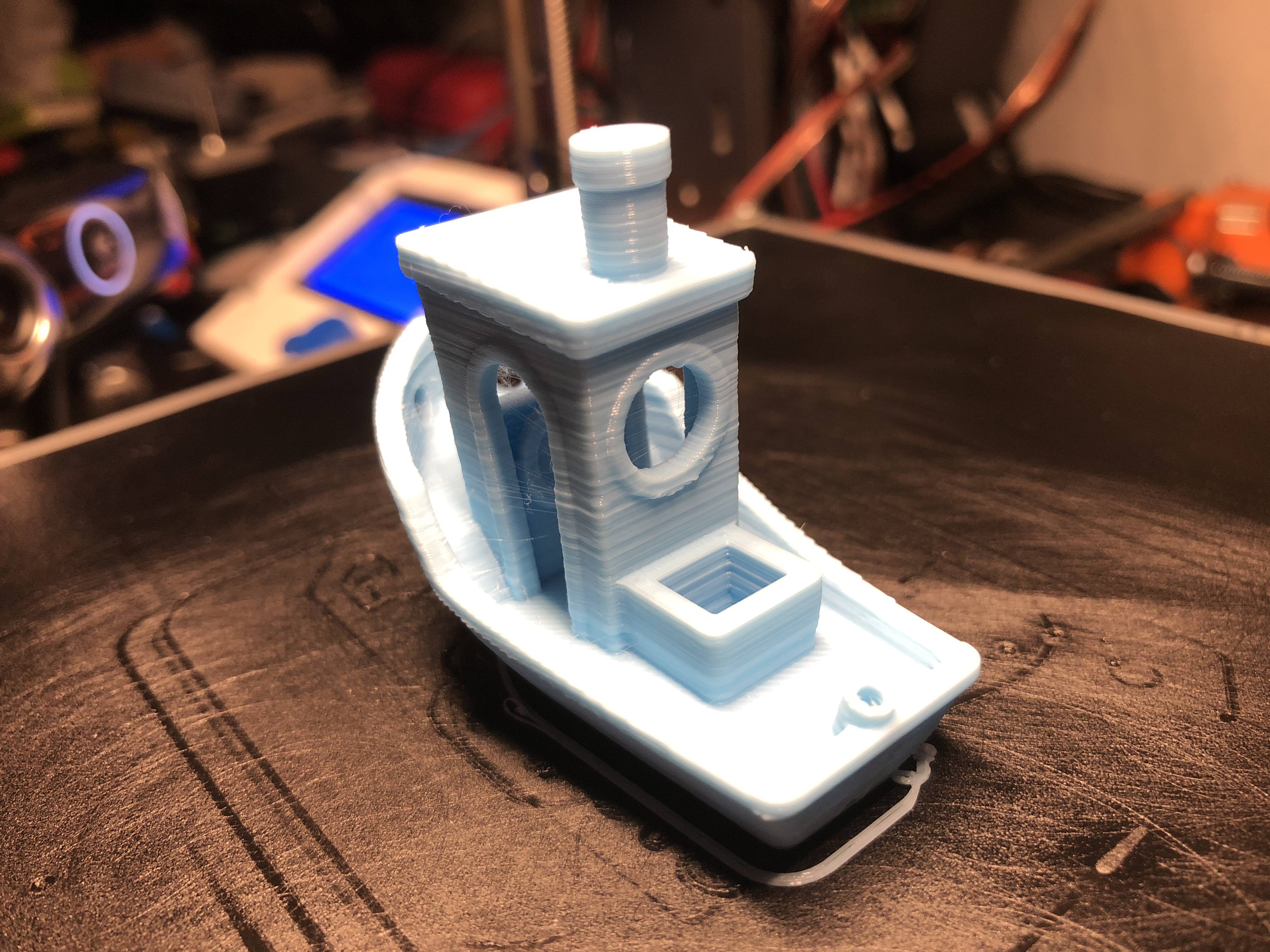
Ik zie in toplagen wat foutjes maar heb geen idee waar dit te zoeken. De laagopbouw is erg netjes en je ziet een stukje van een paaltje wat ook erg netjes is het gebeurt dus op sommige stukken.
Vaak daar waar het in een soort lusje bij elkaar komt.
Dit is geprint met ABS op 240 graden en 85 bed. 0.1 layer hight op een CR10
[afbeelding]
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 23:38
/u/308442/DRUNKEN%2520SAILOR%2520forum.JPG?f=community)
Er bestaat niet iets als nauwkeurigere belts..... je zou kunnen upgraden in belts die minder rek hebben.Btje schreef op donderdag 24 mei 2018 @ 14:07:
Spanning is idd voldoende. Is het mogelijk betere belts erop te zetten?
[...]
Maar jou probleem komt niet door slappe belts, dan had je namelijk veel meer ruis gehad in je printbeeld.
Denk dat je eerder moet kijken zoals gezegd werd naar layerwidth of iets dergelijks. vind sowieso die infilmanier voor de topinfill die je gebruikt niet mooi zou zelf gaan voor recht toe recht aan...
/u/34186/crop62e07d174532d_cropped.png?f=community)
Sowieso is dit een printer om een eigen firmware op te flashen, dan ben je van een paar van die punten al af.grote_oever schreef op donderdag 24 mei 2018 @ 07:25:
[...]
Ik zit reviews te kijken van deze printer, maar word ik toch minder blij van. Prints zijn mooi, maar de software lijkt niet af.
- WiFi in menu zonder dat er WiFi op zit
- filament wisselen werkt niet zonder voorverwarmen
- Homen van Z as doet een Anet nog beter.
- vage melding bij power resumé
Daarnaast voelt toch alles beetje goedkoop aan. En ik vraag me af hoe makkelijk onderdelen vervangen kunnen worden.
Met welke printer kun je koud het filament wisselen dan- filament wisselen werkt niet zonder voorverwarmen
Koop al mijn ads!
- DamianSixSixSix
- Registratie: Oktober 2017
- Laatst online: 21-04-2023
:strip_icc():strip_exif()/u/983321/crop59e70e9ebc2c4.jpeg?f=community)
tuurlijk, denk dat dit het isPsycho_Mantis schreef op donderdag 24 mei 2018 @ 14:29:
[...]
Kan je eens je volledige EEPROM settings hier posten?
Recv: Marlin 1.1.8
Recv:
Recv: echo: Last Updated: 2017-12-25 12:00 | Author: (Bob Kuhn, Anet config)
Recv: echo:Compiled: Jan 21 2018
Recv: echo: Free Memory: 11697 PlannerBufferBytes: 1232
Recv: echo:V47 stored settings retrieved (614 bytes; crc 31393)
Recv: echo: G21 ; Units in mm
Recv: echo: M149 C ; Units in Celsius
Recv:
Recv: echo:Filament settings: Disabled
Recv: echo: M200 D1.75
Recv: echo: M200 D0
Recv: echo:Steps per unit:
Recv: echo: M92 X92.00 Y100.00 Z400.00 E98.00
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X400.00 Y400.00 Z8.00 E50.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X2000 Y2000 Z100 E10000
Recv: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
Recv: echo: M204 P400.00 R1000.00 T1000.00
Recv: echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk>
Recv: echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.30 E5.00
Recv: echo:Home offset:
Recv: echo: M206 X0.00 Y0.00 Z0.00
Recv: echo:Mesh Bed Leveling:
Recv: echo: M420 S0 Z0.00
Recv: echo: G29 S3 X1 Y1 Z0.00000
Recv: echo: G29 S3 X2 Y1 Z0.00000
Recv: echo: G29 S3 X3 Y1 Z0.00000
Recv: echo: G29 S3 X1 Y2 Z0.00000
Recv: echo: G29 S3 X2 Y2 Z0.00000
Recv: echo: G29 S3 X3 Y2 Z0.00000
Recv: echo: G29 S3 X1 Y3 Z0.00000
Recv: echo: G29 S3 X2 Y3 Z0.00000
Recv: echo: G29 S3 X3 Y3 Z0.00000
Recv: echo:Material heatup parameters:
Recv: echo: M145 S0 H190 B60 F0
Recv: echo: M145 S1 H240 B90 F0
Recv: echo:PID settings:
Recv: echo: M301 P21.00 I1.25 D86.00
Recv: ok
Changing monitoring state from "Connecting" to "Operational"
Send: N0 M110 N0*125
Recv: ok
Send: N1 M115*39
Recv: FIRMWARE_NAME:Marlin 1.1.8 (Github) SOURCE_CODE_URL:https://github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:Anet A8 EXTRUDER_COUNT:1 UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff
Recv: Cap:SERIAL_XON_XOFF0
Recv: Cap:EEPROM1
Recv: Cap:VOLUMETRIC1
Recv: Cap:AUTOREPORT_TEMP1
Recv: Cap:PROGRESS0
Recv: Cap:PRINT_JOB1
Recv: Cap:AUTOLEVEL0
Recv: Cap:Z_PROBE0
Recv: Cap:LEVELING_DATA1
Recv: Cap:BUILD_PERCENT0
Recv: Cap:SOFTWARE_POWER0
Recv: Cap:TOGGLE_LIGHTS0
Recv: Cap:CASE_LIGHT_BRIGHTNESS0
Recv: Cap:EMERGENCY_PARSER0
Recv: ok
Send: M21
Recv: echo:SD init fail
Recv: ok
Send: M115
Recv: echo:SD init fail
Recv: FIRMWARE_NAME:Marlin 1.1.8 (Github) SOURCE_CODE_URL:https://github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:Anet A8 EXTRUDER_COUNT:1 UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff
Recv: Cap:SERIAL_XON_XOFF0
Recv: Cap:EEPROM1
Recv: Cap:VOLUMETRIC1
Recv: Cap:AUTOREPORT_TEMP1
Recv: Cap:PROGRESS0
Recv: Cap:PRINT_JOB1
Recv: Cap:AUTOLEVEL0
Recv: Cap:Z_PROBE0
Recv: Cap:LEVELING_DATA1
Recv: Cap:BUILD_PERCENT0
Recv: Cap:SOFTWARE_POWER0
Recv: Cap:TOGGLE_LIGHTS0
Recv: Cap:CASE_LIGHT_BRIGHTNESS0
Recv: Cap:EMERGENCY_PARSER0
Recv: ok
Send: M504
Recv: ok
Send: M501
Recv: echo:V47 stored settings retrieved (614 bytes; crc 31393)
Recv: echo: G21 ; Units in mm
Recv: echo: M149 C ; Units in Celsius
Recv:
Recv: echo:Filament settings: Disabled
Recv: echo: M200 D1.75
Recv: echo: M200 D0
Recv: echo:Steps per unit:
Recv: echo: M92 X92.00 Y100.00 Z400.00 E98.00
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X400.00 Y400.00 Z8.00 E50.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X2000 Y2000 Z100 E10000
Recv: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
Recv: echo: M204 P400.00 R1000.00 T1000.00
Recv: echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk>
Recv: echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.30 E5.00
Recv: echo:Home offset:
Recv: echo: M206 X0.00 Y0.00 Z0.00
Recv: echo:Mesh Bed Leveling:
Recv: echo: M420 S0 Z0.00
Recv: echo: G29 S3 X1 Y1 Z0.00000
Recv: echo: G29 S3 X2 Y1 Z0.00000
Recv: echo: G29 S3 X3 Y1 Z0.00000
Recv: echo: G29 S3 X1 Y2 Z0.00000
Recv: echo: G29 S3 X2 Y2 Z0.00000
Recv: echo: G29 S3 X3 Y2 Z0.00000
Recv: echo: G29 S3 X1 Y3 Z0.00000
Recv: echo: G29 S3 X2 Y3 Z0.00000
Recv: echo: G29 S3 X3 Y3 Z0.00000
Recv: echo:Material heatup parameters:
Recv: echo: M145 S0 H190 B60 F0
Recv: echo: M145 S1 H240 B90 F0
Recv: echo:PID settings:
Recv: echo: M301 P21.00 I1.25 D86.00
Recv: ok
[...]
Send: M504
Recv: ok
Send: M501
Recv: echo:V47 stored settings retrieved (614 bytes; crc 31393)
Recv: echo: G21 ; Units in mm
Recv: echo: M149 C ; Units in Celsius
Recv:
Recv: echo:Filament settings: Disabled
Recv: echo: M200 D1.75
Recv: echo: M200 D0
Recv: echo:Steps per unit:
Recv: echo: M92 X92.00 Y100.00 Z400.00 E98.00
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X400.00 Y400.00 Z8.00 E50.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X2000 Y2000 Z100 E10000
Recv: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
Recv: echo: M204 P400.00 R1000.00 T1000.00
Recv: echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk>
Recv: echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.30 E5.00
Recv: echo:Home offset:
Recv: echo: M206 X0.00 Y0.00 Z0.00
Recv: echo:Mesh Bed Leveling:
Recv: echo: M420 S0 Z0.00
Recv: echo: G29 S3 X1 Y1 Z0.00000
Recv: echo: G29 S3 X2 Y1 Z0.00000
Recv: echo: G29 S3 X3 Y1 Z0.00000
Recv: echo: G29 S3 X1 Y2 Z0.00000
Recv: echo: G29 S3 X2 Y2 Z0.00000
Recv: echo: G29 S3 X3 Y2 Z0.00000
Recv: echo: G29 S3 X1 Y3 Z0.00000
Recv: echo: G29 S3 X2 Y3 Z0.00000
Recv: echo: G29 S3 X3 Y3 Z0.00000
Recv: echo:Material heatup parameters:
Recv: echo: M145 S0 H190 B60 F0
Recv: echo: M145 S1 H240 B90 F0
Recv: echo:PID settings:
Recv: echo: M301 P21.00 I1.25 D86.00
Recv: ok
[...]
Send: M117 0% L=-/-
Recv: ok
Send: M117 0% L=-/-
Recv: ok
Send: M504
Recv: ok
Send: M501
Recv: echo:V47 stored settings retrieved (614 bytes; crc 31393)
Recv: echo: G21 ; Units in mm
Recv: echo: M149 C ; Units in Celsius
Recv:
Recv: echo:Filament settings: Disabled
Recv: echo: M200 D1.75
Recv: echo: M200 D0
Recv: echo:Steps per unit:
Recv: echo: M92 X92.00 Y100.00 Z400.00 E98.00
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X400.00 Y400.00 Z8.00 E50.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X2000 Y2000 Z100 E10000
Recv: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
Recv: echo: M204 P400.00 R1000.00 T1000.00
Recv: echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk>
Recv: echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.30 E5.00
Recv: echo:Home offset:
Recv: echo: M206 X0.00 Y0.00 Z0.00
Recv: echo:Mesh Bed Leveling:
Recv: echo: M420 S0 Z0.00
Recv: echo: G29 S3 X1 Y1 Z0.00000
Recv: echo: G29 S3 X2 Y1 Z0.00000
Recv: echo: G29 S3 X3 Y1 Z0.00000
Recv: echo: G29 S3 X1 Y2 Z0.00000
Recv: echo: G29 S3 X2 Y2 Z0.00000
Recv: echo: G29 S3 X3 Y2 Z0.00000
Recv: echo: G29 S3 X1 Y3 Z0.00000
Recv: echo: G29 S3 X2 Y3 Z0.00000
Recv: echo: G29 S3 X3 Y3 Z0.00000
Recv: echo:Material heatup parameters:
Recv: echo: M145 S0 H190 B60 F0
Recv: echo: M145 S1 H240 B90 F0
Recv: echo:PID settings:
Recv: echo: M301 P21.00 I1.25 D86.00
Recv: ok
[...]
Send: M504
Recv: ok
Send: M501
Recv: echo:V47 stored settings retrieved (614 bytes; crc 31393)
Recv: echo: G21 ; Units in mm
Recv: echo: M149 C ; Units in Celsius
Recv:
Recv: echo:Filament settings: Disabled
Recv: echo: M200 D1.75
Recv: echo: M200 D0
Recv: echo:Steps per unit:
Recv: echo: M92 X92.00 Y100.00 Z400.00 E98.00
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X400.00 Y400.00 Z8.00 E50.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X2000 Y2000 Z100 E10000
Recv: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
Recv: echo: M204 P400.00 R1000.00 T1000.00
Recv: echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk>
Recv: echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.30 E5.00
Recv: echo:Home offset:
Recv: echo: M206 X0.00 Y0.00 Z0.00
Recv: echo:Mesh Bed Leveling:
Recv: echo: M420 S0 Z0.00
Recv: echo: G29 S3 X1 Y1 Z0.00000
Recv: echo: G29 S3 X2 Y1 Z0.00000
Recv: echo: G29 S3 X3 Y1 Z0.00000
Recv: echo: G29 S3 X1 Y2 Z0.00000
Recv: echo: G29 S3 X2 Y2 Z0.00000
Recv: echo: G29 S3 X3 Y2 Z0.00000
Recv: echo: G29 S3 X1 Y3 Z0.00000
Recv: echo: G29 S3 X2 Y3 Z0.00000
Recv: echo: G29 S3 X3 Y3 Z0.00000
Recv: echo:Material heatup parameters:
Recv: echo: M145 S0 H190 B60 F0
Recv: echo: M145 S1 H240 B90 F0
Recv: echo:PID settings:
Recv: echo: M301 P21.00 I1.25 D86.00
Recv: ok
- polthemol
- Registratie: Maart 2006
- Laatst online: 22-05 12:28
Moderator General Chat
:strip_icc():strip_exif()/u/170876/crop60feac2476182_cropped.jpg?f=community)
10.750 na nog wat testen lijkt hier de sweetspot te zijn. De kwaliteit is serieus fijn wel, transparant is ook ekte ekte transparantIgor92 schreef op maandag 21 mei 2018 @ 13:27:
[...]
Wat voor belichtingstijden gebruik je bij deze resin? Ik hoorde dat die voor photocentric aanzienlijk langer zijn? Ik heb inmiddels een fles Monocure resin, ruikt al wat minder, maar ik ruik het nogsteeds. Inmiddels heb ik afzuiging bij mijn printer en staat deze in het washok zodat ik er verder weinig last van heb.
Nunc purus risus, volutpat sagittis, lobortis at, dignissim sed, sapien
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)
Je kan op de printer met één druk op de knop filament wisselen, maar dat werkt niet:Room42 schreef op donderdag 24 mei 2018 @ 18:28:
[...]
Met welke printer kun je koud het filament wisselen dan
YouTube: In Depth JGAurora A5 3D Printer Review
Zulke dingen komen best knullig over.
[ Voor 5% gewijzigd door grote_oever op 24-05-2018 19:22 ]
Ja, ho even, die review is bijna een half jaar oud.grote_oever schreef op donderdag 24 mei 2018 @ 19:20:
[...]
Je kan op de printer met één druk op de knop filament wisselen, maar dat werkt niet:
YouTube: In Depth JGAurora A5 3D Printer Review
Niet dat ik je deze printer aan wil praten, dat moet je lekker zelf weten, maar je moet wel appels met appels vergelijken. En je weet in deze wereld (van 3D printen) dat je nog even wat moet spelen en upgraden om hem echt naar je zin te maken. Of je moet meer geld uitgeven, dan krijg je een echte plug-en-play (not).
Koop al mijn ads!
/u/98547/crop5db2a7ff7f697_cropped.png?f=community)
Dat zijn dan ook belts met een stalen core er in, zijn prima, zolang ze op de juiste spanning staan. Soepele belts hebben meer rek, de vraag is of je dat wel wilPsycho_Mantis schreef op zondag 20 mei 2018 @ 17:31:
[...]
Volgens mij is dit geen probleem met aantal steps.
Maar de belts van die Anet dingen zijn gewoon baggerslecht.
Had er laatst 1 in mijn handen en was alles behalve soepel. Is gewoon hard plastic ipv rubber.
Gewoon ff een nieuwe belt kopen op aliexpress oid.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
:strip_icc():strip_exif()/u/208430/3f5a00acf72df93528b6bb7cd0a4fd0c.jpeg?f=community)
Die 92 stappen op de X as vind ik apart. Meestal zijn de pulleys van de X & Y gelijk.DamianSixSixSix schreef op donderdag 24 mei 2018 @ 18:31:
[...]
tuurlijk, denk dat dit het is
Recv: echo:Steps per unit:
Recv: echo: M92 X92.00 Y100.00 Z400.00 E98.00
Is het toevallig zo dat de maten op de Y as wel kloppen en op de X as niet? Of andersom?
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
:strip_icc():strip_exif()/u/70459/crop5cf63c113d06c_cropped.jpeg?f=community)
Die bedoelde ik ook, belts met bijvoorbeeld glas fiber of staal erin. Iemand zijn CR10 belt al vervangen?
Ik heb de zigzag geprobeerd en dat ziet er wel goed uit. Wellicht kan de turn nog wat beter of niet?

Ik heb de zigzag geprobeerd en dat ziet er wel goed uit. Wellicht kan de turn nog wat beter of niet?

WeeDzi schreef op donderdag 24 mei 2018 @ 16:52:
[...]
Er bestaat niet iets als nauwkeurigere belts..... je zou kunnen upgraden in belts die minder rek hebben.
Maar jou probleem komt niet door slappe belts, dan had je namelijk veel meer ruis gehad in je printbeeld.
Denk dat je eerder moet kijken zoals gezegd werd naar layerwidth of iets dergelijks. vind sowieso die infilmanier voor de topinfill die je gebruikt niet mooi zou zelf gaan voor recht toe recht aan...
Xiaomi 13T Pro
- PetersNL
- Registratie: Juli 2005
- Laatst online: 24-04 16:39
@DamianSixSixSixPsycho_Mantis schreef op vrijdag 25 mei 2018 @ 07:22:
[...]
Die 92 stappen op de X as vind ik apart. Meestal zijn de pulleys van de X & Y gelijk.
Is het toevallig zo dat de maten op de Y as wel kloppen en op de X as niet? Of andersom?
Dit wijkt inderdaad af van de standaard Marlin settings van de A8:
code:
1
2
3
4
5
| * Default Axis Steps Per Unit (steps/mm)
* Override with M92
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_AXIS_STEPS_PER_UNIT { 100, 100, 400, 95 } |
Bron: https://gist.github.com/istepanov/e6e53879c0a359530917ef654b309a5c
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Ik ben ook aan het rondkijken. Heb mijn vorige 3d printer verkocht door een mooie deal, dus moet een nieuwe en deze staat op mijn lijstje samen met de Cr-10s. Voor de rest ziet de printer er wel goed uit, maar toch.. keuzes...keuzes...keuzes. tis ook een vrij nieuwe printer, dus niet veel ervaringen over te lezen. De reviews die ik op youtube vind hebben bijna allemaal een gratis printer toegestuurd gekregen. Vandaar mijn enige sceptische blik.Room42 schreef op donderdag 24 mei 2018 @ 19:26:
[...]
Niet dat ik je deze printer aan wil praten, dat moet je lekker zelf weten, maar je moet wel appels met appels vergelijken. En je weet in deze wereld (van 3D printen) dat je nog even wat moet spelen en upgraden om hem echt naar je zin te maken. Of je moet meer geld uitgeven, dan krijg je een echte plug-en-play (not).
Ja, dat is echt heel erg moeilijk. Ik weet nog toen ik m'n eerste printer wilde kopen, afgelopen november. Wat een rampenplan. En inderdaad, die gratis reviews helpen ook niet echt. Ik moet zeggen dat ik wat dat betreft wel erg veel vertrouwen heb in de reviews van Design Prototype Test omdat hij heel eerlijk kritisch is, als je de hele videos kijkt.grote_oever schreef op vrijdag 25 mei 2018 @ 14:36:
[...]
Ik ben ook aan het rondkijken. Heb mijn vorige 3d printer verkocht door een mooie deal, dus moet een nieuwe en deze staat op mijn lijstje samen met de Cr-10s. Voor de rest ziet de printer er wel goed uit, maar toch.. keuzes...keuzes...keuzes. tis ook een vrij nieuwe printer, dus niet veel ervaringen over te lezen. De reviews die ik op youtube vind hebben bijna allemaal een gratis printer toegestuurd gekregen. Vandaar mijn enige sceptische blik.
Koop al mijn ads!
- Zorc
- Registratie: December 2012
- Laatst online: 18-05 09:33
Haha, ja dat gevoel kreeg ik ook van veel youtube reviews :-)
Ik weet nog steeds niet wat ik t.z.t. wil. Moet eerst maar eens beslissen of ik voor een chinatown printer ga of toch de prusa i3 mk3 (of opvolger daarvan) ga. Instap prijs is flink meer maar als je gaat optellen wat je eventueel later zou gaan willen upgraden dan is het nog niets eens zo'n hele gekke deal lijkt me.
Ik weet nog steeds niet wat ik t.z.t. wil. Moet eerst maar eens beslissen of ik voor een chinatown printer ga of toch de prusa i3 mk3 (of opvolger daarvan) ga. Instap prijs is flink meer maar als je gaat optellen wat je eventueel later zou gaan willen upgraden dan is het nog niets eens zo'n hele gekke deal lijkt me.
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Bij de meeste zal denk ik de afweging zijn hoevaak ze het gebruiken. Zelf gebruikte ik m’n oude printer niet elke dag, maar als ik hem wilde gebruiken moest hij klaar staan. Geen gekloot en gaan met die banaan. Dat ik los daarvan tijd en geld erin moet steken is een gegeven. Prusa mk3 ziet er goed uit, maar meer dan 800 euro uitgeven voor een printer die niet dagelijks gebruikt wordt.. dat vind mijn vrouw ik toch te veel geldZorc schreef op vrijdag 25 mei 2018 @ 14:53:
Haha, ja dat gevoel kreeg ik ook van veel youtube reviews :-)
Ik weet nog steeds niet wat ik t.z.t. wil. Moet eerst maar eens beslissen of ik voor een chinatown printer ga of toch de prusa i3 mk3 (of opvolger daarvan) ga. Instap prijs is flink meer maar als je gaat optellen wat je eventueel later zou gaan willen upgraden dan is het nog niets eens zo'n hele gekke deal lijkt me.
- DamianSixSixSix
- Registratie: Oktober 2017
- Laatst online: 21-04-2023
het is inderdaad de x die afwijkt, de waardes die er nu staan zijn mijn poging het wat beter te krijgen.
het heeft altijd op de waardes gestaan die peter postte, maar dat werkt opeens niet meer
het heeft altijd op de waardes gestaan die peter postte, maar dat werkt opeens niet meer
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
De e steps zou ik in ieder geval goed zetten en het probleem ergens anders zoeken.DamianSixSixSix schreef op vrijdag 25 mei 2018 @ 17:24:
het is inderdaad de x die afwijkt, de waardes die er nu staan zijn mijn poging het wat beter te krijgen.
het heeft altijd op de waardes gestaan die peter postte, maar dat werkt opeens niet meer
Maak eens een printje met de juiste e steps en post een foto hier zou ik zeggen
Iemand hier ervaring met autoleveling?
Ik heb nu een m8 5v probe met 2 mm gevoeligheid. Maar de metingen zijn niet accuraat genoeg voor autoleveling.
De ene keer print hij 1 mm boven het print bed en de andere keer gaat hij dwars door de PEI sheet (Die is inmiddels afgeschreven)
Is het de moeite waard om over te gaan naar een m12 probe op 12v? Deze heb ik al liggen, maar heel de extruder moet uit elkaar.
Ik hoopte namelijk dat de m8 5v probe een goed alternatief was als P.I.N.D.A. probe voor m'n Prusa MK2 clone.
Wat ik als tip/opmerking voorbij zag komen was dat de beweging te snel zou kunnen zijn. Je zou het benaderen van het bed kunnen vertragen om de nauwkeurigheid te verhogen.
Tom heeft die M8 trouwens getest, vanaf 5:00: YouTube: Autoleveling on 3D printers: 9 myths and 12 sensors tested! Het kan dus ook met luchtvochtigheid te maken hebben
Koop al mijn ads!
- SuperKris
- Registratie: Juni 2010
- Laatst online: 04-05 09:46
:strip_icc():strip_exif()/u/362053/crop58aad0d9b6b17_cropped.jpeg?f=community)
heb er nu van die witte stalen in zitten. Werkt goed. Er zijn verhalen dat de staaldraden snel breken bij een te kleine pully (radius). Ik heb dat zelf nog niet ervaren.Btje schreef op vrijdag 25 mei 2018 @ 07:56:
Die bedoelde ik ook, belts met bijvoorbeeld glas fiber of staal erin. Iemand zijn CR10 belt al vervangen?
Ik heb de zigzag geprobeerd en dat ziet er wel goed uit. Wellicht kan de turn nog wat beter of niet?
[afbeelding]
[...]
Ik heb het idee dat ze voor net wat minder ringing zorgen, maar dat verschil kan ook in andere zaken zitten.
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
:strip_icc():strip_exif()/u/331265/forumfok.jpg?f=community)
Klopt zeker, heb Prusa belts vervangen door gt3 belts en dat is nogal een verschil.

| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Grappig dat hij aangeeft dat de probes niet werken op 5v.Room42 schreef op zaterdag 26 mei 2018 @ 10:29:
[...]
Wat ik als tip/opmerking voorbij zag komen was dat de beweging te snel zou kunnen zijn. Je zou het benaderen van het bed kunnen vertragen om de nauwkeurigheid te verhogen.
Tom heeft die M8 trouwens getest, vanaf 5:00: YouTube: Autoleveling on 3D printers: 9 myths and 12 sensors tested! Het kan dus ook met luchtvochtigheid te maken hebben
Ik heb ondervonden dat ze niet werken op Marlin maar wel op repetier bij 5v. Heel vreemd.
Maar bij 12v zouden de probes betrouwbaarder en accurater moeten zijn. Moet ergens wat weerstandjes vandaan vissen en dan ga ik van de week eens kijken of dit verschil maakt.
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik wil nu na 1.5 jaar niks meer met mijn printer te hebben gedaan weer eens wat gaan printen met mijn prusa i3, echter loop ik tegen wat problemen aan met slic3r. Ik heb de configs van jaren geleden toen ik deze printer gebouwd heb bewaard, maar de software en al voorgegenereerde gcode van enig object ben ik kwijt. Hierdoor kan ik niet checken of de problemen vroeger ook optraden, of dat dit nu iets is van de nieuwere versies die ik allemaal draai.
Mijn probleem is als volgt...
Wanneer ik iets slice in slic3r dan genereert hij netjes de skirt, maar na de skirt gaat hij direct omhoog in layer height. Hij zet het daadwerkelijke object dus eigenlijk 1 layer te hoog, waardoor hij in de lucht begint te printen.
Wanneer ik de gcode ga bekijken dan kun je dit ook duidelijk zien...
Iemand bekend met deze problemen, en misschien een oplossing hiervoor?
Mijn probleem is als volgt...
Wanneer ik iets slice in slic3r dan genereert hij netjes de skirt, maar na de skirt gaat hij direct omhoog in layer height. Hij zet het daadwerkelijke object dus eigenlijk 1 layer te hoog, waardoor hij in de lucht begint te printen.
Wanneer ik de gcode ga bekijken dan kun je dit ook duidelijk zien...
code:
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
| ... G1 X82.179 Y90.000 E23.58425 ; skirt G1 X82.223 Y89.210 E23.64797 ; skirt G1 X82.421 Y88.084 E23.74006 ; skirt G1 X82.478 Y87.872 E23.75777 ; skirt G1 X82.869 Y86.796 E23.84997 ; skirt G1 X82.962 Y86.598 E23.86761 ; skirt G1 X83.535 Y85.606 E23.95985 ; skirt G1 X83.659 Y85.427 E23.97740 ; skirt G1 X84.431 Y84.515 E24.07363 ; skirt M140 S60 ; wait for bed temperature to be reached G1 Z0.640 F7800.000 ; move to next layer (1) G1 E21.07363 F5400.00000 ; retract G92 E0 ; reset extrusion distance G1 X88.876 Y89.989 F7800.000 ; move to first perimeter point G1 E3.00000 F5400.00000 ; unretract G1 X88.892 Y89.805 E3.01025 F900.000 ; perimeter G1 X88.947 Y89.605 E3.02170 ; perimeter G1 X89.032 Y89.429 E3.03255 ; perimeter G1 X89.138 Y89.277 E3.04280 ; perimeter G1 X89.269 Y89.146 E3.05306 ; perimeter G1 X89.438 Y89.026 E3.06451 ; perimeter G1 X89.615 Y88.943 E3.07536 ; perimeter G1 X89.805 Y88.892 E3.08621 ; perimeter G1 X90.005 Y88.875 E3.09737 ; perimeter ... |
Iemand bekend met deze problemen, en misschien een oplossing hiervoor?
Ik zou gewoon even een screenshot maken van je belangrijkste instellingen, zoals retraction, speeds/acceleration, temperaturen etc en dan vervolgens gewoon een compleet nieuwe config maken in een 'schone' slic3r/repetier host. Het kost misschien even een paar minuten, maar het probleem is dan vrijwel zeker weg, want slic3r hoort dit standaard niet zo te doen.Robbiedobbie schreef op maandag 28 mei 2018 @ 19:19:
Ik wil nu na 1.5 jaar niks meer met mijn printer te hebben gedaan weer eens wat gaan printen met mijn prusa i3, echter loop ik tegen wat problemen aan met slic3r. Ik heb de configs van jaren geleden toen ik deze printer gebouwd heb bewaard, maar de software en al voorgegenereerde gcode van enig object ben ik kwijt. Hierdoor kan ik niet checken of de problemen vroeger ook optraden, of dat dit nu iets is van de nieuwere versies die ik allemaal draai.
Mijn probleem is als volgt...
Wanneer ik iets slice in slic3r dan genereert hij netjes de skirt, maar na de skirt gaat hij direct omhoog in layer height. Hij zet het daadwerkelijke object dus eigenlijk 1 layer te hoog, waardoor hij in de lucht begint te printen.
Wanneer ik de gcode ga bekijken dan kun je dit ook duidelijk zien...
code:
Iemand bekend met deze problemen, en misschien een oplossing hiervoor?
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Dit heb ik net geprobeerd, maar dit heeft niets opgelostzynex schreef op maandag 28 mei 2018 @ 20:54:
[...]
Ik zou gewoon even een screenshot maken van je belangrijkste instellingen, zoals retraction, speeds/acceleration, temperaturen etc en dan vervolgens gewoon een compleet nieuwe config maken in een 'schone' slic3r/repetier host. Het kost misschien even een paar minuten, maar het probleem is dan vrijwel zeker weg, want slic3r hoort dit standaard niet zo te doen.
Dit is mijn huidige config: https://pastebin.com/ADGkHQrh
Het probleem blijft zich voordoen. Na de skirt gaat hij doodleuk door op de 2e layer
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Gebruik eens slic3r prusa edition, de orginele slic3r geeft bij mij ook veel vreemde issues (en crashed ook continue).Robbiedobbie schreef op dinsdag 29 mei 2018 @ 08:49:
[...]
Dit heb ik net geprobeerd, maar dit heeft niets opgelost
Dit is mijn huidige config: https://pastebin.com/ADGkHQrh
Het probleem blijft zich voordoen. Na de skirt gaat hij doodleuk door op de 2e layer
- DurkVell
- Registratie: Augustus 2011
- Laatst online: 23:18
:strip_exif()/u/417986/crop5896f71a13c18_cropped.gif?f=community)
Weet je zeker dat je model op de grond staat? En niet zweeft!Robbiedobbie schreef op maandag 28 mei 2018 @ 19:19:
.... verhaal ....
Iemand bekend met deze problemen, en misschien een oplossing hiervoor?
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik heb nog eens zitten proberen, en hij lijkt het alleen bij sommige modellen te doen. Best raar, want het gaat fout bij simpele modellen die ik van thingiverse heb gehaald, en die ik zeker weten vroeger wel heb geprintDurkVell schreef op dinsdag 29 mei 2018 @ 09:34:
[...]
Weet je zeker dat je model op de grond staat? En niet zweeft!
Nouja, dan maar zelf in openscad wat callibratie modelletjes maken
- gold_dust
- Registratie: Juli 2016
- Laatst online: 05-08-2021
Ik print op het moment vrijwel uitsluitend dingen in PLA met een wanddikte van 1 zoals vleugels van rc vliegtuigen. Waar ik nu tegen aan loop is dat als ik dingen diagonaal op het printbed print, dat bepaalde prints mislukken. Ik krijg op een bepaalde hoogte maar niet overal veel last van layer skipping. Als ik zoveel mogelijk parallel aan de x of y as print dan komen de prints er vrijwel perfect uit. Kent iemand dit verschijnsel?
Ik heb ooit in een forum gelezen dat diagonaal printen een zwakkere print oplevert maar verder kan ik er weinig over vinden. Het probleem dat ik heb is dat ik onderdelen wil printen die alleen diagonaal op het printbed passen.
Ik heb ooit in een forum gelezen dat diagonaal printen een zwakkere print oplevert maar verder kan ik er weinig over vinden. Het probleem dat ik heb is dat ik onderdelen wil printen die alleen diagonaal op het printbed passen.
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Voor zover ik weet gebeurt dat alleen wanneer je je infill niet corrigeert. (Dus wanneer je infill parallel en haaks op je object staat op 45 graden)gold_dust schreef op dinsdag 29 mei 2018 @ 17:37:
Ik heb ooit in een forum gelezen dat diagonaal printen een zwakkere print oplevert maar verder kan ik er weinig over vinden. Het probleem dat ik heb is dat ik onderdelen wil printen die alleen diagonaal op het printbed passen.
- gold_dust
- Registratie: Juli 2016
- Laatst online: 05-08-2021
Er is geen infillRobbiedobbie schreef op dinsdag 29 mei 2018 @ 17:43:
Voor zover ik weet gebeurt dat alleen wanneer je je infill niet corrigeert. (Dus wanneer je infill parallel en haaks op je object staat op 45 graden)
Hoor je dan ook raar geluid, bij het diagonaal printen? Zijn je belts wel op spanning? Wat voor printer heb je trouwens en waarmee slice je?gold_dust schreef op dinsdag 29 mei 2018 @ 17:37:
Ik print op het moment vrijwel uitsluitend dingen in PLA met een wanddikte van 1 zoals vleugels van rc vliegtuigen. Waar ik nu tegen aan loop is dat als ik dingen diagonaal op het printbed print, dat bepaalde prints mislukken. Ik krijg op een bepaalde hoogte maar niet overal veel last van layer skipping. Als ik zoveel mogelijk parallel aan de x of y as print dan komen de prints er vrijwel perfect uit. Kent iemand dit verschijnsel?
Ik heb ooit in een forum gelezen dat diagonaal printen een zwakkere print oplevert maar verder kan ik er weinig over vinden. Het probleem dat ik heb is dat ik onderdelen wil printen die alleen diagonaal op het printbed passen.
Koop al mijn ads!
- gold_dust
- Registratie: Juli 2016
- Laatst online: 05-08-2021
Mijn printer lijkt verder geen problemen te hebben. Het bed is gekalibreerd, ik heb de z-rod nog schoongemaakt en geolied, geen verstopping en geen problemen bij kleinere ook holle onderdelen die niet diagonaal geprint hoeven te worden. Belt spanning heb ik niet gecontroleerd maar andere onderdelen komen er vrijwel perfect uit.Room42 schreef op dinsdag 29 mei 2018 @ 20:15:
Hoor je dan ook raar geluid, bij het diagonaal printen? Zijn je belts wel op spanning? Wat voor printer heb je trouwens en waarmee slice je?
Ik heb een Ender 2, die heeft een CR-10 extruder en hotend en print met pla op 220 graden en hot bed op 60 graden. Ik gebruik CURA omdat de profielen voor dit model voor CURA beschikbaar zijn gemaakt. Ik heb Mattercontrol nog geprobeerd maar heb daarmee nog geen succes.
Holle objecten printen met een enkele wanddikte blijft lastig, misschien verwacht ik gewoon te veel van een printer van 130 euro.
Een optie die ik nu probeer is de te grote onderdelen te snijden met Netfabb, in meerdere delen niet diagonaal te printen en dan elkaar te lijmen.
[ Voor 7% gewijzigd door gold_dust op 29-05-2018 20:44 ]
- Pjotter87
- Registratie: November 2011
- Laatst online: 22:17
Weet iemand een site om Misumi lagers te kunnen bestellen? of mij hiermee willen helpen?
Heb zelf gezocht maar kom alleen op hun eigen site uit. Hier kun je dan alleen als bedrijf zijnde bestellen.
Ik ben alle onderdelen bij elkaar aan het zoeken voor een Hypercube evolution.
Ik ga voor de gewone kogellager. heb inmiddels op mijn anet a8 geëxperimenteerd met kunststof glij lagers maar dat ging niet goed.
Heb zelf gezocht maar kom alleen op hun eigen site uit. Hier kun je dan alleen als bedrijf zijnde bestellen.
Ik ben alle onderdelen bij elkaar aan het zoeken voor een Hypercube evolution.
Ik ga voor de gewone kogellager. heb inmiddels op mijn anet a8 geëxperimenteerd met kunststof glij lagers maar dat ging niet goed.
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
Zaribo.org daar haal ik ze vandaan.
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- Pjotter87
- Registratie: November 2011
- Laatst online: 22:17
Heb even gekeken maar kan op zaribo.org alleen maar de 8mm korte lagers vinden. Geen 10 of 12 mm en dan de lange variant.
Maar toch bedankt.
Maar toch bedankt.
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik zie ze wel op marktplaats? https://www.marktplaats.n...-lagers-high-quality.html
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Al eens een nozzle van 0,1mm geprobeerd? Moet je wel een tandwiel-extruder hebben. Wacht zelf nog op wat onderdelen uit China en dan ga ik eens met mijn ender-2 op 0,1mm kleine onderdelen alsmede 0,2mm wandig uitprinten. Ben benieuwd.gold_dust schreef op dinsdag 29 mei 2018 @ 20:43:
[...]
Mijn printer lijkt verder geen problemen te hebben. Het bed is gekalibreerd, ik heb de z-rod nog schoongemaakt en geolied, geen verstopping en geen problemen bij kleinere ook holle onderdelen die niet diagonaal geprint hoeven te worden. Belt spanning heb ik niet gecontroleerd maar andere onderdelen komen er vrijwel perfect uit.
Ik heb een Ender 2, die heeft een CR-10 extruder en hotend en print met pla op 220 graden en hot bed op 60 graden. Ik gebruik CURA omdat de profielen voor dit model voor CURA beschikbaar zijn gemaakt. Ik heb Mattercontrol nog geprobeerd maar heb daarmee nog geen succes.
Holle objecten printen met een enkele wanddikte blijft lastig, misschien verwacht ik gewoon te veel van een printer van 130 euro.
Een optie die ik nu probeer is de te grote onderdelen te snijden met Netfabb, in meerdere delen niet diagonaal te printen en dan elkaar te lijmen.
- Pjotter87
- Registratie: November 2011
- Laatst online: 22:17
Zie ze nu ook staan. Ze vragen daar alleen wel het dubbele van wat ze op de site van misumi vragen.Robbiedobbie schreef op donderdag 31 mei 2018 @ 08:32:
Ik zie ze wel op marktplaats? https://www.marktplaats.n...-lagers-high-quality.html
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Heeft iemand ervaring met zo'n "3D Touch auto bed-leveling sensor"? Ik gebruik momenteel een servo en die heeft steeds kuren dat hij niet heel reproduceerbaar is...
Nu wil ik graag upgraden naar een betere oplossing, en dit lijkt mij een simpele oplossing. Ik zie echter ook dat in china (Met weken levertijd) het een paar euro kost, en hier in nederland rond de 30 euro. Is het de nederlandse prijs waard?
Nu wil ik graag upgraden naar een betere oplossing, en dit lijkt mij een simpele oplossing. Ik zie echter ook dat in china (Met weken levertijd) het een paar euro kost, en hier in nederland rond de 30 euro. Is het de nederlandse prijs waard?
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 01:58
sinds 2001
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
@Robbiedobbie BLTouch (volgens mij de eerste en 'originele') heb ik wel ervaring mee met mn oude printer.
Werkte erg goed icm Mesh Bed Leveling.
Werkte erg goed icm Mesh Bed Leveling.
Hier ook. Ik gebruik op al mijn printers een BLtouch. 1 Echte en 1 neppe. Werkt prima.CyBeRSPiN schreef op donderdag 31 mei 2018 @ 12:48:
@Robbiedobbie BLTouch (volgens mij de eerste en 'originele') heb ik wel ervaring mee met mn oude printer.
Werkte erg goed icm Mesh Bed Leveling.
- m0nk
- Registratie: Juni 2001
- Laatst online: 22:48
16-09-2003 15.15
:strip_exif()/u/27392/logofcdh.gif?f=community)
Ik mag me hier ook weer melden. Na mijn oude Prusa i3 met ramps brodje verkocht te hebben een jaar geleden (hoofdpijn project) heb ik op basis van de tips hier en wat reviews de Anycubic i3 mega gekocht.. Op AE via de German warehouse.. Moet hem nog uitpakkken maar ik heb hem eergistermiddag besteld en hij is nu al binnen! 
13-05-2016 15:00 | 08-11-2017 8:30 | 25-11-2024 13:47
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Hoe is het afgelopen?DamianSixSixSix schreef op woensdag 23 mei 2018 @ 19:10:
[...]
dat zou ik nog eens kunnen proberen ja, en nee, tis eigenlijk alles, niet dit model alleen.
- DamianSixSixSix
- Registratie: Oktober 2017
- Laatst online: 21-04-2023
ja sorry, mijn printer staat op zolder, en daar was het echt veeeel te warm de laatste dagen 
ik heb alles op standaard settings gezet, en nog is mijn x te groot, ik ga eerst maar eens belts enzo kopen, dan kan ik dat uitsluiten.
ik heb alles op standaard settings gezet, en nog is mijn x te groot, ik ga eerst maar eens belts enzo kopen, dan kan ik dat uitsluiten.
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Dit probleem herken ik wel een beetje. Een extruder en een hotbed werken niet echt aan het koel houden van een zolder. Als tweaker heb je het maar zwaar in de zomermaanden. 30 graden buiten en een extruder van 200 graden + hotbed van 60 graden die je zolderkamer lekker warm houd.DamianSixSixSix schreef op vrijdag 1 juni 2018 @ 15:03:
ja sorry, mijn printer staat op zolder, en daar was het echt veeeel te warm de laatste dagen
- jbhc
- Registratie: Juli 2007
- Laatst online: 01:25
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
Bij mij crashte de PI zelfs. Kennelijk kan die niet zo goed tegen de 40+ op zoldergrote_oever schreef op vrijdag 1 juni 2018 @ 15:25:
[...]
Dit probleem herken ik wel een beetje. Een extruder en een hotbed werken niet echt aan het koel houden van een zolder. Als tweaker heb je het maar zwaar in de zomermaanden. 30 graden buiten en een extruder van 200 graden + hotbed van 60 graden die je zolderkamer lekker warm houd.
- DamianSixSixSix
- Registratie: Oktober 2017
- Laatst online: 21-04-2023
hahaha, ja, dat doet tie bij mij dus ook. vette vastloper
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Van de week een cr-10s nieuw van mijn zwager overgenomen. Hij had hem nog dicht in de doos staan.
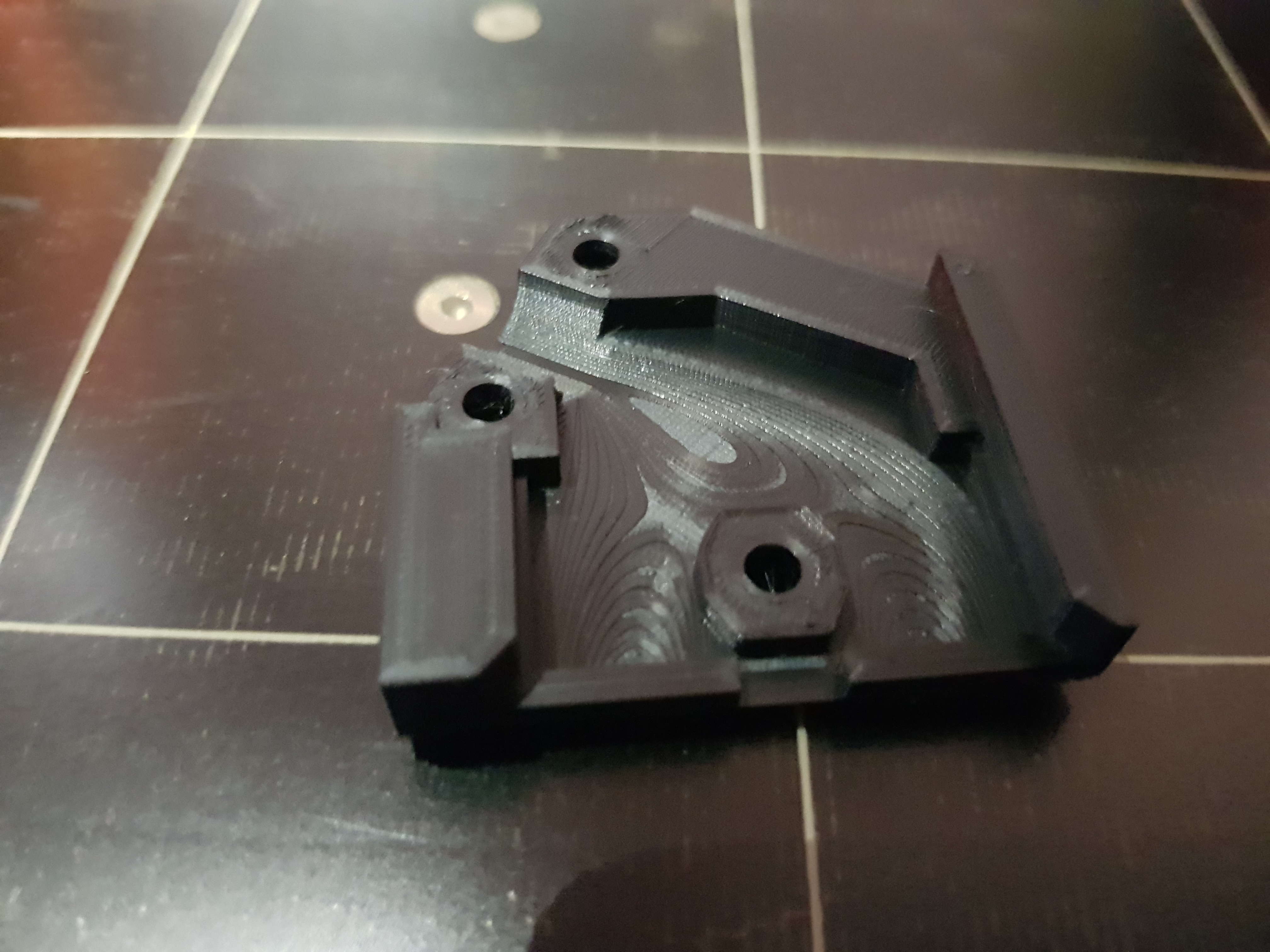
Nu ben ik gisteren iets te fanatiek bezig geweest met de instellingen. De calibratiecube is nu gelukt, maar ben er nog niet echt tevreden mee. Met name de hoekjes zijn rond en ik zie de Infill door de muren heen. Ik heb gisteren iets te veel instellingen aangepast (totaal niet handig van me), dus zie even door de bomen het bos niet meer. Iemand enige idee hoe ik de ronde hoekjes weg krijg? Ik vermoed dat het te maken heeft met te veel filament, maar misschien zie ik iets over het hoofd. Ik kan de snelheid ook nog naar beneden gooien, maar het staat nu niet al te snel. Ligt volgens mij niet aan de belt, want dese zijn wel strak en zie “geen uitschieter”. Temp lijkt me ook wel goed, want de rest ziet er wel mooi uit. Ik kan nog wel even ander filament, want deze is al een periode oud.
@toevoeging ik zit nog te denken. Misschien moet ik dikte van filament eens opmeten. Geen idee of dat helpt, want bij mijn Anet had ik met dezelfde rol geen problemen.
Nu ben ik gisteren iets te fanatiek bezig geweest met de instellingen. De calibratiecube is nu gelukt, maar ben er nog niet echt tevreden mee. Met name de hoekjes zijn rond en ik zie de Infill door de muren heen. Ik heb gisteren iets te veel instellingen aangepast (totaal niet handig van me), dus zie even door de bomen het bos niet meer. Iemand enige idee hoe ik de ronde hoekjes weg krijg? Ik vermoed dat het te maken heeft met te veel filament, maar misschien zie ik iets over het hoofd. Ik kan de snelheid ook nog naar beneden gooien, maar het staat nu niet al te snel. Ligt volgens mij niet aan de belt, want dese zijn wel strak en zie “geen uitschieter”. Temp lijkt me ook wel goed, want de rest ziet er wel mooi uit. Ik kan nog wel even ander filament, want deze is al een periode oud.
@toevoeging ik zit nog te denken. Misschien moet ik dikte van filament eens opmeten. Geen idee of dat helpt, want bij mijn Anet had ik met dezelfde rol geen problemen.
| Forum | ||
 |  | |
[ Voor 5% gewijzigd door grote_oever op 02-06-2018 08:28 ]
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik ben nu voor het eerst met PETG aan het printen, maar ik zit met een probleem wat af en toe de printen doet mislukken. Af en toe tijdens het printen ontstaat op de een of andere manier een plakkerige rest PET die aan de kop blijft plakken. Deze groeit langzaam tijdens de print, en komt uiteindelijk los van de kop en hecht zich aan de print. Soms wordt hij mooi meegenomen, maar vooral bij grotere prints hecht deze klodder zich bovenop en koelt af. Zodra de kop dan tegen deze prop aanloopt, zit deze zo vast dat hij de print van het heatbed af duwt...
Enig idee waar dit aan kan liggen? (Volgens de beschrijving moet de PETG die ik heb tussen de 230 en 250 graden hebben. Ik print momenteel op 235)
Enig idee waar dit aan kan liggen? (Volgens de beschrijving moet de PETG die ik heb tussen de 230 en 250 graden hebben. Ik print momenteel op 235)
Over-extrude je niet een beetje? En gebruik je Z-hop? Want dan zou ik dat eens uitzetten. En genoeg retraction instellen. Heb je verder ook last van stringing?Robbiedobbie schreef op zaterdag 2 juni 2018 @ 16:20:
Ik ben nu voor het eerst met PETG aan het printen, maar ik zit met een probleem wat af en toe de printen doet mislukken. Af en toe tijdens het printen ontstaat op de een of andere manier een plakkerige rest PET die aan de kop blijft plakken. Deze groeit langzaam tijdens de print, en komt uiteindelijk los van de kop en hecht zich aan de print. Soms wordt hij mooi meegenomen, maar vooral bij grotere prints hecht deze klodder zich bovenop en koelt af. Zodra de kop dan tegen deze prop aanloopt, zit deze zo vast dat hij de print van het heatbed af duwt...
Enig idee waar dit aan kan liggen? (Volgens de beschrijving moet de PETG die ik heb tussen de 230 en 250 graden hebben. Ik print momenteel op 235)
Koop al mijn ads!
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik zal eens gaan spelen met de extrusion. Z-hop gebruik ik niet, en bij PLA heb ik vrijwel nooit last van stringing. De retraction ga ik ook nog wat mee proberen, natuurlijk een van de meest voorkomende issues met een bowden setupRoom42 schreef op zaterdag 2 juni 2018 @ 16:48:
[...]
Over-extrude je niet een beetje? En gebruik je Z-hop? Want dan zou ik dat eens uitzetten. En genoeg retraction instellen. Heb je verder ook last van stringing?
- jobr
- Registratie: Januari 2009
- Laatst online: 26-07-2025
Elke rol moet je wel altijd even kalibreren.grote_oever schreef op zaterdag 2 juni 2018 @ 08:23:
Van de week een cr-10s nieuw van mijn zwager overgenomen. Hij had hem nog dicht in de doos staan.
Nu ben ik gisteren iets te fanatiek bezig geweest met de instellingen. De calibratiecube is nu gelukt, maar ben er nog niet echt tevreden mee. Met name de hoekjes zijn rond en ik zie de Infill door de muren heen. Ik heb gisteren iets te veel instellingen aangepast (totaal niet handig van me), dus zie even door de bomen het bos niet meer. Iemand enige idee hoe ik de ronde hoekjes weg krijg? Ik vermoed dat het te maken heeft met te veel filament, maar misschien zie ik iets over het hoofd. Ik kan de snelheid ook nog naar beneden gooien, maar het staat nu niet al te snel. Ligt volgens mij niet aan de belt, want dese zijn wel strak en zie “geen uitschieter”. Temp lijkt me ook wel goed, want de rest ziet er wel mooi uit. Ik kan nog wel even ander filament, want deze is al een periode oud.
@toevoeging ik zit nog te denken. Misschien moet ik dikte van filament eens opmeten. Geen idee of dat helpt, want bij mijn Anet had ik met dezelfde rol geen problemen.
Misschien heb je hier en hier nog iets aan.
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Dat snap ik en de sites ken ik ook, maar weet niet wat het probleem is. Lijkt niet over extrusion. Ook ziet de rest er mooi uit, dus ook geen slappe belt ofzo.jobr schreef op zaterdag 2 juni 2018 @ 19:01:
[...]
Elke rol moet je wel altijd even kalibreren.
Misschien heb je hier en hier nog iets aan.
trouwens, die twee sites beschrijven dit probleem niet.
- jbhc
- Registratie: Juli 2007
- Laatst online: 01:25
PETG print ik op de volgende manier:Robbiedobbie schreef op zaterdag 2 juni 2018 @ 16:20:
Ik ben nu voor het eerst met PETG aan het printen, maar ik zit met een probleem wat af en toe de printen doet mislukken. Af en toe tijdens het printen ontstaat op de een of andere manier een plakkerige rest PET die aan de kop blijft plakken. Deze groeit langzaam tijdens de print, en komt uiteindelijk los van de kop en hecht zich aan de print. Soms wordt hij mooi meegenomen, maar vooral bij grotere prints hecht deze klodder zich bovenop en koelt af. Zodra de kop dan tegen deze prop aanloopt, zit deze zo vast dat hij de print van het heatbed af duwt...
Enig idee waar dit aan kan liggen? (Volgens de beschrijving moet de PETG die ik heb tussen de 230 en 250 graden hebben. Ik print momenteel op 235)
- Voor de glasplaat gebruik ik een houtlijm oplossing zodat bij het afkoelen niet het glas stuk gaat (!)
- Ik verwarm de glasplaat tot 65 graden. Dit icm met de houtlijm is voldoende om warping te voorkomen. Tevens zit het bij mij zelfs na het afkoelen muurvast.
- Ik heb de feedrate op 95% staan.
- De eerste laag print ik op 0.20mm ipv op 0.18 zoals ik bij PLA print.
- Voor het printen is het zaak om de nozzle zo schoon mogenlijk te maken.
Houd in de gaten dat je eigenlijk geen PETG kunt printen als je geen volledige metalen heatbreak hebt.
Bij mij was het teflon buisje uiteindelijk toch aangetast ondanks dat ik ook rond de 235 graden zat.
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik gebruik kapstok tape, en de hechting is opzich geen probleem. Het is echt dat de hotend in de prop vast loopt en uiteindelijk met veel kracht het object los trekt.jbhc schreef op zondag 3 juni 2018 @ 18:25:
[...]
PETG print ik op de volgende manier:
- Voor de glasplaat gebruik ik een houtlijm oplossing zodat bij het afkoelen niet het glas stuk gaat (!)
- Ik verwarm de glasplaat tot 65 graden. Dit icm met de houtlijm is voldoende om warping te voorkomen. Tevens zit het bij mij zelfs na het afkoelen muurvast.
- Ik heb de feedrate op 95% staan.
- Voor het printen is het zaak om de nozzle zo schoon mogenlijk te maken.
Houd in de gaten dat je eigenlijk geen PETG kunt printen als je geen volledige metalen heatbreak hebt.
Bij mij was het teflon buisje uiteindelijk toch aangetast ondanks dat ik ook rond de 235 graden zat.
Die Heatbreak zit goed
- jbhc
- Registratie: Juli 2007
- Laatst online: 01:25
Misschien toch even de feedrate aanpassen. Ik heb anders wat last van over extrusion. En staat retraction wel aan in je slicer?Robbiedobbie schreef op zondag 3 juni 2018 @ 18:26:
[...]
Ik gebruik kapstok tape, en de hechting is opzich geen probleem. Het is echt dat de hotend in de prop vast loopt en uiteindelijk met veel kracht het object los trekt.
Die Heatbreak zit goed
Ik heb echt alleen last van proppen als de nozzle in het begin te vies is. Dan krijg ik ook opbouw van een prop.
Inderdaad wat @jbhc zegt, vlak voor het printen nog snel de kop goed schoonplukken met een pincet doe ik ook altijd, om rommel te voorkomen.Robbiedobbie schreef op zondag 3 juni 2018 @ 18:26:
[...]
Ik gebruik kapstok tape, en de hechting is opzich geen probleem. Het is echt dat de hotend in de prop vast loopt en uiteindelijk met veel kracht het object los trekt.
Die Heatbreak zit goed
Daarnaast zou je kunnen proberen de Z-offset met 0.05mm te verhogen, dat heb ik ook voor PETG t.o.v. PLA (dus PLA print op 0.00mm extra offset waar ik voor PETG 0.05mm hoger begin). Dit denk ik omdat je zegt dat je hem zo hard los moet trekken. Dat zegt mij dat de PETG te hard wordt aangedrukt. Hierdoor kan het zijn dat je nozzle continu eigenlijk te laag is voor de print en dus continu aanloopt (met het lostrekken als gevolg).
[ Voor 7% gewijzigd door Room42 op 03-06-2018 19:14 ]
Koop al mijn ads!
Maar wat ik juist bedoel is dat ik de globale Z-offset 0.05mm verhoog (dus de nozzle zweeft 0.05mm hoger dan bij PLA). Misschien dat die combinatie nog helpt.jbhc schreef op zondag 3 juni 2018 @ 19:17:
@Room42 Inderdaad dat was ik vergeten ik print inderdaad de 1e laag op 0.18mm ipv op 0.20mm. Ik heb het net toegevoegd aan bovenstaand lijstje.
Koop al mijn ads!
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
Mijn cr10 zat verstopt. ik heb er een nieuwe bowden kabel in gestopt en een nieuwe nozzle. De eerste print was waardeloos. om te kijken een xyz cube geprint. Die leek een layer shift in x te hebben. alles maar eens aangedraaid en de nieuwe lijkt beter.
Echter zie ik veel filament zich ophopen aan de nozzle. Lijkt er meer op of het er aan de bovenkant uit drupt maar ik heb hem flink vast gedraaid dus dat lijkt me sterk.

Iemand iets vergelijkbaars gehad of een idee?
Echter zie ik veel filament zich ophopen aan de nozzle. Lijkt er meer op of het er aan de bovenkant uit drupt maar ik heb hem flink vast gedraaid dus dat lijkt me sterk.

Iemand iets vergelijkbaars gehad of een idee?
[ Voor 15% gewijzigd door Btje op 03-06-2018 21:26 ]
Xiaomi 13T Pro
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Heb je de nozzle nog eens aangedraaid toen deze op temperatuur was? Anders kunnen ze gaan lekken doordat het metaal uitzet bij hitte.Btje schreef op zondag 3 juni 2018 @ 21:24:
Mijn cr10 zat verstopt. ik heb er een nieuwe bowden kabel in gestopt en een nieuwe nozzle. De eerste print was waardeloos. om te kijken een xyz cube geprint. Die leek een layer shift in x te hebben. alles maar eens aangedraaid en de nieuwe lijkt beter.
Echter zie ik veel filament zich ophopen aan de nozzle. Lijkt er meer op of het er aan de bovenkant uit drupt maar ik heb hem flink vast gedraaid dus dat lijkt me sterk.
Iemand iets vergelijkbaars gehad of een idee?
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
ja helaas wel
Robbiedobbie schreef op zondag 3 juni 2018 @ 21:27:
[...]
Heb je de nozzle nog eens aangedraaid toen deze op temperatuur was? Anders kunnen ze gaan lekken doordat het metaal uitzet bij hitte.
Xiaomi 13T Pro
offtopic:
Je quote verkeerd om, dat leest raar
Je quote verkeerd om, dat leest raar
Is dat op de foto niet gewoon uit de nozzle gelekt? Anders zou ik hem nog eens heel goed schoonmaken, misschien met een cold pull uit de open hot-end (zonder nozzle) zodat er niks tussen het schroefdraad zit.
Koop al mijn ads!
- Btje
- Registratie: November 2002
- Laatst online: 22-05 14:29
Kan het nogmaals proberen. Ik had idd cold pull gedaan, zooi was eruit en daarna nieuwe nozzle erin.
Xiaomi 13T Pro
- polthemol
- Registratie: Maart 2006
- Laatst online: 22-05 12:28
Moderator General Chat
petg moet je iets hoger met de nozzle zitten dan met ander filament, dit klinkt alsof je soms te veel 'squish' doetRobbiedobbie schreef op zaterdag 2 juni 2018 @ 16:20:
Ik ben nu voor het eerst met PETG aan het printen, maar ik zit met een probleem wat af en toe de printen doet mislukken. Af en toe tijdens het printen ontstaat op de een of andere manier een plakkerige rest PET die aan de kop blijft plakken. Deze groeit langzaam tijdens de print, en komt uiteindelijk los van de kop en hecht zich aan de print. Soms wordt hij mooi meegenomen, maar vooral bij grotere prints hecht deze klodder zich bovenop en koelt af. Zodra de kop dan tegen deze prop aanloopt, zit deze zo vast dat hij de print van het heatbed af duwt...
Enig idee waar dit aan kan liggen? (Volgens de beschrijving moet de PETG die ik heb tussen de 230 en 250 graden hebben. Ik print momenteel op 235)
Wat soms ook een oorzaak kan zijn: niet schone nozzle bij start van de print of bij het neerleggen van de eerste laag, kleine details die blijven plakken (bv. schroefgaten ed.). Vanaf dat er iets aanhangt, dan kun je er geld op inzetten dat je met petg een prop gaat bouwen, elke string wordt dan ook meegesleept
Nunc purus risus, volutpat sagittis, lobortis at, dignissim sed, sapien
- Gman
- Registratie: Januari 2000
- Laatst online: 14-03 20:42
:strip_exif()/u/1948/gmanlogoc.gif?f=community)
Ik heb mijn SC-10 na weken weer eens afgestoft en ik ben nog steeds ontevreden met de printkwaliteit.
Al moet ik 'm nog steeds eens goed afstellen. Dat ga ik binnenkort doen.
Dual-Z upgrade staat nog steeds bovenaan de lijst en ik zie dat die nog maar 50 euro is op amazon.de dus een tipje voor andere SC-10'ers die deze upgrade ook nog willen doen.
Al moet ik 'm nog steeds eens goed afstellen. Dat ga ik binnenkort doen.
Dual-Z upgrade staat nog steeds bovenaan de lijst en ik zie dat die nog maar 50 euro is op amazon.de dus een tipje voor andere SC-10'ers die deze upgrade ook nog willen doen.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Ik heb helaas steeds meer lelijke ribbels in mijn prints en ik snap niet waar het vandaan komt.
Mijn printer is een Prusa MK2 clone, met een e3d clone.
Ik dacht dat dit probleem kwam door goedkope aluminium z koppel stukjes die te veel veren, maar na dit vervangen te hebben door massieve onderdelen is er geen verschil.
De e-steps zijn nauwkeurig gekalibreerd, dus dat kan ik sowieso uitsluiten.

(klikbaar)
Mijn printer is een Prusa MK2 clone, met een e3d clone.
Ik dacht dat dit probleem kwam door goedkope aluminium z koppel stukjes die te veel veren, maar na dit vervangen te hebben door massieve onderdelen is er geen verschil.
De e-steps zijn nauwkeurig gekalibreerd, dus dat kan ik sowieso uitsluiten.
(klikbaar)
- palko
- Registratie: Januari 2010
- Laatst online: 06-05 12:19
:strip_icc():strip_exif()/u/340433/crop56a78dcc05481_cropped.jpeg?f=community)
het lijkt eerder op over extrusie en een te warme kopPsycho_Mantis schreef op dinsdag 5 juni 2018 @ 12:53:
De e-steps zijn nauwkeurig gekalibreerd, dus dat kan ik sowieso uitsluiten.
[afbeelding]
(klikbaar)
op hoeveel graden print je en welk materiaal?
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Welke temp print je? Lijkt me te warm. Hoe zit het met de koeling? Doet dit het wel goed? Heb je al ander filament geprobeerd?Psycho_Mantis schreef op dinsdag 5 juni 2018 @ 12:53:
Ik heb helaas steeds meer lelijke ribbels in mijn prints en ik snap niet waar het vandaan komt.
Mijn printer is een Prusa MK2 clone, met een e3d clone.
Ik dacht dat dit probleem kwam door goedkope aluminium z koppel stukjes die te veel veren, maar na dit vervangen te hebben door massieve onderdelen is er geen verschil.
De e-steps zijn nauwkeurig gekalibreerd, dus dat kan ik sowieso uitsluiten.
[afbeelding]
(klikbaar)
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Ik print PLA op 210 graden, eerste laag op 215. De koeling doet het meer dan uitstekend, totaal geen last van wrapping.
Probleem komt voor op alle filament die ik gebruik. Dit was dan toevallig hobbyking filament. Maar het gebeurd ook op real filament, 123-3d huismerk, filright. En heb eigenlijk nog niet geprobeerd om op een lagere temperatuur te printen.
edit: mogelijk toch een temperatuur probleem, op aliexpress staat dat er een Thermistor:kabel Nr 24, betere bescherming, 100 K, NTCNTC3950, 1 meter in zit.
Dus kortom een 3950, ik heb dit in de firmware dit nooit aangepast, die staat nog steeds op table nr 1
Mogelijk print ik op een andere temperatuur dan ik denk.
Probleem komt voor op alle filament die ik gebruik. Dit was dan toevallig hobbyking filament. Maar het gebeurd ook op real filament, 123-3d huismerk, filright. En heb eigenlijk nog niet geprobeerd om op een lagere temperatuur te printen.
edit: mogelijk toch een temperatuur probleem, op aliexpress staat dat er een Thermistor:kabel Nr 24, betere bescherming, 100 K, NTCNTC3950, 1 meter in zit.
Dus kortom een 3950, ik heb dit in de firmware dit nooit aangepast, die staat nog steeds op table nr 1
Mogelijk print ik op een andere temperatuur dan ik denk.
[ Voor 31% gewijzigd door Psycho_Mantis op 05-06-2018 14:16 ]
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 23:38
Lijkt toch hoogte/dikte verschil in je printlagen.Psycho_Mantis schreef op dinsdag 5 juni 2018 @ 12:53:
Ik heb helaas steeds meer lelijke ribbels in mijn prints en ik snap niet waar het vandaan komt.
Mijn printer is een Prusa MK2 clone, met een e3d clone.
Ik dacht dat dit probleem kwam door goedkope aluminium z koppel stukjes die te veel veren, maar na dit vervangen te hebben door massieve onderdelen is er geen verschil.
De e-steps zijn nauwkeurig gekalibreerd, dus dat kan ik sowieso uitsluiten.
[afbeelding]
(klikbaar)
De esteps zijn een constante dus die zorgen niet voor afwijkingen, als dat fout zou zitten heb je een constante te grote of een te kleine verplaatsing van de motor
Waar je even naar moet kijken wat niet in het plaatje goed te zien is o zon dikkere ribbel over de hele print daadwerkelijk dikker is. Anders is het plaatsings nauwkeurigheid.
gebruik je ook iets van Z hop oid, de meeste Z aandrijvingen hebben niet een compensatie voor backlash waardoor je dan met hoogte verplaatsingen afwijkingen kan krijgen (vooral wanneer je op en neer gaat bij bijvoorbeeld z Hop). Ik weet niet of jou config een Draad as of een trapeziumspindel gebruikt, maar een draadas met moer kan daar veel last van hebben.....
wanneer je bovenstaande niet hebt waargenomen kan het ook nog dikte verschil zijn in je filament. Meet eens met een digitale schuifmaat de dikte (4 metingen om de 90gr per punt ) op meerdere plekken bijv 10 plekken als je meer verschil hebt dan een tiende over die lengtes dan zou dit een oorzaak kunnen wezen.
EDIT
ik zie je toevoeging over temperatuur het enige wat daar mis kan gaan is dat je door de tempwisselingen meer volume hebt door een hogere temp. maar dan moeten de verschillen wel redelijk groot zijn om deze afwijkingen te krijgen. Je extruder pompt altijd een vaste volume debiet door de nozzle das dan zou je effect door volume verandering moeten komen (wat inderdaad door temperatuur kan)
[ Voor 21% gewijzigd door WeeDzi op 05-06-2018 15:47 ]
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Zoals ik al aangaf het is een Prusa MK2 clone, dus leadscrews. Mechanisch is hij 99% identiek. Alleen ik heb RAMPS, een normale alu heatbed en een inductie sensor ipv pinda probe.WeeDzi schreef op dinsdag 5 juni 2018 @ 15:39:
[...]
Lijkt toch hoogte/dikte verschil in je printlagen.
De esteps zijn een constante dus die zorgen niet voor afwijkingen, als dat fout zou zitten heb je een constante te grote of een te kleine verplaatsing van de motor
Waar je even naar moet kijken wat niet in het plaatje goed te zien is o zon dikkere ribbel over de hele print daadwerkelijk dikker is. Anders is het plaatsings nauwkeurigheid.
gebruik je ook iets van Z hop oid, de meeste Z aandrijvingen hebben niet een compensatie voor backlash waardoor je dan met hoogte verplaatsingen afwijkingen kan krijgen (vooral wanneer je op en neer gaat bij bijvoorbeeld z Hop). Ik weet niet of jou config een Draad as of een trapeziumspindel gebruikt, maar een draadas met moer kan daar veel last van hebben.....
wanneer je bovenstaande niet hebt waargenomen kan het ook nog dikte verschil zijn in je filament. Meet eens met een digitale schuifmaat de dikte (4 metingen om de 90gr per punt ) op meerdere plekken bijv 10 plekken als je meer verschil hebt dan een tiende over die lengtes dan zou dit een oorzaak kunnen wezen.
EDIT
ik zie je toevoeging over temperatuur het enige wat daar mis kan gaan is dat je door de tempwisselingen meer volume hebt door een hogere temp. maar dan moeten de verschillen wel redelijk groot zijn om deze afwijkingen te krijgen. Je extruder pompt altijd een vaste volume debiet door de nozzle das dan zou je effect door volume verandering moeten komen (wat inderdaad door temperatuur kan)
Door de autoleveling beweegt de Z-as altijd. Ik heb z-hop al eens uitgezet, maar zag eigenlijk geen verschil in de print kwaliteit. Kan de auto leveling invloed hebben?
Ook is het de complete laag die dunner is en zie geen layer shifting.
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 23:38
Ja Auto leveling kan zeker effect hebben.Psycho_Mantis schreef op dinsdag 5 juni 2018 @ 16:30:
[...]
Zoals ik al aangaf het is een Prusa MK2 clone, dus leadscrews. Mechanisch is hij 99% identiek. Alleen ik heb RAMPS, een normale alu heatbed en een inductie sensor ipv pinda probe.
Door de autoleveling beweegt de Z-as altijd. Ik heb z-hop al eens uitgezet, maar zag eigenlijk geen verschil in de print kwaliteit. Kan de auto leveling invloed hebben?
Ook is het de complete laag die dunner is en zie geen layer shifting.
Auto leveling is eigenlijk een heel slecht lap middel voor een scheve machine
Maar wat er gebeurd in je leadscrew/trapeziumspindle is dat er ruimte zit op de bewegings as.
Probeer voor de gein gewoon je bed eens recht te zetten (zo goed als) en dan zonder de autoleveling. De trick is de eerste laag, die wordt een beetje nivelerend neergelegd, daarna werkt het weer zoals vanouds.
De vraag is of je dit dan altijd hebt gehad want dit zou repeterend moeten zijn. als je eerder wel goede prints kreeg met dezelfde opstelling kan het haast niet daar aan liggen. slijtage kan een optie zijn maar dan moet het wel heel erg zijn. wellicht vervuiling?
- jobr
- Registratie: Januari 2009
- Laatst online: 26-07-2025
Ik neem aan dat je Marlin hebt. Bij de autoleveling kun je toch instellen tot op welke hoogte deze dit blijft doen.Psycho_Mantis schreef op dinsdag 5 juni 2018 @ 16:30:
[...]
Door de autoleveling beweegt de Z-as altijd. Ik heb z-hop al eens uitgezet, maar zag eigenlijk geen verschil in de print kwaliteit. Kan de auto leveling invloed hebben?
Ook is het de complete laag die dunner is en zie geen layer shifting.
Boven deze hoogte wordt de Z-as niet meer bijgesteld.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Dat ga ik gelijk even uitzoeken! Dat kan mogelijk wel een oplossing zijnjobr schreef op dinsdag 5 juni 2018 @ 18:09:
[...]
Ik neem aan dat je Marlin hebt. Bij de autoleveling kun je toch instellen tot op welke hoogte deze dit blijft doen.
Boven deze hoogte wordt de Z-as niet meer bijgesteld.
- jobr
- Registratie: Januari 2009
- Laatst online: 26-07-2025
In het bed level menu heet het Fade Height.Psycho_Mantis schreef op dinsdag 5 juni 2018 @ 18:21:
[...]
Dat ga ik gelijk even uitzoeken! Dat kan mogelijk wel een oplossing zijn
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
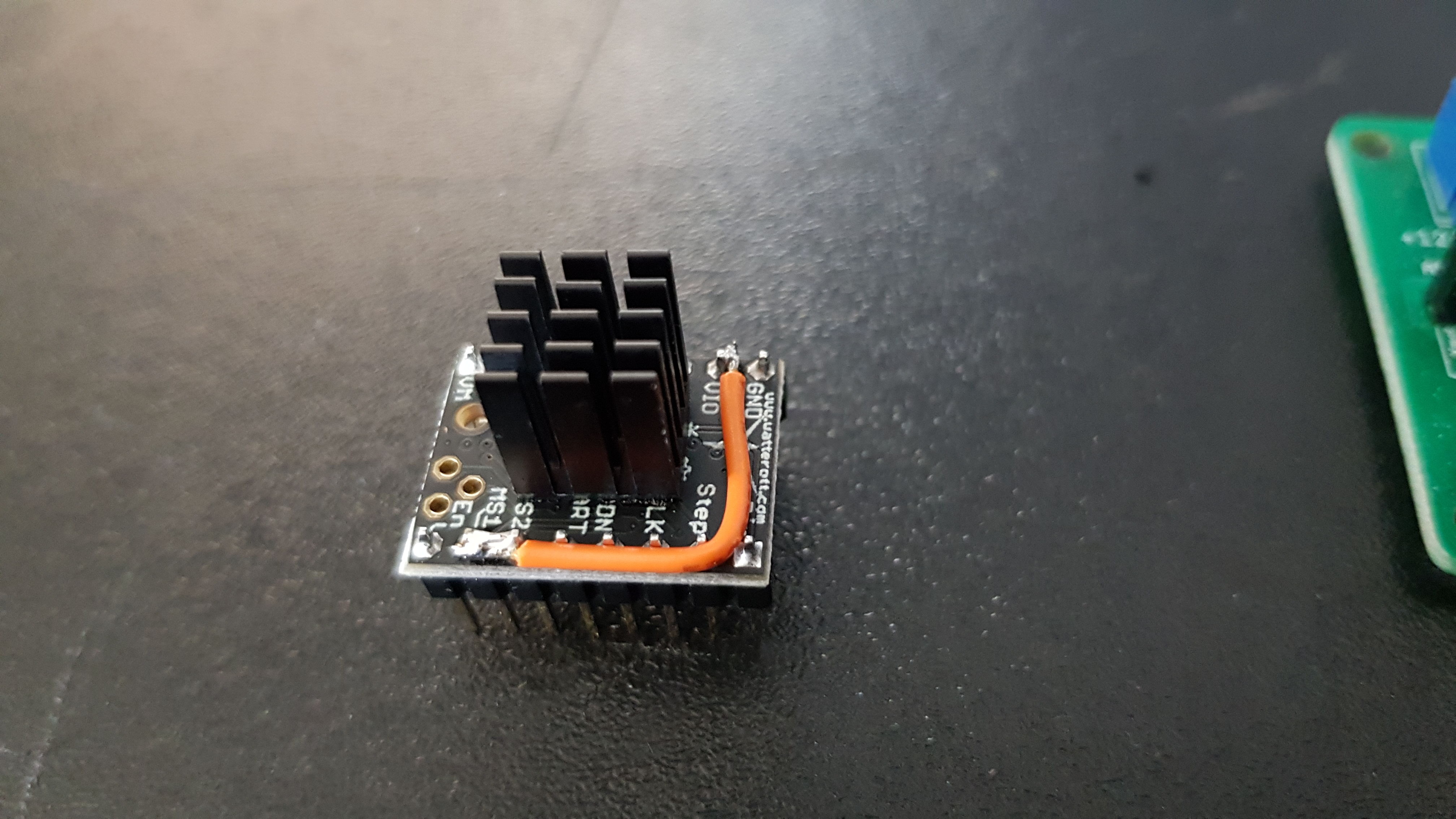
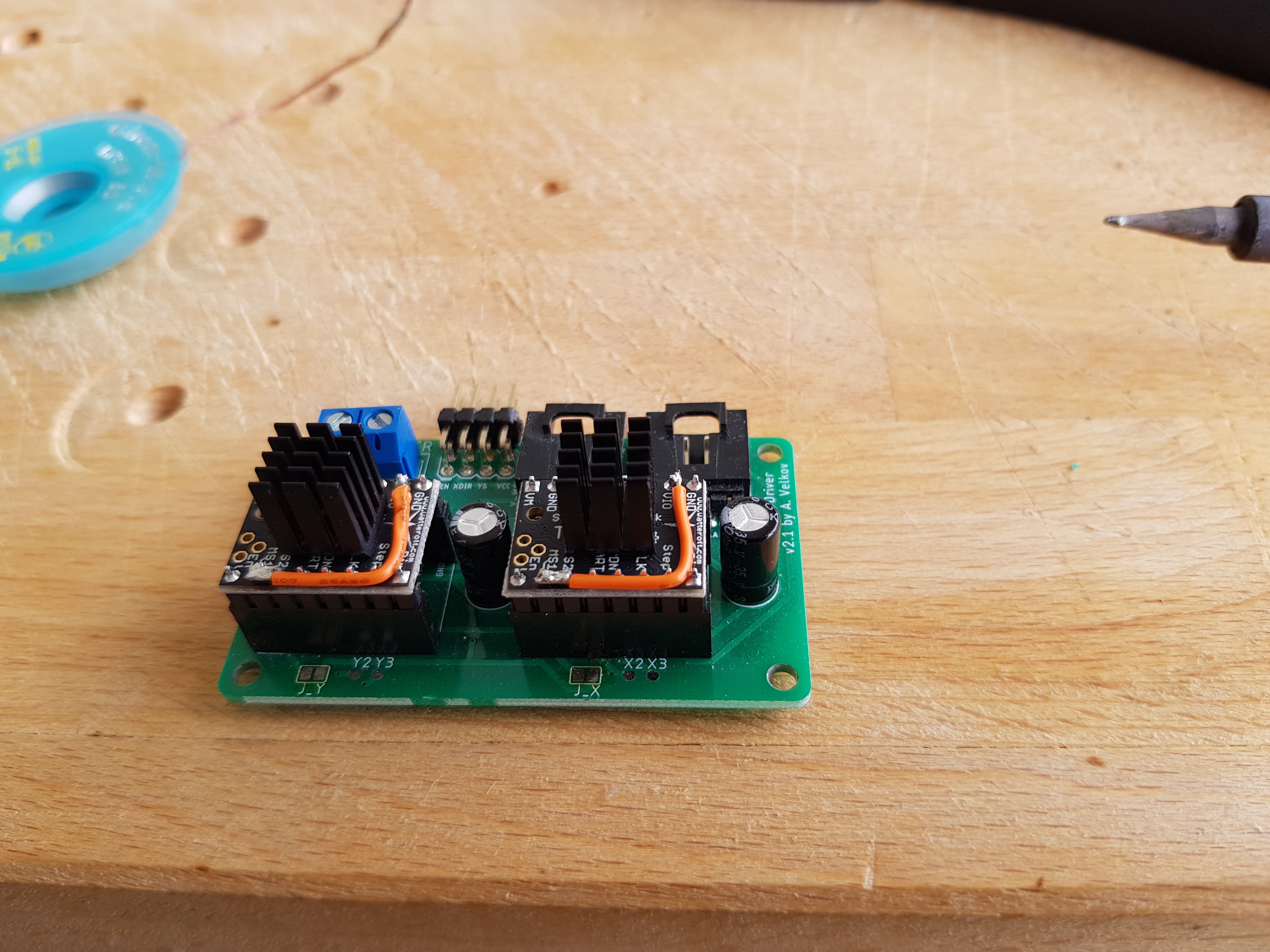
Zo, vandaag tmc2208 drivers binnen gekregen. Werkt fantastisch met mk2s. Motors zijn nu een stuk koeler dan met de tmc2100 drivers. En stealthchop2 werkt met deze chips.


| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Het lijkt tot zo ver dat dit het probleem was. Heb zojuist een perfecte Marvin uitgeprint
Waarom staat dit niet gewoon op de autolevel pagina van Marlin
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 01:58
sinds 2001
Mooi, heb ze gister ook meteen besteld nav update van zijn blog: https://vmod.wordpress.co...river-board-with-tmc2208/BarryKohne schreef op dinsdag 5 juni 2018 @ 19:49:
Zo, vandaag tmc2208 drivers binnen gekregen. Werkt fantastisch met mk2s. Motors zijn nu een stuk koeler dan met de tmc2100 drivers. En stealthchop2 werkt met deze chips.
[afbeelding]
[afbeelding]
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
CyBeRSPiN schreef op dinsdag 5 juni 2018 @ 23:39:
[...]
Mooi, heb ze gister ook meteen besteld nav update van zijn blog: https://vmod.wordpress.co...river-board-with-tmc2208/
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 23:38
tja goede vraag, maar dit is dus een probleem in je Z as moeren.Psycho_Mantis schreef op dinsdag 5 juni 2018 @ 20:52:
[...]
Het lijkt tot zo ver dat dit het probleem was. Heb zojuist een perfecte Marvin uitgeprint
Waarom staat dit niet gewoon op de autolevel pagina van Marlin
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Nu weer het volgende probleem: Boven de 67 graden, kapt het heatbed er compleet mee tot hij weer wat is afgekoeld.
Ik vermoed dat dit dus de polyfuse is op het ramps 1.4 bordje die dus ingrijpt.
Kan zo'n polyfuse na 3 jaar gebruik defect gaan? Het heat bed is overigens wel vervangen, dus kan ook zijn dat de weerstand niet in orde is. Dit ga ik vanavond eens doormeten.
Heb nooit warmer geprint dan 60 graden, kwam er pas achter toen ik een rolletje NGEN kreeg van een collega, die dus 75/85 vereist.
Ik vermoed dat dit dus de polyfuse is op het ramps 1.4 bordje die dus ingrijpt.
Kan zo'n polyfuse na 3 jaar gebruik defect gaan? Het heat bed is overigens wel vervangen, dus kan ook zijn dat de weerstand niet in orde is. Dit ga ik vanavond eens doormeten.
Heb nooit warmer geprint dan 60 graden, kwam er pas achter toen ik een rolletje NGEN kreeg van een collega, die dus 75/85 vereist.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Ik ben geen elektronica expert, maar wat ik over polyfuses heb gelezen is dat ze notoir onbetrouwbaar zijn na de eerste keer dat ze af zijn gegaan. Meestal laten ze dan meer stroom door dan ervoor, maar het herkristalliseren van de fuse kan denk ik ook de andere kant op iets overschieten waardoor ze net iets gevoeliger worden. Het duurt trouwens enkele uren voordat een polyfuse weer zijn originele waarde heeft, waarbij deze niet onder stroom mag staan. Een andere mogelijkheid is misschien dat er op de een of andere manier te veel stroom wordt gevraagd door het bed waardoor de zekering afgaat. Ik zou een bord met autozekeringen kopen. De Rumba+ is een goed voorbeeld.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- jbhc
- Registratie: Juli 2007
- Laatst online: 01:25
Je kunt de polyfuse natuurlijk ook vrij eenvoudig zelf vervangen voor een auto zekering. Er staan daar genoeg tutorials voor online.ocf81 schreef op donderdag 7 juni 2018 @ 12:03:
Ik zou een bord met autozekeringen kopen. De Rumba+ is een goed voorbeeld.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Ja, dat zou ook kunnen. Het is echter wel een beetje een gepriechel om die draden in de gaatjes van de zekeringen te proppen.jbhc schreef op donderdag 7 juni 2018 @ 16:56:
[...]
Je kunt de polyfuse natuurlijk ook vrij eenvoudig zelf vervangen voor een auto zekering. Er staan daar genoeg tutorials voor online.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 22:23
Wow. So Amaze.
Ik heb ook nog een ramps 1.5 liggen, deze heeft geen poly fuse. Maar gewoon een smd fuse.ocf81 schreef op donderdag 7 juni 2018 @ 12:03:
Ik ben geen elektronica expert, maar wat ik over polyfuses heb gelezen is dat ze notoir onbetrouwbaar zijn na de eerste keer dat ze af zijn gegaan. Meestal laten ze dan meer stroom door dan ervoor, maar het herkristalliseren van de fuse kan denk ik ook de andere kant op iets overschieten waardoor ze net iets gevoeliger worden. Het duurt trouwens enkele uren voordat een polyfuse weer zijn originele waarde heeft, waarbij deze niet onder stroom mag staan. Een andere mogelijkheid is misschien dat er op de een of andere manier te veel stroom wordt gevraagd door het bed waardoor de zekering afgaat. Ik zou een bord met autozekeringen kopen. De Rumba+ is een goed voorbeeld.
Deze kan maar 1 keer stuk gaan en dan is het klaar
Heb net de weerstand van het heatbed gemeten, deze is precies 1,2 ohm. Dat zou dus prima moeten zijn.
Ik vermoed dat deze fuse gewoon stuk is gegaan door ouderdom, in de zin van langdurig warm geworden.
- Vuikie
- Registratie: December 2003
- Laatst online: 21:19
Hmmm, vandaag mijn z-as eens heel lichtjes in gevet, dit hielp wel tegen mijn z-wobble. Het is nog niet helemaal weg, hiervoor moet ik mijn z-as upgraden, maar nu kan ik de upgrades uit gaan printen 
Ook maar eens de nieuwste Marlin firmware er in gezet en mijn assen gecalibreerd.
@CyBeRSPiN waar heb jij die drivers besteld, ik ben daar ook wel in geïnteresseerd.
In dat opzicht is de Velleman K8200 de ultieme Tweakers-3d-printer
PS, zijn er hier nog met Tweakers met een K8200?
Ook maar eens de nieuwste Marlin firmware er in gezet en mijn assen gecalibreerd.
@CyBeRSPiN waar heb jij die drivers besteld, ik ben daar ook wel in geïnteresseerd.
In dat opzicht is de Velleman K8200 de ultieme Tweakers-3d-printer
PS, zijn er hier nog met Tweakers met een K8200?
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 01:58
sinds 2001
@Vuikie https://www.watterott.com/en/SilentStepStick-TMC2208 na 2 dagen in huis. Voor 2 euro extra/stuk zitten de headers al gesoldeerd.
Heatsinks moet je apart bestellen.
Heatsinks moet je apart bestellen.
[ Voor 11% gewijzigd door CyBeRSPiN op 07-06-2018 23:14 ]
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
Hier heb ik ze ook vandaan. Leuke shop heeft die kerelCyBeRSPiN schreef op donderdag 7 juni 2018 @ 23:13:
@Vuikie https://www.watterott.com/en/SilentStepStick-TMC2208 na 2 dagen in huis. Voor 2 euro extra/stuk zitten de headers al gesoldeerd.
Heatsinks moet je apart bestellen.
https://www.watterott.com...epStick-TMC2208-with-Pins dit is de versie met gesoldeerde pinheaders
[ Voor 13% gewijzigd door BarryKohne op 08-06-2018 09:17 ]
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- ThaStealth
- Registratie: Oktober 2004
- Laatst online: 19:24
Vind 10 euro verzendkosten voor 2 steppers die ook al 10 euro zijn wel erg gortig
Ik heb van ome AliE een bowden extuder en hotend (E3D clone). Alleen de temperatuursensor krijg ik niet goed volgens mij. Ik moet de hotend namelijk op 235 instellen om PLA te printen zonder verstoppingen, ga ik naar 225 dan verstopt het hele spul binnen no time.
Als de printer IDLE is dan is de temperatuur 24-25 graden (wat ook aan de hoge kant is).
Wat ik al bedacht had wat het probleem kan zijn:
- Thermistor setting in Marlin (heb nu 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (4.7k pullup) Ik weet natuurlijk niet welke thermistor het eigenlijk is, maar wellicht dat ik de 100k beta 3950 1% thermistor (4.7k pullup) kan proberen
- Thermistor maakt slecht contact met hotend (zit in gaatje ervoor, heb nu geen foto),
Maar beide lijken me niet deze offset te kunnen verklaren....
Ik heb van ome AliE een bowden extuder en hotend (E3D clone). Alleen de temperatuursensor krijg ik niet goed volgens mij. Ik moet de hotend namelijk op 235 instellen om PLA te printen zonder verstoppingen, ga ik naar 225 dan verstopt het hele spul binnen no time.
Als de printer IDLE is dan is de temperatuur 24-25 graden (wat ook aan de hoge kant is).
Wat ik al bedacht had wat het probleem kan zijn:
- Thermistor setting in Marlin (heb nu 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (4.7k pullup) Ik weet natuurlijk niet welke thermistor het eigenlijk is, maar wellicht dat ik de 100k beta 3950 1% thermistor (4.7k pullup) kan proberen
- Thermistor maakt slecht contact met hotend (zit in gaatje ervoor, heb nu geen foto),
Maar beide lijken me niet deze offset te kunnen verklaren....
[ Voor 83% gewijzigd door ThaStealth op 08-06-2018 15:07 ]
Mess with the best, die like the rest
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Al eens geprobeerd om die Thermistor te calibreren met..een verfbrander? Stel je de verfbranden in b.v. met 50 graden en kijkt wat het board weergeeft..dan 60,...enzovoort.ThaStealth schreef op vrijdag 8 juni 2018 @ 14:44:
Vind 10 euro verzendkosten voor 2 steppers die ook al 10 euro zijn wel erg gortig
Ik heb van ome AliE een bowden extuder en hotend (E3D clone). Alleen de temperatuursensor krijg ik niet goed volgens mij. Ik moet de hotend namelijk op 235 instellen om PLA te printen zonder verstoppingen, ga ik naar 225 dan verstopt het hele spul binnen no time.
Als de printer IDLE is dan is de temperatuur 24-25 graden (wat ook aan de hoge kant is).
Wat ik al bedacht had wat het probleem kan zijn:
- Thermistor setting in Marlin (heb nu 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (4.7k pullup) Ik weet natuurlijk niet welke thermistor het eigenlijk is, maar wellicht dat ik de 100k beta 3950 1% thermistor (4.7k pullup) kan proberen
- Thermistor maakt slecht contact met hotend (zit in gaatje ervoor, heb nu geen foto),
Maar beide lijken me niet deze offset te kunnen verklaren....
- SHIFTER [NL]
- Registratie: November 2010
- Laatst online: 17-05 17:53
Weet iemand toevallig een goede stap voor stap uitleg om andere firmware te installeren op een CR-10. Ik heb het nu gedaan met een software pakketje kant en klaar voor de CR-10 (naam even kwijt) en dat was druk op de knop en klaar.
Maar ik zou graag wat settings aan willen passen. Alleen mijn kennis is hier nog te weinig van jammer genoeg...
Maar ik zou graag wat settings aan willen passen. Alleen mijn kennis is hier nog te weinig van jammer genoeg...
3x Victron MP2-5000 | 32 kWh thuisaccu | 7.230 Wp Zonnepanelen | Gasloos | WP Boiler | Lucht-Lucht WP
- ThaStealth
- Registratie: Oktober 2004
- Laatst online: 19:24
Als je Marlin gebruikt is er een MarlinConf tool (https://github.com/akaJes/marlin-config) die gebruik ik, en geeft redelijk helder aan wat de settings zijn en doen. Als je Marlin compatible board hebt dan kun je hem ook flashen met de tool.SHIFTER [NL] schreef op vrijdag 8 juni 2018 @ 15:28:
Weet iemand toevallig een goede stap voor stap uitleg om andere firmware te installeren op een CR-10. Ik heb het nu gedaan met een software pakketje kant en klaar voor de CR-10 (naam even kwijt) en dat was druk op de knop en klaar.
Maar ik zou graag wat settings aan willen passen. Alleen mijn kennis is hier nog te weinig van jammer genoeg...
Heb helaas geen verfbrander (of toegang tot), kan wel een soldeerbout gebruiken?vincent_1971 schreef op vrijdag 8 juni 2018 @ 15:20:
[...]
Al eens geprobeerd om die Thermistor te calibreren met..een verfbrander? Stel je de verfbranden in b.v. met 50 graden en kijkt wat het board weergeeft..dan 60,...enzovoort.
[ Voor 21% gewijzigd door ThaStealth op 08-06-2018 15:38 ]
Mess with the best, die like the rest
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Ja kan maar weet niet of je soldeerbout < 150 graden gaat...ThaStealth schreef op vrijdag 8 juni 2018 @ 15:33:
[...]
Als je Marlin gebruikt is er een MarlinConf tool (https://github.com/akaJes/marlin-config) die gebruik ik, en geeft redelijk helder aan wat de settings zijn en doen. Als je Marlin compatible board hebt dan kun je hem ook flashen met de tool.
[...]
Heb helaas geen verfbrander (of toegang tot), kan wel een soldeerbout gebruiken?
De configuratie van Marlin is vrij duidelijk. Even configuration.h bekijken dan kom je een heel eind. Zou persoonlijk niet snel een of andere tool gebruiken. Mijn ervaring is dat de versies dan niet altijd overeenkomen.
Vraag mij persoonlijk af wat Marlin compatible board is? Ken wel een arduino compatible board zoals mijn Ender-2. Maar dan moet je wel de juiste hardware in de arduino ide geinstalleerd hebben..en oh bij mijn Ender-2 moest ik eerst een bootloader installeren. Geen idee of het met een CR-10 ook zo is..

Maar met enig schaafwerk lukte het wel..helaas heb ik b.v. maar een 16 punten calibratie met een offset van 5 cm voor mijn printbed. En nog paar menu's moeten schrappen.
- MsG
- Registratie: November 2007
- Laatst online: 22:32
Forumzwerver
Ja een reguliere CR-10 is vrij krap qua opslag helaas. Een CR-10S serie heeft een stuk beter moederbord er in.
Ben zelf maar overgestapt op TH3D firmware voor de CR-10, toen hoefde ik niks te schaven en heb nu wel mesh bed leveling op de CR-10 (wel elke keer opnieuw doen volgens mij).
Ben zelf maar overgestapt op TH3D firmware voor de CR-10, toen hoefde ik niks te schaven en heb nu wel mesh bed leveling op de CR-10 (wel elke keer opnieuw doen volgens mij).
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
- SHIFTER [NL]
- Registratie: November 2010
- Laatst online: 17-05 17:53
Sorry ik heb inderdaad een CR10S. Dit was ik vergeten te melden.
3x Victron MP2-5000 | 32 kWh thuisaccu | 7.230 Wp Zonnepanelen | Gasloos | WP Boiler | Lucht-Lucht WP
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Ik heb vorige week een bltouch/3dtouch sensor aangeschaft, en ik heb nu tijdens prints het probleem dat de naald af en toe gewoon naar beneden valt (Zonder dat de sensor getriggerd wordt, het rode lichtje blijft gewoon aan). Nu heb ik op internet gelezen dat ik dan aan de schroef moet draaien, maar ik kan nergens vinden welk effect dit nou heeft.
Iemand een idee hoe het op te lossen? Iemand die weet wat die schroef precies doet?
Iemand een idee hoe het op te lossen? Iemand die weet wat die schroef precies doet?
:strip_icc():strip_exif()/u/613306/crop5b1ac9b088858_cropped.jpeg?f=community)
![[afbeelding]](https://tweakers.net/ext/f/iFE81UaQhgwZENivu56hSu8f/full.jpg){kind=link}
{kind=link}
@Robbiedobbie
Ik weet niet zeker over welke schroef je het hebt, maar ik ben op het moment bezig met een ombouw van een CubeX, en heb precies hetzelfde probleem. De twee opties die mij het meest waarschijnlijk lijken zijn storing van andere draden of de 5v supply line van een Ramps/arduino combo die niet genoeg stroom kan leveren (als je een ramps gebruikt dan).
Als ik een oplossing vind of iets kan uitsluiten laat ik het weten.
Ik weet niet zeker over welke schroef je het hebt, maar ik ben op het moment bezig met een ombouw van een CubeX, en heb precies hetzelfde probleem. De twee opties die mij het meest waarschijnlijk lijken zijn storing van andere draden of de 5v supply line van een Ramps/arduino combo die niet genoeg stroom kan leveren (als je een ramps gebruikt dan).
Als ik een oplossing vind of iets kan uitsluiten laat ik het weten.
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Nee als je die optie elke keer aanzet is het voldoende..;-)...kijk maar eens bij repetier host b.v. voor de output...wel bij calibreren de data opslaan.MsG schreef op vrijdag 8 juni 2018 @ 17:06:
Ja een reguliere CR-10 is vrij krap qua opslag helaas. Een CR-10S serie heeft een stuk beter moederbord er in.
Ben zelf maar overgestapt op TH3D firmware voor de CR-10, toen hoefde ik niks te schaven en heb nu wel mesh bed leveling op de CR-10 (wel elke keer opnieuw doen volgens mij).
- Robbiedobbie
- Registratie: Augustus 2009
- Laatst online: 20:16
Hmmz, ik gebruik inderdaad de 5 volt van de Arduino. Ik ga die maar eens vervangen voor een externe 5v.Bart1201 schreef op vrijdag 8 juni 2018 @ 20:21:
@Robbiedobbie
Ik weet niet zeker over welke schroef je het hebt, maar ik ben op het moment bezig met een ombouw van een CubeX, en heb precies hetzelfde probleem. De twee opties die mij het meest waarschijnlijk lijken zijn storing van andere draden of de 5v supply line van een Ramps/arduino combo die niet genoeg stroom kan leveren (als je een ramps gebruikt dan).
Als ik een oplossing vind of iets kan uitsluiten laat ik het weten.
De schroef waar ik het over had is het kleine schroefje wat verstopt zit achter het middelste gat aan de bovenkant
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Let op:
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.