:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
Heb al 3x opnieuw gekalibreerd zoals in boek staat en ook al 5x factory reset. Er zal iets mis zijn met de x axis. Ik hoor maandag meer van prusaRoom42 schreef op zaterdag 5 mei 2018 @ 22:21:
[...]
Ik print nu vanuit Slic3r PE zonder problemen. Dat doet me denken: Heb je de calibratie al eens opnieuw uitgevoerd vanaf de printer? Misschien is een van je Z-axis gedraaid waardoor die nu scheef staat.
- ctrlaltdelbe
- Registratie: Juli 2005
- Laatst online: 21-05 22:08
/u/150417/crop63da3fa01bc69_cropped.png?f=community)
Yes, ik werk deze week even de backlog wegRoom42 schreef op donderdag 3 mei 2018 @ 23:20:
[...]
Het zal dus vooral van je printbed afhangen.
[...]
Waarom gaat ie over de infill dan, tijdens het printen? Voor een bridge? *Derp* Het betreft natuurlijk de volgende laag infill. Sorry, lekker wakker.
offtopic:
@ctrlaltdelbe Doe jij eigenlijk nog wat met de foto's die je ge-DM'ed krijgt? Anders kunnen we beter de topic warning laten verwijderen
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)
Beide assen stoppen. Loopt hij ergens tegen aan? Want ik hoor duidelijk een tik. Waar komt dit vandaan? Want de stepmotor hoort z'n geluid niet te maken.
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
:strip_exif()/u/618019/crop67d6d4a4200e7_cropped.webp?f=community)
Wist ik het maar, ik kan alles heel smooth heen en weer bewegen.grote_oever schreef op zondag 6 mei 2018 @ 13:44:
[...]
Beide assen stoppen. Loopt hij ergens tegen aan? Want ik hoor duidelijk een tik. Waar komt dit vandaan? Want de stepmotor hoort z'n geluid niet te maken.
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
@KevinSetz maar zie je deze stops op de afdruk?
Als de as blokkeerde dan zou de andere as wel door moeten lopen. Daarnaast je eerder probleem lijkt me er iets met je bordje te zijn.
Als de as blokkeerde dan zou de andere as wel door moeten lopen. Daarnaast je eerder probleem lijkt me er iets met je bordje te zijn.
Welke (infill) speed gebruik je daar? Zoiets dergelijks gebeurt namelijk ook als de de stepper drivers de snelheid niet aankunnen. (Doordat hoge micro stepping teveel rekenkracht nodig heeft of teveel hitte van de stepper drivers).
Probeer het eens op een stuk lagere snelheid en eventueel met een extra fan op de controller. Ik zou daar namelijk het probleem zoeken.
- jbhc
- Registratie: Juli 2007
- Laatst online: 01:25
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
Zou het kunnen dat het bed krom trekt door de warmte?
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Dit is misschien wel een goede, ik zit namelijk op zolder zonder isolatie daar, het is nu vrij warm op zolder (32 graden) en vandaag kwam het probleemzynex schreef op zondag 6 mei 2018 @ 14:26:
[...]
Welke (infill) speed gebruik je daar? Zoiets dergelijks gebeurt namelijk ook als de de stepper drivers de snelheid niet aankunnen. (Doordat hoge micro stepping teveel rekenkracht nodig heeft of teveel hitte van de stepper drivers).
Probeer het eens op een stuk lagere snelheid en eventueel met een extra fan op de controller. Ik zou daar namelijk het probleem zoeken.
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Hmm het moederbord. Ik begin er ook steeds meer aan te denken. Nadat ik heerlijk van het weer genoten heb. Heb ik de printer beneden een factory reset gedaan. Maar na dat alle data gewist is krijg ik.grote_oever schreef op zondag 6 mei 2018 @ 14:22:
@KevinSetz maar zie je deze stops op de afdruk?
Als de as blokkeerde dan zou de andere as wel door moeten lopen. Daarnaast je eerder probleem lijkt me er iets met je bordje te zijn.
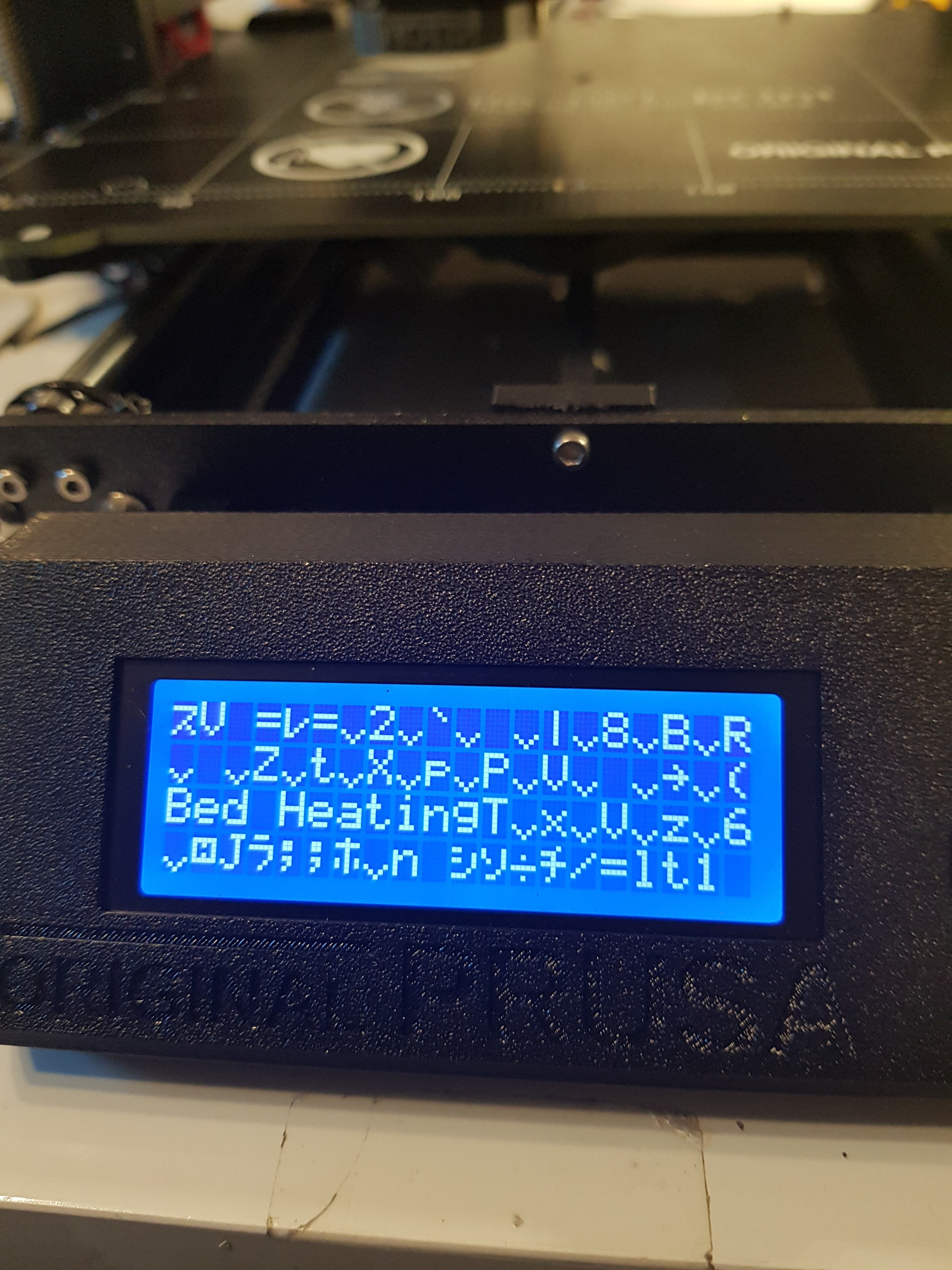
Ook wel heel bijzonder
/u/34186/crop62e07d174532d_cropped.png?f=community)
Ok, dus nu even rustig afwachten op de support van Prusa. Die zouden overigens 24/7 bereikbaar moeten zijn via Chat.
Koop al mijn ads!
Dit is dan alleen weer een ander probleem heb ik het idee. Dit lijkt meer op een ESD fout. Zit de printer nu wel aangesloten op een geaard stopcontact? Weg van een magnetron etc? Als dat het geval is, speel dan even met de ribbon cables aan de achterkant en kijk of er iets verandert op het lcd. En probeer anders eens te printen via usb. Op die manier kun je wat dingen uitsluiten. (support chat kun je natuurlijk ook gebruiken, maar het werkt veelal een stuk makkelijker als je zelf al wat dingen hebt geprobeerd.)KevinSetz schreef op zondag 6 mei 2018 @ 17:14:
[...]
Hmm het moederbord. Ik begin er ook steeds meer aan te denken. Nadat ik heerlijk van het weer genoten heb. Heb ik de printer beneden een factory reset gedaan. Maar na dat alle data gewist is krijg ik.
[afbeelding]
Ook wel heel bijzonder
De eerdere fout die je opmerkte heeft in ieder geval heel veel weg van een stepper driver fout en de kans is groot dat dat inderdaad door hitte kwam.
[ Voor 6% gewijzigd door zynex op 06-05-2018 17:45 ]
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Een vraagje over ventilatoren:
Ik heb een Ender 2 van Creality. Hiervoor had ik vervangende, stille fans besteld van BlackNoise (NB-BlackSilentFan), met alleen het oog op geluidsdruk. Bijzonder slim natuurlijk, want die dingen blazen amper, zeker vergeleken met de herriemakers die standaard op de printer zaten. Ik moet de fan zelfs op m'n oog richten om te voelen welke kant ie nou op blaast. Ze worden geadverteerd als 4.9 kuub per uur. Gekeken naar de Noctua fans van 40x40, die op dat gebied toch toonaangevend zijn, zitten die rond de 8 / 9 kuub per uur. Natuurlijk is het wenselijk om een grotere luchtstroom te hebben, maar waar ligt het punt van diminishing returns? Ik gok dat ik voor de controlbox nog wel weg kom met deze ventilator, maar de hotend kan waarschijnlijk zo veel luchtstroom gebruiken als ik er maar tegenaan kan gooien toch?
Heeft iemand ervaring met deze fan? Jammer dat ik in eerste instantie niet beter gekeken heb, blaast veel harder, en is nog goedkoper ook..
Ik heb een Ender 2 van Creality. Hiervoor had ik vervangende, stille fans besteld van BlackNoise (NB-BlackSilentFan), met alleen het oog op geluidsdruk. Bijzonder slim natuurlijk, want die dingen blazen amper, zeker vergeleken met de herriemakers die standaard op de printer zaten. Ik moet de fan zelfs op m'n oog richten om te voelen welke kant ie nou op blaast. Ze worden geadverteerd als 4.9 kuub per uur. Gekeken naar de Noctua fans van 40x40, die op dat gebied toch toonaangevend zijn, zitten die rond de 8 / 9 kuub per uur. Natuurlijk is het wenselijk om een grotere luchtstroom te hebben, maar waar ligt het punt van diminishing returns? Ik gok dat ik voor de controlbox nog wel weg kom met deze ventilator, maar de hotend kan waarschijnlijk zo veel luchtstroom gebruiken als ik er maar tegenaan kan gooien toch?
Heeft iemand ervaring met deze fan? Jammer dat ik in eerste instantie niet beter gekeken heb, blaast veel harder, en is nog goedkoper ook..
[ Voor 0% gewijzigd door timmiej93 op 06-05-2018 22:34 . Reden: Spelfoutje ]
Een hotend kan inderdaad goede koeling gebruiken en alle kleine beetjes helpen om je print mooier te maken. Het voornaamste wat een hotend echter doet is hitte afvoeren van je heaterblock, zodat het filament niet te vroeg smelt en mooi aangevoerd kan worden. Je merkt het als een hotend niet genoeg gekoeld wordt doordat er dan stukjes smelten en vast komen te zitten in de ptfe liner van je hotend of als de ptfe liner zelf begint te smelten. Je kan dit controleren door de boel uit elkaar te halen of met de 'brute force trick' waarbij je de hotend opwarmt, laat afkoelen tot net iets onder het smeltpunt van je filament en er dan met behoorlijk wat kracht uittrekt. Je krijgt dan een 'afdruk' te zien van de binnenkant van je hotend. Dit raad ik echter niet direct aan.timmiej93 schreef op zondag 6 mei 2018 @ 22:20:
Een vraagje over ventilatoren:
Ik heb een Ender 2 van Creality. Hiervoor had ik vervangende, stille fans besteld van BlackNoise (NB-BlackSilentFan), met alleen het oog op geluidsdruk. Bijzonder slim natuurlijk, want die dingen blazen amper, zeker vergeleken met de herriemakers die standaard op de printer zaten. Ik moet de fan zelfs op m'n oog richten om te voelen welke kant ie nou op blaast. Ze worden geadverteerd als 4.9 kuub per uur. Gekeken naar de Noctua fans van 40x40, die op dat gebied toch toonaangevend zijn, zitten die rond de 8 / 9 kuub per uur. Natuurlijk is het wenselijk om een grotere luchtstroom te hebben, maar waar ligt het punt van diminishing returns? Ik gok dat ik voor de controlbox nog wel weg kom met deze ventilator, maar de hotend kan waarschijnlijk zo veel luchtstroom gebruiken als ik er maar tegenaan kan gooien toch?
Heeft iemand ervaring met deze fan? Jammer dat ik in eerste instantie niet beter gekeken heb, blaast veel harder, en is nog goedkoper ook..
Maar nu mijn punt.
(Even een kleine sidenote: koeling van je hotend is vooral belangrijk voor filamenten als pla, die al op lagere temperatuur smelten. Met petg en andere nieuwere high temp filamenten is het een nog minder groot probleem.)
Wat wel een ontzettend belangrijke fan is om in te investeren is natuurlijk je 'parts cooling fan'. Hier geld naar mijn mening wel: hoe krachtiger, hoe beter.
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
:strip_icc():strip_exif()/u/408498/crop5e9315d49f8d7.jpeg?f=community)
Ipv van een 40x40 dan kan je ook een 50x50 van nemen. Geven sowieso al meer luchtverplaatsing met een zelfde of lagere geluidsdruk.
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Als ik dit bekijk en je eerdere filmpje dan lijkt het idd het bord. Die pauze is ook een duidelijk hint in die richting denk ik. De printer gaat na een pauze vrolijk verder en ik zie in de prints geen artifacts die op het aangrijpen van de nozzle in de print duiden. Het lijkt mij een buffering probleem, maar de precieze oorzaak is niet gelijk af te leiden. Iets zorgt ervoor dat de printer om de zoveel commando's even bezig is. Kaartje kan waarschijnlijk niet goed worden gelezen of het gelezene kan niet worden verwerkt.KevinSetz schreef op zondag 6 mei 2018 @ 17:14:
[...]
Hmm het moederbord. Ik begin er ook steeds meer aan te denken. Nadat ik heerlijk van het weer genoten heb. Heb ik de printer beneden een factory reset gedaan. Maar na dat alle data gewist is krijg ik.
[afbeelding]
Ook wel heel bijzonder
[edit]
Doet ie ook zo raar als je via USB print? Dan kan je de CPU wellicht uitsluiten als bron van de fouten.
[ Voor 5% gewijzigd door ocf81 op 07-05-2018 11:31 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Ben het niet met je eens dat een party Cooling fan hoe krachtiger is hoe beter. Vooral bij de eerste paar lagen wil je dat niet. Ben nu aan het kijken hoe je dat bij een ender-2 kan regelen. Volgens mij moet je die fan op de laser aansluiting aansluiten. Heb zelf daarnaast nog een nozzle fan met een axiale blower ( blaast niet hard ) maar resultaat is er wel heel goed merkbaar.. kan met pla bv met gemak 1 cm nu overbruggen. Oh die axiale blower is een van nog geen euro. Gewoon om te kijken of het werkt. Zit nu te kijken naar een met kogellagers.zynex schreef op maandag 7 mei 2018 @ 00:02:
[...]
Een hotend kan inderdaad goede koeling gebruiken en alle kleine beetjes helpen om je print mooier te maken. Het voornaamste wat een hotend echter doet is hitte afvoeren van je heaterblock, zodat het filament niet te vroeg smelt en mooi aangevoerd kan worden. Je merkt het als een hotend niet genoeg gekoeld wordt doordat er dan stukjes smelten en vast komen te zitten in de ptfe liner van je hotend of als de ptfe liner zelf begint te smelten. Je kan dit controleren door de boel uit elkaar te halen of met de 'brute force trick' waarbij je de hotend opwarmt, laat afkoelen tot net iets onder het smeltpunt van je filament en er dan met behoorlijk wat kracht uittrekt. Je krijgt dan een 'afdruk' te zien van de binnenkant van je hotend. Dit raad ik echter niet direct aan.
Maar nu mijn punt.Een schoon, goedgekoelde hotend en alles eromheen, zoals je heaterblock, nozzle, extruder, dragen allemaal bij aan het creëren van een goede print. Echter is je hotend fan echt niet cruciaal. Ik heb genoeg printers zien printer zonder hotend fan, bij 1 van mijn zelfbouw printers heb ik ooit de fan niet goed gesoldeerd en heeft dat ding 24 uur zonder gedraaid, en veel out of the box printers hebben een fan die zo klein/zwak is dat het nauwelijks iets bijdraagt. Ik zou me er persoonlijk dus niet al te druk over maken. Het aluminium van de hotend zorgt voor de voornaamste koeling. Als je al een fan hebt aangeschaft, gewoon deze gebruiken. Vervangen kan altijd en het kan sowieso geen kwaad om voor een paar euro af en toe de ptfe tube van je hotend te vervangen als regulier onderhoud. Dat werkt naar mijn mening beter/meer kostenefficient dan nu weer extra geld uitgeven voor een speciale fan. De meeste reguliere fans voldoen prima.
(Even een kleine sidenote: koeling van je hotend is vooral belangrijk voor filamenten als pla, die al op lagere temperatuur smelten. Met petg en andere nieuwere high temp filamenten is het een nog minder groot probleem.)
Wat wel een ontzettend belangrijke fan is om in te investeren is natuurlijk je 'parts cooling fan'. Hier geld naar mijn mening wel: hoe krachtiger, hoe beter.
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
:strip_icc():strip_exif()/u/331265/forumfok.jpg?f=community)
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
Hoe meer kracht je hebt, hoe meer speling je hebt mocht je het wél nodig hebben. Op de momenten dat je minder koeling hebt, kun je hem zachter zetten. Als je een zwakke fan hebt, kun je hem niet harder zetten. Met een Ferrari kun je wel 50km/h rijden maar met een Twingo kun je geen 250km/h rijdenvincent_1971 schreef op maandag 7 mei 2018 @ 13:21:
Ben het niet met je eens dat een party Cooling fan hoe krachtiger is hoe beter. [...]
[ Voor 4% gewijzigd door Room42 op 07-05-2018 14:16 ]
Koop al mijn ads!
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Vraag is of het noodzakelijk is om 250km/u te kunnen rijden. Ik voor mij heb liever een kleine fan op mijn ender-2 zitten die het in de meeste gevallen doet. Dit i.v.m. Gewicht en trillingen. Dan maar de print snelheid lager zetten. Zoals petg dat ik niet met 60mm/s ga printen.Room42 schreef op maandag 7 mei 2018 @ 14:15:
[...]
Hoe meer kracht je hebt, hoe meer speling je hebt mocht je het wél nodig hebben. Op de momenten dat je minder koeling hebt, kun je hem zachter zetten. Als je een zwakke fan hebt, kun je hem niet harder zetten. Met een Ferrari kun je wel 50km/h rijden maar met een Twingo kun je geen 250km/h rijden
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
@vincent_1971 Een part cooling fan moet op de roze aansluiting worden aangesloten, "fan reserve".
Zie hier.
Dan kan je de fan gewoon via de software controleren.
Zie hier.
Dan kan je de fan gewoon via de software controleren.
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
Precies, het is altijd fijn om een wat ruimer marge te hebben. Vooral als je met veel verschillende filamenten werkt. Ik heb hier bijvoorbeeld ook Formfutura flex filament liggen dat op 260 graden print en vrij zwaar is. Een krachtige fan is daar ideaal voor. Voor pla gaat de fan snelheid gewoon wat omlaag.Room42 schreef op maandag 7 mei 2018 @ 14:15:
[...]
Hoe meer kracht je hebt, hoe meer speling je hebt mocht je het wél nodig hebben. Op de momenten dat je minder koeling hebt, kun je hem zachter zetten. Als je een zwakke fan hebt, kun je hem niet harder zetten. Met een Ferrari kun je wel 50km/h rijden maar met een Twingo kun je geen 250km/h rijden
Maar nu maak je de aanname dat een krachtigere fan zwaarder is en meer trillingen geeft en dat is onjuist. Een goede fan (Noctua bijvoorbeeld) hoeft helemaal niet zwaarder te zijn en meer trillingen te geven. Integendeel juist. De lagers en motors daarop zijn vaak van een stuk betere kwaliteit en daardoor stiller en verplaatsen meer lucht met minder trillingen.vincent_1971 schreef op maandag 7 mei 2018 @ 14:40:
[...]
Vraag is of het noodzakelijk is om 250km/u te kunnen rijden. Ik voor mij heb liever een kleine fan op mijn ender-2 zitten die het in de meeste gevallen doet. Dit i.v.m. Gewicht en trillingen. Dan maar de print snelheid lager zetten. Zoals petg dat ik niet met 60mm/s ga printen.
En veel mensen willen de printsnelheid niet lager zetten. Voor wat hobbyprojectjes is een lagere printsnelheid misschien niet zo erg, maar toen ik nog wat meer opdrachten voor anderen deed, wilde ik de snelheid zo hoog mogelijk. Dat is immers het meest efficiënt. Nu heb ik nog nooit meen ender printer gewerkt, maar een goede printer kan ook petg gewoon op veel hogere snelheid printen en dan zou ik me niet willen laten beperken door zoiets simpels als een fan. Wanneer dat je enige bottleneck is, is het gewoon jammer om deze niet te vervangen voor iets beters. Bijna alle functionele onderdelen die ik in petg print, print ik zo rond de 100mm/s. Dit verlaag ik natuurlijk iets bij grote overhangs/lastige onderdelen, maar mijn punt is dat heel veel printers tegenwoordig makkelijk hogere snelheden kunnen halen. Je moet gewoon een evenwicht vinden in betrouwbaarheid/snelheid/kwaliteit. En daarvoor kijk je naar het eerstvolgende onderdeel dat je tegenhoudt.
[ Voor 3% gewijzigd door zynex op 07-05-2018 17:47 ]
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Vanuit het perspectief dat je liever meer wil hebben is dat ongetwijfeld waar. Je moet echter niet vergeten dat fans ook een ondergrens hebben waarop ze kunnen draaien. Als je PWM pulsen te wijd worden zal je fan stilvallen. Voor sommige materialen heb je maar een klein beetje airflow nodig, maar kan de fan niet uit. (iig, dat is mijn ervaring met PETG)vincent_1971 schreef op maandag 7 mei 2018 @ 14:40:
[...]
Vraag is of het noodzakelijk is om 250km/u te kunnen rijden. Ik voor mij heb liever een kleine fan op mijn ender-2 zitten die het in de meeste gevallen doet. Dit i.v.m. Gewicht en trillingen. Dan maar de print snelheid lager zetten. Zoals petg dat ik niet met 60mm/s ga printen.
In de keuze van je fan moet je daar ook rekening mee houden.
[ Voor 3% gewijzigd door ocf81 op 07-05-2018 18:12 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Dat zou inderdaad ook nog kunnen... Ik heb nu wel zo'n hotend/part cooling combi geprint (was ik ook vergeten te melden), en die wil een 40x40, maar ik heb natuurlijk een 3D printer, alles valt te maken. Daar moet ik echt nog even aan wennenthijsco19 schreef op maandag 7 mei 2018 @ 06:08:
Ipv van een 40x40 dan kan je ook een 50x50 van nemen. Geven sowieso al meer luchtverplaatsing met een zelfde of lagere geluidsdruk.
Leuk is dat, hè? Maar alles kost tijd, dat is altijd mijn valkuil. Ik kan uren bezig zijn met het optimaliseren van iets dat me 15 minuten scheelt.timmiej93 schreef op maandag 7 mei 2018 @ 19:15:
[...]
Dat zou inderdaad ook nog kunnen... Ik heb nu wel zo'n hotend/part cooling combi geprint (was ik ook vergeten te melden), en die wil een 40x40, maar ik heb natuurlijk een 3D printer, alles valt te maken. Daar moet ik echt nog even aan wennen
Koop al mijn ads!
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Dank je..precies wat ik zocht..werkt uitstekend m.b.c. marlin 1.1.8..eens zien hoe het een en ander werkt binnen cura.thijsco19 schreef op maandag 7 mei 2018 @ 16:45:
@vincent_1971 Een part cooling fan moet op de roze aansluiting worden aangesloten, "fan reserve".
Zie hier.
Dan kan je de fan gewoon via de software controleren.
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Nou, vanmiddag eens met een eerste rol van 123D zitten spelen, maar dat is een wereld van verschil vergeleken met Innofil. Als in Innofil print als een droom... dit spul verre vanSpike_wolf schreef op zondag 29 april 2018 @ 20:57:
Nu heb ik hier de merken die 123D verkoopt ook vaker voorbij zien komen, hun Jupiter en REAL PETG zijn een stuk goedkoper met 27-29 per 1KG. Wat zijn de bevindingen daarmee? Print dat een beetje fatsoenlijk, of kan ik beter gewoon bij Innofil blijven?
Random infill dat niet blijft plakken, spontaan wat lijkt op een partieel clog, maar zonder dat er daadwerkelijk een blog is.. nja. Na een paar testjes het maar opgegeven. Wellicht dat het warme en benauwde weer invloed op de kwaliteit heeft.
Probeer het later nog wel een keer. Maar tot dusver kan ik niet zeggen dat ik tevreden ben
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
@Spike_wolf Ik zou even mailen/bellen met 123-3D. Ze zijn erg behulpzaam met helpen van tunen om het toch werkend te krijgen. En anders heel bereid de rol te ruilen/terug te nemen. Dat is i.i.g. mijn ervaring.
Koop al mijn ads!
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Thanks voor de tip. Ik kijk het even aan, maar dat is goed om te wetenRoom42 schreef op maandag 7 mei 2018 @ 22:45:
@Spike_wolf Ik zou even mailen/bellen met 123-3D. Ze zijn erg behulpzaam met helpen van tunen om het toch werkend te krijgen. En anders heel bereid de rol te ruilen/terug te nemen. Dat is i.i.g. mijn ervaring.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 08:07
Wow. So Amaze.
:strip_icc():strip_exif()/u/208430/3f5a00acf72df93528b6bb7cd0a4fd0c.jpeg?f=community)
Vreemd, ik vind juist dat spul van 123-3D heerlijk printen.Spike_wolf schreef op maandag 7 mei 2018 @ 22:40:
[...]
Nou, vanmiddag eens met een eerste rol van 123D zitten spelen, maar dat is een wereld van verschil vergeleken met Innofil. Als in Innofil print als een droom... dit spul verre van
Random infill dat niet blijft plakken, spontaan wat lijkt op een partieel clog, maar zonder dat er daadwerkelijk een blog is.. nja. Na een paar testjes het maar opgegeven. Wellicht dat het warme en benauwde weer invloed op de kwaliteit heeft.
Probeer het later nog wel een keer. Maar tot dusver kan ik niet zeggen dat ik tevreden ben
Welke temperatuur gebruik je? Kan zijn dat dit sterk afwijkt van Innofil
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Ik zit nu op 245º Dat lijkt het beste te werken. Aanbevolen is 220-250 en ik heb dan ook bij een simpele print tijdens het printen de temperatuur geleidelijk verhoogd om te zien waar hij het beste was, dat was 245, net als bij het Innofil PETG.Psycho_Mantis schreef op dinsdag 8 mei 2018 @ 08:53:
[...]
Vreemd, ik vind juist dat spul van 123-3D heerlijk printen.
Welke temperatuur gebruik je? Kan zijn dat dit sterk afwijkt van Innofil
Ik heb nu net nog wat tet prints gedaan en heb die gewoon strak in de gaten gehouden en ik heb het idee dat mijn problem in de snelheid zit.
Bottom layers zijn perfect, outside perimeters zijn perfect of prima, inside parameters zijn meh en infill is belabberd. Dus het lijkt er op dat hoe sneller hij print hoe belabberder.
PLA deed ik altijd op 50-60 en dan omlaag tot 60% voor outside. Innofill PETG op 45 en omlaag tot 60%.
Ik ben nu op 40 bezig, even kijken wat dat doet, eventueel nog lager om het effect te zien.
Wat zijn temps en snelheden waar je goede resultaten mee haalt?
Het valt me ook op dat dit materiaal veel aan de nozzle blijft plakken en daardoor hier en daar lelijke blobs achter laat.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 08:07
Wow. So Amaze.
Ah PETG, heb daar geen ervaring mee. Ik heb alleen PLA van het huismerk geprobeerd.Spike_wolf schreef op dinsdag 8 mei 2018 @ 09:29:
[...]
Ik zit nu op 245º Dat lijkt het beste te werken. Aanbevolen is 220-250 en ik heb dan ook bij een simpele print tijdens het printen de temperatuur geleidelijk verhoogd om te zien waar hij het beste was, dat was 245, net als bij het Innofil PETG.
Ik heb nu net nog wat tet prints gedaan en heb die gewoon strak in de gaten gehouden en ik heb het idee dat mijn problem in de snelheid zit.
Bottom layers zijn perfect, outside perimeters zijn perfect of prima, inside parameters zijn meh en infill is belabberd. Dus het lijkt er op dat hoe sneller hij print hoe belabberder.
PLA deed ik altijd op 50-60 en dan omlaag tot 60% voor outside. Innofill PETG op 45 en omlaag tot 60%.
Ik ben nu op 40 bezig, even kijken wat dat doet, eventueel nog lager om het effect te zien.
Wat zijn temps en snelheden waar je goede resultaten mee haalt?
Het valt me ook op dat dit materiaal veel aan de nozzle blijft plakken en daardoor hier en daar lelijke blobs achter laat.
Wil dat nog wel eens gaan proberen zodra ik klaar ben met mijn printer ombouwen naar de Prusa MK2
Maar PLA van hun gaat perfect op 200 graden en heatbed op 50 graden (eerste laag 60 graden)
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Zelf print ik PETG van 123-3d op 240, bed op 95 snelheid 30mm/sec. Als ik het bed op een lagere temperatuur instel dan krijg ik last van warping.Spike_wolf schreef op dinsdag 8 mei 2018 @ 09:29:
[...]
Ik zit nu op 245º Dat lijkt het beste te werken. Aanbevolen is 220-250 en ik heb dan ook bij een simpele print tijdens het printen de temperatuur geleidelijk verhoogd om te zien waar hij het beste was, dat was 245, net als bij het Innofil PETG.
Ik heb nu net nog wat tet prints gedaan en heb die gewoon strak in de gaten gehouden en ik heb het idee dat mijn problem in de snelheid zit.
Bottom layers zijn perfect, outside perimeters zijn perfect of prima, inside parameters zijn meh en infill is belabberd. Dus het lijkt er op dat hoe sneller hij print hoe belabberder.
PLA deed ik altijd op 50-60 en dan omlaag tot 60% voor outside. Innofill PETG op 45 en omlaag tot 60%.
Ik ben nu op 40 bezig, even kijken wat dat doet, eventueel nog lager om het effect te zien.
Wat zijn temps en snelheden waar je goede resultaten mee haalt?
Het valt me ook op dat dit materiaal veel aan de nozzle blijft plakken en daardoor hier en daar lelijke blobs achter laat.
PLA op 220 graden, bed op 70 snelheid op 60mm/sec
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
30mm/sec Ik denk inderdaad dat daar het probleem zit dan.vincent_1971 schreef op dinsdag 8 mei 2018 @ 09:49:
[...]
Zelf print ik PETG van 123-3d op 240, bed op 95 snelheid 30mm/sec. Als ik het bed op een lagere temperatuur instel dan krijg ik last van warping.
PLA op 220 graden, bed op 70 snelheid op 60mm/sec
Hij is nu op 40 bezig en dat is al een heel stuk beter dan net. Maar nog verre van perfect, zal hem nu eens op 30 doen.
Maar 30 is wel erg langzaam, denk dat het dan de meerprijs voor Innofil wel waard is als ik daarmee een paar uur per print bespaar
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
/u/36460/Pancrase_Hybrid_Wrestling_logo%252060x60.png?f=community)
Ik heb dezelfde ervaringen. Print ook met Innofil. Tis wel rete duur, maar hun PETG print net zo makkelijk als PLA. De REAL PETG van 123D daarentegen is 1 groot drama. Heel veel last van stringing en/of layer seperation.Spike_wolf schreef op maandag 7 mei 2018 @ 22:40:
[...]
Nou, vanmiddag eens met een eerste rol van 123D zitten spelen, maar dat is een wereld van verschil vergeleken met Innofil. Als in Innofil print als een droom... dit spul verre van
Random infill dat niet blijft plakken, spontaan wat lijkt op een partieel clog, maar zonder dat er daadwerkelijk een blog is.. nja. Na een paar testjes het maar opgegeven. Wellicht dat het warme en benauwde weer invloed op de kwaliteit heeft.
Probeer het later nog wel een keer. Maar tot dusver kan ik niet zeggen dat ik tevreden ben
Ik gebruik het nu vooral voor functionele objecten die er niet zo mooi hoeven uit te zien.
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
- jbhc
- Registratie: Juli 2007
- Laatst online: 01:25
Ik heb bij het PETG van 123-3d ook de part coolingfan uitstaan anders warpt het als de neten.
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Die 35mm.sec print is net klaar, heb ik heven helemaal laten uitlopen. Infill is lelijk, maar aanwezig, part is van buiten acceptabel, maar wint zeker geen schoonheidsprijs. Voor en part dat niet te veel abuse zal zien is hij functioneel, maar ik wordt er nog niet vrolijk van.ChojinZ schreef op dinsdag 8 mei 2018 @ 09:57:
Ik gebruik het nu vooral voor functionele objecten die er niet zo mooi hoeven uit te zien.
Hij is hetzelfde nu op 30mm/sec aan het doen. Ik verwacht dat die er dan een stuk beter uit ziet.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 08:27
sinds 2001
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
Hier met de zwarte REAL PETG niet zoveel problemen eigenlijk. Als je sneller wilt dan moet de temp wat omhoog. Ik print op 230/90 graden met 100mm/s (lig de slicer setting, hij zal iets trager printen dan dat).
Alleen af en toe gedoe met hechting van de eerste layer, maar komt door de PINDA probe van de MK2s, die heeft last van temperatuurinvloed op de Z-hoogte meting. Hopelijk komt mn 2.5 upgrade kit (met verbeterde probe) snel
Alleen af en toe gedoe met hechting van de eerste layer, maar komt door de PINDA probe van de MK2s, die heeft last van temperatuurinvloed op de Z-hoogte meting. Hopelijk komt mn 2.5 upgrade kit (met verbeterde probe) snel
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Verhoog je bed temperatuur eens...als ik het bed op 70 zet heb ik last van warping..zet ik die op 95 geen probleem. Heb zelf de part cooling fan aanstaan. Maar zal eens kijken als ik die lager zet of de hechting tussen de lagen beter wordt.jbhc schreef op dinsdag 8 mei 2018 @ 10:01:
Ik heb bij het PETG van 123-3d ook de part coolingfan uitstaan anders warpt het als de neten.
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Nou, de infill is nog steeds erg lelijk, maar wel structureel stevig. Ook de buitenkant is nog niet om over naar huis te schrijven maar de print is functioneel prima.
Met wat tweaken van temps en snelheid zal hier wel wat uit komen dat er goed uit ziet. Maar ik kan niet zeggen dat ik vrolijk wordt van die 30mm/sec printsnelheid
Ik maak de rol wel op, maar bestel gewoon weer Innofil PETG, want ik heb geen zin om prints van 9 uur met nog eens 3-4 uur te gaan verlengen.

Met wat tweaken van temps en snelheid zal hier wel wat uit komen dat er goed uit ziet. Maar ik kan niet zeggen dat ik vrolijk wordt van die 30mm/sec printsnelheid
Ik maak de rol wel op, maar bestel gewoon weer Innofil PETG, want ik heb geen zin om prints van 9 uur met nog eens 3-4 uur te gaan verlengen.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 08:27
sinds 2001
@Spike_wolf Volgens mij printen we dezelfde parts  Beetje stringing, maar voor de rest geen issues (REAL PETG):
Beetje stringing, maar voor de rest geen issues (REAL PETG):

- MsG
- Registratie: November 2007
- Laatst online: 22:32
Forumzwerver
Sinds kort ben ik bekende gebouwen die ik en een vriend jaren geleden gemaakt hebben in Sketchup eens in de 3D printer te gooien. Het vergt nog best wat handwerk, want wat wisten wij nou van normals toen, en vertices sluiten ook niet altijd goed aan. De Korenbeurs had ik zo zonder aanpassingen klaar, maar daarna lukte dat truukje me niet zomaar meer. Ook Meshmixer doet weinig automatisch en handwerk had ik nou net geen zin in.
Iemand uit de printergroepen kwam met deze Microsoft tool: https://tools3d.azurewebsites.net/ die cloud based blijkbaar automatisch een model repareert. En warempel, na de upload kwam het bestand er voor mij in 1 keer goed uit.
Wie herkent ze?
(Deze had ik eerder met weinig handwerk redelijk kunnen printen)



Deze kreeg ik alleen met handwerk goed, daar had ik toen geen zin in. Maar met dat Microsoft tooltje ging het in 1 x perfect. Wel nog een onverklaarbare layershift, was er niet bij tijdens het printen dus maar even kijken of dit nog een keer over kan.
Iemand uit de printergroepen kwam met deze Microsoft tool: https://tools3d.azurewebsites.net/ die cloud based blijkbaar automatisch een model repareert. En warempel, na de upload kwam het bestand er voor mij in 1 keer goed uit.
Wie herkent ze?
(Deze had ik eerder met weinig handwerk redelijk kunnen printen)
Deze kreeg ik alleen met handwerk goed, daar had ik toen geen zin in. Maar met dat Microsoft tooltje ging het in 1 x perfect. Wel nog een onverklaarbare layershift, was er niet bij tijdens het printen dus maar even kijken of dit nog een keer over kan.
[ Voor 5% gewijzigd door MsG op 08-05-2018 13:18 ]
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Daar lijkt het wel op jaCyBeRSPiN schreef op dinsdag 8 mei 2018 @ 12:59:
@Spike_wolf Volgens mij printen we dezelfde parts
[afbeelding]
Die prints zien er wel netjes uit.
Welke snelheid/temp doe jij met REAL PETG?
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 08:27
sinds 2001
@Spike_wolf Met een Prusa MK2s:
230 graden, bed 90 graden.
Ik gebruik de 0.20mm 100mm/s Lineair Advance profile van Slic3r PE (met alleen infill % en type aangepast zoals aangeraden: 20% en 'grid').
Moet wel zeggen dat het vrij 'runny' is en het oppassen geblazen is net voor de eerste layer. Pak vaak met een pincet nog even de laatste restjes uit de hot-end voordat ie begint.
Heb verder geen vergelijking met ander PETG filament, geen idee of REAL hier anders mee is.
230 graden, bed 90 graden.
Ik gebruik de 0.20mm 100mm/s Lineair Advance profile van Slic3r PE (met alleen infill % en type aangepast zoals aangeraden: 20% en 'grid').
Moet wel zeggen dat het vrij 'runny' is en het oppassen geblazen is net voor de eerste layer. Pak vaak met een pincet nog even de laatste restjes uit de hot-end voordat ie begint.
Heb verder geen vergelijking met ander PETG filament, geen idee of REAL hier anders mee is.
[ Voor 41% gewijzigd door CyBeRSPiN op 08-05-2018 17:29 ]
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
Ziet er zeker netjes uit! en bedankt voor de settings.CyBeRSPiN schreef op dinsdag 8 mei 2018 @ 17:21:
@Spike_wolf Met een Prusa MK2s:
230 graden, bed 90 graden.
Ik gebruik de 0.20mm 100mm/s Lineair Advance profile van Slic3r PE (met alleen infill % en type aangepast zoals aangeraden: 20% en 'grid').
Moet wel zeggen dat het vrij 'runny' is en het oppassen geblazen is net voor de eerste layer. Pak vaak met een pincet nog even de laatste restjes uit de hot-end voordat ie begint.
Heb verder geen vergelijking met ander PETG filament, geen idee of REAL hier anders mee is.
Waar ik heel erg tegen aanloop is zijn de ophoping op de nozzle. Na 10 minuten zit deze al onder. Als ik de nozzle hoger zet, verdwijnt dit maar heb ik weer hele slechte hechting....
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
Dat met een pincet doe ik ook altijd. (Zelfs als ik met duurdere printers van anderen werk) Vaak is het niet echt een probleem, maar het geeft mij toch altijd een beter gevoel. Ik heb het namelijk wel eens gehad dat ik aan het klooien was en dat door oozing een lelijke streep kreeg op mijn eerste layer. Dus nu probeer ik het ook altijd weg te tikken/pakken met een pincet of schroevendraaier. En soms haal ik zelfs heel de brim weg als deze al een beetje los zit. Anders heb je weer kans dat deze later aan je hotend gaat plakken.CyBeRSPiN schreef op dinsdag 8 mei 2018 @ 17:21:
@Spike_wolf Met een Prusa MK2s:
230 graden, bed 90 graden.
Ik gebruik de 0.20mm 100mm/s Lineair Advance profile van Slic3r PE (met alleen infill % en type aangepast zoals aangeraden: 20% en 'grid').
Moet wel zeggen dat het vrij 'runny' is en het oppassen geblazen is net voor de eerste layer. Pak vaak met een pincet nog even de laatste restjes uit de hot-end voordat ie begint.
Heb verder geen vergelijking met ander PETG filament, geen idee of REAL hier anders mee is.
Ik heb heel veel met Real PETG geprint. In het begin wilde ik niks anders, maar op een gegeven moment had ik twee rollen waar ik ook niet mooi mee kon printen. (Kon ik eventueel wel terugsturen) Maar die heb ik toen ook maar opgemaakt. Heb hier nog wel een nieuwere rol liggen die prima is, maar ik gebruik nu voornamelijk petg van een ander merk.Spike_wolf schreef op dinsdag 8 mei 2018 @ 12:37:
Nou, de infill is nog steeds erg lelijk, maar wel structureel stevig. Ook de buitenkant is nog niet om over naar huis te schrijven maar de print is functioneel prima.
Met wat tweaken van temps en snelheid zal hier wel wat uit komen dat er goed uit ziet. Maar ik kan niet zeggen dat ik vrolijk wordt van die 30mm/sec printsnelheid
Ik maak de rol wel op, maar bestel gewoon weer Innofil PETG, want ik heb geen zin om prints van 9 uur met nog eens 3-4 uur te gaan verlengen.
[afbeelding]
Echter is jouw probleem natuurlijk wel erg extreem.
Je kan zo'n e3d siliconen cover gebruiken of gewoon wat kapton tape op je hotend plakken. Dat scheelt al heel veel. (Of je snelheid gewoon verhogen. Scheelt serieus veel ophoping als je printer het aankan.ChojinZ schreef op dinsdag 8 mei 2018 @ 17:46:
[...]
Ziet er zeker netjes uit! en bedankt voor de settings.
Waar ik heel erg tegen aanloop is zijn de ophoping op de nozzle. Na 10 minuten zit deze al onder. Als ik de nozzle hoger zet, verdwijnt dit maar heb ik weer hele slechte hechting....
[ Voor 10% gewijzigd door zynex op 08-05-2018 19:20 ]
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Dat zal het probleem niet zijn, extrusion multiplier heb ik ook niet echt wat aan veranderd. Deze kwam er net met 30 mm/sec uit:zynex schreef op dinsdag 8 mei 2018 @ 19:18:
[...]
Echter is jouw probleem natuurlijk wel erg extreem.Lijkt wel of je heel erg overextrude. Ik heb ooit een keer mijn nozzle vervangen en toen zag het er bij mij ook zo uit, maar dat kwam doordat ik 0.4mm in de slice had staan, terwijl ik de verkeerde nozzle van 0.5mm had gepakt. Dus heb je wel de juiste nozzle/overextrude je niet heel erg?

Nja, dat kan er best mee door zeg maar
Maargoed, belachelijk traag en niet te doen voor prints die dan gewoon belachelijk lang duren voor wat je er voor terug krijgt.
Zal nog wat blijven spelen en hier en daar wat tweaken, de rol opmaken gaat zo wel lukken, maar als ik het niet voor elkaar krijg om dat tempo omhoog te schroeven heeft dit merk bij mij geen toekomst
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
tx! ga ik eens proberen!zynex schreef op dinsdag 8 mei 2018 @ 19:18:
[...]
Je kan zo'n e3d siliconen cover gebruiken of gewoon wat kapton tape op je hotend plakken. Dat scheelt al heel veel. (Of je snelheid gewoon verhogen. Scheelt serieus veel ophoping als je printer het aankan.
Mijn stukken zien er min of meer hetzelfde uit. En ik heb het ook met wit. Wat is het badge nummer van de rol?Spike_wolf schreef op dinsdag 8 mei 2018 @ 19:31:
[...]
Dat zal het probleem niet zijn, extrusion multiplier heb ik ook niet echt wat aan veranderd. Deze kwam er net met 30 mm/sec uit:
[afbeelding]
Nja, dat kan er best mee door zeg maar
Maargoed, belachelijk traag en niet te doen voor prints die dan gewoon belachelijk lang duren voor wat je er voor terug krijgt.
Zal nog wat blijven spelen en hier en daar wat tweaken, de rol opmaken gaat zo wel lukken, maar als ik het niet voor elkaar krijg om dat tempo omhoog te schroeven heeft dit merk bij mij geen toekomst
De mijne heeft 03-B-0021.
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
En heb je ze ooit opgemeten met een digitale schuifmaat? Ik zou daarbij namelijk nou ook niet echt zeggen dat ik de wall consistent vind. En je ziet ook een kleine ophoping op de toplayer en bij je gaten. Ik kan het natuurlijk totaal mis hebben, maar ik ben stiekem wel nieuwsgierig wat er zou gebeuren als je een 20x20 kubus print op lage snelheid en deze opmeet.Spike_wolf schreef op dinsdag 8 mei 2018 @ 19:31:
[...]
Dat zal het probleem niet zijn, extrusion multiplier heb ik ook niet echt wat aan veranderd. Deze kwam er net met 30 mm/sec uit:
[afbeelding]
Nja, dat kan er best mee door zeg maar
Maargoed, belachelijk traag en niet te doen voor prints die dan gewoon belachelijk lang duren voor wat je er voor terug krijgt.
Zal nog wat blijven spelen en hier en daar wat tweaken, de rol opmaken gaat zo wel lukken, maar als ik het niet voor elkaar krijg om dat tempo omhoog te schroeven heeft dit merk bij mij geen toekomst
(Je kan dan ook het filament opmeten)
Ik geloof persoonlijk niet dat zo'n extreem verschil enkel aan het filament ligt. Maarja, dat is natuurlijk makkelijk praten hier zo achter mijn bureau.
edit: ik heb hier wit real petg met batch nummer 03-C-0008 en dat is 1 van de fijnste rollen Real die ik heb gehad. (Ik had met de nieuwe zwarte rollen aanzienlijk meer problemen.)
[ Voor 6% gewijzigd door zynex op 08-05-2018 20:13 ]
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Het is batch 15783227. Maar dus het Jupiter filament. Niet REAL.ChojinZ schreef op dinsdag 8 mei 2018 @ 19:43:
[...]
Mijn stukken zien er min of meer hetzelfde uit. En ik heb het ook met wit. Wat is het badge nummer van de rol?
De mijne heeft 03-B-0021.
Als ik deze print opmeet zit hij nagenoeg exact aan de maten die hij zou moeten hebben. 0,05mm verschil. Geen idee of de schuifmaat niet precies genoeg is of dat dat in de print zit, maar hij lijkt me prima in ordezynex schreef op dinsdag 8 mei 2018 @ 20:12:
[...]
En heb je ze ooit opgemeten met een digitale schuifmaat? Ik zou daarbij namelijk nou ook niet echt zeggen dat ik de wall consistent vind. En je ziet ook een kleine ophoping op de toplayer en bij je gaten. Ik kan het natuurlijk totaal mis hebben, maar ik ben stiekem wel nieuwsgierig wat er zou gebeuren als je een 20x20 kubus print op lage snelheid en deze opmeet.
(Je kan dan ook het filament opmeten)
Ik geloof persoonlijk niet dat zo'n extreem verschil enkel aan het filament ligt. Maarja, dat is natuurlijk makkelijk praten hier zo achter mijn bureau.
edit: ik heb hier wit real petg met batch nummer 03-C-0008 en dat is 1 van de fijnste rollen Real die ik heb gehad. (Ik had met de nieuwe zwarte rollen aanzienlijk meer problemen.)
Opzich kan er belachelijk veel verschil in filament zitten, ik heb met PLA ook wat rollen weg gemieterd omdat die gewoon echt niet wilde printen. Of dat dan aan het merk ligt of een specifieke batch, een rol die niet goed afgesloten geweest is en dus te vochtig geworden is, geen idee. Maar het ene merk print nou eenmaal lekkerder dan het andere, en ook onderling kan er in dat merk nog wel verschil zitten naar mijn ervaring.
Deze print heeft wat last van ringing/ghosting aan de Y as. Kan eens naar die belt kijken, maar qua afmetingen is die print perfect.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
Dat is inderdaad prima. Dat is het dus niet. Maar pla is voor de duidelijkheid ook wel iets heel anders dan petg. Bij pla kan er veel verschil inzitten, maar bij petg valt dat reuze mee. Het is een heel simpel materiaal dat al jaren wordt gebruikt in de industrie. Er zijn maar weinig filament bedrijven die petg zelf produceren. De pellets worden ingekocht bij een handjevol grote fabrikanten. Het voornaamste verschil zit meestal in het leveren van een consistente diameter en de kleuren (wat weer invloed heeft op de temperatuur.)Spike_wolf schreef op dinsdag 8 mei 2018 @ 20:32:
[...]
Het is batch 15783227. Maar dus het Jupiter filament. Niet REAL.
[...]
Als ik deze print opmeet zit hij nagenoeg exact aan de maten die hij zou moeten hebben. 0,05mm verschil. Geen idee of de schuifmaat niet precies genoeg is of dat dat in de print zit, maar hij lijkt me prima in orde
Opzich kan er belachelijk veel verschil in filament zitten, ik heb met PLA ook wat rollen weg gemieterd omdat die gewoon echt niet wilde printen. Of dat dan aan het merk ligt of een specifieke batch, een rol die niet goed afgesloten geweest is en dus te vochtig geworden is, geen idee. Maar het ene merk print nou eenmaal lekkerder dan het andere, en ook onderling kan er in dat merk nog wel verschil zitten naar mijn ervaring.
Deze print heeft wat last van ringing/ghosting aan de Y as. Kan eens naar die belt kijken, maar qua afmetingen is die print perfect.
[ Voor 4% gewijzigd door zynex op 08-05-2018 20:37 ]
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Is het niet zo dat PETG juist heel nieuw is en wel veel variatie kent? PET is nagenoeg overal gelijk ken gebruiken we al tijden. Voor zover ik weet is de G in die afkorting nieuw en specifiek voor printing en doen verschillende fabrikanten daar juist hun eigen ding mee.zynex schreef op dinsdag 8 mei 2018 @ 20:36:
[...]
Dat is inderdaad prima. Dat is het dus niet. Maar pla is voor de duidelijkheid ook wel iets heel anders dan petg. Bij pla kan er veel verschil inzitten, maar bij petg valt dat reuze mee. Het is een heel simpel materiaal dat al jaren wordt gebruikt in de industrie. Er zijn maar weinig filament bedrijven die petg zelf produceren. De pellets worden ingekocht bij een handjevol grote fabrikanten. Het voornaamste verschil zit meestal in het leveren van een consistente diameter en de kleuren (wat weer invloed heeft op de temperatuur.)
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
Het is niet mijn vakgebied, maar PETG is sowieso niet nieuw. Het wordt al heel lang in de industrie gebruikt om grote transparante platen te maken. En ik heb ook gelezen dat het gebruikt wordt voor verpakkingsmateriaal en voornamelijk injection molding. Als ik even snel naar academische artikelen kijk, zie het al veel voorbij komen in 1989. Dat het speciaal geproduceerd is voor 3d printing lijkt me dus niet zeer aannemelijk. Maar nogmaals, het is niet mijn vakgebied helaas.Spike_wolf schreef op dinsdag 8 mei 2018 @ 20:48:
[...]
Is het niet zo dat PETG juist heel nieuw is en wel veel variatie kent? PET is nagenoeg overal gelijk ken gebruiken we al tijden. Voor zover ik weet is de G in die afkorting nieuw en specifiek voor printing en doen verschillende fabrikanten daar juist hun eigen ding mee.
Ik heb me laten vertellen dat PETG in eerste instantie gebruikt werd, omdat het een lagere smelttemperatuur zou hebben dan PET. (al kun je nu ook volledig gerecycled PET filament kopen dat ongeveer dezelfde temperatuur nodig heeft. Dus in hoeverre dit klopt weet ik niet.) PETG heeft volgens mij ook het voordeel dat het gemakkelijk gekleurd kan worden. (En het is natuurlijk transparanter.)
Het zou leuk zijn als fabrikanten wat minder geheimzinnig zouden zijn over hun productieproces. Ik heb een keer gesproken met de maker van reflow filament in Amsterdam en zij vertelden mij dat heel veel filamenten dezelfde toeleveranciers hadden. (Zij doen alleen gerecycled PET, maar zijn wel bekend met de industrie). ABS zou schijnbaar een ander verhaal zijn, omdat fabrikanten daarbij wel heel veel verschillende varianten gebruiken. Daarom zul je ook niet snel gerecycled ABS filament zien aangezien dat dus lastig is om samen te voegen.
[ Voor 17% gewijzigd door zynex op 08-05-2018 21:28 ]
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 08:27
sinds 2001
Zal je net zien.. nu lukt het me ineens niet meer om een print goed te starten met PETG.. het hecht niet of de nozzle krijgt een blob die de boel vrij snel verpest.. grmbl!
Poging 10 nu al..
Poging 10 nu al..
[ Voor 5% gewijzigd door CyBeRSPiN op 08-05-2018 21:47 ]
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Weet niet waarop je het print. Maar zelf print het op glas van 4mm. Maak het glas vooraf schoon met 70% alcohol oplossing ( kruidvat ) en stook het bed daarna op tot 90 C. Calibreer de hoeken en daarna de bekende 16 punten van Marlin. Daarna nozzle tot 240.CyBeRSPiN schreef op dinsdag 8 mei 2018 @ 21:46:
Zal je net zien.. nu lukt het me ineens niet meer om een print goed te starten met PETG.. het hecht niet of de nozzle krijgt een blob die de boel vrij snel verpest.. grmbl!
Poging 10 nu al..
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 08:27
sinds 2001
PEI van de MK2 (glas kan niet ivm speciale probe), vooraf schoongemaakt met glasreiniger. Dat werkte tot nu toe prima. Maar nu ineens drama, heb het op moeten geven voor vandaag, te frustrerend..
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 08:07
Wow. So Amaze.
Is iedereen een Prusa Mk2 aan het printen?CyBeRSPiN schreef op dinsdag 8 mei 2018 @ 12:59:
@Spike_wolf Volgens mij printen we dezelfde parts
[afbeelding]
Heb toevallig hetzelfde geprint, wel in oranje zoals de echte prusa i3 mk2
@watercoolertje Sorry, je onderdelen worden uitgefaseerd na 2 jaar trouwe dienst
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 08:27
sinds 2001
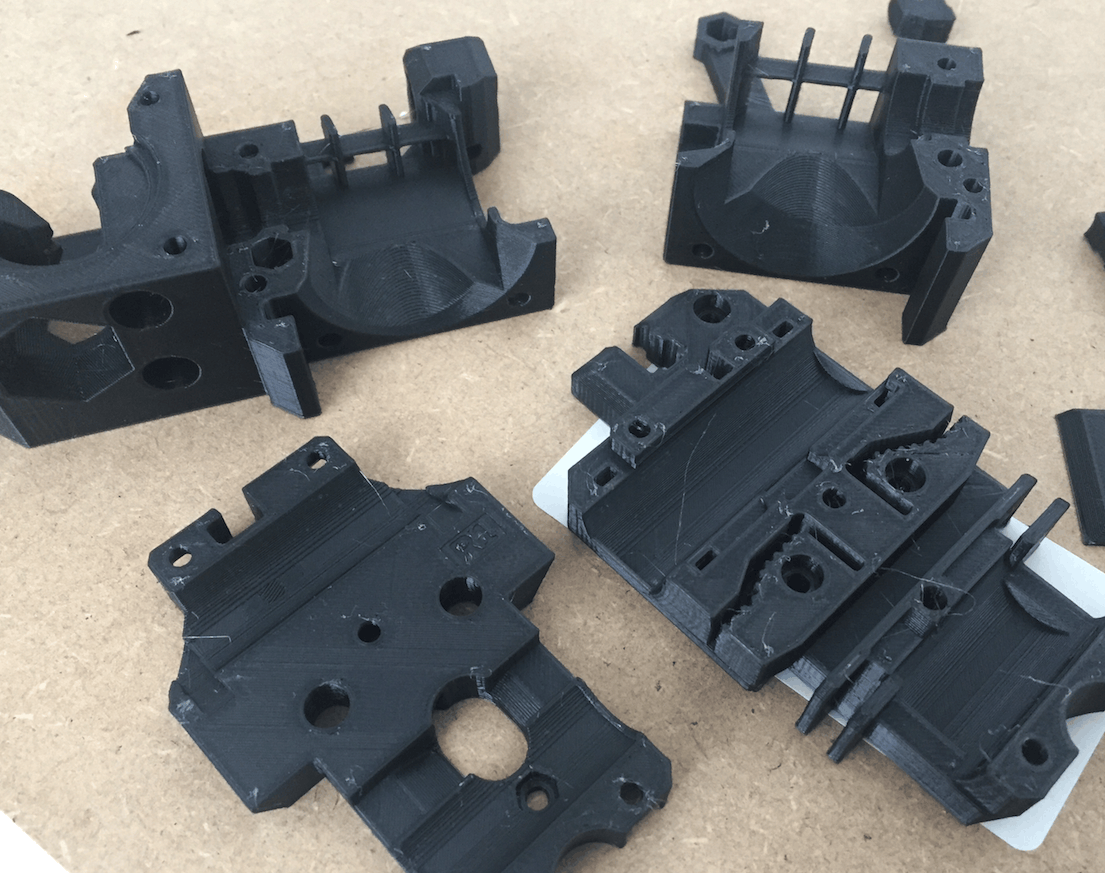
@Psycho_Mantis Ik ben de parts voor de 2.5 upgrade voor mn Original Prusa MK2s aan het printen. Die zijn net iets anders (Pinda2 probe, Noctua fan, filament sensor, Bondtech extruder)
Inmiddels lijkt het nu ineens goed te gaan, heb dit maal met spiritus schoongemaakt (bij gebrek aan pure alcohol) en het hecht ineens prima. Nu hopen dat het straks nog goed los komt van de PEI, want al veel horrorverhalen gelezen over PETG die samensmelt met de PEI laag.
De Pinda probe was dit keer ook helemaal afgekoeld, dus dat zal ook zn invloed hebben gehad op de hoogte tov het bed. Lijkt erop dat het opstropen rond de nozzle puur te wijten was aan slechte hechting op het bed.
Resultaat was uiteindelijk perfect!
@Spike_wolf @ChojinZ voor mij was spiritus als schoonmaakmiddel de oplossing (op PEI), hecht ineens geweldig (wel voorzichtig met spatel los moeten halen, want zat echt goed vast).
Geen enkel issue meer met zooi rondom de nozzle en wederom een strakke print.
Denk dat veelvuldig gebruik van glassex heeft geleid tot een minder goed oppervlak voor PETG, met PLA nooit problemen gehad.
"iso propyl alcohol" wordt overigens aangeraden boven spiritus, omdat dat puur is.
Inmiddels lijkt het nu ineens goed te gaan, heb dit maal met spiritus schoongemaakt (bij gebrek aan pure alcohol) en het hecht ineens prima. Nu hopen dat het straks nog goed los komt van de PEI, want al veel horrorverhalen gelezen over PETG die samensmelt met de PEI laag.
De Pinda probe was dit keer ook helemaal afgekoeld, dus dat zal ook zn invloed hebben gehad op de hoogte tov het bed. Lijkt erop dat het opstropen rond de nozzle puur te wijten was aan slechte hechting op het bed.
Resultaat was uiteindelijk perfect!
@Spike_wolf @ChojinZ voor mij was spiritus als schoonmaakmiddel de oplossing (op PEI), hecht ineens geweldig (wel voorzichtig met spatel los moeten halen, want zat echt goed vast).
Geen enkel issue meer met zooi rondom de nozzle en wederom een strakke print.
Denk dat veelvuldig gebruik van glassex heeft geleid tot een minder goed oppervlak voor PETG, met PLA nooit problemen gehad.
"iso propyl alcohol" wordt overigens aangeraden boven spiritus, omdat dat puur is.
[ Voor 92% gewijzigd door CyBeRSPiN op 09-05-2018 16:58 ]
:strip_icc():strip_exif()/u/24564/MJ01.jpg?f=community)
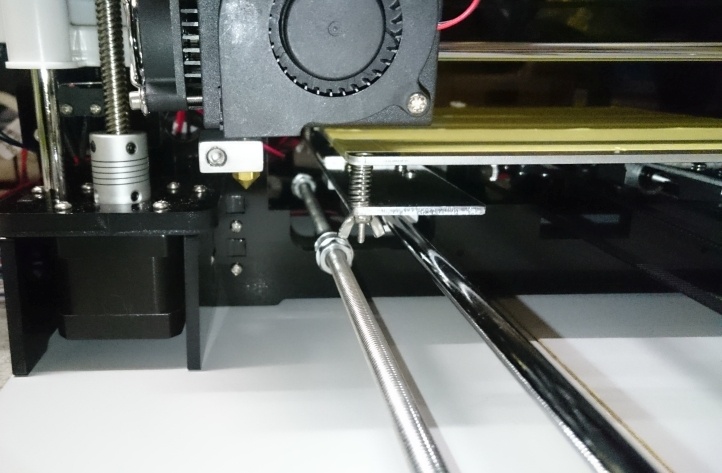
Heb al een tijdje een Anet A8 hier geassembleerd staan, maar heb geen idee hoe ik verder moet. Het homen lukt opzich wel, maar de nozzle staat nadat ie klaar is wel echt náást het bed.
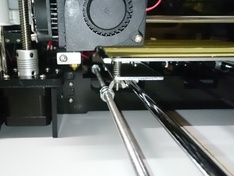
Als ik iets wil gaan printen dan komt de nozzle dus tegen het bed aan nu.
Iets zegt me dat ik dit softwarematig moet configureren en daar loop ik vast. Ik heb Marlin 1.1.8 erop geflashed en via dit filmpje een aantal dingen aangepast. Maar verder dan autohomen kom ik niet. Na het homen staat er op het display X -33 | Y -10 | Z 0
Hoe en waar wijzig ik deze waardes? In Marlin neem ik aan? Heb het gevoel dat ik aardig in de buurt zit. Kan iemand mij in de goede richting duwen aub. Dank.
Als ik iets wil gaan printen dan komt de nozzle dus tegen het bed aan nu.
Iets zegt me dat ik dit softwarematig moet configureren en daar loop ik vast. Ik heb Marlin 1.1.8 erop geflashed en via dit filmpje een aantal dingen aangepast. Maar verder dan autohomen kom ik niet. Na het homen staat er op het display X -33 | Y -10 | Z 0
Hoe en waar wijzig ik deze waardes? In Marlin neem ik aan? Heb het gevoel dat ik aardig in de buurt zit. Kan iemand mij in de goede richting duwen aub. Dank.
Top 4 Anti-Stress regels:
1) Doe zo weinig mogelijk of laat het anderen doen.
2) Als je plots zin hebt om te werken, ga dan zitten en wacht tot het over gaat.
3) Als je iemand ziet rusten...help hem!!
4) Doe vandaag niet wat morgen kan.
- absrnd
- Registratie: Augustus 2005
- Laatst online: 01:01
:strip_icc():strip_exif()/u/153335/crop57344014408d9.jpeg?f=community)
Ik ken de A8 niet, maar het lijkt alsof je, je eindstops moet verplaatsen ?Scipionyx schreef op donderdag 10 mei 2018 @ 22:08:
Heb al een tijdje een Anet A8 hier geassembleerd staan, maar heb geen idee hoe ik verder moet. Het homen lukt opzich wel, maar de nozzle staat nadat ie klaar is wel echt náást het bed.
[afbeelding]
Als ik iets wil gaan printen dan komt de nozzle dus tegen het bed aan nu.
Iets zegt me dat ik dit softwarematig moet configureren en daar loop ik vast. Ik heb Marlin 1.1.8 erop geflashed en via dit filmpje een aantal dingen aangepast. Maar verder dan autohomen kom ik niet. Na het homen staat er op het display X -33 | Y -10 | Z 0
Hoe en waar wijzig ik deze waardes? In Marlin neem ik aan? Heb het gevoel dat ik aardig in de buurt zit. Kan iemand mij in de goede richting duwen aub. Dank.
@Scipionyx Wat @absrnd zegt zou ook mijn eerste gedachte zijn Plaats de stops dus zo dat ie precies boven het bed stopt. Of zet de juiste (enorme) offsets in de software, zodat ie zich aanpast aan de stops.
Maar ik denk dat je je even in de handleiding moet verdiepen, want je bent best wel niet de enige met zo'n printer
Ik denk dat je vooral je Z-stop te laag hebt zitten. De positie van X en Y worden namelijk wel goed weergegeven in je display.
Maar ik denk dat je je even in de handleiding moet verdiepen, want je bent best wel niet de enige met zo'n printer
edit:
@Scipionyx check deze video: YouTube: Anet A8 Checking End StopsIk denk dat je vooral je Z-stop te laag hebt zitten. De positie van X en Y worden namelijk wel goed weergegeven in je display.
[ Voor 27% gewijzigd door Room42 op 10-05-2018 22:37 ]
Koop al mijn ads!
Heb je niet gewoon nog nooit Z gehomed? Zo'n A8 heeft toch gewoon een Z probe? Zet via het scherm je nozzle een heel stuk omhoog (draai desnoods de nozzle met je assen omhoog. Wel zorgen dat ze exact gelijk staan natuurlijk) En begin dan met printen. Er wordt dan als het goed is eerst x en y gehomed. Dan gaat de nozzle (veels te hoog) naar het midden van je bed en gaat hij naar beneden totdat je probe zegt dat het goed is. (z offset moet je dan natuurlijk nog wel kalibreren).Scipionyx schreef op donderdag 10 mei 2018 @ 22:08:
Heb al een tijdje een Anet A8 hier geassembleerd staan, maar heb geen idee hoe ik verder moet. Het homen lukt opzich wel, maar de nozzle staat nadat ie klaar is wel echt náást het bed.
[afbeelding]
Als ik iets wil gaan printen dan komt de nozzle dus tegen het bed aan nu.
Iets zegt me dat ik dit softwarematig moet configureren en daar loop ik vast. Ik heb Marlin 1.1.8 erop geflashed en via dit filmpje een aantal dingen aangepast. Maar verder dan autohomen kom ik niet. Na het homen staat er op het display X -33 | Y -10 | Z 0
Hoe en waar wijzig ik deze waardes? In Marlin neem ik aan? Heb het gevoel dat ik aardig in de buurt zit. Kan iemand mij in de goede richting duwen aub. Dank.
edit: wacht ik lees het verkeerd. Je homed dus x en y en daarna gaat je nozzle naast het bed omlaag? Of hoe moet ik dat voor me zien? In de huidige positie kun je natuurlijk sowieso niet je y axis homen. Mocht dit het geval zijn, dan heb je simpelweg de coordinaten in je printer verkeerd staan. Dit lijkt me echter sterk wanneer je een standaard firmware gebruik die gemaakt is voor de A8. (Je moet dus niet een willekeurige firmware pakken he...Wel eentje die gemaakt is voor een A8 of dat zelf doen, maar dan zou ik me iets meer inlezen.
[ Voor 4% gewijzigd door zynex op 10-05-2018 22:40 ]
Dat is een goede idd. Ga ik als eerste doen!absrnd schreef op donderdag 10 mei 2018 @ 22:13:
[...]
Ik ken de A8 niet, maar het lijkt alsof je, je eindstops moet verplaatsen ?
Heb je zelf ook zo'n Anet A8 met handleiding? Dan weet je hoe karig die isRoom42 schreef op donderdag 10 mei 2018 @ 22:22:
[..]
Maar ik denk dat je je even in de handleiding moet verdiepen, want je bent best wel niet de enige met zo'n printer
edit:@Scipionyx check deze video: YouTube: Anet A8 Checking End Stops
Ik denk dat je vooral je Z-stop te laag hebt zitten. De positie van X en Y worden namelijk wel goed weergegeven in je display.
Het komt erop neer dat wanneer je de printer in elkaar hebt.... succes ermee! Staat niets vermeld over hoe je verder moet.
Bedankt voor 't filmpje. Ga ik checken.
Nee, zit standaard geen probe bij.zynex schreef op donderdag 10 mei 2018 @ 22:39:
[...]
edit: wacht ik lees het verkeerd. Je homed dus x en y en daarna gaat je nozzle naast het bed omlaag? Of hoe moet ik dat voor me zien? In de huidige positie kun je natuurlijk sowieso niet je y axis homen. Mocht dit het geval zijn, dan heb je simpelweg de coordinaten in je printer verkeerd staan. Dit lijkt me echter sterk wanneer je een standaard firmware gebruik die gemaakt is voor de A8. (Je moet dus niet een willekeurige firmware pakken he...Wel eentje die gemaakt is voor een A8 of dat zelf doen, maar dan zou ik me iets meer inlezen.
En idd, bij "auto home" homed ie dus eerst X en Y en dan bij de Z gaat ie dus veel te laag naar beneden. Maar dat heb ik nu opgelost door de Z-stop omhoog te verplaatsen.
Ik heb de Marlin firmware gepakt omdat die vrij populair is. En er zijn ook voorbeeld-configs voor (oa) de Anet A8.
Volgende stap is bed-leveling en dan maar printen... hoop ik.
Top 4 Anti-Stress regels:
1) Doe zo weinig mogelijk of laat het anderen doen.
2) Als je plots zin hebt om te werken, ga dan zitten en wacht tot het over gaat.
3) Als je iemand ziet rusten...help hem!!
4) Doe vandaag niet wat morgen kan.
Nee, geen idee.Scipionyx schreef op donderdag 10 mei 2018 @ 22:47:
Heb je zelf ook zo'n Anet A8 met handleiding? Dan weet je hoe karig die is
@Scipionyx Deze (YouTube: 3D Printer Instruction--The Newest Anet 3D Printer A8 Assembly Video 1 begint al goed. Vanaf 27:29 wordt de Z-axis limiter geplaatst.
En zie de hele playlist vol potentieel nuttige info: Mix - 3D Printer Instruction--The Newest Anet 3D

@Scipionyx Dit is de video die je nodig hebt, vanaf step 2
YouTube: 3D Printer Instruction--Anet 3D Printer A8 Debugging Video
[ Voor 49% gewijzigd door Room42 op 10-05-2018 23:04 ]
Koop al mijn ads!
Bedankt voor de moeite, ik had even snel de Z-stop al wat hoger gezet na de reactie van absrnd. Had helemaal niet meer aan de Z-stop gedacht.
Volgende keer maar verder met die debugging videos, zie bij het ff doorbladeren nuttige info over bed-leveling e.d...
Volgende keer maar verder met die debugging videos, zie bij het ff doorbladeren nuttige info over bed-leveling e.d...
Top 4 Anti-Stress regels:
1) Doe zo weinig mogelijk of laat het anderen doen.
2) Als je plots zin hebt om te werken, ga dan zitten en wacht tot het over gaat.
3) Als je iemand ziet rusten...help hem!!
4) Doe vandaag niet wat morgen kan.
- polthemol
- Registratie: Maart 2006
- Laatst online: 22-05 12:28
Moderator General Chat
:strip_icc():strip_exif()/u/170876/crop60feac2476182_cropped.jpg?f=community)
als ik de hoeveelheid ghosting zie in je print en dat je tegen 30mm/s print? Ik zou je printer zelf eens gaan controleren je settingsSpike_wolf schreef op dinsdag 8 mei 2018 @ 19:31:
[...]
Dat zal het probleem niet zijn, extrusion multiplier heb ik ook niet echt wat aan veranderd. Deze kwam er net met 30 mm/sec uit:
[afbeelding]
Nja, dat kan er best mee door zeg maar
Maargoed, belachelijk traag en niet te doen voor prints die dan gewoon belachelijk lang duren voor wat je er voor terug krijgt.
Zal nog wat blijven spelen en hier en daar wat tweaken, de rol opmaken gaat zo wel lukken, maar als ik het niet voor elkaar krijg om dat tempo omhoog te schroeven heeft dit merk bij mij geen toekomst
(ik gebruik hier vooral 123-brand petg en momenteel een 2.5kg rol van een of ander pools merk, maar heb zelfs aan de settings nites hoeven aan te passen).
Nunc purus risus, volutpat sagittis, lobortis at, dignissim sed, sapien
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
Het oozing is al een stuk minder geworden
Maar nu blijft de filament plakken aan de nozzle en verprutst de eerste layer.
Ik heb het volgende al geprobeerd:
- Bed schoon gemaakt met alcohol.
- Opnieuw het bed geleveld (durf niet zeggen als het bed echt echt vlak ligt, hebben jullie tips? Ik heb nog niet echt het fingerspitzengefühl )
)
- Verschillende print temperaturen 190 t/m 200 graden.
Maar nu blijft de filament plakken aan de nozzle en verprutst de eerste layer.
Ik heb het volgende al geprobeerd:
- Bed schoon gemaakt met alcohol.
- Opnieuw het bed geleveld (durf niet zeggen als het bed echt echt vlak ligt, hebben jullie tips? Ik heb nog niet echt het fingerspitzengefühl
- Verschillende print temperaturen 190 t/m 200 graden.
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 23:26
Maak zelf het bed schoon met warm water + blue wonder ( te koop bij de Action ). Daarna afspoelen. Vervolgens laten drogen en als het er weer op ligt voorverwamen, daarna calibreren met een papiertje ( hoeken + 16 punts marlin 1.1.18 ) en daarna met wat 70% alcohol schoonmaken. Om zo de vingerafdrukken weg te halen van het calibratie proces.Dan de nozzle opwarmen en printen.remix42 schreef op vrijdag 11 mei 2018 @ 20:25:
Het oozing is al een stuk minder geworden
Maar nu blijft de filament plakken aan de nozzle en verprutst de eerste layer.
Ik heb het volgende al geprobeerd:
- Bed schoon gemaakt met alcohol.
- Opnieuw het bed geleveld (durf niet zeggen als het bed echt echt vlak ligt, hebben jullie tips? Ik heb nog niet echt het fingerspitzengefühl
- Verschillende print temperaturen 190 t/m 200 graden.
Mijn ervaring met als het aan de nozzle blijft plakken heb je niet goed gecalibreerd. Het bed staat te laag.
[ Voor 4% gewijzigd door vincent_1971 op 12-05-2018 00:17 ]
- polthemol
- Registratie: Maart 2006
- Laatst online: 22-05 12:28
Moderator General Chat
print de eerste laag eens wat warmer. Met petg is mijn firstlayer op 230, het plastic wordt veel vloeibaarder dan en plakt beter. De rest van de print doe ik op 215.remix42 schreef op vrijdag 11 mei 2018 @ 20:25:
Het oozing is al een stuk minder geworden
Maar nu blijft de filament plakken aan de nozzle en verprutst de eerste layer.
Ik heb het volgende al geprobeerd:
- Bed schoon gemaakt met alcohol.
- Opnieuw het bed geleveld (durf niet zeggen als het bed echt echt vlak ligt, hebben jullie tips? Ik heb nog niet echt het fingerspitzengefühl
- Verschillende print temperaturen 190 t/m 200 graden.
Met bed levelen: pak de uiterste hoeken eerst, je moet het papiertje met wat weerstand kunnen verschuiven onder de nozzle. Ik doe meestal het blaadje onder de nozzle, dan afstellen tot ik weerstand voel, het blaadje eronder uit schuiven en kijken of de nozzle niet omhoog werd geduwd door het papiertje, blaadje nog eens terug eronder schuiven. Als dat laatste niet lukt, staat het bed te kort op de nozzle. Als je de vier hoeken zo hebt gedaan, dan nog eens kijken op het midden van het bed, als alles goed is, hoef je daar niets te doen, maar voel je met het papiertje grofweg dezelfde weerstand als bij de hoeken.
Het is uiteindelijk een kwestie van regelmatig doen, dan krijg je het gevoel wel
Nunc purus risus, volutpat sagittis, lobortis at, dignissim sed, sapien
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
Inmiddels de raspberry PI zero W met octoprint werkend gekregen en al een aantal printjes geprint.
Aangezien het me handig leek om me printer aan en uit te kunnen schakelen door middel van de PI een relais bordje besteld.
Deze: https://www.kiwi-electronics.nl/tweekanaals-relais-module-5v , om precies te zijn.
Uiteraard was ik niet de enige met dit idee aangezien er een plugin is die precies dit doet.
Helaas was dat voor korte duur aangezien 1 van de relais al kapot is. Ik hoor het relais nog wel 'schakelen' maar de connectie word niet verbroken. Duid op interne kortsluiting of vast gelaste contacten.
Overigens laatst wat geprint wat bij iedere start van een outer wall een blob liet zitten. Een snelle zoektocht zegt mij dat het komt door de retraction gecombineerd met oozing waardoor er iets te veel materiaal weer word geprimed?
Aangezien het me handig leek om me printer aan en uit te kunnen schakelen door middel van de PI een relais bordje besteld.
Deze: https://www.kiwi-electronics.nl/tweekanaals-relais-module-5v , om precies te zijn.
Uiteraard was ik niet de enige met dit idee aangezien er een plugin is die precies dit doet.
Helaas was dat voor korte duur aangezien 1 van de relais al kapot is. Ik hoor het relais nog wel 'schakelen' maar de connectie word niet verbroken. Duid op interne kortsluiting of vast gelaste contacten.
Overigens laatst wat geprint wat bij iedere start van een outer wall een blob liet zitten. Een snelle zoektocht zegt mij dat het komt door de retraction gecombineerd met oozing waardoor er iets te veel materiaal weer word geprimed?
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
Even een interessante kwestie hier. Aangezien we hier in een 3d print topic zitten, neem ik aan dat diverse mede tweakers hier ook af en toe zelf eens iets ontwerpen. Ik doe dit ook op regelmatige basis en heb zo ook wat dingen gemaakt en online gedeeld voor een andere hobby. Op die manier kon ik hopelijk wat mensen helpen en ook een kleine bijdrage leveren aan de maker community. Ik hoef aan mijn designs die ik publiekelijk deel niks te verdienen en zie graag dat anderen dit zelf printen. Ook als ze geen printer hebben en het ergens anders laten printen (via 3dhubs bijvoorbeeld), dan heb ik daar totaal geen probleem mee.
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay. De persoon in kwestie verkocht daar mijn ontwerp, gebruikte mijn foto's en nog erger: hij was trots aan het verkondingen in de beschrijving dat hij het helemaal zelf had ontworpen en het deed om de community te helpen...Ditzelfde bleek hij te doen in velen gerelateerde facebook groepen. Op eBay kon ik zien dat hij al minimaal 30 stuks had verkocht a 30 euro per stuk (dus zonder facebook groepen etc). Dit voor iets dat ongeveer 20 gram aan filament is.
Nadat ik hem er vriendelijk op wees dat dit niet de bedoeling was, kreeg ik een ontzettend onbeschofte reactie binnen waarin stond dat ik het ontwerp dan maar niet online had moeten zetten en dat het nu van hem was...En dat hij zichzelf een aanwinst vond voor de maker community en dit enkel deed om de kosten van zijn printer terug te verdienen. Ik moest immers begrijpen dat een 3d printer niet gratis was. WTF dacht ik echt op dat moment. Dit soort mensen bestaan dus echt.
Naja, ik wilde dit even kwijt. Het demotiveert mij heel erg om in de toekomst nog dingen te publiceren. Nogmaals, ik deel het graag en hoef er niks aan te verdienen, maar dat anderen er dan wel aan verdienen en met de credits ervandoor gaan zit me niet helemaal lekker. Natuurlijk heb ik het zelf online gezet, maar heeft niemand tegenwoordig nog een moreel kompas ofzo?
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay. De persoon in kwestie verkocht daar mijn ontwerp, gebruikte mijn foto's en nog erger: hij was trots aan het verkondingen in de beschrijving dat hij het helemaal zelf had ontworpen en het deed om de community te helpen...Ditzelfde bleek hij te doen in velen gerelateerde facebook groepen. Op eBay kon ik zien dat hij al minimaal 30 stuks had verkocht a 30 euro per stuk (dus zonder facebook groepen etc). Dit voor iets dat ongeveer 20 gram aan filament is.
Nadat ik hem er vriendelijk op wees dat dit niet de bedoeling was, kreeg ik een ontzettend onbeschofte reactie binnen waarin stond dat ik het ontwerp dan maar niet online had moeten zetten en dat het nu van hem was...En dat hij zichzelf een aanwinst vond voor de maker community en dit enkel deed om de kosten van zijn printer terug te verdienen. Ik moest immers begrijpen dat een 3d printer niet gratis was. WTF dacht ik echt op dat moment.
Naja, ik wilde dit even kwijt. Het demotiveert mij heel erg om in de toekomst nog dingen te publiceren. Nogmaals, ik deel het graag en hoef er niks aan te verdienen, maar dat anderen er dan wel aan verdienen en met de credits ervandoor gaan zit me niet helemaal lekker. Natuurlijk heb ik het zelf online gezet, maar heeft niemand tegenwoordig nog een moreel kompas ofzo?
- Auredium
- Registratie: Mei 2007
- Laatst online: 20-05 11:17
Informaticus Chaoticus
:strip_icc():strip_exif()/u/218679/Michael_Melgar_LiquidArt_resize_droplet.jpg?f=community)
Nu ben ik zelf niet iemand met een 3D printer maar je zou je eigen prints wellicht kunnen watermerken. Dus dat je een logo of naam specifiek aan jou gekoppeld in je ontwerp verbergt en jezelf kenbaar maakt.zynex schreef op maandag 14 mei 2018 @ 15:38:
Even een interessante kwestie hier. Aangezien we hier in een 3d print topic zitten, neem ik aan dat diverse mede tweakers hier ook af en toe zelf eens iets ontwerpen. Ik doe dit ook op regelmatige basis en heb zo ook wat dingen gemaakt en online gedeeld voor een andere hobby. Op die manier kon ik hopelijk wat mensen helpen en ook een kleine bijdrage leveren aan de maker community. Ik hoef aan mijn designs die ik publiekelijk deel niks te verdienen en zie graag dat anderen dit zelf printen. Ook als ze geen printer hebben en het ergens anders laten printen (via 3dhubs bijvoorbeeld), dan heb ik daar totaal geen probleem mee.
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay. De persoon in kwestie verkocht daar mijn ontwerp, gebruikte mijn foto's en nog erger: hij was trots aan het verkondingen in de beschrijving dat hij het helemaal zelf had ontworpen en het deed om de community te helpen...Ditzelfde bleek hij te doen in velen gerelateerde facebook groepen. Op eBay kon ik zien dat hij al minimaal 30 stuks had verkocht a 30 euro per stuk (dus zonder facebook groepen etc). Dit voor iets dat ongeveer 20 gram aan filament is.
Nadat ik hem er vriendelijk op wees dat dit niet de bedoeling was, kreeg ik een ontzettend onbeschofte reactie binnen waarin stond dat ik het ontwerp dan maar niet online had moeten zetten en dat het nu van hem was...En dat hij zichzelf een aanwinst vond voor de maker community en dit enkel deed om de kosten van zijn printer terug te verdienen. Ik moest immers begrijpen dat een 3d printer niet gratis was. WTF dacht ik echt op dat moment.
Naja, ik wilde dit even kwijt. Het demotiveert mij heel erg om in de toekomst nog dingen te publiceren. Nogmaals, ik deel het graag en hoef er niks aan te verdienen, maar dat anderen er dan wel aan verdienen en met de credits ervandoor gaan zit me niet helemaal lekker. Natuurlijk heb ik het zelf online gezet, maar heeft niemand tegenwoordig nog een moreel kompas ofzo?
Er is wellicht ook een juridisch legale manier om een print te patenteren maar dit zal waarschijnlijk vrij prijzig zijn.
Dat er zulke mensen bestaat is nu eenmaal zo; mensen kunnen echt tuig zijn wat dat betreft. Helemaal verhinderen kun je het niet maar de drempel omhoog gooien is vaak genoeg om 90% te ontmoedigen.
The Informaticus Chaoticus is an endangered species who makes it's lair in the electric wires and dodgy electrical appliances and feasts primarily on old legacy systems.
- absrnd
- Registratie: Augustus 2005
- Laatst online: 01:01
Ik heb een tijd geleden 3D scans van een C3PO 1:1 vrijgegeven, eerst op Facebook groep, en is nu op Thingiverse, en het valt me mee dat deze nog niet op Ebay aangeboden worden, komt waarschijnlijk door het formaatzynex schreef op maandag 14 mei 2018 @ 15:38:
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay
https://www.thingiverse.com/thing:2776877
Dit is al langer gaande, en er is geen directe oplossing,
Het enigste wat je kan doen, is ook op Ebay posten, met exact dezelfde naam, beschrijving en foto's, maar goedkoper
Leesvoer:
https://3dprint.com/120727/ebay-licensing-3d-models/
Kijkvoer:
[ Voor 42% gewijzigd door absrnd op 14-05-2018 16:16 ]
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Dit is schending van je copyright, mits gepubliceerd met de juiste beperkingen op je licentie. Kost veel om te fixen en is niet altijd even goed te handhaven in de rechtzaal.zynex schreef op maandag 14 mei 2018 @ 15:38:
Even een interessante kwestie hier. Aangezien we hier in een 3d print topic zitten, neem ik aan dat diverse mede tweakers hier ook af en toe zelf eens iets ontwerpen. Ik doe dit ook op regelmatige basis en heb zo ook wat dingen gemaakt en online gedeeld voor een andere hobby. Op die manier kon ik hopelijk wat mensen helpen en ook een kleine bijdrage leveren aan de maker community. Ik hoef aan mijn designs die ik publiekelijk deel niks te verdienen en zie graag dat anderen dit zelf printen. Ook als ze geen printer hebben en het ergens anders laten printen (via 3dhubs bijvoorbeeld), dan heb ik daar totaal geen probleem mee.
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay. De persoon in kwestie verkocht daar mijn ontwerp, gebruikte mijn foto's en nog erger: hij was trots aan het verkondingen in de beschrijving dat hij het helemaal zelf had ontworpen en het deed om de community te helpen...Ditzelfde bleek hij te doen in velen gerelateerde facebook groepen. Op eBay kon ik zien dat hij al minimaal 30 stuks had verkocht a 30 euro per stuk (dus zonder facebook groepen etc). Dit voor iets dat ongeveer 20 gram aan filament is.
Nadat ik hem er vriendelijk op wees dat dit niet de bedoeling was, kreeg ik een ontzettend onbeschofte reactie binnen waarin stond dat ik het ontwerp dan maar niet online had moeten zetten en dat het nu van hem was...En dat hij zichzelf een aanwinst vond voor de maker community en dit enkel deed om de kosten van zijn printer terug te verdienen. Ik moest immers begrijpen dat een 3d printer niet gratis was. WTF dacht ik echt op dat moment.
Naja, ik wilde dit even kwijt. Het demotiveert mij heel erg om in de toekomst nog dingen te publiceren. Nogmaals, ik deel het graag en hoef er niks aan te verdienen, maar dat anderen er dan wel aan verdienen en met de credits ervandoor gaan zit me niet helemaal lekker. Natuurlijk heb ik het zelf online gezet, maar heeft niemand tegenwoordig nog een moreel kompas ofzo?
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Met wat voor licentie heb je hem geplaatst?zynex schreef op maandag 14 mei 2018 @ 15:38:
[...] Natuurlijk heb ik het zelf online gezet,
Hoezo niemand? Nu is het 1 rotte appel, dat maakt niet dat je de hele mand weg moet gooienmaar heeft niemand tegenwoordig nog een moreel kompas ofzo?
Maar de licentie is essentieel. Nu is het niet zo dat als je er niks bij zet, je werk zomaar te grabbel ligt, maar als je een beperkende licentie, zoals by-nc-sa gebruikt, heb je in ieder geval een stok om mee te slaan.
Het voelt ontzettend onrechtvaardig. Het is mij nog niet gebeurd maar ik vraag me af wat je eraan kunt doen. Volgens mij kun je alleen maar waarschuwen en namen en shamen. Dit soort naar volk bestaat nu eenmaal
Koop al mijn ads!
- MsG
- Registratie: November 2007
- Laatst online: 22:32
Forumzwerver
Had je hem op een van de 3D-sites inderdaad juridisch wel begrensd met de 'no monetization' optie? Als je hem vrijelijk beschikbaar hebt gesteld is het natuurlijk aan een ieder om daar mee te doen wat diegene wil. Als je hem wel begrensd hebt kan je er nog juridisch achter aan gaan, al kost dat wellicht wel tijd en geld.zynex schreef op maandag 14 mei 2018 @ 15:38:
Even een interessante kwestie hier. Aangezien we hier in een 3d print topic zitten, neem ik aan dat diverse mede tweakers hier ook af en toe zelf eens iets ontwerpen. Ik doe dit ook op regelmatige basis en heb zo ook wat dingen gemaakt en online gedeeld voor een andere hobby. Op die manier kon ik hopelijk wat mensen helpen en ook een kleine bijdrage leveren aan de maker community. Ik hoef aan mijn designs die ik publiekelijk deel niks te verdienen en zie graag dat anderen dit zelf printen. Ook als ze geen printer hebben en het ergens anders laten printen (via 3dhubs bijvoorbeeld), dan heb ik daar totaal geen probleem mee.
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay. De persoon in kwestie verkocht daar mijn ontwerp, gebruikte mijn foto's en nog erger: hij was trots aan het verkondingen in de beschrijving dat hij het helemaal zelf had ontworpen en het deed om de community te helpen...Ditzelfde bleek hij te doen in velen gerelateerde facebook groepen. Op eBay kon ik zien dat hij al minimaal 30 stuks had verkocht a 30 euro per stuk (dus zonder facebook groepen etc). Dit voor iets dat ongeveer 20 gram aan filament is.
Nadat ik hem er vriendelijk op wees dat dit niet de bedoeling was, kreeg ik een ontzettend onbeschofte reactie binnen waarin stond dat ik het ontwerp dan maar niet online had moeten zetten en dat het nu van hem was...En dat hij zichzelf een aanwinst vond voor de maker community en dit enkel deed om de kosten van zijn printer terug te verdienen. Ik moest immers begrijpen dat een 3d printer niet gratis was. WTF dacht ik echt op dat moment.
Naja, ik wilde dit even kwijt. Het demotiveert mij heel erg om in de toekomst nog dingen te publiceren. Nogmaals, ik deel het graag en hoef er niks aan te verdienen, maar dat anderen er dan wel aan verdienen en met de credits ervandoor gaan zit me niet helemaal lekker. Natuurlijk heb ik het zelf online gezet, maar heeft niemand tegenwoordig nog een moreel kompas ofzo?
Ik vind het juridisch ook wel interessant dat hele volksstammen in de cosplay-wereld modellen te koop aanbieden gebaseerd op commercieel eigendom. Die C3PO hieronder verwacht ik dan ook niet lang op Thingiverse, veel bedrijven jagen daar actief achteraan, immers kannibaliseert het mogelijk de verkoop van figurines en dergelijke. De Millenium Falcon heet op Thingiverse niet voor niets Fillenium Malcon
[ Voor 8% gewijzigd door MsG op 14-05-2018 16:35 ]
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
Room42 schreef op maandag 14 mei 2018 @ 16:28:
[...]
Met wat voor licentie heb je hem geplaatst?
[...]
Hoezo niemand? Nu is het 1 rotte appel, dat maakt niet dat je de hele mand weg moet gooien
Maar de licentie is essentieel. Nu is het niet zo dat als je er niks bij zet, je werk zomaar te grabbel ligt, maar als je een beperkende licentie, zoals by-nc-sa gebruikt, heb je in ieder geval een stok om mee te slaan.
Het voelt ontzettend onrechtvaardig. Het is mij nog niet gebeurd maar ik vraag me af wat je eraan kunt doen. Volgens mij kun je alleen maar waarschuwen en namen en shamen. Dit soort naar volk bestaat nu eenmaalNatuurlijk extra jammer dat er mensen zijn die dat geld eraan uitgeven!
Een non-commercial License. Dus het is inderdaad schending van mijn copyright, maar dat verandert helaas niks. Het is inderdaad niet te handhaven. Je kan moeilijk een rechtszaak beginnen voor zoiets kleins. Dat snap ik ook wel en was ik sowieso niet van plan, maar dan kan iets nog steeds onrechtvaardig voelen.ocf81 schreef op maandag 14 mei 2018 @ 16:26:
[...]
Dit is schending van je copyright, mits gepubliceerd met de juiste beperkingen op je licentie. Kost veel om te fixen en is niet altijd even goed te handhaven in de rechtzaal.
En je hebt natuurlijk gelijk dat het maar 1 rotte appel is, maar zoals de links hierboven al aangeven ben ik absoluut niet de enige die hier last van heeft. Dit soort mensen belemmeren heel erg de open sfeer binnen een community en zorgen ervoor dat mensen minder snel dingen zullen delen en dat vind ik jammer.
Dus ik moet mijn 'verlies' maar nemen en accepteer het ook gewoon, maar ik post dit ook even hier om mensen te laten beseffen dat het niet alleen gebeurt bij de grote populaire ontwerpen.
Edit: weet je wat ook een dingetje is. Dat de persoon in kwestie niet eens het fatsoen heeft genomen om credits te geven. Ik had er dan persoonlijk veel minder problemen mee gehad. Ik wist al langer dat iemand anders mijn ontwerp had gebruikt en dit ook online aanbood, maar hij had het hele ontwerp aangepast en mij toestemming gevraagd om mijn ontwerp als basis (referentie maten) te gebruiken. Als het zo op een vriendelijke manier gaat met eigen inbreng, vind ik het helemaal niet erg.
[ Voor 11% gewijzigd door zynex op 14-05-2018 16:39 ]
- MsG
- Registratie: November 2007
- Laatst online: 22:32
Forumzwerver
Maar als je daadwerkelijk leuke producten produceert wat let je om ze alleen ter betaling individueel aan mensen ter beschikking te stellen? Dat doen ook genoeg mensen. Er zullen altijd mensen zijn die iets proberen te vermarkten, dus als je je daar door afgeremd voelt zou ik het met je eigen ontwerpen proberen. Knal ze eens op Etsy of een andere creabea-website bijvoorbeeld.
Ik heb onlangs de Martinitoren geüpload (gemaakt door een vriend), die verwacht ik ook nog wel ergens commercieel op te duiken. Doe je weinig aan denk ik.
Ik heb onlangs de Martinitoren geüpload (gemaakt door een vriend), die verwacht ik ook nog wel ergens commercieel op te duiken. Doe je weinig aan denk ik.
[ Voor 4% gewijzigd door MsG op 14-05-2018 16:40 ]
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
Dat zou kunnen en heb ik in eerste instantie ook gedaan. Heb er meerdere van verkocht, maar ik heb het al druk genoeg as is.MsG schreef op maandag 14 mei 2018 @ 16:39:
Maar als je daadwerkelijk leuke producten produceert wat let je om ze alleen ter betaling individueel aan mensen ter beschikking te stellen? Dat doen ook genoeg mensen. Er zullen altijd mensen zijn die iets proberen te vermarkten, dus als je je daar door afgeremd voelt zou ik het met je eigen ontwerpen proberen. Knal ze eens op Etsy of een andere creabea-website bijvoorbeeld.
Ik heb onlangs de Martinitoren geüpload (gemaakt door een vriend), die verwacht ik ook nog wel ergens commercieel op te duiken. Doe je weinig aan denk ik.
Ja, het is ook onrechtvaardig en vreselijk irritant. Een rechtzaak zou ik er inderdaad niet snel van maken. Je zou het item kunnen rapporteren aan Ebay (denk ik). Maar het is inderdaad een onbegonnen zaak.zynex schreef op maandag 14 mei 2018 @ 16:34:
[...]
Een non-commercial License. Dus het is inderdaad schending van mijn copyright, maar dat verandert helaas niks. Het is inderdaad niet te handhaven. Je kan moeilijk een rechtszaak beginnen voor zoiets kleins. Dat snap ik ook wel en was ik sowieso niet van plan, maar dan kan iets nog steeds onrechtvaardig voelen.
Dat is natuurlijk binnen de hele FOSS-wereld een probleem. Zie ook de printerfabrikanten die hun Marlin-code niet vrijgeven. En zo zit er nog veel meer FOSS verwerkt in gesloten software waar we geen weet van hebben. Dat is allemaal illegaal maar moet geen reden zijn om het dan maar niet meer te delen.En je hebt natuurlijk gelijk dat het maar 1 rotte appel is, maar zoals de links hierboven al aangeven ben ik absoluut niet de enige die hier last van heeft. Dit soort mensen belemmeren heel erg de open sfeer binnen een community en zorgen ervoor dat mensen minder snel dingen zullen delen en dat vind ik jammer.
Dus ik moet mijn 'verlies' maar nemen en accepteer het ook gewoon, maar ik post dit ook even hier om mensen te laten beseffen dat het niet alleen gebeurt bij de grote populaire ontwerpen.
Je zou er wel zelf een markt van kunnen maken. Blijkbaar is de vraag er wel... Tenminste, 30 mensen op de wereld vonden het het geld waard
Koop al mijn ads!
Het is leuk dat ik nu in ieder geval wel weet dat er minimaal 30 mensen rondrijden met iets dat ik gemaakt heb hahah.Room42 schreef op maandag 14 mei 2018 @ 16:41:
[...]
Ja, het is ook onrechtvaardig en vreselijk irritant. Een rechtzaak zou ik er inderdaad niet snel van maken. Je zou het item kunnen rapporteren aan Ebay (denk ik). Maar het is inderdaad een onbegonnen zaak.
[...]
Dat is natuurlijk binnen de hele FOSS-wereld een probleem. Zie ook de printerfabrikanten die hun Marlin-code niet vrijgeven. En zo zit er nog veel meer FOSS verwerkt in gesloten software waar we geen weet van hebben. Dat is allemaal illegaal maar moet geen reden zijn om het dan maar niet meer te delen.
Je zou er wel zelf een markt van kunnen maken. Blijkbaar is de vraag er wel... Tenminste, 30 mensen op de wereld vonden het het geld waard
Ik denk dat een probleem ook is dat mensen niet weten dat ze dit soort designs gewoon kunnen laten printen via 3dhubs bijvoorbeeld. Voor mensen die niet bekend zijn met 3d printers, is die drempel te hoog en zij gebruiken daarom dit soort eBay advertenties. Er zijn hier mensen die voor een euro per uur printen en dan zou dit ontwerp maximaal 8 euro kosten.
:strip_exif()/u/119419/candc-60px.gif?f=community)
Toch.. Wat een lul zeg. Vooral omdat hij zegt dat hij het zelf heeft gemaakt. Ik zou op elke post van hem reageren op FB en hem ook aangeven bij FB en Ebay. En idd, als hij zo graag zijn printer terug wil verdienen kan hij gewoon op 3dhubs terecht.zynex schreef op maandag 14 mei 2018 @ 16:49:
[...]
Het is leuk dat ik nu in ieder geval wel weet dat er minimaal 30 mensen rondrijden met iets dat ik gemaakt heb hahah.
Ik denk dat een probleem ook is dat mensen niet weten dat ze dit soort designs gewoon kunnen laten printen via 3dhubs bijvoorbeeld. Voor mensen die niet bekend zijn met 3d printers, is die drempel te hoog en zij gebruiken daarom dit soort eBay advertenties. Er zijn hier mensen die voor een euro per uur printen en dan zou dit ontwerp maximaal 8 euro kosten.
Ik neem aan dat het gaat om die Suzuki mirror extender (ik was benieuwd wat het was en had gezocht op thingiverse)? Verbaast me wel dat het 8 uur duurt om die te printen!
Ik gebruik ook vaak Shapeways en i.materialise hoewel ik twee printers thuis heb (Printrbot play, binnenkort met hotbed, en 3D Systems Cube 3). 3D Hubs nooit eigenlijk maar dat is meer omdat ik alleen voor Shapeways ga als ik iets heb ontworpen dat thuis lastig te printen is (veel overhang).
Ik heb het ontwerp even tijdelijk van Thingiverse afgehaald om wat dingen op een rijtje te zetten. Het gaat om 'infills' voor een Suzuki motor inclusief bevestigingsbracket.GekkePrutser schreef op maandag 14 mei 2018 @ 18:23:
[...]
Toch.. Wat een lul zeg. Vooral omdat hij zegt dat hij het zelf heeft gemaakt. Ik zou op elke post van hem reageren op FB en hem ook aangeven bij FB en Ebay. En idd, als hij zo graag zijn printer terug wil verdienen kan hij gewoon op 3dhubs terecht.
Ik neem aan dat het gaat om die Suzuki mirror extender (ik was benieuwd wat het was en had gezocht op thingiverse)? Verbaast me wel dat het 8 uur duurt om die te printen!
Ik gebruik ook vaak Shapeways en i.materialise hoewel ik twee printers thuis heb (Printrbot play, binnenkort met hotbed, en 3D Systems Cube 3). 3D Hubs nooit eigenlijk maar dat is meer omdat ik alleen voor Shapeways ga als ik iets heb ontworpen dat thuis lastig te printen is (veel overhang).


En dit was 1 van zijn facebook posts die ik terug vond...
Die mirror extender stelt inderdaad niet zoveel voor en heb je zo geprint. Dit duurt iets langer, omdat er ook wat support nodig is. Het is dus een vrij specifiek motor onderdeel, maar schijnbaar is er vraag naar. Alleen niet zoveel in Europa aangezien ik er in het verleden maar een paar verkocht heb en het mij teveel moeite kostte (voor de tijd die ik erin moest steken en het geld dat het opleverde). Maar blijkbaar deden ze het in de UK vrij goed.
Je hebt verder wel gelijk hoor. Ook dit ontwerp is in 5 uur te doen. (8 als je wat meer de tijd neemt) (Al is dat natuurlijk van heel veel factoren afhankelijk. Ik bedoel alleen te zeggen dat het via een extern printer bedrijf waarschijnlijk goedkoper was dan bij die vent kopen.
Oh en de motor wordt binnenkort toch verkocht. Ben eens toe aan iets anders en dan kan ik weer iets nieuws ontwerpen.
[ Voor 10% gewijzigd door zynex op 14-05-2018 19:18 ]
Damn, son! Ik heb zojuist mijn eerste echte 'jam' gehad waarbij m'n PLA in de heat break is achtergebleven om elk volgend verkeer te blokkeren. Uiteindelijk een tip gevonden om de heat break fan even los te schroeven en dan de extruder temp tijdelijk naar 250 graden te brengen. Dat hielp, ik kon toen de PLA weer door de heatbreak duwen. (Ik had de nozzle er al uit)
Toen de boel af laten koelen tot 90 graden en toen trok ik het geheel er zo uit. Ook na afkoelen kon het filament er koud er weer doorheen.
Hierna de nozzle met een heatgun naar ~220 graden gebracht en toen daar vers filament doorheen geduwd en weer af laten koelen voor eenzelfde 'cool pull'.
Pfew, wat een klusje! Ben nu de boel weer in elkaar aan het zetten. Ik denk dat ik het veroorzaakt heb door bij het wisselen van PLA naar PETG de temperatuur al te hoog te hebben (240 graden) waardoor de PLA is gaan stropen. Kan dat kloppen?
Toen de boel af laten koelen tot 90 graden en toen trok ik het geheel er zo uit. Ook na afkoelen kon het filament er koud er weer doorheen.
Hierna de nozzle met een heatgun naar ~220 graden gebracht en toen daar vers filament doorheen geduwd en weer af laten koelen voor eenzelfde 'cool pull'.
Pfew, wat een klusje! Ben nu de boel weer in elkaar aan het zetten. Ik denk dat ik het veroorzaakt heb door bij het wisselen van PLA naar PETG de temperatuur al te hoog te hebben (240 graden) waardoor de PLA is gaan stropen. Kan dat kloppen?
Koop al mijn ads!
Dat is inderdaad een heel klusje. Het zou kunnen dat het de hoge temperatuur was in combinatie met PLA, maar ik wissel ook behoorlijk vaak en heb daar eigenlijk nooit last van gehad. (Tenzij hij misschien echt te lang op 240 graden stond). Ik heb ooit een boel heatbreaks en van die ptfe tubes gekocht voor een paar euro en iedere keer als ik nu toch heel de hot end uit elkaar haal (niet zo heel vaak hoor, want het is idd vervelendRoom42 schreef op maandag 14 mei 2018 @ 20:09:
Damn, son! Ik heb zojuist mijn eerste echte 'jam' gehad waarbij m'n PLA in de heat break is achtergebleven om elk volgend verkeer te blokkeren. Uiteindelijk een tip gevonden om de heat break fan even los te schroeven en dan de extruder temp tijdelijk naar 250 graden te brengen. Dat hielp, ik kon toen de PLA weer door de heatbreak duwen. (Ik had de nozzle er al uit)
Toen de boel af laten koelen tot 90 graden en toen trok ik het geheel er zo uit. Ook na afkoelen kon het filament er koud er weer doorheen.
Hierna de nozzle met een heatgun naar ~220 graden gebracht en toen daar vers filament doorheen geduwd en weer af laten koelen voor eenzelfde 'cool pull'.
Pfew, wat een klusje! Ben nu de boel weer in elkaar aan het zetten. Ik denk dat ik het veroorzaakt heb door bij het wisselen van PLA naar PETG de temperatuur al te hoog te hebben (240 graden) waardoor de PLA is gaan stropen. Kan dat kloppen?
Gelukkig kreeg je de hotend in ieder geval nog wel schoon. Ik heb vaak genoeg gehoord van mensen dat ze meteen maar alles hadden vervangen omdat het een en ander afbrak door grof geweld.
Deze printer is nog geen maand oud, dus slijtage zal het minder waarschijnlijk zijn. Ik heb hem geassembleerd gekocht en nu ik de handleiding doorgenomen heb (bij het in elkaar zetten had ik wat vraagtekens hier en daar) ben ik blij dat ik dat gedaan heb. Wat een werk. Dat is niks voor mij. Een beetje sleutelen voor reparatie vind ik prima maar dit is wel vakmanschap, waar ik heel graag iemand anders voor betaalzynex schreef op maandag 14 mei 2018 @ 20:25:
[...]
Dat is inderdaad een heel klusje. Het zou kunnen dat het de hoge temperatuur was in combinatie met PLA, maar ik wissel ook behoorlijk vaak en heb daar eigenlijk nooit last van gehad. (Tenzij hij misschien echt te lang op 240 graden stond). Ik heb ooit een boel heatbreaks en van die ptfe tubes gekocht voor een paar euro en iedere keer als ik nu toch heel de hot end uit elkaar haal (niet zo heel vaak hoor, want het is idd vervelend
Gelukkig kreeg je de hotend in ieder geval nog wel schoon. Ik heb vaak genoeg gehoord van mensen dat ze meteen maar alles hadden vervangen omdat het een en ander afbrak door grof geweld.
Maar de printer lijkt het weer goed te doen! Was weer een leerzame ervaring! Maar ik hoop het niet te vaak te hoeven doen
Koop al mijn ads!
Als je hem zelf in elkaar gezet hebt, sloop je hem naderhand ook makkelijker.Room42 schreef op maandag 14 mei 2018 @ 20:51:
[...]
Deze printer is nog geen maand oud, dus slijtage zal het minder waarschijnlijk zijn. Ik heb hem geassembleerd gekocht en nu ik de handleiding doorgenomen heb (bij het in elkaar zetten had ik wat vraagtekens hier en daar) ben ik blij dat ik dat gedaan heb. Wat een werk. Dat is niks voor mij. Een beetje sleutelen voor reparatie vind ik prima maar dit is wel vakmanschap, waar ik heel graag iemand anders voor betaal
Maar de printer lijkt het weer goed te doen! Was weer een leerzame ervaring! Maar ik hoop het niet te vaak te hoeven doen
Ja, ik ben ook niet bang om hem (wat) uit elkaar te halen, maar het helemaal vanaf onderdelen in elkaar zetten heb ik niet gemist, zeg maarzynex schreef op maandag 14 mei 2018 @ 21:17:
[...]
Als je hem zelf in elkaar gezet hebt, sloop je hem naderhand ook makkelijker.
Koop al mijn ads!
- Igor92
- Registratie: Augustus 2009
- Laatst online: 28-02 09:49
/u/315958/crop5a9060aeec81c_cropped.png?f=community)
Hier heb ik helaas ook ervaring mee. Ook ik heb de de verkoper(s) gecontacteerd, waarvan sommigen er simpelweg niet van op de hoogte waren, en het daarna ook direct verwijderd hadden. Echter heb ik ook een ebay verkoper (zarauto_2013) welke weigert de listing te verwijderen.zynex schreef op maandag 14 mei 2018 @ 15:38:
Even een interessante kwestie hier. Aangezien we hier in een 3d print topic zitten, neem ik aan dat diverse mede tweakers hier ook af en toe zelf eens iets ontwerpen. Ik doe dit ook op regelmatige basis en heb zo ook wat dingen gemaakt en online gedeeld voor een andere hobby. Op die manier kon ik hopelijk wat mensen helpen en ook een kleine bijdrage leveren aan de maker community. Ik hoef aan mijn designs die ik publiekelijk deel niks te verdienen en zie graag dat anderen dit zelf printen. Ook als ze geen printer hebben en het ergens anders laten printen (via 3dhubs bijvoorbeeld), dan heb ik daar totaal geen probleem mee.
Nu kreeg ik echter een paar mailtjes binnen van mensen dat iemand anders aan de haal was gegaan met mijn ontwerp op eBay. De persoon in kwestie verkocht daar mijn ontwerp, gebruikte mijn foto's en nog erger: hij was trots aan het verkondingen in de beschrijving dat hij het helemaal zelf had ontworpen en het deed om de community te helpen...Ditzelfde bleek hij te doen in velen gerelateerde facebook groepen. Op eBay kon ik zien dat hij al minimaal 30 stuks had verkocht a 30 euro per stuk (dus zonder facebook groepen etc). Dit voor iets dat ongeveer 20 gram aan filament is.
Nadat ik hem er vriendelijk op wees dat dit niet de bedoeling was, kreeg ik een ontzettend onbeschofte reactie binnen waarin stond dat ik het ontwerp dan maar niet online had moeten zetten en dat het nu van hem was...En dat hij zichzelf een aanwinst vond voor de maker community en dit enkel deed om de kosten van zijn printer terug te verdienen. Ik moest immers begrijpen dat een 3d printer niet gratis was. WTF dacht ik echt op dat moment.
Naja, ik wilde dit even kwijt. Het demotiveert mij heel erg om in de toekomst nog dingen te publiceren. Nogmaals, ik deel het graag en hoef er niks aan te verdienen, maar dat anderen er dan wel aan verdienen en met de credits ervandoor gaan zit me niet helemaal lekker. Natuurlijk heb ik het zelf online gezet, maar heeft niemand tegenwoordig nog een moreel kompas ofzo?
Ook ik zet mijn modellen online met de Creative Commons - Attribution - Non-Commercial license online.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 08:07
Wow. So Amaze.
Ik dacht dat zo Rapsberry Zero W te langzaam was voor octoprint? Of is dat alleen als je ook een webcam eraan hangt?thijsco19 schreef op zondag 13 mei 2018 @ 12:12:
Inmiddels de raspberry PI zero W met octoprint werkend gekregen en al een aantal printjes geprint.
Aangezien het me handig leek om me printer aan en uit te kunnen schakelen door middel van de PI een relais bordje besteld.
Deze: https://www.kiwi-electronics.nl/tweekanaals-relais-module-5v , om precies te zijn.
Uiteraard was ik niet de enige met dit idee aangezien er een plugin is die precies dit doet.
Helaas was dat voor korte duur aangezien 1 van de relais al kapot is. Ik hoor het relais nog wel 'schakelen' maar de connectie word niet verbroken. Duid op interne kortsluiting of vast gelaste contacten.
Overigens laatst wat geprint wat bij iedere start van een outer wall een blob liet zitten. Een snelle zoektocht zegt mij dat het komt door de retraction gecombineerd met oozing waardoor er iets te veel materiaal weer word geprimed?
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
@Psycho_Mantis Alle problemen die er zijn met de zero W en octoprint is met een webcam aangesloten. Komt doordat de Zero maar 1 core soc heeft. Die enkele core moet dus zowel octoprint aansturen als de webcam waardoor er een mogelijkheid is dat het gaat haperen.
Ikzelf heb er geen webcam aan hangen dus kan je geen ervaringen vertellen.
Wel kan ik zeggen dat als ik een print cancel het aardig lang duurt voordat ik iets kan doen. Of mis ik nog iets?..
Inmiddels contact gehad met kiwi voor die relaisbord. Ze hebben een nieuwe aangeboden onder garantie. Ben benieuw.
Ikzelf heb er geen webcam aan hangen dus kan je geen ervaringen vertellen.
Wel kan ik zeggen dat als ik een print cancel het aardig lang duurt voordat ik iets kan doen. Of mis ik nog iets?..
Inmiddels contact gehad met kiwi voor die relaisbord. Ze hebben een nieuwe aangeboden onder garantie. Ben benieuw.
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
Bij pause stopt een print meteen. Als je op cancel klikt, maakt hij eerst een infill/outer wall af. Dus dat kan voelen als 'lang'.thijsco19 schreef op maandag 14 mei 2018 @ 22:04:
@Psycho_Mantis Alle problemen die er zijn met de zero W en octoprint is met een webcam aangesloten. Komt doordat de Zero maar 1 core soc heeft. Die enkele core moet dus zowel octoprint aansturen als de webcam waardoor er een mogelijkheid is dat het gaat haperen.
Ikzelf heb er geen webcam aan hangen dus kan je geen ervaringen vertellen.
Wel kan ik zeggen dat als ik een print cancel het aardig lang duurt voordat ik iets kan doen. Of mis ik nog iets?..
Inmiddels contact gehad met kiwi voor die relaisbord. Ze hebben een nieuwe aangeboden onder garantie. Ben benieuw.
- absrnd
- Registratie: Augustus 2005
- Laatst online: 01:01
Star Wars fans en cosplayers hebben een soort " elkaar gebruiken en tolereren" afspraak,MsG schreef op maandag 14 mei 2018 @ 16:32:
[...
Ik vind het juridisch ook wel interessant dat hele volksstammen in de cosplay-wereld modellen te koop aanbieden gebaseerd op commercieel eigendom. Die C3PO hieronder verwacht ik dan ook niet lang op Thingiverse, veel bedrijven jagen daar actief achteraan, immers kannibaliseert het mogelijk de verkoop van figurines en dergelijke. De Millenium Falcon heet op Thingiverse niet voor niets Fillenium Malcon
het feit dat Lucas (en nu Disney) veel gebruik maakt van fans in cosplay gemaakt fan costuum replicas, of de R2Builders club die zelfs samen met Done Bies een soort tekeningen pakket hebben gemaakt van alle R2D2 onderdelen/
En nu in de nieuwe trilogie gebruik is gemaakt van een aantal Englse R2Builders, die voor de film een aantal R2D2's hebben gemaakt, en besturen voor opnames
Ik denk dat ik deze printer nu bovenaan mijn budget-printers heb staan. Ik was erg tevreden over de Anycubic i3 Mega (vooral dat bed!  ) en dit is weer een mooie upgrade: JGAurora A5
) en dit is weer een mooie upgrade: JGAurora A5
[ Voor 6% gewijzigd door Room42 op 15-05-2018 08:49 ]
Koop al mijn ads!
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 21:04
Dit ziet er best mooi uit. Zie hem voor 270 euro op de chinese webshops staan. Das beste en goede deal. Toch even in de gaten houden, want zoek eigenlijk een upgrade voor mijn Anet.Room42 schreef op dinsdag 15 mei 2018 @ 08:47:
Ik denk dat ik deze printer nu bovenaan mijn budget-printers heb staan. Ik was erg tevreden over de Anycubic i3 Mega (vooral dat bed!
[video]
- Amdwarrior
- Registratie: Juni 2009
- Laatst online: 07:49
:strip_icc():strip_exif()/u/305231/crop5db483f8e5c32_cropped.jpeg?f=community)
Is de PrimaCreator P120 een aanrader voor een beginner? Ik lees dat ie ook onder andere namen wordt verkocht Monoprice maar die verzendt niet naar EU helaas en deze https://hobbyking.com/nl_...al-3d-printer-m200-2.html maar vind de prijs wel verdacht laag en lees veel negatieve reviews op het Internet.
Wat denk je dan zelfAmdwarrior schreef op dinsdag 15 mei 2018 @ 09:37:
[...] en lees veel negatieve reviews op het Internet.
Sowieso zou ik me nooit beperken tot zo'n klein printvolume. Ten zijn je de printer voor een specifiek afgebakend doel gebruikt, beperk je je creativiteit enorm met zo'n klein volume. Ik zou minimaal voor 200x200x200 gaan. Ik ken je budget niet, maar die JGAurora A5 die ik twee posts boven je plaats zou ik zeker aanraden voor een beginner.
[ Voor 46% gewijzigd door Room42 op 15-05-2018 09:51 ]
Koop al mijn ads!
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 08:07
Wow. So Amaze.
Ik ben nu overgestapt van een MK8 extruder naar een Prusa I3 MK2 extruder met een chinese E3D clone (full metal). Maar klopt het dat die E3D dingen gewoon veel meer weerstand hebben met extruden? De stappen moter slaat regelmatig stappen over, iets wat ik bij de MK8 nooit had.
Ik gebruikte voor de MK8 wel een andere stappenmotor die iets kleiner is in de lengte, die ik nu heb is een cm langer. Kan het zijn dat de stepper driver dan ook meer moet leveren? De motor voelt koud aan.
Ik had voor de MK8 een E3D V5 waarmee ik ook al ellende had, maar ik dacht dat ik toen gewoon een slecht exemplaar had. Was toen wel een Gregs extruder.
Ik gebruikte voor de MK8 wel een andere stappenmotor die iets kleiner is in de lengte, die ik nu heb is een cm langer. Kan het zijn dat de stepper driver dan ook meer moet leveren? De motor voelt koud aan.
Ik had voor de MK8 een E3D V5 waarmee ik ook al ellende had, maar ik dacht dat ik toen gewoon een slecht exemplaar had. Was toen wel een Gregs extruder.
- Amdwarrior
- Registratie: Juni 2009
- Laatst online: 07:49
300 mag ook iets meer. Die JGAurora A5 ziet er veelbelovend uit alleen zo groot pakket wordt volgens mij redelijk snel gepakt door Douane. Maar kan altijd gok wagenRoom42 schreef op dinsdag 15 mei 2018 @ 09:44:
[...]
Wat denk je dan zelfGewoon doen?
Sowieso zou ik me nooit beperken tot zo'n klein printvolume. Ten zijn je de printer voor een specifiek afgebakend doel gebruikt, beperk je je creativiteit enorm met zo'n klein volume. Ik zou minimaal voor 200x200x200 gaan. Ik ken je budget niet, maar die JGAurora A5 die ik twee posts boven je plaats zou ik zeker aanraden voor een beginner.
Je kunt zoeken op Aliexpress naar een EU warehouse. De Anycubic i3 Mega leveren ze vanuit Duitsland voor 287 euro (incl. verzendkosten), dus dan heb je geen importkosten meer. De JGAurora A5 zie ik niet zo snel uit de EU komen. Op Gearbest is die 272 euro, dus dan moet je rekenen op zo'n 350 euro als die inderdaad onderschept wordt. Nog steeds een prima prijs.Amdwarrior schreef op dinsdag 15 mei 2018 @ 10:04:
[...]
300 mag ook iets meer. Die JGAurora A5 ziet er veelbelovend uit alleen zo groot pakket wordt volgens mij redelijk snel gepakt door Douane. Maar kan altijd gok wagen
Psycho_Mantis in "OpenSource 3D Printing - Deel 2" Dit weet ik niet. Wel interessant om te weten.
[ Voor 6% gewijzigd door Room42 op 15-05-2018 10:21 ]
Koop al mijn ads!
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Let op:
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.