:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
Misschien dit eens doornemen?Verwijderd schreef op dinsdag 24 december 2013 @ 21:18:
als ik zometeen klaar ben met de bouw wat zijn dan nog eigenlijk de stappen die te nemen zijn ?
- databeestje
- Registratie: Oktober 2002
- Laatst online: 06-07 20:01
Von PrutsHausen
Hier met het printen ook wat moeite, misschien om dat de zolder nu wat koeler is dan in de zomer. De nieuwe rol wit van RRW heeft bij mij veel last van warping, het bleef gewoon niet zitten.
Uiteindelijk maar een stukje metallic blauw van Faberdashery erin gestoken en dat bleef gewoon zitten zonder warping. Heel apart, duidelijk verschil in kwaliteit.
De nieuwe rol wit is ook wat brosser, deze komt van de rol, en soms ik een dag later terug en is het draad naar de printer gebroken. Gelukkig is me het tijdens het printen nog niet gebeurd.
Ook heb ik last dat soms de printer coordinaten verspringen, maar het ziet er niet uit alsof deze stappen mist. Ik zal er even een fototje van maken. In een rechtopstaande wand verspringt deze halverwege een milimeter, maar niet over de gehele lengte van de wand.
Uiteindelijk maar een stukje metallic blauw van Faberdashery erin gestoken en dat bleef gewoon zitten zonder warping. Heel apart, duidelijk verschil in kwaliteit.
De nieuwe rol wit is ook wat brosser, deze komt van de rol, en soms ik een dag later terug en is het draad naar de printer gebroken. Gelukkig is me het tijdens het printen nog niet gebeurd.
Ook heb ik last dat soms de printer coordinaten verspringen, maar het ziet er niet uit alsof deze stappen mist. Ik zal er even een fototje van maken. In een rechtopstaande wand verspringt deze halverwege een milimeter, maar niet over de gehele lengte van de wand.
- SnelleD
- Registratie: September 2013
- Laatst online: 15-11-2023
Een goede tipMisschien dit eens doornemen?
Eindelijk het printje kunnen printen tot op het einde de printer is aangesloten op een laptop.
Een andere kabel genomen voor alle zekerheid ( of dat de oorzaak was van het plots stoppen tijdens het printen?)
De stroom verhoogd van de extruder stepper zodat hij geen steps meer overslaat.
De snelheid wat verlaagd in slice3
En gaan die handel.
Juist zie ik dat op het einde niet alles mooi gevuld is er is hier en daar nog wat ruimte tussen en dat is niet dat hij steps overslaat het filament ligt gewoon niet breed genoeg, denk ik

[ Voor 3% gewijzigd door SnelleD op 25-12-2013 12:19 ]
Verwijderd
Ik heb precies hetzelfde met 2 rollen van RRW, tijdens het printen gaat het goed. Maar soms ineens breekt het pla gewoon spontaan als de printer niks staat te doen...databeestje schreef op woensdag 25 december 2013 @ 11:12:
De nieuwe rol wit is ook wat brosser, deze komt van de rol, en soms ik een dag later terug en is het draad naar de printer gebroken. Gelukkig is me het tijdens het printen nog niet gebeurd.
@Fixel: Super vette print
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
:strip_icc():strip_exif()/u/57455/Blaat.jpg?f=community)
Thnx iedereen! 
Dat brosse met de witte PLA heb ik ook meegemaakt bij mn vorige rol, op zich ging het printen in de eerste instantie wel ok, maar bij de laatste meters brak het fillament om de haverklap. De laatste paar meters waren gewoon te bros om uberhaubt nog mee te printen. Heb nog een rol liggen, andere batch dus ik hoop dat die beter is. (nog niet aan toe gekomen om mee te printen helaas)
Dat brosse met de witte PLA heb ik ook meegemaakt bij mn vorige rol, op zich ging het printen in de eerste instantie wel ok, maar bij de laatste meters brak het fillament om de haverklap. De laatste paar meters waren gewoon te bros om uberhaubt nog mee te printen. Heb nog een rol liggen, andere batch dus ik hoop dat die beter is. (nog niet aan toe gekomen om mee te printen helaas)
Verwijderd
@craio dank je wel, ik had al een ander gevonden, maar die was zo theoretisch dat ik er niet uitkwam.
Heb je al mooie printjes kunnen maken?
Twijfel alleen nog tussen de firmware repetier is meer een all in one oplossing , terwijl marlin support heeft voor auto bed levelling, wat is aan te raden voor beginner?
Heb je al mooie printjes kunnen maken?
Twijfel alleen nog tussen de firmware repetier is meer een all in one oplossing , terwijl marlin support heeft voor auto bed levelling, wat is aan te raden voor beginner?
Verwijderd
Ik vind Marlin echt prima werken, Ik heb een minitronics bordje dus ik denk dat ik sowieso repetier niet kan gebruiken. Maar voor beginner is Marlin prima.
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Tot op heden scheelde er aan elke print wel iets...
Warping, shift naar één kant, gaatjes te klein, oppervlaktes niet mooi glad (binnenkant van buisvormig iets).
Dus ben ik nu vooral bezig met dingen te (proberen) maken om printer te verbeteren.
Eens had de printer ineens 5cm teveel naar rechts begon te printen, bleek dat filament (rol die voorlopig nog op de grond staat) die endstop van x-as had ingedrukt... Dus een spoolholder staat op de todo-lijst.
Dus een spoolholder staat op de todo-lijst.
Ik heb Marlin geprobeerd en kreeg het niet goed werkende en dan maar terug gegaan naar Repetier firmware.
Auto bed levelling wil ik in de toekomst ook wel, maar eerst de rest goed op orde.
Warping, shift naar één kant, gaatjes te klein, oppervlaktes niet mooi glad (binnenkant van buisvormig iets).
Dus ben ik nu vooral bezig met dingen te (proberen) maken om printer te verbeteren.
Eens had de printer ineens 5cm teveel naar rechts begon te printen, bleek dat filament (rol die voorlopig nog op de grond staat) die endstop van x-as had ingedrukt...
Ik heb Marlin geprobeerd en kreeg het niet goed werkende en dan maar terug gegaan naar Repetier firmware.
Auto bed levelling wil ik in de toekomst ook wel, maar eerst de rest goed op orde.
[ Voor 3% gewijzigd door craio op 25-12-2013 21:34 ]
Verwijderd
Zit ook aan eerste print te denken om de z-as te verstevigen door het frame met achterkant van de y bed te verbinden ik vind dat toch beetje gammel. En lager houders om het heatbed hoger te krijgen.
Wat heb je zoal geprint als verbetering?
Wat heb je zoal geprint als verbetering?
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Ik vond de endstops niet goed vastzitten daarom dit en deze gemaakt. Maar uiteindelijke toch niet tevreden van.Verwijderd schreef op woensdag 25 december 2013 @ 22:29:
Zit ook aan eerste print te denken om de z-as te verstevigen door het frame met achterkant van de y bed te verbinden ik vind dat toch beetje gammel. En lager houders om het heatbed hoger te krijgen.
Wat heb je zoal geprint als verbetering?
Omdat ik gemist was bij m'n Y-as belt (niet met tiewraps vastgemaakt) dit geprint ter vervanging. Nu komt die belt zeker niet meer los.
Ik heb een g3d hotend en past niet bijster goed op x-as. Daarom zonet dit gedaan (nog niet zeker als het zal passen). Hopelijk vormt het feit dat het met PLA is geprint geen probleem.
Kans is groot dat ik dit nog print zodat het bed iets hoger ligt, om heated bed vast te kunnen maken met moeren aan beide zijdes.
[ Voor 11% gewijzigd door craio op 25-12-2013 22:55 ]
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
/u/308442/DRUNKEN%2520SAILOR%2520forum.JPG?f=community)
En dat was hoogst waarschijnlijk dat een plotselinge stop komt door kabel, een ferriet ring is ook altijd een goede aanwinst als je last hebt van dit soort stopsSnelleD schreef op woensdag 25 december 2013 @ 12:17:
[...]
Een goede tip
Eindelijk het printje kunnen printen tot op het einde de printer is aangesloten op een laptop.
Een andere kabel genomen voor alle zekerheid ( of dat de oorzaak was van het plots stoppen tijdens het printen?)
De stroom verhoogd van de extruder stepper zodat hij geen steps meer overslaat.
De snelheid wat verlaagd in slice3
En gaan die handel.
Juist zie ik dat op het einde niet alles mooi gevuld is er is hier en daar nog wat ruimte tussen en dat is niet dat hij steps overslaat het filament ligt gewoon niet breed genoeg, denk ik
[afbeelding]
En over het fillpatroon dat is niet dat hij steps overslaat idd, hier is je filament gewoon dunner dan in de slicer is aangegeven. Maar dit effect zou je ook moeten zien aan je eerste solid layer.....
Als je nozzle grootte ietsje lager dan zal hij de lijnen dichter bij elkaar leggen. Je kan ook in de advanced settings van slicer de " default extruder width " wat lager instellen. Wat je daar meestal inzet is de dikte van een sliert als je hem in de lucht extrudeerd.
Verder een mooi printje toch,
[ Voor 6% gewijzigd door WeeDzi op 25-12-2013 23:15 ]

{kind=link}
- SnelleD
- Registratie: September 2013
- Laatst online: 15-11-2023
@WeeDzi ga morgen dat eens proberen, dank u.
Vervelendste is nu dat het tijdens het printen geen filament ABS meer uitkomt omdat deze is ingevreten door de bolt en daardoor slipt.
Het is moeilijk om juist te bepalen hoe hard men de schroeven moet aandraaien, had deze aangedraaid tot er filament uit de extruder kwam ėén printje kunnen doen en dan slipt het weer.
En dan is het weer losvijzen het filament afknippen en dan terug proberen door te duwen met nieuw filament vervelend werkje zal blij zijn als hij niet meer slipt.
Vervelendste is nu dat het tijdens het printen geen filament ABS meer uitkomt omdat deze is ingevreten door de bolt en daardoor slipt.
Het is moeilijk om juist te bepalen hoe hard men de schroeven moet aandraaien, had deze aangedraaid tot er filament uit de extruder kwam ėén printje kunnen doen en dan slipt het weer.
En dan is het weer losvijzen het filament afknippen en dan terug proberen door te duwen met nieuw filament vervelend werkje zal blij zijn als hij niet meer slipt.
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
je moet de schroeven niet te hard aandraaien, juist wat zachter is naar mijn mening beter
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
/u/292867/crop5630e1f334453_cropped.png?f=community)
Postbode ook net geweest met pakjes. Kan ook beginnen aan men prusa i3
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
@ SnelleD: Als je e-steps van de extruder te hoog staan, kan ie ook gaan slippen. Stel je extruder wil meer materiaal door de hotend drukken dan nodig, dan zal op een gegeven moment de extruder gaan slippen omdat ie het materiaal niet meer weg kan drukken (de weerstand wordt groter dan de veerspanning op de hobbed bolt)
Vaak zie je dit ook tijdens het printen van je eerste laag, als je bed niet helemaal vlak is, en je eerste laag redelijk dun is. Dan zal de extruder ook gaan slippen als ie op een plek komt waar het bed een klein beetje hoger is.
Zelf kan ik het redelijk makkelijk verhelpen door met de hand het fillament even een drukkertje te geven zodat ie voorbij het uitgesleten hapje weer gript, maar dat gaat wat lastig als je extruder bovenop de printkop zit (heb bowden setup, rostock)
Vaak zie je dit ook tijdens het printen van je eerste laag, als je bed niet helemaal vlak is, en je eerste laag redelijk dun is. Dan zal de extruder ook gaan slippen als ie op een plek komt waar het bed een klein beetje hoger is.
Zelf kan ik het redelijk makkelijk verhelpen door met de hand het fillament even een drukkertje te geven zodat ie voorbij het uitgesleten hapje weer gript, maar dat gaat wat lastig als je extruder bovenop de printkop zit (heb bowden setup, rostock)
Verwijderd
succesazz_kikr schreef op donderdag 26 december 2013 @ 09:58:
Postbode ook net geweest met pakjes. Kan ook beginnen aan men prusa i3
Verwijderd
@SnelleD: De uitleg van Fixel lijkt me plausibel voor jou probleem. Haal je hotend er even af, zorg dat je extruder 10mm filament doorvoert en meet of dit ook werkelijk 10mm is. als dit bijvoorbeeld 11mm is dan heb je al snel na een aantal minuten te veel filament in je extruder waardoor je bolt gaat slippen.
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
als dat de reden van slippen zou zijn zou je dat ook al eerder zien aan het teveel aan materiaal wat ie op je printje kwakt. ofwel dan zou je ook moeten zien dat je niet een streepje neerlegt maar een platgedrukte en uitgesmeerde streep. tevens bij je eerste laag krijg je dan een erg lelijk beeld tijdens de infill
Verwijderd
Hoe strak moeten die belts staan ik krijg ze namelijk met moeite strak en dan zit er onder nog wat speling op de band
Verwijderd
Ja die belts vond ik ook een *&%^$ werk. Maar zo moeten toch wel redelijk straks staan. In ieder geval dat je ze niet over de pouly's kan trekken.
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
@ stealth0113: Die manier van meten klopt niet. Je moet meten terwijl je door de hotend extrudeert, en vooral als je een bowden setup hebt met de extruder een stukje weg van de hotend. Maar deze manier garandeert nog steeds niet dat je E-steps goed staan, je zal uiteindelijk toch wel wat moeten tweaken. In mijn geval, ik heb mn E-steps intussen al een paar keer lager gezet dan wat ik in theorie zou moeten instellen. Ik had het in het begin ook zonder de hotend gecalibreerd, klopte uiteindelijk voor geen meter en met hotend kwam ik toch op andere waardes uit. (maar ik zit dus nu nog lager in e-steps)
@ WeeDzi: Dat hangt ook een beetje af van je extruder, staat de boel goed strak dan drukt ie het materiaal wel door waardoor je idd een uitgesmeerde streep ziet, maar staat de boel niet zo strak, dan gaat ie slippen. De eerste laag is idd waarin je het goed kan zien, en aan het begin heb ik ook de fout gemaakt doordat mn bed niet goed geleveld was... Kreeg mn infill niet goed dus had ik mn layer width verhoogd in slic3r... Nu alles goed geleveld is, zie ik idd dat ie teveel extrudeert. Een wat hogere temperatuur helpt ook wel wat bij het leggen van de eerste laag, maar je ziet dan ook dat ie de eerste laag meer uitsmeert, en dat voel je ook omdat er aan de onderkant van het printje een rand zit.
@ protheus: De belts moeten redelijk strak staan, bij de rostock was de stelregel dat je mooie bastonen moet krijgen als je de belt als een gitaarsnaar aanslaat, maar te strak is ook niet goed. Dan gaan de motoren steps overslaan, of je trekt de boel kapot. Te weinig spanning krijg je weer backlash van. Probeer de belts zo strak mogelijk te zetten, maar probeer de boel niet te forceren.
Owja, het is een printloze kerst voor mij... Hot end thermistor is overleden. Had een tijdje terug nog een zooi thermistoren op de kop getikt, maar die gaan volgens de datasheet maar tot 110 graden.
Had een tijdje terug nog een zooi thermistoren op de kop getikt, maar die gaan volgens de datasheet maar tot 110 graden. 
@ WeeDzi: Dat hangt ook een beetje af van je extruder, staat de boel goed strak dan drukt ie het materiaal wel door waardoor je idd een uitgesmeerde streep ziet, maar staat de boel niet zo strak, dan gaat ie slippen. De eerste laag is idd waarin je het goed kan zien, en aan het begin heb ik ook de fout gemaakt doordat mn bed niet goed geleveld was... Kreeg mn infill niet goed dus had ik mn layer width verhoogd in slic3r... Nu alles goed geleveld is, zie ik idd dat ie teveel extrudeert. Een wat hogere temperatuur helpt ook wel wat bij het leggen van de eerste laag, maar je ziet dan ook dat ie de eerste laag meer uitsmeert, en dat voel je ook omdat er aan de onderkant van het printje een rand zit.
@ protheus: De belts moeten redelijk strak staan, bij de rostock was de stelregel dat je mooie bastonen moet krijgen als je de belt als een gitaarsnaar aanslaat, maar te strak is ook niet goed. Dan gaan de motoren steps overslaan, of je trekt de boel kapot. Te weinig spanning krijg je weer backlash van. Probeer de belts zo strak mogelijk te zetten, maar probeer de boel niet te forceren.
Owja, het is een printloze kerst voor mij... Hot end thermistor is overleden.
[ Voor 5% gewijzigd door FiXeL op 26-12-2013 15:17 ]
Verwijderd
@Fixel: meen je dat? Ik heb het op deze manier gedaan omdat ik dat ergens op een site tegen kwam... Hoe zou je dat dan wel moeten doen?
Nevermind heb het al gevonden. 10cm voor je extruder aftekenen op je filament. Dan 10cm extruden en meten of ie echt 10cm erdoorheen heeft geduwd.
Nevermind heb het al gevonden. 10cm voor je extruder aftekenen op je filament. Dan 10cm extruden en meten of ie echt 10cm erdoorheen heeft geduwd.
[ Voor 37% gewijzigd door Verwijderd op 26-12-2013 15:44 ]
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Naar aanleiding van post over extruder steps nog eens m'n E-steps nagegaan... (had het vroeger zonder nozzle gedaan met koude hotend, nu dus met nozzle en warm).
Als ik 50mm laat extruden gaat er maar 44mm door. De prints zien er echter redelijk uit...
Moet ik nu E-steps aanpassen of laten zoals het is?
Edit: Wel vreemd, als ik E-steps aanpas (oud*50)/44 = nieuw blijft het resultaat hetzelfde.. (aanpassing met M92Exxx doorgestuurd).
Als ik 50mm laat extruden gaat er maar 44mm door. De prints zien er echter redelijk uit...
Moet ik nu E-steps aanpassen of laten zoals het is?
Edit: Wel vreemd, als ik E-steps aanpas (oud*50)/44 = nieuw blijft het resultaat hetzelfde.. (aanpassing met M92Exxx doorgestuurd).
[ Voor 32% gewijzigd door craio op 26-12-2013 15:51 ]
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
@ stealth0113: Je bent echt niet de enigste die die fout gemaakt had aan het begin... *kuch* 
@ Craio: Pas je settings eens aan in de firmware, schrijf de oude waarde op en probeer het gewoon eens, kijken wat het doet. Misschien is je huidige setting prima, maar een beetje tweaken kan nooit kwaad.
@ Craio: Pas je settings eens aan in de firmware, schrijf de oude waarde op en probeer het gewoon eens, kijken wat het doet. Misschien is je huidige setting prima, maar een beetje tweaken kan nooit kwaad.
Verwijderd
Hier een foto'tje van het verschil tussen een niet goed gekalibreerde extruder en eentje waar wel een kwartiertje werk in is gestopt (kwam dit tegen bij een tutorial)

- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
@FiXel: Nieuwe waarde is 105% van de oude. 50mm extruden is nu wel effectief 50mm. Nu hangt wel alles af van de diameter van het filament (denk ik).
@stealth0113: Kun je de link geven naar die instructable? Lijkt me interessant om ook dat tafeltje eens te proberen.
@stealth0113: Kun je de link geven naar die instructable? Lijkt me interessant om ook dat tafeltje eens te proberen.
[ Voor 39% gewijzigd door craio op 26-12-2013 17:34 ]
Verwijderd
Linkje: http://www.instructables....ruder-on-your-3d-Printer/ zit geen stl bij zo te zien...
Deze is het volgens mij: http://www.thingiverse.com/thing:21830
Deze is het volgens mij: http://www.thingiverse.com/thing:21830
[ Voor 21% gewijzigd door Verwijderd op 26-12-2013 17:56 ]
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
vergeet vooral niet je nozzle grootte, als je namelijk een 0.5mm nozzle hebt kan het best zijn dat ie in werkelijk 0.52 is.....craio schreef op donderdag 26 december 2013 @ 17:31:
@FiXel: Nieuwe waarde is 105% van de oude. 50mm extruden is nu wel effectief 50mm. Nu hangt wel alles af van de diameter van het filament (denk ik).
@stealth0113: Kun je de link geven naar die instructable? Lijkt me interessant om ook dat tafeltje eens te proberen.
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Mja, probleem is dat je dat dus niet kunt nagaan denk ik. Mogelijks met een micrometer het filament meten dat uit je nozzle komt? Geen idee in hoeverre dat correct is. Je kunt nog calibreren met deze figuur, maar ik vind het oordelen erover niet zo gemakkelijk.WeeDzi schreef op donderdag 26 december 2013 @ 21:42:
[...]
vergeet vooral niet je nozzle grootte, als je namelijk een 0.5mm nozzle hebt kan het best zijn dat ie in werkelijk 0.52 is.....
Verwijderd
@craio, had je jouw power supply al binnen of heb je hem zo lang aan een atx voeding gehangen?
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
Precies dat is de manier om free extrusion te bepalen. daarnaast kun je er gewoon een beetje mee prutsen in je settings van je slicer om de perfecte print te krijgen. Geef alleen aan dat het een zeer belangrijke parameter is die de meesten over het hoofd zien.craio schreef op donderdag 26 december 2013 @ 22:08:
[...]
Mja, probleem is dat je dat dus niet kunt nagaan denk ik. Mogelijks met een micrometer het filament meten dat uit je nozzle komt? Geen idee in hoeverre dat correct is. Je kunt nog calibreren met deze figuur, maar ik vind het oordelen erover niet zo gemakkelijk.
Verwijderd
gaat het bij jullie ook zo lastig om het filament in de hot-end te krijgen, de gaatjes zijn net beetje off van elkaar en door de kromming van de filament krijg ik hem nog wel door de extruder maar niet in de hot-end zelf
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
ff klemmen in de extruder en dan hem het werk laten doen daar is ie tenslotte voor 
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
@protheus: Hing aan een regelbare voeding van met twee uitgangen max 24V 10A. Maar heb idd een paar dagen terug dit kunnen vervangen door de ebay voeding van 12V 30A.
Ivm filament: Ik heb dit door m'n extruder laten gaan zonder hotend en dan hotend er op gezet.
@WeeDzi: Hm, dan zou ik eens een micrometer moeten aanschaffen (met 0.01mm nauwkeurigheid)
Ivm filament: Ik heb dit door m'n extruder laten gaan zonder hotend en dan hotend er op gezet.
@WeeDzi: Hm, dan zou ik eens een micrometer moeten aanschaffen (met 0.01mm nauwkeurigheid)
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
lol ff een micrometer aanshaffen
zou gewoon ff met de schuifmaat kijken, die is natuurlijk niet op 10micron nauwkeurig maar je kan er prima een indicatie mee krijgen, of je 0,48 of 0,52 hebt
zou gewoon ff met de schuifmaat kijken, die is natuurlijk niet op 10micron nauwkeurig maar je kan er prima een indicatie mee krijgen, of je 0,48 of 0,52 hebt
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Schuifmaat is toch maar tot op 0.1mm?
Edit: Ah, elektronische zijn tot 0.02mm nauwkeurig, besteld.
Edit2: Maar daarmee weet je eigenlijk niet als het 0,48 of 0,52 is
Edit: Ah, elektronische zijn tot 0.02mm nauwkeurig, besteld.
Edit2: Maar daarmee weet je eigenlijk niet als het 0,48 of 0,52 is
[ Voor 71% gewijzigd door craio op 27-12-2013 09:59 ]
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
Enkele Sfeerbeelden:
Wat een hoop zakjes, vijsjes en spulletjes

Montage van het Y frame: grof, afstanden moeten nog gechecked worden

Montage van het heatbed karretje

De Z/X assen, (fancy blauwe alu!!!), 2e keer, had eerste keer het karretje voor de extruder achterste voren geplaatst

Zover staan we nu, build is ready, enkel nog de electronica, en kabelmanagement, de stepperdriver moet ik ook nog solderen maar ik zit zonder solderdeertin

Wat een hoop zakjes, vijsjes en spulletjes
Montage van het Y frame: grof, afstanden moeten nog gechecked worden
Montage van het heatbed karretje
De Z/X assen, (fancy blauwe alu!!!), 2e keer, had eerste keer het karretje voor de extruder achterste voren geplaatst
Zover staan we nu, build is ready, enkel nog de electronica, en kabelmanagement, de stepperdriver moet ik ook nog solderen maar ik zit zonder solderdeertin
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
hij leest af op 0.01mmcraio schreef op vrijdag 27 december 2013 @ 01:52:
Schuifmaat is toch maar tot op 0.1mm?
Edit: Ah, elektronische zijn tot 0.02mm nauwkeurig, besteld.
Edit2: Maar daarmee weet je eigenlijk niet als het 0,48 of 0,52 is
enuh het verschil tussen 0.48 en 0.52 is 0.04 zover ik kan berekenen
en weer een blauwe prusa erbij, nu maar printen!
ik zal die van mij ook weer es updaten in deze vakantie
[ Voor 8% gewijzigd door WeeDzi op 27-12-2013 11:19 ]
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Het is spijtig genoeg +-0.02mm met 0.01mm resolutie. Dus als er 0.50 op de schuifmaat staat is dit dus tussen 0.48mm en 0.52mm. Maar het blijft nauwkeuriger dan gewoon met een lat
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
Altijd beter dan een ouderwetse schuifmaat met nonius. (heb de mijne van school nog steeds) Er zijn wel digitale schuifmaten die +/-0.01 halen, maar dan praat je over merken als Mahr, (duits) en Tesa. (zwitsers) Alleen speelt goed meten ook mee, zelfs een profi digitale schuifmaat kan je 0,02mm uit model drukken, dus hoe hard je drukt is ook bepalend voor de nauwkeurigheid.
Op mn werk mogen we volgens het ISO9001 protocol geen gebruik maken van een digitale schuifmaat om de maatvoering op werkstukken te controleren. De digitale schuifmaat dient slechts "ter indicatie" en controle dient plaats te vinden met een micrometer.
In de praktijk werkt een digitale schuifmaat veel sneller, en voor het minder nauwkeurige freeswerk (+/-0.05mm of meer) geloof ik het meestal wel en meet ik het gewoon met de schuifmaat. Alleen passingsmaten pak ik wel een micrometer of een kaliber voor.
De laatste tijd veel nieuwe printers in aanbouw, mooi! Zal wel geen topkwaliteit zijn, maar 17,50 vindt ik geen rare prijs.
Zal wel geen topkwaliteit zijn, maar 17,50 vindt ik geen rare prijs.
Op mn werk mogen we volgens het ISO9001 protocol geen gebruik maken van een digitale schuifmaat om de maatvoering op werkstukken te controleren. De digitale schuifmaat dient slechts "ter indicatie" en controle dient plaats te vinden met een micrometer.
In de praktijk werkt een digitale schuifmaat veel sneller, en voor het minder nauwkeurige freeswerk (+/-0.05mm of meer) geloof ik het meestal wel en meet ik het gewoon met de schuifmaat. Alleen passingsmaten pak ik wel een micrometer of een kaliber voor.
De laatste tijd veel nieuwe printers in aanbouw, mooi!
Hmja, zo duur hoef dat nou ook weer niet te zijn...WeeDzi schreef op vrijdag 27 december 2013 @ 01:46:
lol ff een micrometer aanshaffen
zou gewoon ff met de schuifmaat kijken, die is natuurlijk niet op 10micron nauwkeurig maar je kan er prima een indicatie mee krijgen, of je 0,48 of 0,52 hebt
[ Voor 23% gewijzigd door FiXeL op 27-12-2013 12:12 ]
- SnelleD
- Registratie: September 2013
- Laatst online: 15-11-2023
Verre van ideale print die extruder blijft volgens mij slippen.



[ Voor 31% gewijzigd door SnelleD op 27-12-2013 14:40 ]
De slijtsporen lopen behoorlijk schuin, heb je net zo'n mooie foto als de laatste van de hobbed bolt.
De pic op 5 december die je plaatste was van een echte gehobte bolt of tap <M4 tenminste, dit lijkt eerder M6 of de foto vertekend.
De pic op 5 december die je plaatste was van een echte gehobte bolt of tap <M4 tenminste, dit lijkt eerder M6 of de foto vertekend.
Eilandbedrijf met netondersteuning , all-electric || Deye 12KSG04LP3 met 580Ah-LFP 51,2V (Seplos 3x48100-10C +48200-10E) || hulp-Deye 12k SG04LP3 met 280Ah-LFP 51,2V || 19.4 kWp PV || Zonneplan EPEX-klant
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Geen ventilator? Het lijkt alsof het bovenste verdiep de kans niet kreeg om te stollen voor de volgende laag er op ging.
ABS of PLA?
ABS of PLA?
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
@ SnelleD: Bedenk me net het volgende wat betreft je probleem... Heb je wel een plat kantje aan de as van je extruder motor geslepen met de dremel? Of heb je het tandwiel er zo opgeschroefd? Op een gladde as kan het boutje waar je het tandwiel mee vastzet vrij makkelijk slippen. Enne, owja een beetje loctite kan ook geen kwaad ben ik inmiddels achter.
@ Craio: Dat uiteinde van dit printje is idd erg lastig te printen zonder ventilator, en zeker in PLA. Maar niet onmogelijk als je de Gcode gaat editten.... Voeding omlaag, temp omlaag, en ventilator op max. gooien als je richting de punt komt.
@ Craio: Dat uiteinde van dit printje is idd erg lastig te printen zonder ventilator, en zeker in PLA. Maar niet onmogelijk als je de Gcode gaat editten.... Voeding omlaag, temp omlaag, en ventilator op max. gooien als je richting de punt komt.
- SnelleD
- Registratie: September 2013
- Laatst online: 15-11-2023
Denk dat de foto wat vertekend het is wel degelijk de bolt van de foto.
Het is ABS op 215°
De motoren hebben een afgevlakte kant en daar is het boutje in bevestigd.
Bij het tweede printje op een halve cm hoogte terug geen filament nu bezig aan de derde poging.
Heb er het filament er terug uitgenomen en de schroeven terug wat afgeregeld tot er filament uit de hotend komt.
Op hoop van zegen.
De vulling ziet er in ieder geval beter uit hier wat zit wijzigen in Slic3r

Op het laatste nog misgelopen denk dat dit komt omdat er geen koeling is voorzien?
En toch zijn de zijkanten niet mooi recht.

Het is ABS op 215°
De motoren hebben een afgevlakte kant en daar is het boutje in bevestigd.
Bij het tweede printje op een halve cm hoogte terug geen filament nu bezig aan de derde poging.
Heb er het filament er terug uitgenomen en de schroeven terug wat afgeregeld tot er filament uit de hotend komt.
Op hoop van zegen.
De vulling ziet er in ieder geval beter uit hier wat zit wijzigen in Slic3r
Op het laatste nog misgelopen denk dat dit komt omdat er geen koeling is voorzien?
En toch zijn de zijkanten niet mooi recht.
[ Voor 27% gewijzigd door SnelleD op 27-12-2013 16:18 ]
Ziet er al beter uit.SnelleD schreef op vrijdag 27 december 2013 @ 15:36:
Denk dat de foto wat vertekend het is wel degelijk de bolt van de foto.
Het is ABS op 215°
De motoren hebben een afgevlakte kant en daar is het boutje in bevestigd.
Bij het tweede printje op een halve cm hoogte terug geen filament nu bezig aan de derde poging.
Heb er het filament er terug uitgenomen en de schroeven terug wat afgeregeld tot er filament uit de hotend komt.
Op hoop van zegen.
De vulling ziet er in ieder geval beter uit hier wat zit wijzigen in Slic3r
[afbeelding]
Op het laatste nog misgelopen denk dat dit komt omdat er geen koeling is voorzien?
En toch zijn de zijkanten niet mooi recht.
[afbeelding]
{kind=link}
{kind=link}
Is je hobbed bolt echt gelijk aan de foto die je plaatste, want dat is van een heyna V1 van Lazlo?
Een blog over de hyena v1
Edit: je kunt altijd nog zo een hobbed bolt maken van één uit de bouwmarkt om dat als oorzaak it te sluiten
[ Voor 7% gewijzigd door Domba op 27-12-2013 17:00 ]
Eilandbedrijf met netondersteuning , all-electric || Deye 12KSG04LP3 met 580Ah-LFP 51,2V (Seplos 3x48100-10C +48200-10E) || hulp-Deye 12k SG04LP3 met 280Ah-LFP 51,2V || 19.4 kWp PV || Zonneplan EPEX-klant
- SnelleD
- Registratie: September 2013
- Laatst online: 15-11-2023
Ja het is zo eentje heyena de bovenste foto van het filament wel zo ziet dat er bij mij ook uit. Dacht dat deze bolt met hun scherpe tanden beter zou zijn.
Eens een andere 'gewone' bolt bestellen.
Eens een andere 'gewone' bolt bestellen.
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
print er eens 2 naast elkaar dan krijgt het filament wat meer tijd om te koelen dat is zowiezo geen slechte optie met kleinere printjes aangezien je er toch vaak meerdere onderdeeltjes van nodig hebt.
Ik heb ook de hyena v1 en heb echt geen problemen met het ding, je zult echter de druk van de idler minder hoog moeten zetten.
Ik heb ook de hyena v1 en heb echt geen problemen met het ding, je zult echter de druk van de idler minder hoog moeten zetten.
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
@ SnelleD: Zo hoort ie er enigzins uit te zien:

Niet lullig bedoeld hoor, dit was na 3 pogingen, en ik heb er een 140mm fan op staan.. En ik heb mn printer geupgrade.... Thermokoppel voor de hotend, en van een 0,5mm Jhead naar 0,35 dus ik moest de boel wel calibreren.
En ik heb tijdens de print de hot end temp, en de voeding aangepast.. Begonnen met 195 graden, en bij de laatste 2 trapjes de temp en de voeding terug geschroeft (handmatig) naar 180 graden voor het topje.
Bij de vorige print wou ik onder de 175 graden duiken, dat was net ff te laag, dus print mislukt.
Thermistor temps aint thermokoppel temps, daar ben ik inmiddels wel achter... Had al het idee dat ik vrij laag moest zitten qua temps met de thermistor, maar met de thermokoppel moet ik juist wel binnnen het bereik zitten wat ongeveer op de rollen fillament zit.

En mn extruder slipt ook... het topje van die 5mm calibratie print brak gewoon af omdat de extruder daar geslipt had... Maar met het restantje paarse PLA wat ik had ook nog een Teethy tiki kunnen printen, en die wordt toch wel echt nice met een 0,35mm nozzle. (vase instelling in slic3r, 0,1 layer height)

Niet lullig bedoeld hoor, dit was na 3 pogingen, en ik heb er een 140mm fan op staan.. En ik heb mn printer geupgrade.... Thermokoppel voor de hotend, en van een 0,5mm Jhead naar 0,35 dus ik moest de boel wel calibreren.
En ik heb tijdens de print de hot end temp, en de voeding aangepast.. Begonnen met 195 graden, en bij de laatste 2 trapjes de temp en de voeding terug geschroeft (handmatig) naar 180 graden voor het topje.
Bij de vorige print wou ik onder de 175 graden duiken, dat was net ff te laag, dus print mislukt.
Thermistor temps aint thermokoppel temps, daar ben ik inmiddels wel achter... Had al het idee dat ik vrij laag moest zitten qua temps met de thermistor, maar met de thermokoppel moet ik juist wel binnnen het bereik zitten wat ongeveer op de rollen fillament zit.

En mn extruder slipt ook... het topje van die 5mm calibratie print brak gewoon af omdat de extruder daar geslipt had... Maar met het restantje paarse PLA wat ik had ook nog een Teethy tiki kunnen printen, en die wordt toch wel echt nice met een 0,35mm nozzle. (vase instelling in slic3r, 0,1 layer height)
Verwijderd
@craio hoe heb jij het voor elkaar gekregen om je frame waterpas te krijgen ik krijg de frame die de z as draagt maar niet waterpas.
Nou gaat niet lekker hier zodra ik stroom op de machine zet begint de y motor als een gek te trillen en verder gebeurd er weining geen idee wat er mis is
Nou gaat niet lekker hier zodra ik stroom op de machine zet begint de y motor als een gek te trillen en verder gebeurd er weining geen idee wat er mis is
[ Voor 37% gewijzigd door Verwijderd op 27-12-2013 21:54 ]
Verwijderd
Haal jij 0,1 Fixel? Met mijn .5 nozzle kom ik tot max 0.3 layerhight. Dus met .35 nozzle is 0.1 wel netjes!
Verwijderd
Met 0.35 kun je nog lager hoor,Verwijderd schreef op vrijdag 27 december 2013 @ 22:33:
Haal jij 0,1 Fixel? Met mijn .5 nozzle kom ik tot max 0.3 layerhight. Dus met .35 nozzle is 0.1 wel netjes!
Ongeveer 0.3 als max en laagste ik al heb gedaan was 0.05 en was prima.
Kan vast nog lager, maar dat is zinloos, wanneer 0.05 al vrij zinloos is.
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Vreemd, ik heb geen probleem met 0.15 layerheight met een 0.4 nozzle (zie eerdere foto inktvist. Lager gewoon nog niet geprobeerd. (ik veronderstel dat je min bedoelde ipv max)Verwijderd schreef op vrijdag 27 december 2013 @ 22:33:
Haal jij 0,1 Fixel? Met mijn .5 nozzle kom ik tot max 0.3 layerhight. Dus met .35 nozzle is 0.1 wel netjes!
@protheus: Nog niet gedaan, ben ik ook nog aan het uitzoeken. Een waterpas is te groot ervoor.
[ Voor 12% gewijzigd door craio op 27-12-2013 22:38 ]
Verwijderd
Nou ik ben lost op het moment, mijn motoren trillen alleen en wanneer ik in repetier opdracht geef om 0,1 vooruit te gaan dan doet eerste keer voor uit en dan de volgende achter uit. Z-axis doet helemaal niks momenteel
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Controleer de instellingen van je endstops, dat was bij mij de reden dat Z-as niet bewoog.Verwijderd schreef op vrijdag 27 december 2013 @ 22:38:
Nou ik ben lost op het moment, mijn motoren trillen alleen en wanneer ik in repetier opdracht geef om 0,1 vooruit te gaan dan doet eerste keer voor uit en dan de volgende achter uit. Z-axis doet helemaal niks momenteel
Motoren die trillen kunnen wijzen op te weinig vermogen (stroompot wat verdraaien).
[ Voor 9% gewijzigd door craio op 27-12-2013 22:40 ]
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Als de pullup niet aan staat maakt indrukken geen verschil denk ik. (ervanuitgaan dat je de gewone microswitch gebruikt.Verwijderd schreef op vrijdag 27 december 2013 @ 22:40:
Dan zou de z-axis juist moeten bewegen toch als je die indrukt?
Bij mij staan alle pullups aan, enkel de min endstops enabled en geen inverting.
In marlin is dit "#define ENDSTOPPULLUPS" in de configuration.h
Edit: Herinner me ineens dat ik ook problemen had om de Z-as te laten bewegen in Marlin... Ik denk dat de snelheid gewoon te hoog stond. De steppers maakten halve seconde geluid en begonnen dan te brommen.
[ Voor 50% gewijzigd door craio op 27-12-2013 22:46 ]
Verwijderd
Okay de Z-axis bedrading waren dus verkeerd om , nu nog het trillen van de motoren oplossen, ze komen nu amper vooruit
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Lijkt me dat teweinig stroom de oorzaak daarvan is. Ik loste dit op door tijdens het bewegen aan de pot te draaien. Wordt het brommen erger, betekent dit dat je naar de verkeerde kant draait.Verwijderd schreef op vrijdag 27 december 2013 @ 22:46:
Okay de Z-axis bedrading waren dus verkeerd om , nu nog het trillen van de motoren oplossen, ze komen nu amper vooruit
Je heb ook de steppers van g3d? Let op dat je wel aan de juiste pot draait...
[ Voor 18% gewijzigd door craio op 27-12-2013 22:49 ]
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Verwijderd schreef op vrijdag 27 december 2013 @ 22:49:
OKay kan ik proberen welke pot moet je hebben zitten 2 stuks op mijn driver?

Verwijderd
dat heeft wel geholpen voor de x-as die gaat nu mooi , de z-axis doet niks meer , misschien motoren stuk gemaakt of de driver, y - as vertikt het normaal te doen wat ik ook doe met de trimpotjes
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Ik denk het niet dat je een stepper zo éénvoudig stuk krijgt...Verwijderd schreef op vrijdag 27 december 2013 @ 23:03:
dat heeft wel geholpen voor de x-as die gaat nu mooi , de z-axis doet niks meer , misschien motoren stuk gemaakt of de driver, y - as vertikt het normaal te doen wat ik ook doe met de trimpotjes
Toen ik gelijkaardig probleem had, heb ik gewoon X-as uitgang op Y-as stepper aangesloten en vice-versa.
Zo weet je als het probleem aan stepper of driver ligt. (eerst elektriciteit afkoppelen/uitzetten voor je dit doet!)
Als je die g3d ramps gekocht hebt, heb je in principe ook een reserve driver (voor de tweede extruder)
- SnelleD
- Registratie: September 2013
- Laatst online: 15-11-2023
@FiXel dat is een mooie maar dat is met PLA veronderstel ik die draden dat heb ik niet maar dat is misschien omdat het ABS is waar ik mee werk.
Hier wordt het nog wat zoeken om te weten te komen welke fouten er in de print zitten en dan hoe men ze moet oplossen. Vb meer koelen of meerdere prints maken zijn weer prima tips.
Hier wordt het nog wat zoeken om te weten te komen welke fouten er in de print zitten en dan hoe men ze moet oplossen. Vb meer koelen of meerdere prints maken zijn weer prima tips.
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
De mijne zit ook ineen, nu de electronica...
Ik had hierbij enkele vraagjes..
iI heb voorlopig een ramps test programma op staan, en doet gewoon de motoren x aantal stappen in de ene richting gaan en zelfde aantal stappen in de andere richting, handig voor gewoon te testen.
problemen die ik nu tegen kom: (beginnen met 1 motor, de Y, as, want is makkelijkste vervangen indien nodig)
1) het gaat gaat goed, maar na een tijdje (30 seconden) begint motor te bokken en stappen over te slaan...(te weinig of te veel V)?
2) Ik heb met de potmeter lopen klooien maar zelfs met de pot volledig open, krijg ik hem niet boven de 0.40V, meestal er net onder. Ik heb wat gegoogled en normaal moet je de waarden tussen de 0.40 en 0.50V leggen. Misschien dit oorzaak van probleem 1? Kan dit zijn wegen een rotte voeding (Geeft 11.6V blijkbaar)?
3) De stepper driver wordt heet, heel heet, te heet om aan te raken.
Voorlopige tussenstand:
- 1 stepper driver naar de eeuwige jachtvelden gezonden, inclusied rookwolk (wss kortsluiting bij solderen) ^^
- 2 vingers zonder gevoel, van aan de werkende stepper te voelen. Eerste deed pijn, de 2e was om zeker te weten dat het echt heet was (en deed ook pijn )
)
Ik had hierbij enkele vraagjes..
iI heb voorlopig een ramps test programma op staan, en doet gewoon de motoren x aantal stappen in de ene richting gaan en zelfde aantal stappen in de andere richting, handig voor gewoon te testen.
problemen die ik nu tegen kom: (beginnen met 1 motor, de Y, as, want is makkelijkste vervangen indien nodig
1) het gaat gaat goed, maar na een tijdje (30 seconden) begint motor te bokken en stappen over te slaan...(te weinig of te veel V)?
2) Ik heb met de potmeter lopen klooien maar zelfs met de pot volledig open, krijg ik hem niet boven de 0.40V, meestal er net onder. Ik heb wat gegoogled en normaal moet je de waarden tussen de 0.40 en 0.50V leggen. Misschien dit oorzaak van probleem 1? Kan dit zijn wegen een rotte voeding (Geeft 11.6V blijkbaar)?
3) De stepper driver wordt heet, heel heet, te heet om aan te raken.
Voorlopige tussenstand:
- 1 stepper driver naar de eeuwige jachtvelden gezonden, inclusied rookwolk (wss kortsluiting bij solderen) ^^
- 2 vingers zonder gevoel, van aan de werkende stepper te voelen. Eerste deed pijn, de 2e was om zeker te weten dat het echt heet was (en deed ook pijn
[ Voor 3% gewijzigd door SadisticPanda op 27-12-2013 23:23 ]
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
Mijn teller staat op 2, maar nu werkt alles wel vlekkeloos, dus volhouden!Verwijderd schreef op vrijdag 27 december 2013 @ 23:32:
Ja ik heb hier ook 1 opgeblazen driver zo te zien, gaat lekker not
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Spijtig, daar gaat je reserve.Verwijderd schreef op vrijdag 27 december 2013 @ 23:32:
Ja ik heb hier ook 1 opgeblazen driver zo te zien, gaat lekker not
Hoe zou het gebeurt zijn? Ik dacht dat ik ze ook wat mishandelt had maar heb zo nog allemaal in goede staat.
[ Voor 20% gewijzigd door craio op 27-12-2013 23:36 ]
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
vrij zeker mijn rotte soldering skills ^^craio schreef op vrijdag 27 december 2013 @ 23:35:
[...]
Spijtig, daar gaat je reserve.
Hoe zou het gebeurt zijn? Ik dacht dat ik ze ook wat mishandelt had maar heb zo nog allemaal in goede staat.
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Die van mij waren al gesoldeerdazz_kikr schreef op vrijdag 27 december 2013 @ 23:38:
[...]
vrij zeker mijn rotte soldering skills ^^
Wat heb je er nog moeten opzetten? Ik vermoed enkel de headers?
Verwijderd
Ik snap er echt niks meer van, de potmeters lijken ook allemaal stuk te zijn , ze hebben geen stop meer zeg maar, en dat terwijl ik er 1 keer aan gedraaid heb???
Ik heb nu dus 2 kapotte drivers
Ik heb nu dus 2 kapotte drivers
[ Voor 10% gewijzigd door Verwijderd op 27-12-2013 23:47 ]
Dat betekent dat er teveel stroom doorheen gaat. Calibreren volgens deze guide did the trick bij mij: http://reprap.org/wiki/Calibration#Motor_Calibration. Zowel de steppers als de drivers worden niet warm en er worden nergens stappen overgeslagen. Of dit ook voor jou werkt weet ik natuurlijk niet.azz_kikr schreef op vrijdag 27 december 2013 @ 23:21:
3) De stepper driver wordt heet, heel heet, te heet om aan te raken.
Dat probleem heb ik ook bij een van de drivers. Desondanks kon ik hem gewoon afstellen.Verwijderd schreef op vrijdag 27 december 2013 @ 23:41:
Ik snap er echt niks meer van, de potmeters lijken ook allemaal stuk te zijn , ze hebben geen stop meer zeg maar, en dat terwijl ik er 1 keer aan gedraaid heb???
EDIT: kijk ook hier, sommige pots hebben blijkbaar geen eindstop. http://bootsindustries.com/portfolio-item/pots-adjustments/
[ Voor 7% gewijzigd door leenm op 27-12-2013 23:49 ]
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
Klopt de eerste was niet om aant te zien, de andere zijn best wel goed gelukt ^^craio schreef op vrijdag 27 december 2013 @ 23:40:
[...]
Die van mij waren al gesoldeerd
Wat heb je er nog moeten opzetten? Ik vermoed enkel de headers?
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Als headers er op solderen als moeilijk is, zou ik niet aanraden te proberen het ic te vervangenazz_kikr schreef op vrijdag 27 december 2013 @ 23:52:
[...]
Klopt de eerste was niet om aant te zien, de andere zijn best wel goed gelukt ^^
Verwijderd
Hoe kan ik de extruder het beste testen met de repetier host. Ik heb het idee dat de standaard instellingen bij handmatige besturing bijna niks doet
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
hmm even stomme vraag tussendoor...
Als de arduino en de ramps enkel op de voeding hangen, moet er dan wat gebeuren? Ledjes/beweging? Komt enkel schot in de zaak als ik de pc op usb hang.
De arduino kan stroom leveren aan de ramps, maar werkt het ook in andere richting?
Als de arduino en de ramps enkel op de voeding hangen, moet er dan wat gebeuren? Ledjes/beweging? Komt enkel schot in de zaak als ik de pc op usb hang.
De arduino kan stroom leveren aan de ramps, maar werkt het ook in andere richting?
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Hoe bedoel je juist? Met die pijltjes kun je de instellen hoeveel mm filament je er wil doorduwen.Verwijderd schreef op zaterdag 28 december 2013 @ 00:29:
Hoe kan ik de extruder het beste testen met de repetier host. Ik heb het idee dat de standaard instellingen bij handmatige besturing bijna niks doet
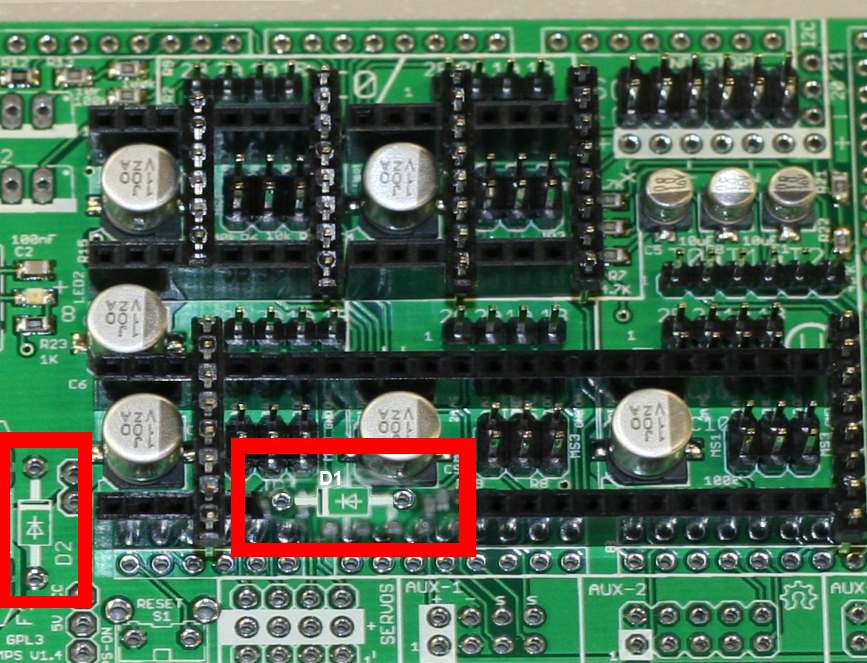
Van wat ik gelezen heb, alleen als overspanningsdiode D1 gemonteerd is, kan ramps standalone werken zonder aangesloten PC op USBazz_kikr schreef op zaterdag 28 december 2013 @ 00:50:
De arduino kan stroom leveren aan de ramps, maar werkt het ook in andere richting?
{kind=link}
Eilandbedrijf met netondersteuning , all-electric || Deye 12KSG04LP3 met 580Ah-LFP 51,2V (Seplos 3x48100-10C +48200-10E) || hulp-Deye 12k SG04LP3 met 280Ah-LFP 51,2V || 19.4 kWp PV || Zonneplan EPEX-klant
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Volgens dit schema, is het idd zoals Domba zegt. Al kan ik wel niet direct zien waar die pin juist zit.azz_kikr schreef op zaterdag 28 december 2013 @ 00:50:
hmm even stomme vraag tussendoor...
Als de arduino en de ramps enkel op de voeding hangen, moet er dan wat gebeuren? Ledjes/beweging? Komt enkel schot in de zaak als ik de pc op usb hang.
De arduino kan stroom leveren aan de ramps, maar werkt het ook in andere richting?
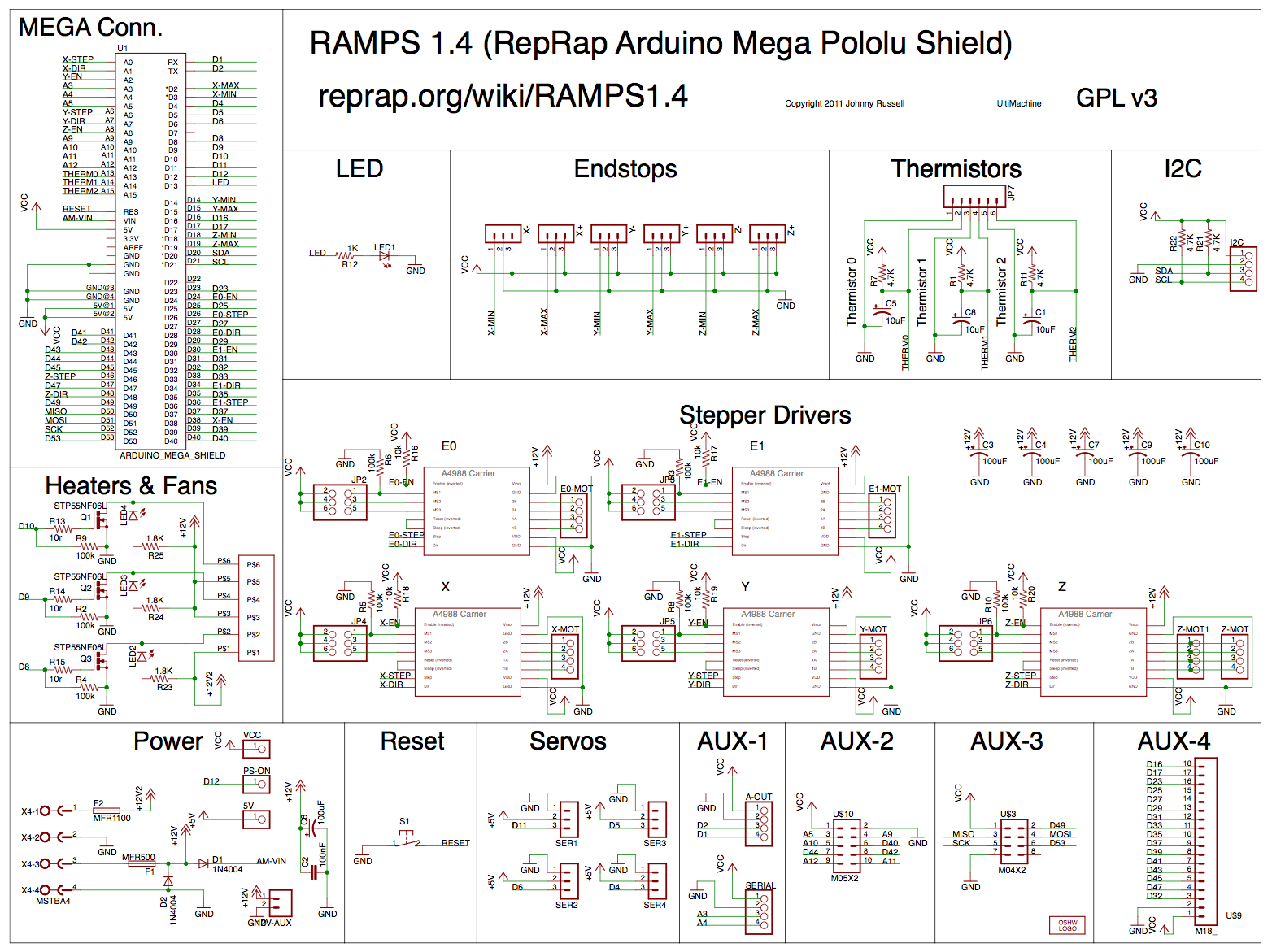{kind=link}
[ Voor 12% gewijzigd door craio op 28-12-2013 12:05 ]
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
Yup klopt, zou moeten werken (diode D1 en D2 zitten er op), ware het niet dat samen met het in rook opgaan van mijn driver stepper, de voltage regulator van mijn arduino ook meegegaan is.
Grrrr. Dat wordt losmaken en nieuwe bestellen (7805), zal pas voor volgende week zijn, (stukken binnen + terug beschikken over 2 handen, (gips sucked))
Grrrr. Dat wordt losmaken en nieuwe bestellen (7805), zal pas voor volgende week zijn, (stukken binnen + terug beschikken over 2 handen, (gips sucked))
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
Ben je zeker dat het een simpele 7805 is? Volgens dit schema is het deze dc-dc.azz_kikr schreef op zaterdag 28 december 2013 @ 12:24:
Grrrr. Dat wordt losmaken en nieuwe bestellen (7805), zal pas voor volgende week zijn, (stukken binnen + terug beschikken over 2 handen, (gips sucked))
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
mja is andere, maar doet uiteindelijk hetzelfde. Degene die er nu op zit is iets performanter maar meeste mensen fixen het met een 7805. Enkel ruk dat de pins niet overeen komen. Dat worden brugjes of ik moet es kijken of ik de originele nergens direct vind.craio schreef op zaterdag 28 december 2013 @ 12:41:
[...]
Ben je zeker dat het een simpele 7805 is? Volgens dit schema is het deze dc-dc.
Nuja, ik kan verder klooien, als ik pc aan arduino hang, werkt het gewoon, voorlopig geen standalone meer dan -_-
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
Grrrr.... Is het temperatuur meet probleem verholpen, dient het volgende probleem zich aan. Ik had de laatste dagen al zoiets van: Hmm, de extruder slipt wel vaak door de laatste tijd... Ja dat klopt:

Er zit een hele mooie groef in gesleten door het 1,75mm fillament. De tandjes grippen gewoonweg niet meer en het lager wat als aandrukrol dient loopt doodleuk op de hobbed bolt. Ik heb nog geprobeert de bolt wat dunner te slijpen, maar dat geeft weinig soelaas.
Valt me een beetje tegen dat een geharde bolt zo kort meegaat. (pak em beet 4 rollen PLA en 1 rol ABS) Naja straks maar twee nieuwe bestellen, maar die zullen denk ik pas in het nieuwe jaar hier zijn.

Er zit een hele mooie groef in gesleten door het 1,75mm fillament.
Valt me een beetje tegen dat een geharde bolt zo kort meegaat. (pak em beet 4 rollen PLA en 1 rol ABS) Naja straks maar twee nieuwe bestellen, maar die zullen denk ik pas in het nieuwe jaar hier zijn.
- SadisticPanda
- Registratie: Februari 2009
- Niet online
Heet patatje :o
W0w, dat is wel heeeeeel snel, ik zou gedacht hebben dat die bout toch wel stukken sterker is als het plastic dat er door loopFiXeL schreef op zaterdag 28 december 2013 @ 16:16:
Grrrr.... Is het temperatuur meet probleem verholpen, dient het volgende probleem zich aan.
[afbeelding]
Er zit een hele mooie groef in gesleten door het 1,75mm fillament.
Valt me een beetje tegen dat een geharde bolt zo kort meegaat. (pak em beet 4 rollen PLA en 1 rol ABS) Naja straks maar twee nieuwe bestellen, maar die zullen denk ik pas in het nieuwe jaar hier zijn.
Blijkbaar niet dus
Other news: aangezien mijn arduino geen stroom meer krijgt van de ramps, voorlopig op usb gehangen van laptop. Testloopje staat op de arduino en yippie, alles beweegt. Na de tips hier, de voltages heel wat lager gezet, en nu draaien de motortjes zonder stoten + blijven de drivers lekker koel, (nuja, kamertemperatuur ofso)
(de Z assen bewegen ook maar heeeel traag, ze draaien toch in ieder geval)
Wat zingen ze mooi!!!
https://www.dropbox.com/s...u/20131228%20163716-1.m4v
ps; Neen der zit geen gat in mijn heatbed, is papiertje dat ergens af gevallen is
Marstek 5.12kw v151, CT003 v117, Sagecom Xs212 1P,
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
Nogmaals geprobeerd wat van die hobbed bolt af te slijpen, maar helaas kan die nu de oud-ijzerbak in. Iig, die bolt is niet volledig hard, maar oppervlakte gehard. Als je daar eenmaal doorheen bent (en die harde laag is hooguit 0,1mm dik) dan gaat het hard... Volgens de specs moet de kerndiameter van het hobbed gedeelte een diameter hebben van 6mm, de mijne is afgesleten naar 5,25mm.
Tijdens het slijpen was te zien dat de bolt oppervlakte gehard was, vonken van een gehard stuk staal zijn meer rood en de vonk is veel korter.
Naja, de komende dagen maar ff wat anders doen....
Tijdens het slijpen was te zien dat de bolt oppervlakte gehard was, vonken van een gehard stuk staal zijn meer rood en de vonk is veel korter.
Naja, de komende dagen maar ff wat anders doen....
Verwijderd
Valt me vies tegen hoe lang dat meegegaan is, ik heb momenteel veel problemen met de extruder en hotend, die laatste is volgens mij dicht geslipt, nog niks kunnen printen ook
@fixel weet je zeker dat door filament komt en niet door de lager van de idler? Lijkt me zo breed voor slijtage door filament
@fixel weet je zeker dat door filament komt en niet door de lager van de idler? Lijkt me zo breed voor slijtage door filament
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
Lager voor de idler had ik ook vervangen, zat nog zo'n cheap assed lagertje in van RRW. (rammellager) Het probleem is ook dat deze hobbed bolts beter tot hun recht komen met 3mm fillament, en ik 1,75mm gebruik, waar die bolt minder grip op heeft.
Verwijderd
Zo ff een dagje niet kijken en kan gelijk 1,5 pagina aan posts doorspitten! Wel tof om te zien dat steeds meer mensen een 3D-Printer bouwen.
@Fixel: Die ziet er inderdaad ver ingesleten uit! Bizar dat dat komt door wat plastic.
@Fixel: Die ziet er inderdaad ver ingesleten uit! Bizar dat dat komt door wat plastic.
- FiXeL
- Registratie: Juni 2002
- Laatst online: 12-02 18:22
@ protheus: Voor zover ik weet zijn er geen hobbed bolts voor 1,75mm fillament. Iig, ik had de oppervlakte geharde bolt van RRW, en http://shop.arcol.hu/ verkoopt de hyena bolts ook in een verchroomde versie (wat zeker met een reden zal zijn, messing alleen slijt een stuk harder)
Maar ik moet ook de hand in eigen boezem steken, gezien mn bed leveling aan het begin toch wel te wensen over liet, en de extruder dan toch wel eens slipte. Met de hand doordrukken wou wel, maar tis toch niet ideaal. Iig, dat heeft ook schade veroorzaakt.
@ stealth0113: De grand canyon in de V.S. is slechts uitgesleten doordat er water door liep, sommige delen aan een printer zijn aan slijtage onderhevig, en je staat versteld van hoe sommige dingen slijten door en zachter medium wat er door loopt. Bij mn vorige werkgever heb ik ook mallen gezien voor het vormen van kartonnen drinkbeker houders die gemaakt waren van brons. Brons staat bekend als zeer slijtvast, nou die mallen zagen er niet meer uit. En dat was slijtage veroorzaakt door papierpulp.
5 rollen kunstof is heel wat meters aan fillament, dus een slijtage als deze was misschien toch wel te verwachten.
Maar ik moet ook de hand in eigen boezem steken, gezien mn bed leveling aan het begin toch wel te wensen over liet, en de extruder dan toch wel eens slipte. Met de hand doordrukken wou wel, maar tis toch niet ideaal. Iig, dat heeft ook schade veroorzaakt.
@ stealth0113: De grand canyon in de V.S. is slechts uitgesleten doordat er water door liep, sommige delen aan een printer zijn aan slijtage onderhevig, en je staat versteld van hoe sommige dingen slijten door en zachter medium wat er door loopt. Bij mn vorige werkgever heb ik ook mallen gezien voor het vormen van kartonnen drinkbeker houders die gemaakt waren van brons. Brons staat bekend als zeer slijtvast, nou die mallen zagen er niet meer uit. En dat was slijtage veroorzaakt door papierpulp.
5 rollen kunstof is heel wat meters aan fillament, dus een slijtage als deze was misschien toch wel te verwachten.
Verwijderd
Goed punt, En die bolts zijn ook niet de meest dure onderdelen en vrij makkelijk te vervangen.
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
nah dat lijkt me heel sterk ik ken mensen die met een normale bolt 1000+ uren hebben gedraaid zonder slijtage. Lijkt me eerder dat je stof oid er in hebt gekregen want plastic kan metaal niet zo laten slijten. Alle andere voorbeelden die je aandraagd gaan dan ook over processen waar de druk 100x zo hoog is of de tijd 1000x zo lang. das een beetje appels en peren......FiXeL schreef op zaterdag 28 december 2013 @ 20:01:
5 rollen kunstof is heel wat meters aan fillament, dus een slijtage als deze was misschien toch wel te verwachten.
dat je nu een andere bolt moet zoeken is een feit
Verwijderd
Hm elke keer als ik wat wil printen dan springt die een stuk naar boven waardoor die te hoog van het bed komt te staan weet iemand hoe dat komt
Ook heb ik nu het probleem dat de extruder de filament niet meer doorvoerd na 1 laag dan slipt het of zo. Iemand tips hoe je de extruder moet afstellen
Ook heb ik nu het probleem dat de extruder de filament niet meer doorvoerd na 1 laag dan slipt het of zo. Iemand tips hoe je de extruder moet afstellen
[ Voor 35% gewijzigd door Verwijderd op 28-12-2013 20:53 ]
- WeeDzi
- Registratie: Juli 2009
- Laatst online: 16:19
hmmm dat heeft iemand hier een keer eerder gehad. weet zo even niet wat en wanneer het was...... tijdens het printen kun je dan op de z stop drukken en kijken of hij hetzelfde doet? Begint hij wel met printen?
probeer even te zoeken op reprapforum volgens mij is daar wel een antwoord te vinder en anders hier in printers deel1....
wordt je driver niet te heet waardoor hij slagen gaat overslaan? of je setscrews die lost gaan. Tip zet even een streep op je kleine extruder gear als die dan los gaat kun je het zien. de schroeven voor de veer is een beetje fiddelen niet te vast en niet te los..
probeer even te zoeken op reprapforum volgens mij is daar wel een antwoord te vinder en anders hier in printers deel1....
wordt je driver niet te heet waardoor hij slagen gaat overslaan? of je setscrews die lost gaan. Tip zet even een streep op je kleine extruder gear als die dan los gaat kun je het zien. de schroeven voor de veer is een beetje fiddelen niet te vast en niet te los..
- craio
- Registratie: November 2002
- Laatst online: 09-06-2025
M'n eerste hardware defect
Uitgang van m'n fans blijft actief en één van de fans is dood. Nu dus uitzoeken als de mosfet stuk is of de pin op de avr. Totaal geen idee wat de oorzaak kan zijn.
Uitgang van m'n fans blijft actief en één van de fans is dood. Nu dus uitzoeken als de mosfet stuk is of de pin op de avr. Totaal geen idee wat de oorzaak kan zijn.
[ Voor 12% gewijzigd door craio op 28-12-2013 22:42 ]
![]() Dit topic is gesloten.
Dit topic is gesloten.
![]()
Let op:
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.
Heb je zinvolle informatie, die je graag terug ziet in de topicstart van een nieuw deel waar men momenteel aan werkt? Deel het door @jbhc of @ocf81 aan je bericht toe te voegen.