:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
:strip_icc():strip_exif()/u/46872/volume-s.jpg?f=community)
Oh zo'n rubberen tegels is wel een goed idee! Heb hem in een kast staan, en bij snelle infills staat het redelijk te schudden en te trillen.BarryKohne schreef op woensdag 25 april 2018 @ 16:15:
Printer is weer in use, custom heat bed cariage met 4 lager bevestigingen i.p.v. de standaard 3. skf lagers, Gates gt3 belts en rubber tegel onder de printer i.v.m. geluid.
[video]
Volgende upgrade is een tmc2100 driver extension board.
- citruspers
- Registratie: December 2009
- Laatst online: 23-05 12:29
Ik heb zo'n pack fitnesstegels bij de lokale Action gehaald, werkt inderdaad als een dolle. Veel minder herrie.
En je hebt nog uitbreidingsmogelijkheden voor meer printers.citruspers schreef op donderdag 26 april 2018 @ 15:59:
Ik heb zo'n pack fitnesstegels bij de lokale Action gehaald, werkt inderdaad als een dolle. Veel minder herrie.
- citruspers
- Registratie: December 2009
- Laatst online: 23-05 12:29
Klopt inderdaad, het waren 4 of 5 tegels waarvan ik er nu 3 in gebruik heb. Passen perfect 2 Anycubic Kossels op en 1 Wanhao i3.
- LED-Maniak
- Registratie: Oktober 2003
- Laatst online: 09:29
:strip_icc():strip_exif()/u/94119/358157.jpg?f=community)
Als iemand hier toevallig een form 2 heeft en het zat is om in het inferieure 'open mode' te printen met goedkope vloeistoffen en interesse heeft om in closed mode te printen hiermee. Ik zoek nog een beta tester. 
Mitsubishi externe temperatuur sensor (Home Assistant compatible): V&A - ClimaControl - Ook voor Panasonic & LG.
- polthemol
- Registratie: Maart 2006
- Laatst online: 22-05 12:28
Moderator General Chat
:strip_icc():strip_exif()/u/170876/crop60feac2476182_cropped.jpg?f=community)
urgh en de printer ligt eruit hier >.< Hele heatend gesloopt 
E3D v6
De nozzle brook af toen ik deze wilde vervangen. Geen probleem, dan pak je je reserve heatblok erbij gewoon, echter is de heatbreak ook niet los te krijgen, zit muurvast.
Al geprobeerd het heatblok op te warmen naar een 260 graden, diepvriestruc enz. Bijkomende issue wat ik erbij ontdekte is dat de tempsensor cartridge ook niet uit het blok te krijgen is.
Ik heb het vermoeden dat de nozzle nooit goed vast heeft gezeten/heeft aangesloten op de heatbreak en er wat plastic heeft zitten lekken. Nu maar wachten op de post zaterdag en brute force proberen of ik het toch nog los kan krijgen.
Als mensen nog creatieve ideetjes voor hebben, laat maar komen Het materiaal beschouw ik toch al als verloren
Het materiaal beschouw ik toch al als verloren 
E3D v6
De nozzle brook af toen ik deze wilde vervangen. Geen probleem, dan pak je je reserve heatblok erbij gewoon, echter is de heatbreak ook niet los te krijgen, zit muurvast.
Al geprobeerd het heatblok op te warmen naar een 260 graden, diepvriestruc enz. Bijkomende issue wat ik erbij ontdekte is dat de tempsensor cartridge ook niet uit het blok te krijgen is.
Ik heb het vermoeden dat de nozzle nooit goed vast heeft gezeten/heeft aangesloten op de heatbreak en er wat plastic heeft zitten lekken. Nu maar wachten op de post zaterdag en brute force proberen of ik het toch nog los kan krijgen.
Als mensen nog creatieve ideetjes voor hebben, laat maar komen
Nunc purus risus, volutpat sagittis, lobortis at, dignissim sed, sapien
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 09:15
sinds 2001
:strip_icc():strip_exif()/u/23091/cyberspin.jpg?f=community)
Net klaar met de upgrade om X en Y met TMC2100 drivers aan te sturen.BarryKohne schreef op woensdag 25 april 2018 @ 17:47:
Ah, daar heb ik hem ook vandaan. Welke versie heb jij? Is een heel behulpzame kerel;)
Wat. Een. Verschil. Wow..
Part cooling fan is nu het duidelijkste hoorbaar (en de Z motors bij een Z-hop).
Motoren worden wel echt heet nu, maar dat hoort erbij..
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
:strip_icc():strip_exif()/u/331265/forumfok.jpg?f=community)
Heb je voltage ook aangepast?CyBeRSPiN schreef op donderdag 26 april 2018 @ 22:53:
[...]
Net klaar met de upgrade om X en Y met TMC2100 drivers aan te sturen.
Wat. Een. Verschil. Wow..
Part cooling fan is nu het duidelijkste hoorbaar (en de Z motors bij een Z-hop).
Motoren worden wel echt heet nu, maar dat hoort erbij..
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 09:15
sinds 2001
Ja, Vref op 1.00 Volt. (Keramische schroevendraaier echt aanbevolen, heb in verleden al eens drivers vernacheld met een metalen schroevendraaier op de potmeter..)
Motor wordt tegen de 90 graden. Maar zelfde wordt waargenomen door MK3 gebruikers.
[ Voor 21% gewijzigd door CyBeRSPiN op 26-04-2018 23:39 ]
- PAPPLE
- Registratie: April 2011
- Laatst online: 10-12-2024
:strip_exif()/u/404763/profile.gif?f=community)
Heb het ook een keer gehad, toen ook de heatbreak gebroken. Opgelost door alles uit te boren. Daarna was alles weer prima bruikbaar. Zorg wel dat je dit even in een goede werkbank zet, anders is het niet te doen. Restand van de schroefdraad van de nozzle kun je eruit prikken na uitboren.polthemol schreef op donderdag 26 april 2018 @ 20:15:
Als mensen nog creatieve ideetjes voor hebben, laat maar komen
- jbhc
- Registratie: Juli 2007
- Laatst online: 09:44
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
De kogel is door de kerk. Ik heb besloten om er genoeg onderdelen bij te bestellen zodat ik een 2e printer kan fabriceren.jbhc schreef op zaterdag 14 april 2018 @ 19:05:
[...]
Lol,
Ik ben nu de onderdelen voor de AM8 aan het printen met PETG en ik merk dat het me eigenlijk allemaal te lang duurt
Ik ben aan het twijfelen om er gewoon wat onderdelen bij te bestellen zodat ik 2 printers heb....
Ik heb wel respect voor de verkopers van de A8. Met losse componenten is het onmogenlijk om goedkoper uit te komen dan dat je een A8 zou bestellen.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 09:36
Wow. So Amaze.
:strip_icc():strip_exif()/u/208430/3f5a00acf72df93528b6bb7cd0a4fd0c.jpeg?f=community)
Maarja, je moet volgens mij wel aardig wat geld erin steken om dat ding veilig te maken.jbhc schreef op zaterdag 28 april 2018 @ 21:42:
[...]
De kogel is door de kerk. Ik heb besloten om er genoeg onderdelen bij te bestellen zodat ik een 2e printer kan fabriceren.
Ik heb wel respect voor de verkopers van de A8. Met losse componenten is het onmogenlijk om goedkoper uit te komen dan dat je een A8 zou bestellen.
Dan ben je alsnog duurder uit.
En ze besparen natuurlijk ook flink wat geld met zo'n plastic frame.
- polthemol
- Registratie: Maart 2006
- Laatst online: 22-05 12:28
Moderator General Chat
heb ook al een nieuw heatblock/sensor/nozzle en heatbreak binnen, maar ga eens proberen met uitborenPAPPLE schreef op zaterdag 28 april 2018 @ 17:57:
[...]
Heb het ook een keer gehad, toen ook de heatbreak gebroken. Opgelost door alles uit te boren. Daarna was alles weer prima bruikbaar. Zorg wel dat je dit even in een goede werkbank zet, anders is het niet te doen. Restand van de schroefdraad van de nozzle kun je eruit prikken na uitboren.
Nunc purus risus, volutpat sagittis, lobortis at, dignissim sed, sapien
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Een vroeg stukje feedback van mij:timmiej93 schreef op dinsdag 24 april 2018 @ 19:48:
Een kort vraagje: Waar raden jullie aan om een printer te kopen? Ik heb de eerste post doorzocht, en op een paar trefwoorden gezocht in dit topic, maar ik kon er zo snel niets over vinden. Het lijkt niet alsof veel Nederlandse winkels printers verkopen, niet voor een starter althans.
Ik ben zelf op het moment aan het kijken naar een Creality Ender 2, gezien de lage prijs en toch redelijk hoge kwaliteit (Ik ben vooral van plan om kastjes te maken voor kleine elektronica projectjes, dus heb geen groot volume nodig).
Ik heb mijn Ender 2 uiteindelijk inderdaad via AliExpress besteld, zoals hier aanbevolen werd, vanuit een Duits magazijn. nog geen 48 uur later had ik 'm al in huis, ik stond er werkelijk van te kijken. De Ender 2 zelf is precies zoals mensen hem beschrijven: Makkelijk te assembleren (als je een externe bron gebruikt voor de instructies), werkt out of the box prima, maar kan her en der wat aanpassingen gebruiken. Voor €140 is het een prachtig apparaat.
Is er hier op Tweakers een dedicated locatie voor discussie rondom een specifieke printer, of gebeurt dat allemaal in dit topic?
Als dat laatste het geval is, heeft iemand anders dan toevallig ook gemerkt dat de riem voor de Y-as (van het print oppervlak) aan de kant van de stepper motor lichtelijk tegen het frame (de aluminium extrusion) schuurt?

Voor zover ik begrepen heb - en wat mij logisch lijkt, is het de bedoeling dat de riem op locaties A en B loopt. Aan de bovenkant dus boven het profiel (aangezien de riem daar aan het printoppervlak vast zit), en aan de onderkant in het profiel. Echter is het tandwiel aan de stepper motor te klein om dit voor elkaar te krijgen. Hier schuurt de riem ofwel tegen het midden van het profiel (aan de onderkant), ofwel aan de bovenkant tegen de twee horizontale secties (links en rechts van A). Het lijkt hier of de riem net iets te breed is om fatsoenlijk hier tussendoor te kunnen. Dit lijkt me redelijk simpel op te lossen door een iets groter tandwiel op de stepper motor te zetten (de lagers hebben ook een wat grotere diameter, daar werkt het prima) , en het leek me ook dat meerdere mensen dit probleem hadden, en er dus wel prints voor beschikbaar zouden zijn, maar ik kan hier werkelijk niets voor vinden. Heb ik net de pech dat mijn riem iets te breed is, of is dit toch een algemeen bekend probleem?
Nog een foto ter verduidelijking:
 linkje
linkje
Zoals je kan zien raakt de riem aan de onderkant het profiel, en komt ie aan de bovenkant ook nog steeds in de knoei.
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
:strip_icc():strip_exif()/u/408498/crop5e9315d49f8d7.jpeg?f=community)
@timmiej93Zo zit het bij mij:

Niet ideaal maar werkt wel. Riem schuurt wel tegen het profiel aan maar dan halverwege.
Niet ideaal maar werkt wel. Riem schuurt wel tegen het profiel aan maar dan halverwege.
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Ik ben eindelijk eens met PETG gaan spelen, heb feit dat je dat wat makkelijker in de volle zon kan alten staan sprak me wel aan, dus maar eens een rol Innopet besteld. Ik print al jaren met Innofil PLA, dus dan ook datzelfde merk maar eens proberen.
Mijn hemel wat print dat lekker zeg
Geen warping issues en het ziet er perfect uit verder, lijkt ook mooi stevig dus ik ben tevreden. Komende dagen eens kijken hoe de nabewerking gaat.
Het enige minpuntje is dat het toch vrij aan de prijs is, 30+ voor 0,75kg is wat meer dan hun PLA variant.
Nu heb ik hier de merken die 123D verkoopt ook vaker voorbij zien komen, hun Jupiter en REAL PETG zijn een stuk goedkoper met 27-29 per 1KG. Wat zijn de bevindingen daarmee? Print dat een beetje fatsoenlijk, of kan ik beter gewoon bij Innofil blijven?
Mijn hemel wat print dat lekker zeg
Geen warping issues en het ziet er perfect uit verder, lijkt ook mooi stevig dus ik ben tevreden. Komende dagen eens kijken hoe de nabewerking gaat.
Het enige minpuntje is dat het toch vrij aan de prijs is, 30+ voor 0,75kg is wat meer dan hun PLA variant.
Nu heb ik hier de merken die 123D verkoopt ook vaker voorbij zien komen, hun Jupiter en REAL PETG zijn een stuk goedkoper met 27-29 per 1KG. Wat zijn de bevindingen daarmee? Print dat een beetje fatsoenlijk, of kan ik beter gewoon bij Innofil blijven?
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- jbhc
- Registratie: Juli 2007
- Laatst online: 09:44
De zwarte PETG van de Jupiter serie print best aardig. Ik ben er wel achter dat je de part cooling fan beter uit kunt zetten want anders gaat het warpen als een gek.Spike_wolf schreef op zondag 29 april 2018 @ 20:57:
....
Het enige minpuntje is dat het toch vrij aan de prijs is, 30+ voor 0,75kg is wat meer dan hun PLA variant.
Nu heb ik hier de merken die 123D verkoopt ook vaker voorbij zien komen, hun Jupiter en REAL PETG zijn een stuk goedkoper met 27-29 per 1KG. Wat zijn de bevindingen daarmee? Print dat een beetje fatsoenlijk, of kan ik beter gewoon bij Innofil blijven?
Ik print het nu op een glasplaat op een laagje water verdunde PVA lijm (houtlijm) omdat je overal leest dat PETG zo goed hecht aan glas dat het glas stuk kan tekken tijdens het afkoelen.
/u/34186/crop62e07d174532d_cropped.png?f=community)
Je bent vast mijn post ook tegengekomen bij het zoeken maar mijn ervaring met REAL PETG op de Anycubic i3 Mega zijn niet goed. De Jupiter-serie doet het veel beter bij mij. Ik heb vandaag mijn Original Prusa i3 MK3 binnengekregen (Spike_wolf schreef op zondag 29 april 2018 @ 20:57:
[...] Nu heb ik hier de merken die 123D verkoopt ook vaker voorbij zien komen, hun Jupiter en REAL PETG zijn een stuk goedkoper met 27-29 per 1KG. Wat zijn de bevindingen daarmee? Print dat een beetje fatsoenlijk, of kan ik beter gewoon bij Innofil blijven?
Koop al mijn ads!
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Die had ik voorbij zien komen inderdaad, maar mer info op verschillende printers is altijd welkom, dus ik hoor graag wat de resultaten zijnRoom42 schreef op zondag 29 april 2018 @ 22:15:
[...]
Je bent vast mijn post ook tegengekomen bij het zoeken maar mijn ervaring met REAL PETG op de Anycubic i3 Mega zijn niet goed. De Jupiter-serie doet het veel beter bij mij. Ik heb vandaag mijn Original Prusa i3 MK3 binnengekregen () dus zal daar de REAL-serie nog eens op testen!
En gefeliciteerd met de aanwinst.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
Verwijderd
Ik zou me een 3d printer willen aanschaffen om mijn iot projectjes netjes te kunnen wegstoppen.
Ik las veel goede zaken over de flashforge finder. Werkt zogenaamd 'out of the box' en kwaliteit is echt wel goed. Werkt alleen met pla, geen probleem. Alleen vind ik de prijs vrij hoog voor het printformaat. Is +-450 eur en kan amper 14x14x14cm printen. Zoveel zal ik deze printer nu ook niet gebruiken om de prijs te kunnen rechtvaardigen. Had hij een groter print opp, dan was de keus wel snel gemaakt.
De anet a6 is geen optie, teveel zelfbouw en upgrades uit te voeren om min of meer een aanvaardbare kwaliteit te bekomen.
Da Vinci mini, is een stuk goedkoper, 295, maar werkt dan met enkel met eigen filament, hoewel de rfid chip vervangbaar is. Printbed is 1cm groter dan de finder, echt een verschil is dit niet.
Hebben jullie tips voor een goede, betaalbare (€300) 3D printer die toch +-20cm printbed heeft. Alleen pla filament is geen issue.
Ik las veel goede zaken over de flashforge finder. Werkt zogenaamd 'out of the box' en kwaliteit is echt wel goed. Werkt alleen met pla, geen probleem. Alleen vind ik de prijs vrij hoog voor het printformaat. Is +-450 eur en kan amper 14x14x14cm printen. Zoveel zal ik deze printer nu ook niet gebruiken om de prijs te kunnen rechtvaardigen. Had hij een groter print opp, dan was de keus wel snel gemaakt.
De anet a6 is geen optie, teveel zelfbouw en upgrades uit te voeren om min of meer een aanvaardbare kwaliteit te bekomen.
Da Vinci mini, is een stuk goedkoper, 295, maar werkt dan met enkel met eigen filament, hoewel de rfid chip vervangbaar is. Printbed is 1cm groter dan de finder, echt een verschil is dit niet.
Hebben jullie tips voor een goede, betaalbare (€300) 3D printer die toch +-20cm printbed heeft. Alleen pla filament is geen issue.
Deze in ieder geval niet. Het is een superoud model (gezien de snelheid waarmee de techniek zich ontwikkelt) en de RFID-chip is, tenzij er een enorme doorbraak is sinds november, helemaal niet makkelijk vervangbaar. Verdiep je daar maar eens in. Ik zou zeker een modernere printer nemen. Hier in het topic worden er wel een aantal besproken maar check ook de reviews van Maker's Muse, Tom Sanladerer en 3DMN.Verwijderd schreef op maandag 30 april 2018 @ 15:08:
[...]
Da Vinci mini, is een stuk goedkoper, 295, maar werkt dan met enkel met eigen filament, hoewel de rfid chip vervangbaar is. Printbed is 1cm groter dan de finder, echt een verschil is dit niet.
Ik ben zelf sowieso geen fan van XYZ Printing, want die snappen echt niks van Open Source.
Als je echt out-of-the-box wilt printen kan ik je ook van harte een printer met mesh bed leveling aanraden, of een waarop deze makkelijk later toe te voegen is. Dat blijf ik echt een rotklus vinden, zeker als je bed niet 100% recht is
[ Voor 12% gewijzigd door Room42 op 30-04-2018 15:20 ]
Koop al mijn ads!
- MsG
- Registratie: November 2007
- Laatst online: 09:10
Forumzwerver
De Anet-varianten hebben vooral wat veiligheidsupgrades nodig, maar de stock printkwaliteit is echt wel prima hoor. het valt of staat echt met bed leveling en wat afstellen. dat is voor duurdere printers weinig anders.
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
- palko
- Registratie: Januari 2010
- Laatst online: 06-05 12:19
:strip_icc():strip_exif()/u/340433/crop56a78dcc05481_cropped.jpeg?f=community)
Malyan m200Verwijderd schreef op maandag 30 april 2018 @ 15:08:
Ik zou me een 3d printer willen aanschaffen om mijn iot projectjes netjes te kunnen wegstoppen.
standaard goed en je hoeft geen mods op uit te voeren behalve de bedrading anders leggen
ding is super gebruiks vriendelijk en heeft geen lock als de xyz printers dus alle merken filament kan gebruikt worden
buildspace is 12x12x12 prijs is 180
ikzelf maak redelijk wat cases voor iot apparaten maar groter dan 11 ben ik niet gekomen om eerlijk te zijn
- citruspers
- Registratie: December 2009
- Laatst online: 23-05 12:29
Het zwakste punt voor de printkwaliteit bij de Anet lijkt me het acryl frame, dat is nogal buigbaar, terwijl je je aandrijfriemen juist flink strak wil hebben. Als je dat bij de Anet probeert heb je al gauw dat je frame begint krom te trekken.MsG schreef op maandag 30 april 2018 @ 15:44:
De Anet-varianten hebben vooral wat veiligheidsupgrades nodig, maar de stock printkwaliteit is echt wel prima hoor. het valt of staat echt met bed leveling en wat afstellen. dat is voor duurdere printers weinig anders.
Toegegeven, vooral als je sneller wil printen wordt dat een probleem, en als je kleine cases gaat printen zal je toch niet zo snel gaan om de minimale layer time op een paar seconden of hoger te houden.
- caspervc
- Registratie: Mei 2003
- Laatst online: 23-05 22:08
:strip_icc():strip_exif()/u/85747/crop5e3491f382a9e_cropped.jpeg?f=community)
Ook te krijgen als monoprice mini v2, primacreator p120 of profab mini (incl bed rewire)palko schreef op maandag 30 april 2018 @ 15:49:
[...]
Malyan m200
standaard goed en je hoeft geen mods op uit te voeren behalve de bedrading anders leggen
ding is super gebruiks vriendelijk en heeft geen lock als de xyz printers dus alle merken filament kan gebruikt worden
buildspace is 12x12x12 prijs is 180
ikzelf maak redelijk wat cases voor iot apparaten maar groter dan 11 ben ik niet gekomen om eerlijk te zijn
Prima startersprinter imo
MY24 Volvo XC40 Recharge SMER Fjord Blue
Verwijderd
Waar heb je hem gekocht?palko schreef op maandag 30 april 2018 @ 15:49:
[...]
Malyan m200
standaard goed en je hoeft geen mods op uit te voeren behalve de bedrading anders leggen
ding is super gebruiks vriendelijk en heeft geen lock als de xyz printers dus alle merken filament kan gebruikt worden
buildspace is 12x12x12 prijs is 180
ikzelf maak redelijk wat cases voor iot apparaten maar groter dan 11 ben ik niet gekomen om eerlijk te zijn
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Ik ben verre van een expert, maar ik ben zéér te spreken over mijn Creality3D Ender 2. Ik heb hem - op advies van de mensen hier - besteld op AliExpress, vanuit een Duits magazijn. Mij kostte hij op dat moment €145, inclusief verzending, en binnen 48 uur was ie binnen.Verwijderd schreef op maandag 30 april 2018 @ 15:08:
Ik zou me een 3d printer willen aanschaffen om mijn iot projectjes netjes te kunnen wegstoppen.
Ik las veel goede zaken over de flashforge finder. Werkt zogenaamd 'out of the box' en kwaliteit is echt wel goed. Werkt alleen met pla, geen probleem. Alleen vind ik de prijs vrij hoog voor het printformaat. Is +-450 eur en kan amper 14x14x14cm printen. Zoveel zal ik deze printer nu ook niet gebruiken om de prijs te kunnen rechtvaardigen. Had hij een groter print opp, dan was de keus wel snel gemaakt.
De anet a6 is geen optie, teveel zelfbouw en upgrades uit te voeren om min of meer een aanvaardbare kwaliteit te bekomen.
Da Vinci mini, is een stuk goedkoper, 295, maar werkt dan met enkel met eigen filament, hoewel de rfid chip vervangbaar is. Printbed is 1cm groter dan de finder, echt een verschil is dit niet.
Hebben jullie tips voor een goede, betaalbare (€300) 3D printer die toch +-20cm printbed heeft. Alleen pla filament is geen issue.
Bouwvolume is 150*150*200mm. Ik heb 'm opgebouwd in een uurtje, anderhalf uur misschien (ik ben technisch aangelegd en ben een echte knutselaar, dus als je minder ervaring hebt met zo'n dingen kan het wat langer duren). Hiervoor heb ik wel een bouwvideo gebruikt op YouTube, want de instructies zijn waardeloos.
Het pakket bevatte alles wat ik nodig had, van gereedschap tot een beetje filament om testprints mee te maken.
Zo out of the box print de Ender 2 eigenlijk al zeer netjes, ik sta er nog steeds van te kijken, net als iedereen aan wie ik de prints laat zien. Echter kan hij wel een paar upgrades gebruiken om 'm nog beter te maken:
- Stillere ventilatoren. Hij heeft 3 ventilatoren: 1x 60*60mm in de PSU, die altijd draait als ie aan de stroom hangt, en 2x 40*40mm die draaien als de printer in geschakeld is (geen PWM of andere controle voor zover ik heb kunnen vinden), en dat hoor je. Ik heb zelf 3 stille fans besteld, zal later melden hoeveel dat scheelt.
- Riemspanners. De riem-"spanners" die bij de Ender 2 zitten zijn niet zozeer spanners, maar meer idler rollers. Op spanning brengen doe je door ze met de hand in de goede richting te drukken en dan de schroefjes vast te draaien. Hier zijn wel voldoende modellen voor online te vinden.
- Een verlenging van de spoelhouder. Een 1kg spoel (van 123-3d.nl) past nét niet op de spoelhouder, scheelt een paar mm, dus een verlenging kan geen kwaad. Ook hier zijn genoeg modellen voor te vinden.
- Een fan duct. De Ender 2 heeft geen part cooling fan, dus zijn er fan ducts om de hot-end koeler te laten multitasken. Heb het nog niet geprobeerd (hij is nu aan het printen), maar de mensen zijn er zeer over te spreken.
- Grotere tandwielen voor de stepper motors. Met de standaard tandwielen schuren de riemen lichtelijk tegen het frame. De printer werkt, het veroorzaakt geen problemen, maar het is natuurlijk wenselijk om dit te voorkomen. Ik heb hiervoor nog geen modellen kunnen vinden, dus ik zal binnenkort aan de slag moeten om ze zelf te maken.
Hier heb ik toch maar vanaf gezien, aangezien grotere tandwielen betekent dat de steppers de bouwplaat en extruder verder verplaatsen dan ze berekend hebben. Dat zou je vast op kunnen lossen in de software, maar dat gaat me op dit moment nog iets te ver.
Zelfs met een 3-punts leveling procedure blijft het een lastig bed om vlak te krijgen IMO, maar misschien ben ik te perfectionistisch.
Nu denk je misschien: Dat zijn een hoop minpunten, lijkt me niks dat ding. Echter zijn de meeste minpunten slechts ongemakken, en zeker geen gamebreakers, en praktisch alles is op te lossen door dingen te printen en te installeren. Als je dan bedenkt dat je een printer hebt met redelijke tot goede bouwkwaliteit (véél beter dan Anet wat ik zo hoor), en bouwvolume van 150*150*200mm, wat meer dan groot genoeg is voor de meeste PCB cases, dan heb je toch voor een lage prijs een hele degelijke printer lijkt me.
[ Voor 3% gewijzigd door timmiej93 op 01-05-2018 19:08 ]
- smallblock
- Registratie: September 1999
- Laatst online: 03-05 11:06
Aliens (& rust) ate my Buick
Ender-2 is zeker een leuke printer om mee te beginnen. Met een kortingsactie is het soms mogelijk om 'm al voor rond de 130 eu in huis te hebben.
Ik ervaar persoonlijk nog minder minpunten dan timmiej93.
Ik ervaar persoonlijk nog minder minpunten dan timmiej93.
Leuke lamp, overigens !!
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 09:21
Heb zelf een Ender-2 gekocht via Aliexpress ( coupons + aanbieding ) voor €120,-. Heb er de nodige verbetering aan uitgevoerd. Zie thingiverse. Print pla en petg op glas. 9 van de 10 keer lukt het. Enige keer dat het niet echt lukt is als ik niet calibreer. Gebruik 16 punten calibratie van marlin 1.1.8. De 3 bed levelingknoppen gebruik ik nauwelijks meer.
Wat ik zelf aanraad ga eens proberen op glas te printen. 4 mm dik ( goed voor de warmtegeleiding ) en print pla op 70 graden verwarmd bed. Petg print ik eerste laag op 95 graden volgende lagen op 80 graden. Laat dan het bed afkoelen na de print. Kan je het er bijna zo afplukken. Het bed maak ik schoon met 70% alcohol.
Wat ik zelf aanraad ga eens proberen op glas te printen. 4 mm dik ( goed voor de warmtegeleiding ) en print pla op 70 graden verwarmd bed. Petg print ik eerste laag op 95 graden volgende lagen op 80 graden. Laat dan het bed afkoelen na de print. Kan je het er bijna zo afplukken. Het bed maak ik schoon met 70% alcohol.
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
/u/36460/Pancrase_Hybrid_Wrestling_logo%252060x60.png?f=community)
Die van mij komt van Hobbyking. Mooie is: Hobbyking heeft een NL warehouse. Die van mij was binnen 3 dagen geleverd!
Ben nu bezig met Ninjaflex. En ja, zelfs dat pakt de Malyan! ben er nog steeds erg tevreden mee.
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
:strip_exif()/u/618019/crop67d6d4a4200e7_cropped.webp?f=community)
na wat zaag werk is mijn prusa enclosure klaar
ik heb de lagers vervangen van de prusa mk3 naar de RJ4JP-01-08 LM8UU lagers.
Ik slaap er 4 meter vanaf (zit nog wel een houten muurtje tussen maar die is maar 5mm dik maar ik kan rustig slapen nu

ik heb de lagers vervangen van de prusa mk3 naar de RJ4JP-01-08 LM8UU lagers.
Ik slaap er 4 meter vanaf (zit nog wel een houten muurtje tussen maar die is maar 5mm dik
- CyBeRSPiN
- Registratie: Februari 2001
- Laatst online: 09:15
sinds 2001
@KevinSetz ziet er strak uit! Als je hoge dingen wil printen gaat dat kleine gaatje om filament mee door te voeren niet werken, kun je beter een sleuf van maken (Thingiverse staat er vol mee).
Ben je niet bang dat het te warm gaat worden in die enclosure?
Ben je niet bang dat het te warm gaat worden in die enclosure?
[ Voor 6% gewijzigd door CyBeRSPiN op 01-05-2018 20:38 ]
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ben niet van plan om hoge dingen te gaan printen, toch bedankt voor de tip.CyBeRSPiN schreef op dinsdag 1 mei 2018 @ 20:38:
@KevinSetz ziet er strak uit! Als je hoge dingen wil printen gaat dat kleine gaatje om filament mee door te voeren niet werken, kun je beter een sleuf van maken (Thingiverse staat er vol mee).
Ben je niet bang dat het te warm gaat worden in die enclosure?
De enclosure is rond de 25-30 graden, als hij een print van 12 uur doet. In de zomer wanneer het buiten 30 graden is zal het zeker rond de 40-50 graden zijn maar dat is afwachten anders moet ik iets van Fans inbouwen die aansturen op temperatuur van de kamer.
Er zit ook een brand alarm in, en een Domoticz temp sensor. wanneer de kamer toch 50 graden bereikt krijg ik bericht op mijn telefoon hierna kan ik via octoprint verbinden en de printer uit zetten mocht ik het niet vetrouwen
[ Voor 13% gewijzigd door KevinSetz op 01-05-2018 20:56 ]
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
Deze week heb ik mijn eerste 3D printer gekocht, een Anycubic i3. 3D printen is compleet nieuw voor mij.
De eerste 2 prints gingen redelijk goed, De prints die ik nu maak zijn echter niet echt mooi.
Het volgende probeer ik op te lossen, wat nog niet is gelukt
- het PLA wil niet mooi blijven plakken, ik heb al haarlak en verschillende bed temperaturen geprobeerd.
-de extruder laat slierten achter op het bed wanneer de extruder omhoog gaat en van positie verandert (PLA blijft dus lopen)
- De eerste laag is niet zo netjes als de lagen erna.
Ik hoop dat jullie mij wat tips kunnen geven!
Edit: ik gebruik de aanbevolen instellingen in cura.
De eerste 2 prints gingen redelijk goed, De prints die ik nu maak zijn echter niet echt mooi.
Het volgende probeer ik op te lossen, wat nog niet is gelukt
- het PLA wil niet mooi blijven plakken, ik heb al haarlak en verschillende bed temperaturen geprobeerd.
-de extruder laat slierten achter op het bed wanneer de extruder omhoog gaat en van positie verandert (PLA blijft dus lopen)
- De eerste laag is niet zo netjes als de lagen erna.
Ik hoop dat jullie mij wat tips kunnen geven!
Edit: ik gebruik de aanbevolen instellingen in cura.
[ Voor 4% gewijzigd door remix42 op 01-05-2018 21:22 ]
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 09:36
Wow. So Amaze.
Waar print je op? Glas, Aluminium oid?remix42 schreef op dinsdag 1 mei 2018 @ 21:17:
Deze week heb ik mijn eerste 3D printer gekocht, een Anycubic i3. 3D printen is compleet nieuw voor mij.
De eerste 2 prints gingen redelijk goed, De prints die ik nu maak zijn echter niet echt mooi.
Het volgende probeer ik op te lossen, wat nog niet is gelukt
- het PLA wil niet mooi blijven plakken, ik heb al haarlak en verschillende bed temperaturen geprobeerd.
-de extruder laat slierten achter op het bed wanneer de extruder omhoog gaat en van positie verandert (PLA blijft dus lopen)
- De eerste laag is niet zo netjes als de lagen erna.
Ik hoop dat jullie mij wat tips kunnen geven!
Edit: ik gebruik de aanbevolen instellingen in cura.
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 09:36
Wow. So Amaze.
Ik gebruik ook glas voor PLA.
Eerste laag 60 graden, 2de laag 50 graden
En ultra hold haarlak van de action (rode fles)
Je zou misschien het glas ietsjes kunnen opschuren?
PLA plakt bij mij perfect op 60 graden. PETG op 80 graden. Vijf graden kouder en ze ploppen er zo af. Perfect dus, ik heb totaal geen hulpmiddelen (zoals haarlak) nodig! Sterker nog, ik vermoed dat je daarmee de perfectie van de Ultrabase teniet doet.remix42 schreef op dinsdag 1 mei 2018 @ 21:17:
Deze week heb ik mijn eerste 3D printer gekocht, een Anycubic i3. 3D printen is compleet nieuw voor mij.
De eerste 2 prints gingen redelijk goed, De prints die ik nu maak zijn echter niet echt mooi.
Het volgende probeer ik op te lossen, wat nog niet is gelukt
- het PLA wil niet mooi blijven plakken, ik heb al haarlak en verschillende bed temperaturen geprobeerd.
Dat heet oozen en resulteert in stringing. Dit kun je oplossen met retraction (en misschien z-hop). Zie https://www.simplify3d.co...-quality-troubleshooting/-de extruder laat slierten achter op het bed wanneer de extruder omhoog gaat en van positie verandert (PLA blijft dus lopen)
Wat ik proefondervindelijk heb ontdekt: Zet ook de 1e laag de fan op 100%. Dat maakt hem veel mooier!- De eerste laag is niet zo netjes als de lagen erna.
edit:
Ter aanvulling: Ik print dus juist de hele print op 60 (of 80 voor PETG) graden. Niet af laten koelen zoals @Psycho_Mantis zegt, want dan laat de print juist los. Het komt heel gevoelig, dus als hij bij jou nog niet plakt op 60 graden, probeer het dan een paar graden warmer. Laat het vervolgens graden voor graden afkoelen om te voelen wanneer hij loslaat. Dan weet je wat voor jou de optimale temperatuur is. Dit is juist zo uniek aan de Ultrabase. Die is echt bizar goed.
En niet opschuren, want die toplaag is essentieel
[ Voor 19% gewijzigd door Room42 op 01-05-2018 22:03 ]
Koop al mijn ads!
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
Bedankt voor de tips en de linkjes! @Room42 En @Psycho_Mantis zal morgen het bed even schoon maken. Mag dit met alcohol?
Is het mogelijk om in cura de fan speed op 100% te zetten voor de eerste laag? Of ben je daar een ander programma voor nodig?
Is het mogelijk om in cura de fan speed op 100% te zetten voor de eerste laag? Of ben je daar een ander programma voor nodig?
Ja, prima.remix42 schreef op dinsdag 1 mei 2018 @ 22:11:
Bedankt voor de tips en de linkjes! @Room42 En @Psycho_Mantis zal morgen het bed even schoon maken. Mag dit met alcohol?
Volgens mij moet je deze settings hebben, of de Initial Fan Speed:Is het mogelijk om in cura de fan speed op 100% te zetten voor de eerste laag? Of ben je daar een ander programma voor nodig?

Koop al mijn ads!
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
https://www.simplify3d.co...-quality-troubleshooting/remix42 schreef op dinsdag 1 mei 2018 @ 21:17:
Deze week heb ik mijn eerste 3D printer gekocht, een Anycubic i3. 3D printen is compleet nieuw voor mij.
De eerste 2 prints gingen redelijk goed, De prints die ik nu maak zijn echter niet echt mooi.
Het volgende probeer ik op te lossen, wat nog niet is gelukt
- het PLA wil niet mooi blijven plakken, ik heb al haarlak en verschillende bed temperaturen geprobeerd.
-de extruder laat slierten achter op het bed wanneer de extruder omhoog gaat en van positie verandert (PLA blijft dus lopen)
- De eerste laag is niet zo netjes als de lagen erna.
Ik hoop dat jullie mij wat tips kunnen geven!
Edit: ik gebruik de aanbevolen instellingen in cura.
Ik verbaas me altijd over het feit dat settings zo uiteen lopen. PLA op 60 graden en PETG op 80 geeft bij mij zware olifant voeten. Formaat klompvoet zeg maar.Room42 schreef op dinsdag 1 mei 2018 @ 21:55:
[...]
PLA plakt bij mij perfect op 60 graden. PETG op 80 graden. Vijf graden kouder en ze ploppen er zo af. Perfect dus, ik heb totaal geen hulpmiddelen (zoals haarlak) nodig! Sterker nog, ik vermoed dat je daarmee de perfectie van de Ultrabase teniet doet.
Print zelf PLA op 30 en PETG op 40 graden.
[ Voor 26% gewijzigd door ChojinZ op 01-05-2018 22:43 ]
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
Daar linkte ik ook al naar
@remix42 Mijn retraction settings zijn (in Simplify3D) dit. Deze werken bij mij voor zowel PLA als PETG, alleen voor PETG heb ik de coasting op .4mm staan.

Zal ook met je bed te maken hebben. Welk bed heb jij precies (op welke printer)?ChojinZ schreef op dinsdag 1 mei 2018 @ 22:37:
[...]
Ik verbaas me altijd over het feit dat settings zo uiteen lopen. PLA op 60 graden en PETG op 80 geeft bij mij zware olifant voeten. Formaat klompvoet zeg maar.
Print zelf PLA op 30 en PETG op 40 graden.
De Ultrabase van Anycubic heeft een speciaal mesh over het glas zitten.
[ Voor 55% gewijzigd door Room42 op 01-05-2018 23:01 ]
Koop al mijn ads!
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
Niet gezien. Maar die link kan niet vaak genoeg gepost worden.
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
Vraag aan de mede-Simplify3D-gebruikers: Welke instelling zorgt voor dit verschil? In het eerste profiel wordt de infill gestopt als er een wall omhoog komt. In het tweede profiel wordt de infill netjes afgemaakt. Die tweede is de gewenste situatie maar de standaard doet de eerste methode. Ik heb al de Gcode vergeleken maar ik kan de setting niet zo snel vinden.
Iemand een idee welke instelling dit is?
Default:

Gewenst:

Model:

Iemand een idee welke instelling dit is?
Default:
Gewenst:
Model:
Koop al mijn ads!
Het zou een combinatie kunnen zijn van layer height en minimum infill length. De wall omhoog begint misschien net op een ongelukkig moment waardoor de infill onderbroken wordt en onder de minimum infill length valt.Room42 schreef op dinsdag 1 mei 2018 @ 23:59:
Vraag aan de mede-Simplify3D-gebruikers: Welke instelling zorgt voor dit verschil? In het eerste profiel wordt de infill gestopt als er een wall omhoog komt. In het tweede profiel wordt de infill netjes afgemaakt. Die tweede is de gewenste situatie maar de standaard doet de eerste methode. Ik heb al de Gcode vergeleken maar ik kan de setting niet zo snel vinden.
Iemand een idee welke instelling dit is?
Default:
[afbeelding]
Gewenst:
[afbeelding]
Model:
[afbeelding]
{kind=link}
{kind=link}
{kind=link}
Kun je eens kijken wat er gebeurt als je minimum infill length even een heel stuk lager zet en je layer height iets verlaagt waardoor de wall omhoog op een ander punt begint?
(En zijn die plaatjes gemaakt met dezelfde instellingen? Op het eerste plaatje lijk je namelijk een perimeter minder te hebben dan op het tweede plaatje)
Dit was hem!zynex schreef op woensdag 2 mei 2018 @ 00:10:
[...] en je layer height iets verlaagt waardoor de wall omhoog op een ander punt begint? [...]
Om dit nog even te beantwoorden (goed voor het nageslacht); Met een lagere min. infill lenght wordt er een klein friebeltje infill geprint in het gat. Dat is denk ik contra-productief.zynex schreef op woensdag 2 mei 2018 @ 00:10:
Kun je eens kijken wat er gebeurt als je minimum infill length even een heel stuk lager zet
Nee, het waren twee totaal andere profielen.(En zijn die plaatjes gemaakt met dezelfde instellingen? Op het eerste plaatje lijk je namelijk een perimeter minder te hebben dan op het tweede plaatje)
Thanks!
[ Voor 43% gewijzigd door Room42 op 02-05-2018 00:17 ]
Koop al mijn ads!
Mooi zo.Room42 schreef op woensdag 2 mei 2018 @ 00:15:
[...]
Dit was hem!
[...]
Om dit nog even te beantwoorden (goed voor het nageslacht); Met een lagere min. infill lenght wordt er een klein friebeltje infill geprint in het gat. Dat is denk ik contra-productief.
[...]
Nee, het waren twee totaal andere profielen.
Thanks!
Minimum infill length aanpassen kan trouwens af en toe wel handig zijn. Meestal gaat simplify3d er wel goed mee om, maar in dit geval print hij waarschijnlijk geen infill in de toren met een hoge minimum infill length, terwijl infill op de onderste layer van je torentje (mits je goede infill/perimeter overlap hebt) ervoor kan zorgen dat de toren veel beter hecht aan de top laag. Het is namelijk mijn ervaring dat je anders met slechts 1 enkele perimeter de toren zo afbreekt. Met infill zit de toren op een 'veel' groter oppervlak vast aan de bovenkant. (afhankelijk van hoe groot het ding is.)
[ Voor 37% gewijzigd door zynex op 02-05-2018 00:56 ]
In dit geval is het torentje maar 3x3mm (ik had de schaal er wel even bij kunnen vermelden, jazynex schreef op woensdag 2 mei 2018 @ 00:48:
[...]
Mooi zo.
Minimum infill length aanpassen kan trouwens af en toe wel handig zijn. Meestal gaat simplify3d er wel goed mee om, maar in dit geval print hij waarschijnlijk geen infill in de toren met een hoge minimum infill length, terwijl infill op de onderste layer van je torentje (mits je goede infill/perimeter overlap hebt) ervoor kan zorgen dat de toren veel beter hecht aan de top laag. Het is namelijk mijn ervaring dat je anders met slechts 1 enkele perimeter de toren zo afbreekt. Met infill zit de toren op een 'veel' groter oppervlak vast aan de bovenkant. (afhankelijk van hoe groot het ding is.)
1) is dus de binnenste muur en die wordt dus in het luchtledige geprint. 2) is de buitenmuur.

Koop al mijn ads!
- Psycho_Mantis
- Registratie: Februari 2007
- Laatst online: 09:36
Wow. So Amaze.
Ik vraag mij dan wel af of 30 graden bij jou wel echt 30 graden is. 30 graden is zowat kamer temperatuur, zeker in de zomer.ChojinZ schreef op dinsdag 1 mei 2018 @ 22:37:
[...]
https://www.simplify3d.co...-quality-troubleshooting/
[...]
Ik verbaas me altijd over het feit dat settings zo uiteen lopen. PLA op 60 graden en PETG op 80 geeft bij mij zware olifant voeten. Formaat klompvoet zeg maar.
Print zelf PLA op 30 en PETG op 40 graden.
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
30 graden kamer temperatuur? Niet bij ons thuis!Psycho_Mantis schreef op donderdag 3 mei 2018 @ 11:06:
[...]
Ik vraag mij dan wel af of 30 graden bij jou wel echt 30 graden is. 30 graden is zowat kamer temperatuur, zeker in de zomer.
Maar ik snap je punt. Ik heb het nooit nagemeten maar ik vermoed dat het wel erg dicht in de buurt zit van 30 graden. De plaat voelt nauwelijks warmer aan dan de kamertemperatuur. Verder dan lauw komt ik niet.
Je kan je afvragen of het dan uberhaubt nodig is om de bed te heaten. Maar het werkt gewoon goed en ik heb eigenlijk nooit de moeite genomen om te kijken wat de resultaten zijn als ik het bed uitzet.
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
Ik krijg het maar niet voor elkaar om het oozing te stoppen. ik heb al verschillende retraction afstanden en snelheden geprobeerd maar tot zo ver nog niet het gewenste resultaat gekregen.
voordat het printen begint, begint de filament ook al te lopen. Ook na het printen van een skirt.
hierdoor veegt de extruder vaak de print van het bed waardoor ik weer opnieuw kan beginnen.
Iemand een idee en tips?
voordat het printen begint, begint de filament ook al te lopen. Ook na het printen van een skirt.
hierdoor veegt de extruder vaak de print van het bed waardoor ik weer opnieuw kan beginnen.
Iemand een idee en tips?
Ik pak altijd nét voordat ie begint te printen met de meegeleverde pincet nog even het laatste stukje gelekte plastic van de nozzle. En ook trek ik draden die hij trekt bij het maken van de skirt weg. Ik heb de skirt daarom ook op 15mm afstand staan. 1 layer, 4 outlines. Zo heb ik voldoende tijd om het allemaal weg te plukken voordat ie met de print begint.remix42 schreef op donderdag 3 mei 2018 @ 14:58:
Ik krijg het maar niet voor elkaar om het oozing te stoppen. ik heb al verschillende retraction afstanden en snelheden geprobeerd maar tot zo ver nog niet het gewenste resultaat gekregen.
voordat het printen begint, begint de filament ook al te lopen. Ook na het printen van een skirt.
hierdoor veegt de extruder vaak de print van het bed waardoor ik weer opnieuw kan beginnen.
Iemand een idee en tips?
En zorg dat je nozzle schoon is.
Koop al mijn ads!
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
Wat print je voor filament?remix42 schreef op donderdag 3 mei 2018 @ 14:58:
Ik krijg het maar niet voor elkaar om het oozing te stoppen. ik heb al verschillende retraction afstanden en snelheden geprobeerd maar tot zo ver nog niet het gewenste resultaat gekregen.
voordat het printen begint, begint de filament ook al te lopen. Ook na het printen van een skirt.
hierdoor veegt de extruder vaak de print van het bed waardoor ik weer opnieuw kan beginnen.
Iemand een idee en tips?
Probeer de temp is wat lager te zetten (stapjes van 5 graden). Door een lagere temp, zal het filament minder oozen. Daarnaast: Probeer je fan is wat hoger te zetten. Goede koeling helpt ontzettend goed tegen oozing.
Wat ook helpt: Langzaam printen, maar een snelle beweging van de printknop wanneer er niet geprint word.
Soms ligt het ook aan het merk. Zo heb ik zelf PETG van REAL en dat is echt een drama. Dat is bijna niet stringloos te printen. Kheb ook PETG van Innofil. Maar dat print dan weer net zo makkelijk als PLA zonder ook maar 1 string te produceren.
Yup! Doe ik ook! Goede pincet is onderdeel van mijn standaard 3d printtools.Room42 schreef op donderdag 3 mei 2018 @ 15:03:
[...]
Ik pak altijd nét voordat ie begint te printen met de meegeleverde pincet nog even het laatste stukje gelekte plastic van de nozzle. En ook trek ik draden die hij trekt bij het maken van de skirt weg. Ik heb de skirt daarom ook op 15mm afstand staan. 1 layer, 4 outlines. Zo heb ik voldoende tijd om het allemaal weg te plukken voordat ie met de print begint.
[ Voor 20% gewijzigd door ChojinZ op 03-05-2018 15:33 ]
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
@remix42 je zou eigenlijk deze link eens door moeten nemen: https://www.simplify3d.co...ting/#stringing-or-oozing
*wink* *wink* naar @ChojinZ
*wink* *wink* naar @ChojinZ
Koop al mijn ads!
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
Ik print met PLA, merk is onbekend de rol wordt standaard mee geleverd met de printer.ChojinZ schreef op donderdag 3 mei 2018 @ 15:32:
Wat print je voor filament?
Probeer de temp is wat lager te zetten (stapjes van 5 graden). Door een lagere temp, zal het filament minder oozen. Daarnaast: Probeer je fan is wat hoger te zetten. Goede koeling helpt ontzettend goed tegen oozing.
Wat ook helpt: Langzaam printen, maar een snelle beweging van de printknop wanneer er niet geprint word.
Soms ligt het ook aan het merk. Zo heb ik zelf PETG van REAL en dat is echt een drama. Dat is bijna niet stringloos te printen. Kheb ook PETG van Innofil. Maar dat print dan weer net zo makkelijk als PLA zonder ook maar 1 string te produceren.
Yup! Doe ik ook! Goede pincet is onderdeel van mijn standaard 3d printtools.
Ik heb de temperatuur al gevarieerd van 190 t/m 210 graden, beste resultaat met 190/195 graden maar nog steeds wel last van oozing.Room42 schreef op donderdag 3 mei 2018 @ 15:35:
@remix42 je zou eigenlijk deze link eens door moeten nemen: https://www.simplify3d.co...ting/#stringing-or-oozing
*wink* *wink* naar @ChojinZ
mijn fan speed staat volgens mij de gehele print op 100%
printsnelheid is 50mm/s en beweging zonder te printen is volgens mij 50 of 100 mm/s
zal vanavond daar eens mee stoeien. toevallig iemand die de zelfde printer gebruikt? (Anycubic i3 mega)
Ja, ikremix42 schreef op donderdag 3 mei 2018 @ 17:39:
[...] toevallig iemand die de zelfde printer gebruikt? (Anycubic i3 mega)
Koop al mijn ads!
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
Dat vermoeden had ik al
maar hoe krijg jij een retraction speed van 140mm/s?Room42 schreef op dinsdag 1 mei 2018 @ 22:41:
@remix42 Mijn retraction settings zijn (in Simplify3D) dit. Deze werken bij mij voor zowel PLA als PETG, alleen voor PETG heb ik de coasting op .4mm staan.
[afbeelding]
{kind=link}
In cura is het maximum 70mm/s zonder dat het balkje oranje wordt.
heeft u evt. nog Cura settings voor de printer?
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Dit zal hier vast al vaker gevraagd zijn, maar ik kan het zo snel helaas niet vinden:
Wat is het doel van je verwarmde print-bed nadat je een eindje de lucht in bent? Is het puur het warmhouden van je print door geleiding, of een warme luchtkolom te creëren boven het print-bed? Ik heb bij een paar test prints geëxperimenteerd met het uitschakelen van het verwarmde bed na de eerste paar lagen, en ik kan nou niet zeggen dat ik echt een verschil zie. Ik ben ook zeker geen expert, dus het kan makkelijk zijn dat ik dingen over het hoofd zie, of dat het voor mijn prints niet zo'n groot verschil maakt.
Wat zou theoretisch de reden zijn om je print-bed gedurende de hele print warm te houden?
Wat is het doel van je verwarmde print-bed nadat je een eindje de lucht in bent? Is het puur het warmhouden van je print door geleiding, of een warme luchtkolom te creëren boven het print-bed? Ik heb bij een paar test prints geëxperimenteerd met het uitschakelen van het verwarmde bed na de eerste paar lagen, en ik kan nou niet zeggen dat ik echt een verschil zie. Ik ben ook zeker geen expert, dus het kan makkelijk zijn dat ik dingen over het hoofd zie, of dat het voor mijn prints niet zo'n groot verschil maakt.
Wat zou theoretisch de reden zijn om je print-bed gedurende de hele print warm te houden?
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
Oranje betekend dat je moet opletten omdat de setting onverwachte resultaten kan geven. Maar dat wil niet zeggen dat het niet kan. Soms zijn het ook conflicterende settings. Kan je een screen posten van je settings? Dat is vaak een stuk makkelijker met helpen.remix42 schreef op donderdag 3 mei 2018 @ 19:42:
[...]
Dat vermoeden had ik al
[...]
maar hoe krijg jij een retraction speed van 140mm/s?
In cura is het maximum 70mm/s zonder dat het balkje oranje wordt.
heeft u evt. nog Cura settings voor de printer?
Kijk trouwens ook ff naar Coasting. Dat wil soms ook nog wel helpen tegen stringing:
https://ultimaker.com/en/resources/20426-experimental
Coasting replaces the last part of an extrusion path by a travel move. This way excess pressure is released from the nozzle, thus decreasing the chance of material leaking from the nozzle while traveling.
timmiej93 schreef op donderdag 3 mei 2018 @ 21:45:
Dit zal hier vast al vaker gevraagd zijn, maar ik kan het zo snel helaas niet vinden:
Wat is het doel van je verwarmde print-bed nadat je een eindje de lucht in bent? Is het puur het warmhouden van je print door geleiding, of een warme luchtkolom te creëren boven het print-bed? Ik heb bij een paar test prints geëxperimenteerd met het uitschakelen van het verwarmde bed na de eerste paar lagen, en ik kan nou niet zeggen dat ik echt een verschil zie. Ik ben ook zeker geen expert, dus het kan makkelijk zijn dat ik dingen over het hoofd zie, of dat het voor mijn prints niet zo'n groot verschil maakt.
Wat zou theoretisch de reden zijn om je print-bed gedurende de hele print warm te houden?
- Hechting van je stuk - Bij afkoelen krimpen sommige soorten plastic waardoor ze losschieten/poppen.
- Layer separation - Als je werk stuk ongelijkmatig afkoelt kan het voorkomen dat lagen loslaten. Dit heeft wederom te maken met krimpen. Vooral ABS heeft hier naar mijn ervaring veel last van.
[ Voor 8% gewijzigd door ChojinZ op 03-05-2018 22:54 ]
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
Met pla maakt het inderdaad niet zoveel uit, maar ik zou het niet proberen met grotere prints en PETG/ABS. Dan ga je je heel erg voor je kop slaan.timmiej93 schreef op donderdag 3 mei 2018 @ 21:45:
Dit zal hier vast al vaker gevraagd zijn, maar ik kan het zo snel helaas niet vinden:
Wat is het doel van je verwarmde print-bed nadat je een eindje de lucht in bent? Is het puur het warmhouden van je print door geleiding, of een warme luchtkolom te creëren boven het print-bed? Ik heb bij een paar test prints geëxperimenteerd met het uitschakelen van het verwarmde bed na de eerste paar lagen, en ik kan nou niet zeggen dat ik echt een verschil zie. Ik ben ook zeker geen expert, dus het kan makkelijk zijn dat ik dingen over het hoofd zie, of dat het voor mijn prints niet zo'n groot verschil maakt.
Wat zou theoretisch de reden zijn om je print-bed gedurende de hele print warm te houden?
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Dat was ik inderdaad vergeten te zeggen, mijn ervaringen zijn puur en alleen met PLA. Wat jullie zeggen klinkt inderdaad logisch Wat ik er van begrijp maakt het voor PLA dus niet heel veel meer uit nadat de eerste paar lagen op het bed liggen?
Lichtelijk gerelateerd: Wanneer laat PLA het makkelijkst los van het bed, als het bed nog warm is, of volledig afgekoeld?
Lichtelijk gerelateerd: Wanneer laat PLA het makkelijkst los van het bed, als het bed nog warm is, of volledig afgekoeld?
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Wou vandaag weer gaan printen maar dit heb ik nog nooit gehoord. Bij de infill rateld de nozzle over de infill heen.
Iemand enig idee wat dit is?
YouTube: Prusa problem
Bij ongeveer 12 seconden hoor je het. Is niet heel duidelijk maar het is echt hard geluid.
Iemand enig idee wat dit is?
YouTube: Prusa problem
Bij ongeveer 12 seconden hoor je het. Is niet heel duidelijk maar het is echt hard geluid.
Ik print nu met Simplify3D maar ik heb de printer verkocht met de belofte om Cura in te stellen. Dat wordt ergens volgende week. Dus als dat gedaan is, zal ik hem delenremix42 schreef op donderdag 3 mei 2018 @ 19:42:
[...]
heeft u evt. nog Cura settings voor de printer?
En zeg maar jij, hoor
Wat betreft een Anycubic Ultrabase (en ook het bed van de JG Aurora A5), als het bed op temperatuur is, zit de PLA muurvast. Laat je hem enkele graden afkoelen, plopt het object zo los. Daarom hou je dus tijdens het printen het bed op temperatuur.timmiej93 schreef op donderdag 3 mei 2018 @ 22:12:
Dat was ik inderdaad vergeten te zeggen, mijn ervaringen zijn puur en alleen met PLA. Wat jullie zeggen klinkt inderdaad logisch Wat ik er van begrijp maakt het voor PLA dus niet heel veel meer uit nadat de eerste paar lagen op het bed liggen?
Lichtelijk gerelateerd: Wanneer laat PLA het makkelijkst los van het bed, als het bed nog warm is, of volledig afgekoeld?
Koop al mijn ads!
- timmiej93
- Registratie: Oktober 2010
- Laatst online: 14-05 14:50
Ik kan het in je video niet heel goed horen, maar ik denk dat ik inderdaad hetzelfde heb. Het klinkt alsof de nozzle tegen alle randjes van de infill aan tikt die haaks op de huidige route van de nozzle liggen, of als ie de binnenrand doet van een stukje dat infill heeft.Ik heb geen idee of dit kwaad kan eerlijk gezegd. Ik ga er een beetje van uit van niet: Je nozzle zou hard genoeg moeten zijn om van het plastic te winnen, voor de print zal het ook niet veel uit maken aangezien het infill is. Ik denk dat het voor mij meer een probleem is dan voor jou, aangezien ik een cantilever printer heb. Hierbij zou dus misschien de X-as een beetje los kunnen trillen. Zoals ik eerder zei: of het echt een probleem is, geen idee. Irritant is het zeker, en ik schrik er iedere keer een beetje van, maar het lijkt geen kwaad te kunnen.KevinSetz schreef op donderdag 3 mei 2018 @ 22:43:
Wou vandaag weer gaan printen maar dit heb ik nog nooit gehoord. Bij de infill rateld de nozzle over de infill heen.
Iemand enig idee wat dit is?
YouTube: Prusa problem
Bij ongeveer 12 seconden hoor je het. Is niet heel duidelijk maar het is echt hard geluid.
Ik heb geen uitgebreide tests gedaan, ook niet met kleine footprint ofzo, maar mijn PLA zit eigenlijk altijd muurvast, of ik 'm nou af laat koelen of niet. Vandaar ook dat ik me in eerste instantie afvroeg wat het doel was van de verwarmde plaat voor PLA. Waarschijnlijk dat het bij een kleinere footprint belangrijker is, zeker als je de hoogte in gaat.Room42 schreef op donderdag 3 mei 2018 @ 22:53:
Wat betreft een Anycubic Ultrabase (en ook het bed van de JG Aurora A5), als het bed op temperatuur is, zit de PLA muurvast. Laat je hem enkele graden afkoelen, plopt het object zo los. Daarom hou je dus tijdens het printen het bed op temperatuur.
Het zal dus vooral van je printbed afhangen.timmiej93 schreef op donderdag 3 mei 2018 @ 23:18:
[...]
Ik heb geen uitgebreide tests gedaan, ook niet met kleine footprint ofzo, maar mijn PLA zit eigenlijk altijd muurvast, of ik 'm nou af laat koelen of niet. Vandaar ook dat ik me in eerste instantie afvroeg wat het doel was van de verwarmde plaat voor PLA. Waarschijnlijk dat het bij een kleinere footprint belangrijker is, zeker als je de hoogte in gaat.
Waarom gaat ie over de infill dan, tijdens het printen? Voor een bridge? *Derp* Het betreft natuurlijk de volgende laag infill. Sorry, lekker wakker.KevinSetz schreef op donderdag 3 mei 2018 @ 22:43:
Wou vandaag weer gaan printen maar dit heb ik nog nooit gehoord. Bij de infill rateld de nozzle over de infill heen.
Iemand enig idee wat dit is?
YouTube: Prusa problem
Bij ongeveer 12 seconden hoor je het. Is niet heel duidelijk maar het is echt hard geluid.
offtopic:
@ctrlaltdelbe Doe jij eigenlijk nog wat met de foto's die je ge-DM'ed krijgt? Anders kunnen we beter de topic warning laten verwijderen
@ctrlaltdelbe Doe jij eigenlijk nog wat met de foto's die je ge-DM'ed krijgt? Anders kunnen we beter de topic warning laten verwijderen
[ Voor 43% gewijzigd door Room42 op 03-05-2018 23:28 ]
Koop al mijn ads!
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Nou beter kan ik het niet verwoorden want het is alleen in 1 richting inderdaad. Ik had dit nooit en omdat ik er een paar meter van af slaap is dit heel irritant.timmiej93 schreef op donderdag 3 mei 2018 @ 23:18:
[...]
Ik kan het in je video niet heel goed horen, maar ik denk dat ik inderdaad hetzelfde heb. Het klinkt alsof de nozzle tegen alle randjes van de infill aan tikt die haaks op de huidige route van de nozzle liggen, of als ie de binnenrand doet van een stukje dat infill heeft.Ik heb geen idee of dit kwaad kan eerlijk gezegd. Ik ga er een beetje van uit van niet: Je nozzle zou hard genoeg moeten zijn om van het plastic te winnen, voor de print zal het ook niet veel uit maken aangezien het infill is. Ik denk dat het voor mij meer een probleem is dan voor jou, aangezien ik een cantilever printer heb. Hierbij zou dus misschien de X-as een beetje los kunnen trillen. Zoals ik eerder zei: of het echt een probleem is, geen idee. Irritant is het zeker, en ik schrik er iedere keer een beetje van, maar het lijkt geen kwaad te kunnen.
Ik kan misschien een andere infill proberen maar heel bijzonder in 1 keer zo
@Room42 ja het is echt de nozzle je hoort echt het geluidje van dat de nozzle er over heen tikt. Trrtrrtrrrtrrrtrrrtrrrtrrr😆
[ Voor 5% gewijzigd door KevinSetz op 03-05-2018 23:29 ]
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 09:21
Paar oorzakenKevinSetz schreef op donderdag 3 mei 2018 @ 22:43:
Wou vandaag weer gaan printen maar dit heb ik nog nooit gehoord. Bij de infill rateld de nozzle over de infill heen.
Iemand enig idee wat dit is?
YouTube: Prusa problem
Bij ongeveer 12 seconden hoor je het. Is niet heel duidelijk maar het is echt hard geluid.
-De extruder levert te veel materiaal. Controleer stap/mm. Haal bv deteflonbuis los..extrudeer 100mm en meet dit met een schuifmaat.
-Printsnelheid is te hoog. Materiaal heeft geen tijd om op de ondergrond te hechten. Kijk ook bij je infillsnelheid!
-Bed temperatuur is te laag. Geen of slechte hechting. Print zelf petg met 95c eerste laag vervolg laag op 90c pla op 70c. Print op glas van 4mm.
-Temperatuur van de nozzle is te laag. Met name bij petg is dit kritisch. De opvolgende lagen hebben een slechte hechting
-Gebruik de 4 hoeks handmatige calibratie van marlin 1.1.1.8. Daarnaminimaal 16 punten raster..vergeet niet om die aan te doen voordat je gaat printen
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
1. Dit ga ik eens even op meten dit heb ik nog niet gedaan met mijn Prusa.vincent_1971 schreef op vrijdag 4 mei 2018 @ 02:30:
[...]
Paar oorzaken
-De extruder levert te veel materiaal. Controleer stap/mm. Haal bv deteflonbuis los..extrudeer 100mm en meet dit met een schuifmaat.
-Printsnelheid is te hoog. Materiaal heeft geen tijd om op de ondergrond te hechten. Kijk ook bij je infillsnelheid!
-Bed temperatuur is te laag. Geen of slechte hechting. Print zelf petg met 95c eerste laag vervolg laag op 90c pla op 70c. Print op glas van 4mm.
-Temperatuur van de nozzle is te laag. Met name bij petg is dit kritisch. De opvolgende lagen hebben een slechte hechting
-Gebruik de 4 hoeks handmatige calibratie van marlin 1.1.1.8. Daarnaminimaal 16 punten raster..vergeet niet om die aan te doen voordat je gaat printen
2. Printsnelheid te hoog? ik heb de printer vanaf januari en heb niks veranderd aan de print snelheid dus dit lijkt me sterk.
3. Bed temperatuur te laag. De eerste is laag is zo smooth dat het net gegoten plastic lijkt. En als ik het er af wil halen moet je bijna gaan bikken, zit zo vast als een huis.
4. Ik print alleen met PLA (215 eerste laag daarna naar 210) dit waren de standaard settings van prusa en die waren altijd goed.
5. Mijn Prusa heeft auto bed leveling. Ik heb ook contact gehad met prusa en die sturen mij een nieuwe P.i.n.d.a zij denken dat die stuk is. Ik denk zelf van niet. want hij meet alles keurig.
We geven nog niet op en ga zeker paar dingen proberen!
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 09:21
Dat wat je hebt in je youtube filmpje met dat 'raspend' geluid had ik ook met mijn ender-2. Bleek achteraf een combinatie van die bovenstaande punten te zijn. Had ook alles standaard in cura ingesteld. Maar heb gemerkt dat bij pla en petg er behoorlijke verschillen zijn in merk. Bij sommige merken pla kan ik met gemak zonder brim en een hoge snelheid printen ( 90mm/sec ) zonder dat raspend geluid. Andere merken hooguit 60mm/sec en doet het al pijn aan de oren.KevinSetz schreef op vrijdag 4 mei 2018 @ 07:09:
[...]
1. Dit ga ik eens even op meten dit heb ik nog niet gedaan met mijn Prusa.
2. Printsnelheid te hoog? ik heb de printer vanaf januari en heb niks veranderd aan de print snelheid dus dit lijkt me sterk.
3. Bed temperatuur te laag. De eerste is laag is zo smooth dat het net gegoten plastic lijkt. En als ik het er af wil halen moet je bijna gaan bikken, zit zo vast als een huis.
4. Ik print alleen met PLA (215 eerste laag daarna naar 210) dit waren de standaard settings van prusa en die waren altijd goed.
5. Mijn Prusa heeft auto bed leveling. Ik heb ook contact gehad met prusa en die sturen mij een nieuwe P.i.n.d.a zij denken dat die stuk is. Ik denk zelf van niet. want hij meet alles keurig.
We geven nog niet op en ga zeker paar dingen proberen!
- remix42
- Registratie: Februari 2014
- Laatst online: 04-11-2025
ChojinZ schreef op donderdag 3 mei 2018 @ 22:03:
[...]
Kan je een screen posten van je settings? Dat is vaak een stuk makkelijker met helpen.

- vincent_1971
- Registratie: Juni 2004
- Laatst online: 09:21
Zig zag raster zou ik niet voor infill kiezen bij grote objecten. Vooral bij hoge stort het in..kijk ook eens bij infill speed.
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
maar was de snelheid jou probleem? ik heb dit probleem nog niet eerder gehoord bij mijn printer. en nu doet hij het bij alle prints die ik maak. zelfs de oude gcode files gepakt van vorige maand die ratelen nu ook.vincent_1971 schreef op vrijdag 4 mei 2018 @ 10:13:
[...]
Dat wat je hebt in je youtube filmpje met dat 'raspend' geluid had ik ook met mijn ender-2. Bleek achteraf een combinatie van die bovenstaande punten te zijn. Had ook alles standaard in cura ingesteld. Maar heb gemerkt dat bij pla en petg er behoorlijke verschillen zijn in merk. Bij sommige merken pla kan ik met gemak zonder brim en een hoge snelheid printen ( 90mm/sec ) zonder dat raspend geluid. Andere merken hooguit 60mm/sec en doet het al pijn aan de oren.
- ChojinZ
- Registratie: September 2001
- Laatst online: 18-05 13:47
Eigenlijk zie ik niet iets heel geks...
{kind=link}
Je zou de retraction wat hoger kunnen zetten. Probeer is 6mm of 8mm. Coasting zou ik ook aanzetten (met standaard settings). Je zou ook je flow op 99% of lager kunnen gooien. Flow word vooral gebruikt bij over/under extrusion maar tegen stringing wil het soms ook nog weleens helpen. Als je aan de flow gaat zitten moet je wel opletten dat de infill wel goed gaat.
Roland SP404 sampler te koop: https://gathering.tweakers.net/forum/list_messages/2089640
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
heb al nieuwe nozzle gemonteerd. maar ook dit mocht niet helpenNoods schreef op vrijdag 4 mei 2018 @ 14:28:
Is je nozzle toevallig niet aan vervanging toe?
het is echt weel heel typisch dit
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 09:21
Bij mij was de snelheid een deel van het probleem. Hechting van het materiaal op het bed ging niet lekker. Heb ook diverse aanpassingen gedaan zoals een kabelspanner cups onder en boven de veren van het bed glas gelegd op mijn aluminium bed andere koppeling voor mijn z-as tr8. Persoonlijk zou ik het als ik jou was het in de mechaniek gaan zoeken. Zijn alle schroeven nog wel vast al het nodige gesmeerd ( gebruik zelf naaimachine smeerolie )? Kijk ook eens als je handmatig het filament doorvoert ( dus teflon buis los hebt gekoppeld en of nozzle) of het soepel looptKevinSetz schreef op vrijdag 4 mei 2018 @ 13:45:
[...]
maar was de snelheid jou probleem? ik heb dit probleem nog niet eerder gehoord bij mijn printer. en nu doet hij het bij alle prints die ik maak. zelfs de oude gcode files gepakt van vorige maand die ratelen nu ook.
Ik zou ook eens proberen om 'Z hop when retracting' uit te zetten. Dat werkt bij mij beter.
Koop al mijn ads!
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
300mm/s innofil pro1 fillament me big mouth
[ Voor 12% gewijzigd door BarryKohne op 04-05-2018 23:22 ]
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
Kom er net achter dat ik een klein onderdeeltje voor een zaklamp mod moet printen waar licht doorheen moet kunnen schijnen, en uiteraard heb ik geen clear filament.
Iemand die toevallig een stuk clear filament kan missen?
Is dat overigens alleen beschikbaar in PETG? of ook PLA? En hoe 'clear' is het na het printen?
Iemand die toevallig een stuk clear filament kan missen?
Is dat overigens alleen beschikbaar in PETG? of ook PLA? En hoe 'clear' is het na het printen?
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
- vincent_1971
- Registratie: Juni 2004
- Laatst online: 09:21
Draad van een grasstrimmer ? Gamma praxis enzovoort.thijsco19 schreef op vrijdag 4 mei 2018 @ 18:46:
Kom er net achter dat ik een klein onderdeeltje voor een zaklamp mod moet printen waar licht doorheen moet kunnen schijnen, en uiteraard heb ik geen clear filament.
Iemand die toevallig een stuk clear filament kan missen?
Is dat overigens alleen beschikbaar in PETG? of ook PLA? En hoe 'clear' is het na het printen?
- citruspers
- Registratie: December 2009
- Laatst online: 23-05 12:29
Is afhankelijk van de temperatuur, hoeveelheid koeling, en of je in vaas-modus print. Bij mij wordt het meestal een frost-achtig effect.thijsco19 schreef op vrijdag 4 mei 2018 @ 18:46:
Kom er net achter dat ik een klein onderdeeltje voor een zaklamp mod moet printen waar licht doorheen moet kunnen schijnen, en uiteraard heb ik geen clear filament.
Iemand die toevallig een stuk clear filament kan missen?
Is dat overigens alleen beschikbaar in PETG? of ook PLA? En hoe 'clear' is het na het printen?
Wat ga je printen?
Ja, volgens mij is veel meer dan frost nog niet echt haalbaar. Je kunt nog niet glashelder printen met FDM. Zie ook de tests van Thomas Sanladerer: YouTube: How to create transparent 3D prints!thijsco19 schreef op vrijdag 4 mei 2018 @ 18:46:
Kom er net achter dat ik een klein onderdeeltje voor een zaklamp mod moet printen waar licht doorheen moet kunnen schijnen, en uiteraard heb ik geen clear filament.
Iemand die toevallig een stuk clear filament kan missen?
Is dat overigens alleen beschikbaar in PETG? of ook PLA? En hoe 'clear' is het na het printen?
Maar ik heb nog wel een paar grammetjes clear PETG van REAL liggen, hoor.
[ Voor 5% gewijzigd door Room42 op 04-05-2018 20:29 ]
Koop al mijn ads!
- thijsco19
- Registratie: Mei 2011
- Laatst online: 23:24
KTM 990 SMT
Dat het meer frost dan clear is is dan jammer, dat doet dan natuurlijk af aan het effect.
Ik kan mogelijk het ontwerp zo aanpassen dat het wel kan werken, als in een zo dun mogelijk laagje zodat het zoveel mogelijk licht doorlaat.
Hier het originele ontwerp, er zou dan een pcb met een aantal smd ledjes in een ring eronder komen te zitten.

Zie hier voor het onderdeel en de bedoeling.
Ik heb al een idee om het mogelijk op te lossen.
Ik kan mogelijk het ontwerp zo aanpassen dat het wel kan werken, als in een zo dun mogelijk laagje zodat het zoveel mogelijk licht doorlaat.
Hier het originele ontwerp, er zou dan een pcb met een aantal smd ledjes in een ring eronder komen te zitten.
Zie hier voor het onderdeel en de bedoeling.
Ik heb al een idee om het mogelijk op te lossen.
The only thing you need; a jar of "Elbow Grease" (TM) ! Apply it liberally and it will make any job a breeze.
- S95Sedan
- Registratie: Februari 2008
- Laatst online: 11-03 02:13
- Spike_wolf
- Registratie: Maart 2003
- Laatst online: 23-05 15:25
Hij zal zijn instellingen best op 300 hebben staan. Maar op z'n korte afstand haalt een stepper dat natuurlijk nooitS95Sedan schreef op vrijdag 4 mei 2018 @ 21:40:
[...]
Dat is geen 300mm/s
Eerder rond de 100.
YouTube: Ultimaker Highspeed 3D printing 300mm/second
Misschien als je een kubus van het complete printbed print, maar kleiner dan dat ga je die 300 niet halen.
Wat doet Ctrl+W ook alweer?
Humankind… be both.
Star Wars Awakens | Instagram
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ik ga morgen beginnen om alles op nieuw op te bouwen kijken of dat de oorzaak kan verhelpen heb ik ook weer paar uur plezier aanvincent_1971 schreef op vrijdag 4 mei 2018 @ 14:46:
[...]
Bij mij was de snelheid een deel van het probleem. Hechting van het materiaal op het bed ging niet lekker. Heb ook diverse aanpassingen gedaan zoals een kabelspanner cups onder en boven de veren van het bed glas gelegd op mijn aluminium bed andere koppeling voor mijn z-as tr8. Persoonlijk zou ik het als ik jou was het in de mechaniek gaan zoeken. Zijn alle schroeven nog wel vast al het nodige gesmeerd ( gebruik zelf naaimachine smeerolie )? Kijk ook eens als je handmatig het filament doorvoert ( dus teflon buis los hebt gekoppeld en of nozzle) of het soepel loopt
- BarryKohne
- Registratie: December 2009
- Laatst online: 15-08-2021
Klopt realiseer ik mij nu ook, was iets te voorbarig met roepenSpike_wolf schreef op vrijdag 4 mei 2018 @ 22:21:
[...]
Hij zal zijn instellingen best op 300 hebben staan. Maar op z'n korte afstand haalt een stepper dat natuurlijk nooit
Misschien als je een kubus van het complete printbed print, maar kleiner dan dat ga je die 300 niet halen.
Dit zou volgens instellingen 200mm/s moeten zijn
[ Voor 10% gewijzigd door BarryKohne op 04-05-2018 23:27 ]
| Victory is reserved for those who are willing to pay it's price | To become your own champion, believe and achieve |
Ik vind het wel kicken, dat gezaag. En wat een verschil als je hem dan in Stealth mode zet!BarryKohne schreef op vrijdag 4 mei 2018 @ 23:10:
[...]
Klopt realiseer ik mij nu ook, was iets te voorbarig met roepen
Dit zou volgens instellingen 200mm/s moeten zijn
[video]
[ Voor 5% gewijzigd door Room42 op 05-05-2018 01:03 ]
Koop al mijn ads!
- grote_oever
- Registratie: Augustus 2002
- Laatst online: 23-05 21:04
:strip_icc():strip_exif()/u/63553/crop5702a8827f86e_cropped.jpeg?f=community)
Dit is toch de reden dat 3D printen leuk is. Zelf ben ik bezig in fusion om een buitenkeuken te maken. Maten zijn naar houtzager gegaan om te zagen en ondertussen dacht ik dat ik hem ook wel even kon exporteren naar cura. Even wat scale werk, want een meubel van 2 meter past niet op een hotbed van 20cm.
Wel verkeerd om geprint, waardoor de bodemplaat en de drie latjes boven op door bridging niet mooi geworden zijn. Maar toch grappig om te doen. Ook is veel detail weggevallen omdat planken aan elkaar zitten.
Maar het resultaat:

Grappig om te doen dit.
Wel verkeerd om geprint, waardoor de bodemplaat en de drie latjes boven op door bridging niet mooi geworden zijn. Maar toch grappig om te doen. Ook is veel detail weggevallen omdat planken aan elkaar zitten.
Maar het resultaat:

Grappig om te doen dit.
[ Voor 4% gewijzigd door grote_oever op 05-05-2018 08:44 ]
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
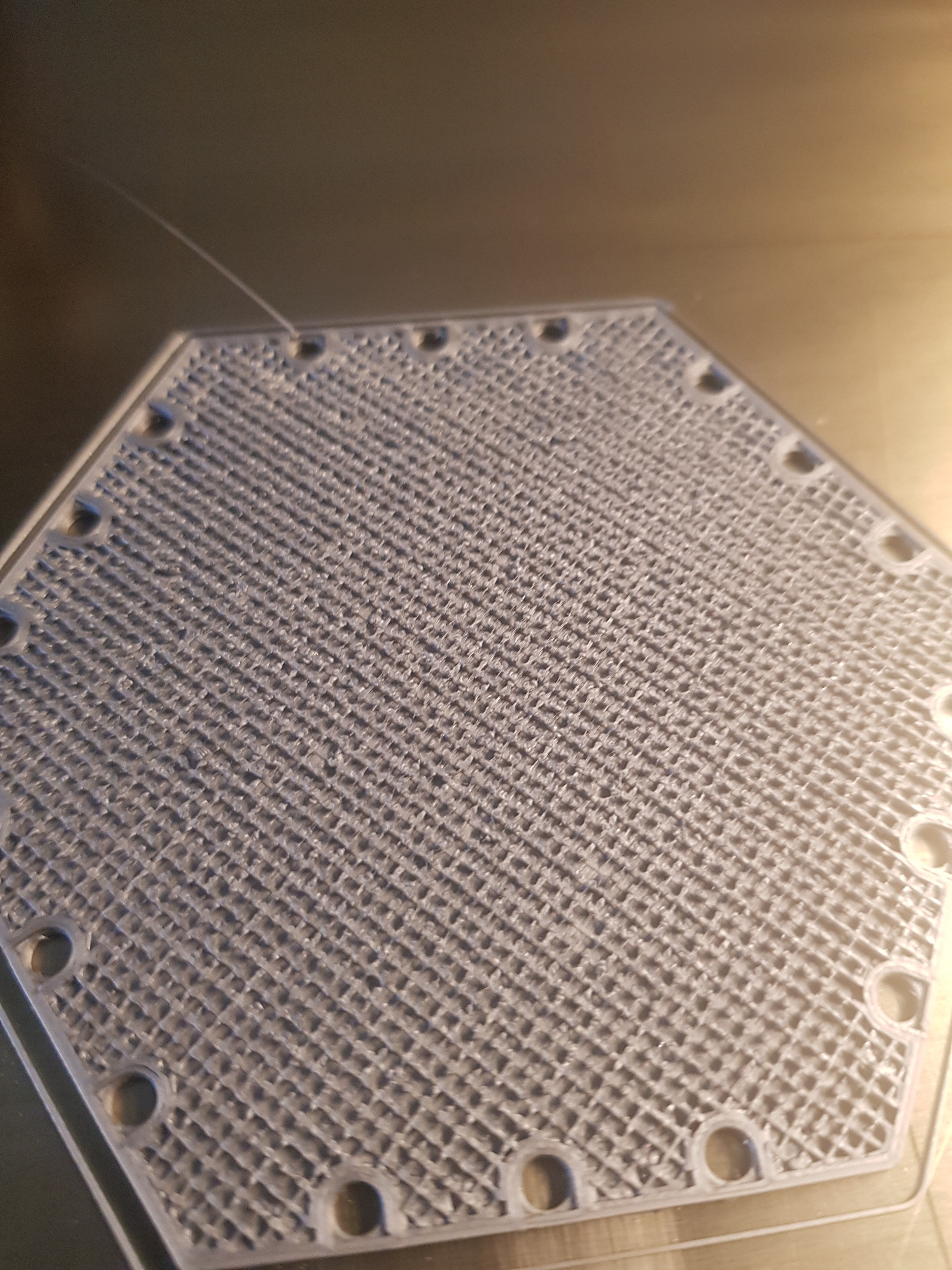
YouTube: Prusa ratteld
helaas na alles demonteren en opnieuw monteren blijft het steeds het zelfde. Ik heb inmiddels prusa gemaild en nu wachten daar op.
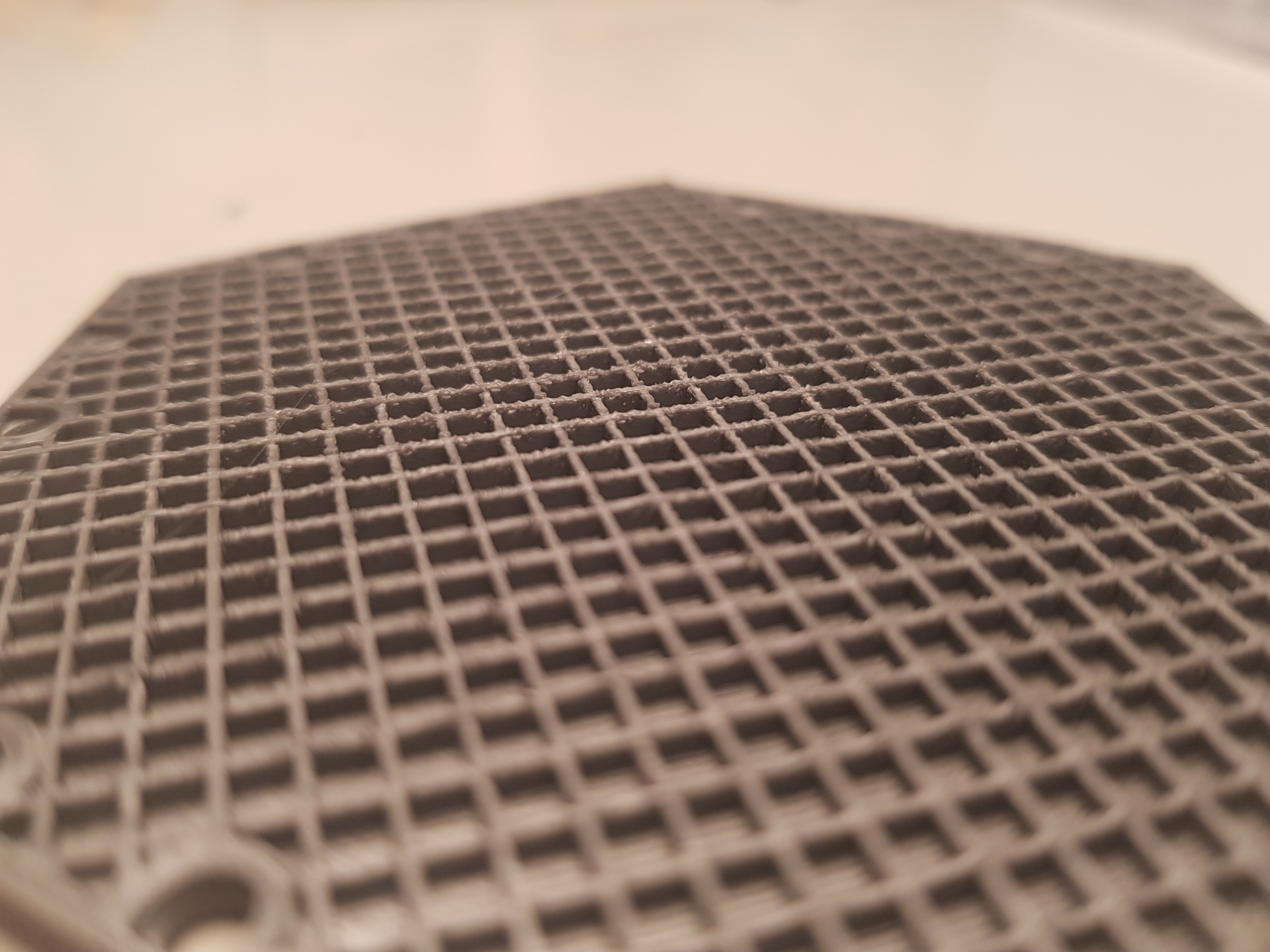
Ook nog een foto van in de infill misschien dat jullie nog tips hebben.
helaas na alles demonteren en opnieuw monteren blijft het steeds het zelfde. Ik heb inmiddels prusa gemaild en nu wachten daar op.
Ook nog een foto van in de infill misschien dat jullie nog tips hebben.
Je hebt hem nu zo te zien op Grid infill staan. Je zou eens kunnen experimenteren met andere stijlen. Mijn eerste test zou Rectiliniar zijn. Ik vind ook je infill-lijnen wat dik (en misschien daardoor rommelig). Heb je daarmee gespeeld?KevinSetz schreef op zaterdag 5 mei 2018 @ 12:47:
YouTube: Prusa ratteld
helaas na alles demonteren en opnieuw monteren blijft het steeds het zelfde. Ik heb inmiddels prusa gemaild en nu wachten daar op.
[afbeelding]
Ook nog een foto van in de infill misschien dat jullie nog tips hebben.
Koop al mijn ads!
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Nee dit zijn de stock settings van prusa. Ik ga eens die andere infill proberenRoom42 schreef op zaterdag 5 mei 2018 @ 13:57:
[...]
Je hebt hem nu zo te zien op Grid infill staan. Je zou eens kunnen experimenteren met andere stijlen. Mijn eerste test zou Rectiliniar zijn. Ik vind ook je infill-lijnen wat dik (en misschien daardoor rommelig). Heb je daarmee gespeeld?
Rectiliniar
Ook dit lijkt een slagveld
[ Voor 12% gewijzigd door KevinSetz op 05-05-2018 14:48 ]
- MsG
- Registratie: November 2007
- Laatst online: 09:10
Forumzwerver
Level je automatisch? klinkt mij als een overduidelijke nozzle die te dicht op het glas staat, waardoor hij half in het printje gaat. Of Z-hop eens aanzetten in de slicer?KevinSetz schreef op zaterdag 5 mei 2018 @ 12:47:
YouTube: Prusa ratteld
helaas na alles demonteren en opnieuw monteren blijft het steeds het zelfde. Ik heb inmiddels prusa gemaild en nu wachten daar op.
[afbeelding]
Ook nog een foto van in de infill misschien dat jullie nog tips hebben.
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
Of over-extrude je de infill misschien enorm? Want dit zijn wel echt moeder neukende dikke lijnen, hoor. Tenminste, tenzij het een plaatje van 1x1cm is, natuurlijk. Meet eens hoe dik ze zijn?KevinSetz schreef op zaterdag 5 mei 2018 @ 13:59:
[...]
Nee dit zijn de stock settings van prusa. Ik ga eens die andere infill proberen
Rectiliniar
[afbeelding]
Ook dit lijkt een slagveld
Koop al mijn ads!
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ik zal niet weten hoe? ik slice met prusa control / Prusa Slic3r met de standaard settings.Room42 schreef op zaterdag 5 mei 2018 @ 16:29:
[...]
Of over-extrude je de infill misschien enorm? Want dit zijn wel echt moeder neukende dikke lijnen, hoor. Tenminste, tenzij het een plaatje van 1x1cm is, natuurlijk. Meet eens hoe dik ze zijn?
De dikte van de infill is tussen de 0.35 - 0.45mm ik print om 0.1mm
hier de files die ik print (het is 1 van de onderdelen van het bord zelf (wood))
https://www.thingiverse.com/thing:1238980
Ik zie in de prusa slic3r nergens Z-hop staan?MsG schreef op zaterdag 5 mei 2018 @ 16:00:
[...]
Level je automatisch? klinkt mij als een overduidelijke nozzle die te dicht op het glas staat, waardoor hij half in het printje gaat. Of Z-hop eens aanzetten in de slicer?
[ Voor 22% gewijzigd door KevinSetz op 05-05-2018 17:34 ]
- MsG
- Registratie: November 2007
- Laatst online: 09:10
Forumzwerver
Bij Cura heet het Z-Hop, maar als je even 1 seconde Googlet zie je dat het bij Slic3r Lift Z heet.
3D printen is echt nog wel in een zelfonderzoeksstadium, zelfs met een dure Prusa ;-).
3D printen is echt nog wel in een zelfonderzoeksstadium, zelfs met een dure Prusa ;-).
Denk om uw spatiegebruik. Dit scheelt Tweakers.net kostbare databaseruimte! | Groninger en geïnteresseerd in Domotica? Kom naar DomoticaGrunn
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Heb al veel gegoogled voor dit probleem maar nergens wat te vindenMsG schreef op zaterdag 5 mei 2018 @ 17:53:
Bij Cura heet het Z-Hop, maar als je even 1 seconde Googlet zie je dat het bij Slic3r Lift Z heet.
3D printen is echt nog wel in een zelfonderzoeksstadium, zelfs met een dure Prusa ;-).
de Lift-Z staat standaard op 0.6mm maar zelfs op 0.1 / of 0mm maakt het geen verschil uit.
Ik heb Slic3r PE echt pas net geïnstalleerd en nauwelijks gebruikt. Dus mijn settings zijn redelijk default. Ik kan jouw print nu niet testen omdat mijn printer zelf nog 4 uur bezig is, maar misschien heb je hier wat aan. Vergelijk jouw en mijn config anders even in Notepad++ of zo: https://cloud.vlan1.nl/s/ppkKBymw2xk5w4eKevinSetz schreef op zaterdag 5 mei 2018 @ 17:59:
[...]
Heb al veel gegoogled voor dit probleem maar nergens wat te vinden
de Lift-Z staat standaard op 0.6mm maar zelfs op 0.1 / of 0mm maakt het geen verschil uit.
Het bestand is trouwens gemaakt via File -> Export Config Bundle...
[ Voor 6% gewijzigd door Room42 op 05-05-2018 18:11 ]
Koop al mijn ads!
- KevinSetz
- Registratie: Augustus 2014
- Laatst online: 22-05 20:22
Ben hem gaan vergelijken maar niks bijzonders wat anders anders is.Room42 schreef op zaterdag 5 mei 2018 @ 18:10:
[...]
Ik heb Slic3r PE echt pas net geïnstalleerd en nauwelijks gebruikt. Dus mijn settings zijn redelijk default. Ik kan jouw print nu niet testen omdat mijn printer zelf nog 4 uur bezig is, maar misschien heb je hier wat aan. Vergelijk jouw en mijn config anders even in Notepad++ of zo: https://cloud.vlan1.nl/s/ppkKBymw2xk5w4e
Het bestand is trouwens gemaakt via File -> Export Config Bundle...
Ik heb nog een filmpje gemaakt waarop je hoort dat die piept. Ik denk dat het echt een hardware probleem is.
YouTube: Prusa mk3
Ik print nu vanuit Slic3r PE zonder problemen. Dat doet me denken: Heb je de calibratie al eens opnieuw uitgevoerd vanaf de printer? Misschien is een van je Z-axis gedraaid waardoor die nu scheef staat.KevinSetz schreef op zaterdag 5 mei 2018 @ 19:03:
[...]
Ben hem gaan vergelijken maar niks bijzonders wat anders anders is.
Ik heb nog een filmpje gemaakt waarop je hoort dat die piept. Ik denk dat het echt een hardware probleem is.
YouTube: Prusa mk3
Ik zat zelf net ook even flink te kloten en me zorgen te maken, maar gelukkig was het een PICNIC. Ik was met een PLA-profiel PETG aan het printen. Dat werkt dus echt niet
[ Voor 16% gewijzigd door Room42 op 05-05-2018 22:23 ]
Koop al mijn ads!
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Let op:
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.