:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)
:strip_icc():strip_exif()/u/57455/Blaat.jpg?f=community)
Inmiddels niet stil gezeten:
Ik heb besloten om een deel van het rostock mini frame wat ik van Weedzi overgenomen heb, te veranderen, en de printer op te schalen zodat er een heated bed van 200x200mm op past. (formaat van de originele rostock) Gisteren heb ik op mn werk een aantal schijven aluminium zien liggen van rond 550x40, dus daar zou heel mooi een boven- en onderplaat uit gefreesd kunnen worden.
Nu is mn chef in een opruim bui, en die had er totaal geen probleem mee dat ik 2 plaatjes ga gebruiken. Eigenlijk heb ik misschien ook geluk, want voor het zelfde geld waren die schijven de komende week in de oud-alu bak gedonderd.
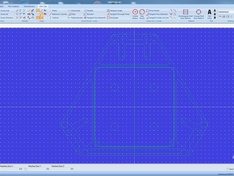
Iig, ten opzichte van de originele rostock ga ik wel wat dingen aanpassen. Als eerste ga ik de geleide assen door de alu platen heen laten lopen, zodat deze exact op de juiste steek staan (altans, zo nauwkeurig als een CNC freesbank gaten van 8H7 op positie kan boren/ruimen. Verder wil ik tussen de 2 platen 3 RVS assen van 16mm plaatsen, die op de kopse kanten vastgebout worden aan de boven- en onderplaat. Dit is om het frame wat stijver te maken. Er staan 4 gaten ingetekend, het 4e gat komt een buis van 16mm, waar de bekabeling van de steppers en het heated bed doorheen gaan lopen. De electronica wordt ook aan de bovenzijde geplaatst, aan de onderzijde van de bovenplaat. Ik hoop op deze manier dat er nog ruimte blijft bovenop voor de rol fillament, maar zover zijn we nog niet met tekenen.
De tekening is opgezet in Cimco Edit, niet de beste manier om een grafische weergave te krijgen (alleen 2D) maar ik kan aan de hand van deze tekening wel direct CNC programma's maken voor de besturing die we op het werk gebruiken. (Heidenhain)

Ik heb besloten om een deel van het rostock mini frame wat ik van Weedzi overgenomen heb, te veranderen, en de printer op te schalen zodat er een heated bed van 200x200mm op past. (formaat van de originele rostock) Gisteren heb ik op mn werk een aantal schijven aluminium zien liggen van rond 550x40, dus daar zou heel mooi een boven- en onderplaat uit gefreesd kunnen worden.
Nu is mn chef in een opruim bui, en die had er totaal geen probleem mee dat ik 2 plaatjes ga gebruiken. Eigenlijk heb ik misschien ook geluk, want voor het zelfde geld waren die schijven de komende week in de oud-alu bak gedonderd.
Iig, ten opzichte van de originele rostock ga ik wel wat dingen aanpassen. Als eerste ga ik de geleide assen door de alu platen heen laten lopen, zodat deze exact op de juiste steek staan (altans, zo nauwkeurig als een CNC freesbank gaten van 8H7 op positie kan boren/ruimen. Verder wil ik tussen de 2 platen 3 RVS assen van 16mm plaatsen, die op de kopse kanten vastgebout worden aan de boven- en onderplaat. Dit is om het frame wat stijver te maken. Er staan 4 gaten ingetekend, het 4e gat komt een buis van 16mm, waar de bekabeling van de steppers en het heated bed doorheen gaan lopen. De electronica wordt ook aan de bovenzijde geplaatst, aan de onderzijde van de bovenplaat. Ik hoop op deze manier dat er nog ruimte blijft bovenop voor de rol fillament, maar zover zijn we nog niet met tekenen.
De tekening is opgezet in Cimco Edit, niet de beste manier om een grafische weergave te krijgen (alleen 2D) maar ik kan aan de hand van deze tekening wel direct CNC programma's maken voor de besturing die we op het werk gebruiken. (Heidenhain)
/u/58600/got_icoon.png?f=community)
:strip_icc():strip_exif()/u/178362/_th_2013-06-01%2520144.jpg?f=community)
:strip_exif()/u/20832/Thigh.gif?f=community)
:strip_exif()/u/2172/crop57acf4ac04e70.gif?f=community)





:strip_icc():strip_exif()/u/216195/crop5f800d0ade53c_cropped.jpeg?f=community)




:strip_exif()/u/55581/dualvisser.gif?f=community)
:strip_exif()/u/112988/knipper.gif?f=community)




:strip_icc():strip_exif()/u/21383/tweakers-carrot.jpg?f=community)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}