:fill(white):strip_exif()/i/2007309432.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002954590.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2000667754.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002349499.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2002239171.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003118012.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2005691760.jpeg?f=thumbmini)
:fill(white):strip_exif()/i/2003162658.jpeg?f=thumbmini)
:strip_exif()/i/2004716376.png?f=thumbmini)
:strip_exif()/i/2001265655.png?f=thumbmini)
:strip_exif()/i/2002037183.png?f=thumbmini)
:strip_exif()/i/2001196979.png?f=thumbmini)

- Pixelmagic
- Registratie: September 2002
- Laatst online: 04-07 20:46
Ubergeek
:strip_icc():strip_exif()/u/65598/Sothpark-Erwin-Sm2.jpg?f=community)
Exact, maar dat haalt dus wel de gedachte wat onderuit was mijn punt. Prusa kennende zullen ze de onderdelen nog best even op voorraad hebben mocht het nodig zijn.iMars schreef op donderdag 22 mei 2025 @ 16:59:
[...]
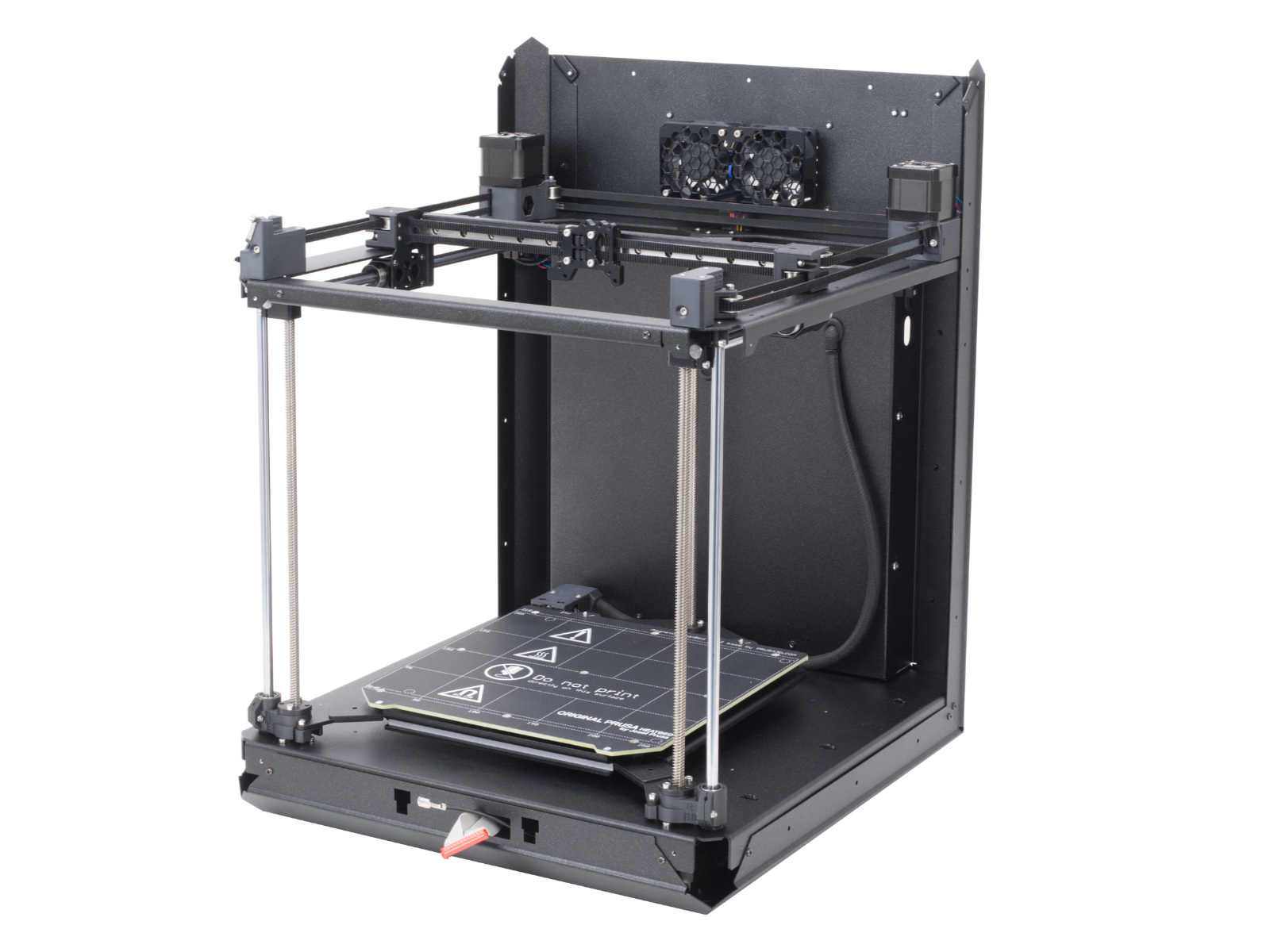
Klopt, maar bedenk je dat de enclosure zelf eigenlijk al het frame is, en dus minder geprintte parts nodig hebt.
[Afbeelding]
- Jampot007
- Registratie: Augustus 2017
- Laatst online: 23:43
:strip_icc():strip_exif()/u/963135/crop5df2a764f35b9_cropped.jpeg?f=community)
Had dat gewoon een nieuw platform gemaakt. Een driekwart MK4 weggooien voelt wat zonde
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
:strip_icc():strip_exif()/u/64298/crop63179adf50f96_cropped.jpg?f=community)
Voor 600 euro meer heb je én een Mk4 én een Core One.Jampot007 schreef op donderdag 22 mei 2025 @ 17:04:
ik waardeer Prusas effort wel van alles upgradeable houden... maar met de Core one zijn ze wat mij betreft een beetje doorgeslagen.
Had dat gewoon een nieuw platform gemaakt. Een driekwart MK4 weggooien voelt wat zonde
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
/u/85941/crop61dd9b39bb021_cropped.png?f=community)
Ja, precies. Ergens moet je ophouden om jezelf te beperken om maar upgradeble te blijven. Er is best veel tijd en geld gaan zitten in het bedenken hoe je van de Mk4 een corexy maakt. Als ze die effort hadden gestoken in een nieuwe printer, hadden ze een nóg mooiere Core1 kunnen maken.Jampot007 schreef op donderdag 22 mei 2025 @ 17:04:
ik waardeer Prusas effort wel van alles upgradeable houden... maar met de Core one zijn ze wat mij betreft een beetje doorgeslagen.
Had dat gewoon een nieuw platform gemaakt. Een driekwart MK4 weggooien voelt wat zonde
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
:strip_icc():strip_exif()/u/812959/crop6915e38107b36_cropped.jpg?f=community)
Prusa is gewoon slim , ze hebben printers voor ieder zijn wil .mphilipp schreef op donderdag 22 mei 2025 @ 22:58:
[...]
Ja, precies. Ergens moet je ophouden om jezelf te beperken om maar upgradeble te blijven. Er is best veel tijd en geld gaan zitten in het bedenken hoe je van de Mk4 een corexy maakt. Als ze die effort hadden gestoken in een nieuwe printer, hadden ze een nóg mooiere Core1 kunnen maken.
de een wil een compleet model hebben , een ander wil een bouw kit hebben en er zijn er ook die een upgrade willen naar een andere printer .
En aan elk model hangt een prijskaartje , het is maar net wat de klant wil .
Overigens denk ik dat je in FreeCAD hetzelfde kan bereieken. De tooling ervoor is in FreeCAD ook aanwezig.
Toch maar weer eens gaan koekeloeren naar de Matter and Form Three, want die werkt zonder afhankelijkheid van de PC waar je op werkt.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Tja, dat is natuurlijk spijtig. Tegelijkertijd ook niet geheel onverwacht. Ik had vorig jaar al gehoord over problemen en ze waren ook al een tijd niet relevant meer. Ik vraag me af of Ultimaker niet stiekem dezelfde kant uit gaat, aangezien zij in hetzelfde marktsegment zitten en hun reputatie ook niet echt geweldig is.
[ Voor 5% gewijzigd door ocf81 op 01-06-2025 18:01 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Pixelmagic
- Registratie: September 2002
- Laatst online: 04-07 20:46
Ubergeek
Ultimaker is nog steeds bezig nieuwe patenten in te dienen, dus of het gaat goed genoeg of ze zijn een toekomstige patenttrol aan het voorbereiden. Mijn indruk is dat we ze kunnen missen net als de dinosaurus. Het andere bedrijf ken ik niet eerlijk gezegd.ocf81 schreef op zondag 1 juni 2025 @ 17:59:
BCN3D is niet meer (/ niet meer zelfstandig)
Tja, dat is natuurlijk spijtig. Tegelijkertijd ook niet geheel onverwacht. Ik had vorig jaar al gehoord over problemen en ze waren ook al een tijd niet relevant meer. Ik vraag me af of Ultimaker niet stiekem dezelfde kant uit gaat, aangezien zij in hetzelfde marktsegment zitten en hun reputatie ook niet echt geweldig is.
Die rol zie ik ze nog wel oppakken. Ze zijn ook niet voor niets voor 46.5% eigendom van Stratasys. Dat zal zeker zijn invloed hebben op Ultimaker.Pixelmagic schreef op zondag 1 juni 2025 @ 20:06:
[...]
Ultimaker is nog steeds bezig nieuwe patenten in te dienen, dus of het gaat goed genoeg of ze zijn een toekomstige patenttrol aan het voorbereiden.
HahaPixelmagic schreef op zondag 1 juni 2025 @ 20:06:
Mijn indruk is dat we ze kunnen missen net als de dinosaurus.
Ze zijn vooral bekend van de IDEX bedslingers. Er staan er ook wel een paar van in de PW. Startprijs is ca. €2500, als ik het mij goed herinner.Pixelmagic schreef op zondag 1 juni 2025 @ 20:06:
Het andere bedrijf ken ik niet eerlijk gezegd.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Maar ik heb nu een aantal keer gehad dat de printer naar rechtsvoor gaat en stopt met printen.
Krijg dan de melding dat ik op de knop moet drukken om het filament eruit te halen.
Daarna kan ik het filament er weer in doen en gaat hij na een bevestiging dat de filament doorgevoerd is weer verder waar hij gebleven is.
Dit doe hij 1 keer tijdens de print.
Moet ik dan iets in mijn gcode kunnen vinden hiervan of is dan mijn filament sensor die denkt dat het filament op is?
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
Ik zou ABS plus niet gebruiken voor een Voron. Zeker niet als het esun ABS+ is.Crxtreem schreef op dinsdag 3 juni 2025 @ 20:48:
Ik ben nu met mijn Prusa MK3s+ onderdelen aan het printen voor mijn Voron in ABS+
Maar ik heb nu een aantal keer gehad dat de printer naar rechtsvoor gaat en stopt met printen.
Krijg dan de melding dat ik op de knop moet drukken om het filament eruit te halen.
Daarna kan ik het filament er weer in doen en gaat hij na een bevestiging dat de filament doorgevoerd is weer verder waar hij gebleven is.
Dit doe hij 1 keer tijdens de print.
Moet ik dan iets in mijn gcode kunnen vinden hiervan of is dan mijn filament sensor die denkt dat het filament op is?
Ik had mijn Voron daar ook mee gemaakt, maar inmiddels alles vervangen door ASA.
Het probleem is dat het de hoge temperatuur in de kamer niet aan kan. Bij mij begon de extruder te vervormen.
Ze raden dit filament tegenwoordig ook af als ik t me goed herinner.
Je kan natuurlijk beginnen met ABS+ en later op de Voron alles herprinten in ASA of normaal ABS.
Als je alleen een MK3s hebt kun je ook alles printen in PET-CF, dat is zeer goed te printen op de MK3s, is temperatuurbestendig en erg sterk. Je moet wel een harde nozzle hebben.
Maar het is geheel aan jou natuurlijk.
Quote van VoronDesign:
Note on ABS+ and other blended ABS products:
ABS comes from a well-known basic chemical formula (Acrylonitrile Butadiene Styrene), however manufacturers of ABS+ filament don’t offer us much information on what makes their filaments “Plus”. Some brands claim reduced odor and toxic fumes, which may be related to a lower percentage of styrene. the variability in the chemical composition of ABS+ filaments means that consistency across brands cannot be guaranteed. As such, ABS+ is not recommended for new builds given the unknown mechanical properties.
[ Voor 18% gewijzigd door rinkel op 03-06-2025 21:28 ]
- Leviathius
- Registratie: Maart 2013
- Laatst online: 21:16
:strip_icc():strip_exif()/u/508534/crop57a04f58f13f4_cropped.jpeg?f=community)
Controleer in je slicer of je niet meerdere filament input aan hebt staan. Als je bijvoorbeeld twee verschillende kleuren wilt gebruiken in je slicer project en je hebt daarvoor twee digitale rollen filament in je slicer staan dan kan het zijn dat de printer dus denk dat hij met rol 2 moet printen en daarom even pauzeert aan het begin zodat je de juiste erin kan doen.Crxtreem schreef op dinsdag 3 juni 2025 @ 20:48:
Ik ben nu met mijn Prusa MK3s+ onderdelen aan het printen voor mijn Voron in ABS+
Maar ik heb nu een aantal keer gehad dat de printer naar rechtsvoor gaat en stopt met printen.
Krijg dan de melding dat ik op de knop moet drukken om het filament eruit te halen.
Daarna kan ik het filament er weer in doen en gaat hij na een bevestiging dat de filament doorgevoerd is weer verder waar hij gebleven is.
Dit doe hij 1 keer tijdens de print.
Moet ik dan iets in mijn gcode kunnen vinden hiervan of is dan mijn filament sensor die denkt dat het filament op is?
Oplossing: Slice met 1 rol in je slicer. Oftewel 1 toolhead. Ik heb het over de opties in bijv orcaslicer ónder de printerselectie.
EDIT: Oh ik heb je bericht niet goed gelezen zie ik. Het gebeurt dus random tijdens het printen. Daar heb ik geen verklaring op. Wellicht staan je fans te hard te blazen? Of temperatuur niet hoog genoeg?
[ Voor 8% gewijzigd door Leviathius op 03-06-2025 21:49 ]
Als je in een gesloten behuizing print kan het ook nog zijn dat de filamentsensor gaat lopen flippen. Soms heb ik daar ook last van.Crxtreem schreef op dinsdag 3 juni 2025 @ 20:48:
Ik ben nu met mijn Prusa MK3s+ onderdelen aan het printen voor mijn Voron in ABS+
Maar ik heb nu een aantal keer gehad dat de printer naar rechtsvoor gaat en stopt met printen.
Krijg dan de melding dat ik op de knop moet drukken om het filament eruit te halen.
Daarna kan ik het filament er weer in doen en gaat hij na een bevestiging dat de filament doorgevoerd is weer verder waar hij gebleven is.
Dit doe hij 1 keer tijdens de print.
Moet ik dan iets in mijn gcode kunnen vinden hiervan of is dan mijn filament sensor die denkt dat het filament op is?
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Hmm dat is jammer dacht dat ik de juiste had aangeschaft.rinkel schreef op dinsdag 3 juni 2025 @ 21:25:
[...]
Ik zou ABS plus niet gebruiken voor een Voron. Zeker niet als het esun ABS+ is.
Ik had mijn Voron daar ook mee gemaakt, maar inmiddels alles vervangen door ASA.
Het probleem is dat het de hoge temperatuur in de kamer niet aan kan. Bij mij begon de extruder te vervormen.
Ze raden dit filament tegenwoordig ook af als ik t me goed herinner.
Je kan natuurlijk beginnen met ABS+ en later op de Voron alles herprinten in ASA of normaal ABS.
Als je alleen een MK3s hebt kun je ook alles printen in PET-CF, dat is zeer goed te printen op de MK3s, is temperatuurbestendig en erg sterk. Je moet wel een harde nozzle hebben.
Maar het is geheel aan jou natuurlijk.
Quote van VoronDesign:
[...]
Dan wordt het een keuze maken of ik door ga met ABS+ of overstap op ASA.
Heb jammer genoeg 5 rollen ABS+ besteld (3 zwart en 2 rood).
Eens kijken of ik die nog ergen anders voor kan gebruiken...
Is dat vervormen van ABS+ alleen bij printen van ABS of ASA?
Ik gebruik zelf meestal PLA of PETG.
@Leviathius en @ocf81
Ik heb de Mk3s in een Lack enclosure staan.
Ik heb wel een MMU3 erop zitten maar deze gebruik ik voor de ABS print niet.
Heb deze in het menu op de Prusa uitgezet en in Prusaslicer heb ik de normale Prusa Mk3s+ gekozen.
Eerst had ik alleen de MMU3 uitgeschakeld en gesliced met Single color in Prusaslicer.
Dan krijg ik bij de start van de print een melding dat de Gcode niet klopt met de printer.
En het nadeel is dat hij na de print het filament uitwerpt en deze als ik niet in de buurt ben vast komt te zitten in de extruder.
Misschien moet ik toch een aparte eind Gcode maken.
Vanavond weer een onderdeel printen dus even kijken of hij het bij de zelfde laaghoogte doet.
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
Mijn printer heeft het wel een tijdje volgehouden, dus voor veel onderdelen kan het geen kwaad.Crxtreem schreef op woensdag 4 juni 2025 @ 11:34:
[...]
Hmm dat is jammer dacht dat ik de juiste had aangeschaft.
Dan wordt het een keuze maken of ik door ga met ABS+ of overstap op ASA.
Heb jammer genoeg 5 rollen ABS+ besteld (3 zwart en 2 rood).
Eens kijken of ik die nog ergen anders voor kan gebruiken...
Is dat vervormen van ABS+ alleen bij printen van ABS of ASA?
Ik gebruik zelf meestal PLA of PETG.
@Leviathius en @ocf81
Ik heb de Mk3s in een Lack enclosure staan.
Ik heb wel een MMU3 erop zitten maar deze gebruik ik voor de ABS print niet.
Heb deze in het menu op de Prusa uitgezet en in Prusaslicer heb ik de normale Prusa Mk3s+ gekozen.
Eerst had ik alleen de MMU3 uitgeschakeld en gesliced met Single color in Prusaslicer.
Dan krijg ik bij de start van de print een melding dat de Gcode niet klopt met de printer.
En het nadeel is dat hij na de print het filament uitwerpt en deze als ik niet in de buurt ben vast komt te zitten in de extruder.
Misschien moet ik toch een aparte eind Gcode maken.
Vanavond weer een onderdeel printen dus even kijken of hij het bij de zelfde laaghoogte doet.
Je kunt, zoals ik heb gedaan, op een later moment alles herprinten op de Voron zelf, dan heb je de onderdelen ook in een enclosure geprint, dat is altijd beter met ABS of ASA.
Dus als je de rollen al hebt zou ik ze gebruiken, maar wees ervan bewust.
- BiLo
- Registratie: Januari 2010
- Laatst online: 22-07 10:40
PSN: toiletcleaner
:strip_icc():strip_exif()/u/339136/crop63ec8b9a32c40_cropped.jpg?f=community)
:no_upscale():strip_icc():strip_exif()/f/image/cf2RrOpE4DxFJ5drDtX3o6Pd.jpg?f=user_large)
| Voron V2 | Fanatec Podium DD1 | Porsche Podium Wheel | APM | PDME | CSP V3 |
:strip_exif()/u/404881/crop6757027e6a392_cropped.webp?f=community)
Moet hier wel bij zeggen dat ik voornamelijk ABS en andere technische materialen met deze printer print, de build chamber heb geisoleerd en de chamber temp makkelijk 60 graden kan zijn tijdens een print.
Ondertussen zijn veel kritische onderdelen (waaronder de motor mounts) daarom vervangen door allu.
HandsomePotato
Heb de filamentsensor nu uitgeschakeld en de printer stopt nu niet meer.ocf81 schreef op dinsdag 3 juni 2025 @ 21:47:
[...]
Als je in een gesloten behuizing print kan het ook nog zijn dat de filamentsensor gaat lopen flippen. Soms heb ik daar ook last van.
Dus zal dan het probleem zijn.
Kan ik nu weer door met onderdelen printen.
- Toppe
- Registratie: Januari 2004
- Laatst online: 22:08
Oké ✅
:strip_icc():strip_exif()/u/101621/apple.jpg?f=community)
Ik heb het geprobeerd met TinkerCAD maar krijg het niet voor elkaar… iemand tips?
:no_upscale():strip_icc():strip_exif()/f/image/HfXz3zexnxr1etkHjz4LCJhc.jpg?f=user_large)
Is er een STEP van? Dan kan je wellicht het gat opvullen of uithollen, naar gelang het doel.Toppe schreef op dinsdag 10 juni 2025 @ 16:57:
Ik heb een STL bestandje maar die wil ik wat aangepast hebben. Het gat hier rechts moet ‘de printer doen’….
Ik heb het geprobeerd met TinkerCAD maar krijg het niet voor elkaar… iemand tips?
[Afbeelding]
Anders kan je proberen om in FreeCAD van de mesh een solid te maken en het dan anders vorm te geven.
In FreeCAD een mesh naar solid omzetten doe je als volgt:
1. Laad de mesh in
2. Selecteer de Part workbench
3. Selecteer de mesh en voer de operatie "Create shape from mesh" uit.
4. Selecteer de solid en voer de operatie "Convert shape to Solid" uit.
Eventueel kan je er dan nog een Part Design body van maken door een body aan te maken en dan de solid daar in te trekken, maar dat is optioneel.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Met een hele hoop hotfixes is de uitvoering best indrukwekkend.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Boullie
- Registratie: November 2002
- Laatst online: 22:26
Da Bulster
:strip_exif()/u/71110/Run.gif?f=community)
:no_upscale():strip_icc():strip_exif()/f/image/eFp3rmroavgGjYOjcyq3gHAu.jpg?f=user_large)
Tis een VzBot 330 die best al uitgekit is. Hele Z is al CNC en goeie MGN rails e.d. zit er allemaal al op.
Ga de kleuren aanpassen (accenten worden rood), 2WD naar AWD(onderdelen zitten er al bij exclusief extra motoren) en waarschijnlijk watercooling op zetten.
Enige nadeel van de machine is dat hij nu al bijna niet te tillen is. Moet het deurkozijn gedeeltelijk opnieuw gaan verven
[ Voor 13% gewijzigd door Boullie op 16-06-2025 10:54 ]
Boullie
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Boullie
- Registratie: November 2002
- Laatst online: 22:26
Da Bulster
Ja, Zit nog een deksel bij en ook nog de deurtjes. Die waren er gelukkig af want anders had ik hem helemaal niet meer kunnen tillen.ocf81 schreef op maandag 16 juni 2025 @ 11:42:
Zit er nog een afdichting bij voor de bovenkant?
Extra motoren zijn zojuist besteld. Nu nog even uitzoeken wat ik voor de watercooling allemaal moet hebben.
[ Voor 15% gewijzigd door Boullie op 16-06-2025 12:50 ]
Boullie
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Dat zijn echt wel beesten van printers! Een Voron on steroids als ik het zo mag noemen. Ik kijk wel eens naar die filmpjes van die Vez3D op Youtube en hij pusht het ding ook echt naar de limits. Gave gast is dat.Boullie schreef op maandag 16 juni 2025 @ 10:51:
Gisteren een nieuw projectje opgepikt:
Tis een VzBot 330 die best al uitgekit is. Hele Z is al CNC en goeie MGN rails e.d. zit er allemaal al op.
Maar je moet 'm ook aan de muur verankeren het liefst heb ik begrepen...zegt genoeg.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- Boullie
- Registratie: November 2002
- Laatst online: 22:26
Da Bulster
Leg hem wel aan een verlengsnoer zodat hij door de kamer kan stuiterenmphilipp schreef op maandag 16 juni 2025 @ 14:23:
[...]
Dat zijn echt wel beesten van printers! Een Voron on steroids als ik het zo mag noemen. Ik kijk wel eens naar die filmpjes van die Vez3D op Youtube en hij pusht het ding ook echt naar de limits. Gave gast is dat.
Maar je moet 'm ook aan de muur verankeren het liefst heb ik begrepen...zegt genoeg.
Boullie
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- lennertvdkort
- Registratie: December 2012
- Laatst online: 19:39
Nou zat ik een beetje rond te kijken, iemand ervaring met zoiets als dit: MMU3 UltiMulti
Ik ben wel benieuwd wat jouw ervaring met de CoreBox zal zijn. De UltiMulti had ik al wel gebookmarked, maar ik heb nog niet de keus gemaakt of ik deze ga monteren op mijn MK3.5. Ik denk dat ik eerst maar voor de standaardoptie ga en als ik dan merk dat ik vaak onderhoud moet plegen kan ik deze nog eens uitprinten en monteren.lennertvdkort schreef op donderdag 3 juli 2025 @ 12:28:
Voor mijn Core one heb ik een Coreboxx en een MMU3 in bestelling staan.(beide verzonden, nog niet ontvangen).
Nou zat ik een beetje rond te kijken, iemand ervaring met zoiets als dit: MMU3 UltiMulti
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
De X en Y as heb ik volgens mij op 110Hz gezet.
Maar de Z assen blijven een getob om deze op 140Hz te krijgen.
Ik gebruik de Prusa app om de frequentie te meten maar dit is meer een hit and mis dan dat het wel werkt.
Of de riemen resoneren niet goed genoeg zodat het net gedetecteerd wordt.
Is hier niet een handigere manier voor om dit te doen?
- Sabbi
- Registratie: December 2000
- Laatst online: 22-07 09:12
je denkt aan mij.
:strip_icc():strip_exif()/u/17778/wop.jpg?f=community)
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
/u/1219196/crop6324b2e35d04c_cropped.png?f=community)
{kind=link}
Mooi om te zien altijd, dit soort dingen zijn toch wel het absolute bewijs dat bedrijven als Bambu het open source printen nog niet helemaal hebben doodgemaakt.ocf81 schreef op zondag 6 juli 2025 @ 13:14:
Jan van Roetz 4.0 blijft bezig met zijn benchy printer, en het wordt steeds indrukwekkender:
[YouTube: Ultra Fast Quality Benchies are a thing now. Or not? You decide! (Minuteman Episode 16)]
Zoveel mooie nieuwe concepten in een printer die op eerste blik alleen voor een hele snelle benchy lijkt te zijn gemaakt, maar daarmee wel allemaal dingen heeft toegepast die in de toekomst bij andere printers voor snellere, betere prints met minder kans op fouten zullen zorgen.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Toppe
- Registratie: Januari 2004
- Laatst online: 22:08
Oké ✅
Ik twijfel nu om een Dremel te halen maar vraag me af of dit raadzaam is?
Dat ligt aan de print. Maar ik heb wel een doosje met nabewerkingsgereedschap waar diamantvijlen en ontbramers een prominente plaats innemen. Een brandertje is natuurlijk ook vaste prik.Toppe schreef op woensdag 6 augustus 2025 @ 12:03:
Hoe werken jullie de prints af? Ik print nu wat meer en merk dat het met een schroevendraaier niet handig is.
Ik twijfel nu om een Dremel te halen maar vraag me af of dit raadzaam is?
Als het echt veel werk is, dan is een Dremel met schuurpapierbandjes ook niet zo'n slecht idee. Wat wel een punt van aandacht is bij een Dremel, is dat het heel makkelijk is om te veel weg te halen en dat dit ook relatief snel gebeurt als je niet voorzichtig bent. Maar het is zeker een levensvatbare mogelijkheid.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Leviathius
- Registratie: Maart 2013
- Laatst online: 21:16
Ik heb zo'n ding om de randjes netjes af te werken indien nodig:Toppe schreef op woensdag 6 augustus 2025 @ 12:03:
Hoe werken jullie de prints af? Ik print nu wat meer en merk dat het met een schroevendraaier niet handig is.
Ik twijfel nu om een Dremel te halen maar vraag me af of dit raadzaam is?
Supports haal ik weg met de welbekende blauwe tang en anders een punttang

en de kleine spinnenweb pluisjes filament brand ik weg met een creme brulee brander. Tot nu toe niet meer nodig gehad dan dat eigenlijk..
Ik moet hem helaas wel gelijk geven dat het deze tak van 3D-printers niet al te goed af gaat de laatste tijd. Maar gelukkig kan je met de juiste inzet nog steeds iets voor elkaar krijgen. Wat ik wel schokkend vindt om terug te lezen is dat de Chinese overheid een groot aandeel heeft in deze ontwikkeling. De onderdelen worden onder de kostprijs verkocht door de Chinese printerboeren.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Caelorum
- Registratie: April 2005
- Laatst online: 23:35
/u/142011/crop65b383c6c6c2f_cropped.png?f=community)
Centraal aangestuurde economieën hebben de neiging om langere tijd enorm inefficiënt met de middelen om te gaan met alle gevolgen van dien. Soms bewust, soms onbewust.
En in dit geval is het vooral enorm problematisch.
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Maar, niet om te zeiken, maar Joe doet zelf ook niet (helemaal) meer aan Open Hardware. Ik snap hem wel, want als ie alles open maakt, is er binnen 1 week een XL en/of Core One kloon en kan ie wel helemaal inpakken (na het geweld van Bambu Lab et al). Maar evengoed doet hij er dus zelf al niet meer in mee.ocf81 schreef op woensdag 13 augustus 2025 @ 17:19:
Open source 3D printen is op sterven na dood, volgens Josef Prusa (gevonden via Hackaday)
Gelukkig zijn er nog zat hobbyprojecten, dus nog initiatief genoeg. Alleen door het 'grove geweld' van de Chinese printerboeren hebben denk ik steeds minder mensen zin om zelf een printer te gaan bouwen, als je voor een relatief laag bedrag een printer kunt kopen die praktisch hetzelfde doet. Dus tenzij printers bouwen je hobby is, wordt dat denk ik steeds minder.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- Bezulba
- Registratie: November 2000
- Laatst online: 21-07 15:01
Formerly known as Eendje
/u/15892/rubberduck.JPG?f=community)
blup
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
/u/33305/crop60893dfd18ede_cropped.png?f=community)
Heb de Ratrig VC4 IDEX gebouwd, maar man wat heb ik me verkeken op de tijd wat het kost om zo'n machine te bouwen. Die had ik toch liever kant en klaar gekocht
Maar ik ben van de hobby naar business verschoven en mede daardoor koop ik liever mijn printers kant en klaar dan dat het mij dagen kost om het te bouwen.
- jbhc
- Registratie: Juli 2007
- Laatst online: 22-07 12:23
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
Het is meer gratis het ontwikkelwerk doen zodat commerciële bedrijven ermee aan de haal gaan en de regels omtrent OS niet respecteren. Zelden publiceren die bedrijven de aangepaste broncode of dragen ze actief bij aan het ontwikkelwerk.Bezulba schreef op donderdag 14 augustus 2025 @ 13:08:
Open source is eigenlijk gratis het ontwikkelwerk doen zodat een commercieel bedrijf er aan kan verdienen. Jammer maar waar.
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Soort van nadeel van zo'n toolchanger is dat je 'beperkt' bent tot 4 kleuren/filamenten. Bij een AMS-achtig systeem, kun je naar 16 kleuren (of 25 op de H2D). Niet dat iedereen dat meteen nodig heeft, maar de optie is leuk.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
Hmmm da's de tweede DOA, YGK3D had ook een DOA:"mphilipp schreef op woensdag 20 augustus 2025 @ 10:01:
De toolchangers rukken op! Snapmaker heeft er een op Kickstarter staan voor een heel schappelijk prijsje, dus wie de hete kolen uit het vuur wil halen voor de rest van de wereld (die rustig afwacht). Deze Duitse reviewer lijkt 'm best aardig aan de tand te voelen en heeft tot nu toe nog geen grote problemen gevonden. Loyal Moses trouwens wel, want die kreeg er een die DOA was...
[YouTube: Snapmaker U1 | Multicolor 3D Drucker ohne Müll - Prusa XL & AMS Vergleich]
Soort van nadeel van zo'n toolchanger is dat je 'beperkt' bent tot 4 kleuren/filamenten. Bij een AMS-achtig systeem, kun je naar 16 kleuren (of 25 op de H2D). Niet dat iedereen dat meteen nodig heeft, maar de optie is leuk.
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Sorry, ik haalde eea door elkaar. De DOA was van YGK3D. Teveel filmpjes achter elkaar gekeken...iMars schreef op donderdag 21 augustus 2025 @ 09:05:
[...]
Hmmm da's de tweede DOA, YGK3D had ook een DOA:"
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
Ik heb er ook een aantal gezien maar was er gauw klaar mee. Veel al hetzelfde: kijk deze fantastische printer bla bla bla multi toolhead minder poep bla bla bla koop hem nu met korting bla bla bla hier is mijn affl link.mphilipp schreef op donderdag 21 augustus 2025 @ 12:49:
[...]
Sorry, ik haalde eea door elkaar. De DOA was van YGK3D. Teveel filmpjes achter elkaar gekeken...
Ik vind het een mooie printer! Als XL-gebruiker juig ik dit alleen maar toe, maar het blijft kickstarter. Nu vertrouw ik Snapmaker wel dat ze het voor elkaar krijgen, maar resultaten uit het verleden bieden geen ...
Ik zelf zit al behoorlijk vol qua ruimte, anders had ik 'm er denk wel bij willen hebben. Maar moet ruimte reserveren voor 3 nieuwe (beta) test printers
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Ja, zo werkt dat tegenwoordig. Alleen sommigen zijn wel beter dan de rest. Loyal Moses en die Duitser heb ik wel wat meer vertrouwen in. Maar inderdaad, het blijft Kickstarter. Sowieso zullen de eerste apparaten nog niet helemaal uitontwikkeld zijn en het is de vraag of alles met firmware updates te fixen is.iMars schreef op donderdag 21 augustus 2025 @ 15:24:
[...]
Ik heb er ook een aantal gezien maar was er gauw klaar mee. Veel al hetzelfde: kijk deze fantastische printer bla bla bla multi toolhead minder poep bla bla bla koop hem nu met korting bla bla bla hier is mijn affl link
Toolchangers zijn cool, maar ik vind de beperking van 4 kleuren niet fijn. Als straks de INDX van Bondtech beschikbaar komt, zullen er wel leuke Voron-achtige projecten los komen. Als dat eenmaal goed werkt, kun je denk ik wel aardig wat tools kwijt. Wat Bambu (of eerder nog Prusa met de MMU) heeft gemaakt is uitbreidbaar. Het kost wat tijd en een hoop afval (MMU heeft dat weer niet eigenlijk) maar je kunt als je wilt 8 of meer kleuren gebruiken. Die optie is fijn.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
Ik vind Loyal Moses een beetje te beperkt en heb het gevoel dat ie te veel "wil sturen". Qua persoon vind ik 'm een aardige gast. Vol met goede doelen en bedoelingen (zoals elk jaar met printed toys for families in need). Maar qua zijn visie/mening op printers neem ik met een flinke korrel zout. Net als dat hele gebeuren van Bambu. Steeds meer closed (was het al), steeds meer "beperken" zoals alleen eigen slicer via netwerk, netwerk via Bambu Cloud etc. Dat zijn punten die hij afschilderd als onbenullig en iedereen doet er te moeilijk over. Maar dat vind ik (persoonlijk) belangrijke punten.mphilipp schreef op donderdag 21 augustus 2025 @ 21:18:
[...]
Ja, zo werkt dat tegenwoordig. Alleen sommigen zijn wel beter dan de rest. Loyal Moses en die Duitser heb ik wel wat meer vertrouwen in. Maar inderdaad, het blijft Kickstarter. Sowieso zullen de eerste apparaten nog niet helemaal uitontwikkeld zijn en het is de vraag of alles met firmware updates te fixen is.
Albert van 247 printing vind ik dan veel beter, die benoemd alles en het is aan diegene die kijkt zelf om een eigen mening over te vormen.
Zekers! INDX is op mijn lijstje! Ik heb materiaal liggen voor een Voron 2.4 350, dus zodra de INDX komt wil ik dat zeker gaan bouwenToolchangers zijn cool, maar ik vind de beperking van 4 kleuren niet fijn. Als straks de INDX van Bondtech beschikbaar komt, zullen er wel leuke Voron-achtige projecten los komen. Als dat eenmaal goed werkt, kun je denk ik wel aardig wat tools kwijt. Wat Bambu (of eerder nog Prusa met de MMU) heeft gemaakt is uitbreidbaar. Het kost wat tijd en een hoop afval (MMU heeft dat weer niet eigenlijk) maar je kunt als je wilt 8 of meer kleuren gebruiken. Die optie is fijn.
Heb 3x Core One en een XL van Prusa en nog een MMU3 op de plank liggen (van de conversie van MK4S naar Core One). Wil denk nog wel een Core One uitbreiden met de MMU3, al is het alleen maar al voor de filament joint feature om restjes makkelijk op te kunnen maken
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Je geeft het al aan: het is persoonlijk. Iedereen zit er anders in. Er is geen universeel goed of fout wat dat betreft. Ik vind het persoonlijk geen probleem en zie Bambu Lab ook niet als Evil Corp die je straks gaat verplichten om alleen hun filament te gebruiken. Sommigen roepen dat dat de volgende stap is, maar dat vind ik dan weer overdreven. Die online advocaat Louis Rossmann is daar goed in. Maar goed, iedereen wil geld verdienen aan clicks denk ik dan maar...iMars schreef op vrijdag 22 augustus 2025 @ 10:44:
Dat zijn punten die hij afschilderd als onbenullig en iedereen doet er te moeilijk over. Maar dat vind ik (persoonlijk) belangrijke punten.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
True, en zoals je het bevestigd, het is allemaal persoonlijk. Maar dan vind ik wel dat je het moet benoemen. Hoeft niet negatief, gewoon objectief.mphilipp schreef op vrijdag 22 augustus 2025 @ 11:02:
[...]
Je geeft het al aan: het is persoonlijk. Iedereen zit er anders in. Er is geen universeel goed of fout wat dat betreft. Ik vind het persoonlijk geen probleem en zie Bambu Lab ook niet als Evil Corp die je straks gaat verplichten om alleen hun filament te gebruiken. Sommigen roepen dat dat de volgende stap is, maar dat vind ik dan weer overdreven. Die online advocaat Louis Rossmann is daar goed in. Maar goed, iedereen wil geld verdienen aan clicks denk ik dan maar...
Vrienden/collega's vragen wel eens aan mij welk printer ze het beste kunnen kopen. Blijft altijd lastig want ik vraag gelijk: wat is je budget, wat ga je printen, wil je ook abs/asa/etc printen, en als laatste vraag ik: wat is de veiligheid van je informatie waard
Als ze als laatste zeggen "oh lekker boeiend, laat mij gewoon mn dingetjes printen" dan kom ik al heel gauw uit op Bambulab als advies, want eerlijk is eerlijk, die krengen printen behoorlijk goed en de kosten voor een A1 zijn geen hoge drempel.
Ik zit met een probleem.
Ik heb een anycubic kobra s1.
Het printen ging fout bij 20%
Ik heb toen de gcode behouden en aangepast een een instelling gewijzigd met G92 Z230 dacht ik.
Bij het opnieuw starten met de print met de aangepaste gcode gebeurde het volgende:
Het bed ging naar de juiste hoogte en de print kop ging netjes boven het object hangen.
Toen ik dacht nu gaat het beginnen / hervatten ging het bed lvl zich nog verder omhoog drukken hierdoor werdt het object verpletterd in de rechterhoek. Waarna vervolgens de print knop links voor in het bed ging lopen printen ik kon het process niet stoppen want er was een foutmelding in beeld dit heeft denk ik 5-10 seconden lang lopen printen in het bed..
Toen trok ik de stroom eruit.
Nu zit ik met het volgende probleem.
Zodra ik homing doe, dan lijkt het alsof de print kop niet in het midden komt en dat de print kop teveel naar voren komt en teveel naar links gaat.
Hoe kan ik dit herstellen en of moet ik contact opnemen met Anycubic?
Er is iets goed mis. De nozzle zelf is totaal verbogen maar die heb ik al vervangen.
Wat is slim om te doen?
edit:
Ik heb M0 toegevoegd destijds maar de printer lijkt daar totaal niet op te wachten?
Dit was mijn aangepast gcode, zodat ik meteen start met printen vanaf laag 257.
Maar blijkbaar negeert de printer M0 compleet en is starten van een print toch anders als resume?
Resume kan alleen vanaf een stroom uitval ik zie verder geen optie om een resume te doen.
Dus heb de gcode op usb gezet en geladen als nieuwe print en toen gebeurde dus alles wat ik hierboven neer had gezet.
ik zie ook geen restore machine settings, alleen restore all en dan worden alle gegevens gewist.
Is er geen calibratie selftest / homing oplossing, homing zelf lijkt dus niet te werken.
Ik heb bijna het gevoel alsof met bovenstaande actie de rails van x en y niet meer kloppen overheen gewalst ofzo?
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
| M201 X10000 Y10000 Z500 E5000 ; sets machine_max_acceleration_x, y, z, e (mm/sec^2) M203 X600 Y600 Z15 E80 ; sets machine_max_speed_x, y, z, e (mm/sec) M204 P20000 R5000 T20000 ; sets machine_max_acceleration(mm/sec^2) M204 P[print] R[retract] T[travel] M205 X9.00 Y9.00 Z3.00 E2.50 ; sets the jerk limits, mm/sec M106 S0 M106 P2 S0 ;TYPE:Custom G9111 bedTemp=55 extruderTemp=215 M117 M106 P3 S153 G90 G21 M83 ; use relative distances for extrusion ; filament start gcode M900 K0.025; Override pressure advance value T0 M106 S0 M106 P2 S0 ; Home alleen X en Y (veilig, Z blijft staan) G28 X Y ; Zet Z-positie in firmware zonder bewegen G92 Z230.10 M114 ; check huidige positie in firmware ; --- Pauze voor visuele check --- M0 Controleer of nozzle net boven de laatst goede laag hangt ; Ga naar hervat-laag (voorbeeld: 47.80 mm) G1 Z60 F600 ; eerst omhoog voor speling M0 Controleer of nozzle net boven de laatst goede laag hangt G1 Z50 F300 M0 Controleer of nozzle net boven de laatst goede laag hangt G1 Z48.50 F200 M0 Controleer of nozzle net boven de laatst goede laag hangt G1 Z47.80 F150 ; exacte hervat-laag ; --- Pauze voor visuele check --- M0 Controleer of nozzle net boven de laatst goede laag hangt ; --- Start van hervatbestand --- ; Printer: Anycubic Kobra S1 ; Hervatten vanaf laag 252 (Z=47.75) M0 Controleer of nozzle net boven de laatst goede laag hangt G1 Z47.75 F600 ; bed fysiek terug naar laaghoogte M17 ; motoren aan ; Ga naar hervatpunt net boven de print G1 X182.808 Y74.93 Z48.15 F6000 ; zelfde als in originele G-code G1 X184.739 Y118.889 Z48.15 F6000 G1 Z47.75 F600 M0 Controleer of nozzle net boven de laatst goede laag hangt ; hervat print ; wacht op temps en ga 5mm filament eruit duwen M190 S55 ; wacht tot bed op temp M109 S215 ; wacht tot nozzle op temp G92 E0 ; reset extruder teller G1 E5 F300 ; prime 5 mm filament G92 E0 ; reset teller opnieuw ; --- Hervat G-code vanaf laag 252 (Z=47.75) --- ; printing object "Sockle 11.stl" id:0 copy 0 EXCLUDE_OBJECT_START NAME=Sockle_11.stl_id_0_copy_0 ; BEFORE_LAYER_CHANGE 252 @ 47.75mm ;WIPE_START G1 F4319.503 G1 X182.473 Y67.305 E-.8 ;WIPE_END ; AFTER_LAYER_CHANGE 252 @ 47.75mm ; printing object "Sockle 11.stl" id:0 copy 0 EXCLUDE_OBJECT_START NAME=Sockle_11.stl_id_0_copy_0 G1 X182.808 Y74.93 Z48.15 F18000 G1 X184.739 Y118.889 Z48.15 G1 Z47.75 G1 E.8 F1800 ;TYPE:Support |
Ik had verwacht dat bij elke M0 ik handmatig continue moest aangeven om te chcekn of het wel of niet goed gaat..
[ Voor 62% gewijzigd door R.G op 25-08-2025 15:42 ]
- _Eend_
- Registratie: Juni 2006
- Laatst online: 20:28
🌻🇺🇦
:strip_icc():strip_exif()/u/178794/Iron_Maiden_klein.jpg?f=community)
oof idd_Eend_ schreef op maandag 25 augustus 2025 @ 16:15:
@R.G Hoort er tussen M0 en het commentaar geen ; (puntkomma), om aan te geven dat de rest van de regel commentaar is?
zou dat het zijn geweest?
Zie nu wat er gebeurt:
[Video: https://acop-prod.s3.us-east-2.amazonaws.com/asop/2025-08/25/mp4/175613546084876000-68ac8024cf38.mp4]
- gastje01
- Registratie: Oktober 2005
- Laatst online: 16:32
/u/158668/crop58906ae431c22_cropped.png?f=community)
Wanneer ik
1
| STEPPER_BUZZ STEPPER=Stepper_X |
Wanneer ik een force_move commando uitvoer, draait het motortje wel (met een hoop gezoem) af en toe, maar hij gaat een beetje op en neer beide richtingen op en is verre van soepel. Een zoektochtje met Google leerde mij dat dit mogelijk aan de bekabeling / volgorde ligt. Ik heb ook kunnen vinden dat deze volgorde niet volgens een standaard overal hetzelfde is. Op mijn (no-name) steppers staat geen indicatie van welke pin wat is, ik kom niet verder dan de BTT handleiding met 1A, 1B, 2A en 2B.
Iemand een goede tip met duidelijke instructie hoe ik dit uit kan zoeken/goed aan kan sluiten?
- Boullie
- Registratie: November 2002
- Laatst online: 22:26
Da Bulster
Hier een linkje naar een youtube flimpje over hoe je de paren bij elkaar kunt zoeken.gastje01 schreef op vrijdag 5 september 2025 @ 15:32:
Ik ben nog steeds aan mijn ratrig/hypercube ombouw bezig, en ben inmiddels zo ver dat ik motoren kan gaan aansluiten (en testen), maar hier loop ik vast. Ik gebruik een BTT Manta M8P met TMC2209 steppers in UART, maar ik krijg de motoren niet fatsoenlijk aan het draaien.
Wanneer ikcode:doe, zoemt het motortje in ieder geval, dus er is spanning en de TMC2209 werkt.
Wanneer ik een force_move commando uitvoer, draait het motortje wel (met een hoop gezoem) af en toe, maar hij gaat een beetje op en neer beide richtingen op en is verre van soepel. Een zoektochtje met Google leerde mij dat dit mogelijk aan de bekabeling / volgorde ligt. Ik heb ook kunnen vinden dat deze volgorde niet volgens een standaard overal hetzelfde is. Op mijn (no-name) steppers staat geen indicatie van welke pin wat is, ik kom niet verder dan de BTT handleiding met 1A, 1B, 2A en 2B.
Iemand een goede tip met duidelijke instructie hoe ik dit uit kan zoeken/goed aan kan sluiten?
Oh wacht die kun je ook gewoon embedden blijkbaar:
[ Voor 6% gewijzigd door Boullie op 05-09-2025 15:58 ]
Boullie
Best leuk om te zien hoe hij dat heeft aangepakt.
[ Voor 20% gewijzigd door ocf81 op 05-09-2025 16:51 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Toppe
- Registratie: Januari 2004
- Laatst online: 22:08
Oké ✅
Ter info: er is geen los filament bij de printer, hij heeft daar dus echt gewoon niet geprint.
:strip_exif()/f/image/HqxKouhZzlOf1W6MbfNNvmk7.png?f=user_large)
:no_upscale():strip_icc():strip_exif()/f/image/jUc8aGaUdkzLAn5G4jtRXOwU.jpg?f=user_large)
- The-Priest-NL
- Registratie: Maart 2006
- Laatst online: 20-07 00:46
:strip_icc():strip_exif()/u/171854/crop689632cd63d4d_cropped.jpg?f=community)
[ Voor 96% gewijzigd door The-Priest-NL op 16-09-2025 13:02 . Reden: even verwijderd gezien het overleg met de modjes ]
•Geocaching•Security, Media & OSINT Junkie•Opinions are my own and not those of my employer.
[ Voor 9% gewijzigd door ocf81 op 14-09-2025 19:22 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Leviathius
- Registratie: Maart 2013
- Laatst online: 21:16
Los daarvan staan er al talloze fluitjes op de print websites, dus opvallen zal lastig zijn.
- sentinel0809
- Registratie: Juli 2008
- Laatst online: 22:50
Ik heb al verschillende slicers geprobeerd, verschillende manieren van pauzeren / kleurwissel inbouwen, maar allemaal hetzelfde resultaat. G-code config is standaard, firmware is allemaal laatste versie.
Waar zou dit nog aan kunnen liggen?
- Impossibl3
- Registratie: November 2012
- Laatst online: 21:18
Ik heb na maanden weer eens mijn printer aangeslingerd en voor het eerst eens iets "groots" geprint voor mijn doen (ca 10 bij 10 cm). Nu valt mij op dat de eerste laag en top laag niet altijd even egaal zijn. Hebben jullie nog ideeën hoe dat kan? Op de linker foto lijkt het alsof de z-offset nog iets lager moet maar als ik dan de rechter foto bekijk dan is de afwerking best strak. Als ik ook voel dan is de textuur van de linker foto grover dan die van de rechter.
Printer: Prusa MK3s
Filament: PLA 123-3d eigen merk
Voor het printen eerst het printbed schoon gemaakt met wat zeepsop en toen na een first layer calibratie nog even met isopropanol (99%) en een microvezel doek schoon gemaakt.
:no_upscale():strip_icc():strip_exif()/f/image/0N6yufl5cqcNwqA4kZ0TSimo.jpg?f=user_large) | :no_upscale():strip_icc():strip_exif()/f/image/GaW3PXo7G8R8IZY0D59Fowi6.jpg?f=user_large) |
PV 5.590 Wp Enphase, 2.700 Wp Growatt - Easee laadpaal - Itho Amber 95 WP
- Leviathius
- Registratie: Maart 2013
- Laatst online: 21:16
Bovenste laag lijkt inderdaad gewoon prima te zijn voor zo ver ik kan beoordelen. Eerste laag is de z-height te hoog nog. Mag echt wel 0.05mm lager gok ik. Welke temperatuur en snelheid print je mee?Impossibl3 schreef op dinsdag 23 september 2025 @ 20:39:
Een vraagje aan de experts hier.
Ik heb na maanden weer eens mijn printer aangeslingerd en voor het eerst eens iets "groots" geprint voor mijn doen (ca 10 bij 10 cm). Nu valt mij op dat de eerste laag en top laag niet altijd even egaal zijn. Hebben jullie nog ideeën hoe dat kan? Op de linker foto lijkt het alsof de z-offset nog iets lager moet maar als ik dan de rechter foto bekijk dan is de afwerking best strak. Als ik ook voel dan is de textuur van de linker foto grover dan die van de rechter.
Printer: Prusa MK3s
Filament: PLA 123-3d eigen merk
Voor het printen eerst het printbed schoon gemaakt met wat zeepsop en toen na een first layer calibratie nog even met isopropanol (99%) en een microvezel doek schoon gemaakt.
[Afbeelding] [Afbeelding]
- Impossibl3
- Registratie: November 2012
- Laatst online: 21:18
Met een temperatuur van 215/60 en de standaard snelheid zoals ingesteld op de prusa slicer.Leviathius schreef op dinsdag 23 september 2025 @ 21:22:
[...]
Bovenste laag lijkt inderdaad gewoon prima te zijn voor zo ver ik kan beoordelen. Eerste laag is de z-height te hoog nog. Mag echt wel 0.05mm lager gok ik. Welke temperatuur en snelheid print je mee?
PV 5.590 Wp Enphase, 2.700 Wp Growatt - Easee laadpaal - Itho Amber 95 WP
Ik haak even aan op "Nu valt mij op dat de eerste laag en top laag niet altijd even egaal zijn." Hoewel het er inderdaad niet supergoed uitziet, is het printresultaat ook geen absolute ramp.Impossibl3 schreef op dinsdag 23 september 2025 @ 20:39:
Een vraagje aan de experts hier.
Ik heb na maanden weer eens mijn printer aangeslingerd en voor het eerst eens iets "groots" geprint voor mijn doen (ca 10 bij 10 cm). Nu valt mij op dat de eerste laag en top laag niet altijd even egaal zijn. Hebben jullie nog ideeën hoe dat kan? Op de linker foto lijkt het alsof de z-offset nog iets lager moet maar als ik dan de rechter foto bekijk dan is de afwerking best strak. Als ik ook voel dan is de textuur van de linker foto grover dan die van de rechter.
Printer: Prusa MK3s
Filament: PLA 123-3d eigen merk
Voor het printen eerst het printbed schoon gemaakt met wat zeepsop en toen na een first layer calibratie nog even met isopropanol (99%) en een microvezel doek schoon gemaakt.
[Afbeelding] [Afbeelding]
Je zou eventueel nog een test van de pinda kunnen doen om de standaardafwijking te kunnen bepalen. Als die dan meer is dan een kwart laagdikte, dan is dat niet zo goed. Maar eerlijk gezegd verwacht ik niet dat dit echt het probleem gaat zijn.
Een andere test die je kan doen is het printen van meerdere (minimaal 5) testkubussen, om zo de variabiliteit van de z-as vast te kunnen stellen. Maar ook hier is het eigenlijk niet zo heel waarschijnlijk dat je veel gaat vinden.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Leviathius
- Registratie: Maart 2013
- Laatst online: 21:16
Dat lijkt me dan prima inderdaad.Impossibl3 schreef op dinsdag 23 september 2025 @ 21:34:
[...]
Met een temperatuur van 215/60 en de standaard snelheid zoals ingesteld op de prusa slicer.
Wat je kan doen is een vel of vlak printen van bijv 15x15cm van precies 1 laag dik (0.2mm dus). Dan zul je gelijk zien dat je die lijntjes krijgt in je eerste laag. Tijdens het printen kun je dan de z-offset fine tunen door die langzaam te verlagen. Totdat je op een punt zit dat het een mooi vlak geheel is. Ik denk namelijk vrij zeker dat het de Z afstand is tot je bed.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Ik weet niet of dat nu goedkoop genoeg is. De concurrentie doet het een stuk beter en hoewel je zeker goed zit bij Prusa is dit best duur voor een bed slinger.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Impossibl3
- Registratie: November 2012
- Laatst online: 21:18
Wat voor mij ook mee zou spelen in de aankoop is hoe goed is het te repareren en als het even kan uit de EU. Als het printen mij bevalt dan verkoop ik mijn MK3s+ (die ik via marktplaats heb gescoord) en dacht ik een Core One te kopen omdat de prijs maar beperkt meer was tov de MK4 maar nu met de prijsverlaging is een nieuwe MK4 bijna net zo duur als mijn MK3 (marktplaats prijs) + upgrade kit en het verschil tov de Core One wel net weer een paar tientjes groter geworden. Ze maken het er niet makkelijker op.ocf81 schreef op dinsdag 30 september 2025 @ 20:03:
Prusa had de prijs van de MK4 al tijdelijk verlaagd, maar vanaf nu kost ie permanent €720 voor een kit.
Ik weet niet of dat nu goedkoop genoeg is. De concurrentie doet het een stuk beter en hoewel je zeker goed zit bij Prusa is dit best duur voor een bed slinger.
PV 5.590 Wp Enphase, 2.700 Wp Growatt - Easee laadpaal - Itho Amber 95 WP
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
Alle Prusa's zijn echt supersimpel te repareren, net als een Voron.Impossibl3 schreef op dinsdag 30 september 2025 @ 20:30:
@ocf81 en @Leviathius dank voor de tips. Vandaag meerdere printjes gemaakt en die zien er veel beter uit.
[...]
Wat voor mij ook mee zou spelen in de aankoop is hoe goed is het te repareren en als het even kan uit de EU. Als het printen mij bevalt dan verkoop ik mijn MK3s+ (die ik via marktplaats heb gescoord) en dacht ik een Core One te kopen omdat de prijs maar beperkt meer was tov de MK4 maar nu met de prijsverlaging is een nieuwe MK4 bijna net zo duur als mijn MK3 (marktplaats prijs) + upgrade kit en het verschil tov de Core One wel net weer een paar tientjes groter geworden. Ze maken het er niet makkelijker op.
De nieuwe extruder van de CoreOne/Mk4 is weer een stuk eenvoudiger dan die van de Mk3(s).
Eigenlijk was dit een van de redenen om een CoreOne te kopen, helaas vond ik de printkwaliteit wat tegenvallen (zie ergens mijn comment in het CoreOne topic)
Misschien komt er ooit nog weer een als de kinderziektes eruit zijn.
- TheGhostInc
- Registratie: November 2000
- Niet online
Haal ik gewoon een Bambu P1S voor €550 of een Prusa CORE One kit voor €1050.
Ik vind het prijsverschil wel echt enorm, voor printers die ogenschijnlijk hetzelfde kunnen.
En dan moet ik hem ook nog monteren, als ik de gebouwde versie van €1350 bekijk, dan is dat wel heel veel verschil.
Kan iemand me een argument geven waarom ik toch meer geld moet uitgeven, want ik kan ook 3 P1S's kopen, heb ik direct een farm & spare parts
Open source e.d. is mooi, maar het is ook gewoon hobby.
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
Ik heb (al een tijdje) een P1S en had een Core One.TheGhostInc schreef op woensdag 1 oktober 2025 @ 10:15:
Ik zit nu wel echt in dubio.
Haal ik gewoon een Bambu P1S voor €550 of een Prusa CORE One kit voor €1050.
Ik vind het prijsverschil wel echt enorm, voor printers die ogenschijnlijk hetzelfde kunnen.
En dan moet ik hem ook nog monteren, als ik de gebouwde versie van €1350 bekijk, dan is dat wel heel veel verschil.
Kan iemand me een argument geven waarom ik toch meer geld moet uitgeven, want ik kan ook 3 P1S's kopen, heb ik direct een farm & spare parts
Open source e.d. is mooi, maar het is ook gewoon hobby.
Het bouwen van een Core One is gewoon erg leuk en je leert er erg veel van. Zeker als je er ooit reparaties aan moet uitvoeren weet je meteen hoe het in elkaar zit.
De P1S is zeer lastig te repareren, behalve de extruder, die zit erg eenvoudig in elkaar en alle onderdelen zijn goed verkrijgbaar.
Het is zeker een lastige keuze.
Ik heb wel iets met repareerbaarheid, dus mijn eerste keus zou gaan voor de Core One, maar ik vind de printkwaliteit nog niet goed genoeg (layer stacking, waar weinig aandacht voor is)
Een groot voordeel van de P1S is de AMS, niet alleen om meerdere kleuren te printen (ik print bijna niet met meer kleuren), maar het gemak van filament wisselen en doorspoelen als je rol bijna leeg is.
[ Voor 7% gewijzigd door rinkel op 01-10-2025 11:22 ]
1. Prusa wordt in de EU ontworpen en geassembleerd en ook deels geproduceerd.
2. Prusa printers zijn repareerbaar en aanpasbaar, waardoor je dus niet zomaar met een waardeloze printer komt te zitten.
2.a. Bondtech INDX op de Core One
3. Het werk dat Prusa in Slic3r stopt en waar we allemaal de vruchten van plukken. De enige bijdragen van BL zijn tot dus ver vooral gericht op het wegnemen van vrijheden van de gebruiker voor het eigen gewin.
Of dat dan een meerprijs van 145% waard is? Dat is geheel aan jou. Voor zijn punten 2 en 3 wel van zodanige waarde dat ik het er wel voor over heb.
[ Voor 6% gewijzigd door ocf81 op 01-10-2025 11:44 ]
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
Dat kan met de MMU ook, maar dan heet het "SpoolJoin".rinkel schreef op woensdag 1 oktober 2025 @ 11:19:
[...]
<knip>
Een groot voordeel van de P1S is de AMS, niet alleen om meerdere kleuren te printen (ik print bijna niet met meer kleuren), maar het gemak van filament wisselen en doorspoelen als je rol bijna leeg is.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Caelorum
- Registratie: April 2005
- Laatst online: 23:35
Vortek is mechanisch complex en risicovol. Ik heb er niet zo veel vertrouwen in dat Vortek veel voor gaat stellen.Caelorum schreef op woensdag 1 oktober 2025 @ 12:41:
Voor 2a zal Bambulab met Vortek komen, al moeten we die ook maar eerst zien.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Boullie
- Registratie: November 2002
- Laatst online: 22:26
Da Bulster
Wens ze veel succes met dat systeem maar zie het nog niet echt snel worden. Het moet nog steeds het filament vanaf de AMS aanvoeren via hun enige PTFE tube naar de hotend. Lees momenteel dat het unload/loaden met een AMS 90 secondes duurt en verwacht niet dat het met dit nieuwe systeem ver onder de 30 secondes gaat zijn. Is volgens mij nog niet bekend hoe ze het filament uit de hotend gaan halen om het terug richting de AMS te voeren maar het zal sowieso langzamer zijn dan een dedicated nozzle met PTFE oplossing zoals de INDX(12 secondes momenteel).Caelorum schreef op woensdag 1 oktober 2025 @ 12:41:
Voor 2a zal Bambulab met Vortek komen, al moeten we die ook maar eerst zien.
Lijkt een beetje een tussenoplossing te zijn als reactie op de INDX als je het mij vraagt maar ik wordt graag blij verrast.
Iets minder leuk nieuws: INDX is vertraagd tot einde Q1 2026. Ze hebben wat meer tijd nodig om versie 4 te perfectioneren maar geven wel aan dat hij op FormNext 2025 te zien zal zijn.
Leuk detail in de eerste foto van de link, daar staat een Core 1 op de achtergrond geblurred.
Boullie
- Caelorum
- Registratie: April 2005
- Laatst online: 23:35
Het enige verschil met indx is dat het 7x actieve spul nodig heeft ipv 1x actief en 10x passief. Dus het prijskaartje is dan heel anders voor de Vortek, maar mogelijk geoffset door de enorme goedkopere fabricage in China.
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
Wat @ocf81 zegt!TheGhostInc schreef op woensdag 1 oktober 2025 @ 10:15:
Ik zit nu wel echt in dubio.
Haal ik gewoon een Bambu P1S voor €550 of een Prusa CORE One kit voor €1050.
Ik vind het prijsverschil wel echt enorm, voor printers die ogenschijnlijk hetzelfde kunnen.
En dan moet ik hem ook nog monteren, als ik de gebouwde versie van €1350 bekijk, dan is dat wel heel veel verschil.
Kan iemand me een argument geven waarom ik toch meer geld moet uitgeven, want ik kan ook 3 P1S's kopen, heb ik direct een farm & spare parts
Open source e.d. is mooi, maar het is ook gewoon hobby.
En mijn mening als "Bambu expert
Puur prijs/kwaliteit gezien wint de Bambu, maar ik verwijs naar wat ik hierboven zei, dat is mij meer waard.
Dit dus!ocf81 schreef op woensdag 1 oktober 2025 @ 11:41:
Tja, waar betaal je voor?
1. Prusa wordt in de EU ontworpen en geassembleerd en ook deels geproduceerd.
2. Prusa printers zijn repareerbaar en aanpasbaar, waardoor je dus niet zomaar met een waardeloze printer komt te zitten.
2.a. Bondtech INDX op de Core One
3. Het werk dat Prusa in Slic3r stopt en waar we allemaal de vruchten van plukken. De enige bijdragen van BL zijn tot dus ver vooral gericht op het wegnemen van vrijheden van de gebruiker voor het eigen gewin.
Of dat dan een meerprijs van 145% waard is? Dat is geheel aan jou. Voor zijn punten 2 en 3 wel van zodanige waarde dat ik het er wel voor over heb.
Vortex is alleen om het onnodig poepen/purgen te voorkomen, filament moet nog steeds terug naar de AMS als je een andere kleur/filament de toolhead in pompt. Voordeel van INDX is dat elk kleur/filament een eigen nozzle en bowden heeft en dus niet hoeft terug te spoelen en niet hoeft te poepen (behalve te primen).Caelorum schreef op woensdag 1 oktober 2025 @ 12:41:
Voor 2a zal Bambulab met Vortek komen, al moeten we die ook maar eerst zien.
Zie wat ik hierboven zei. Er gaat nog steeds maar 1 bowden naar de toolhead, er zal nog steeds voor elke kleur-/filamentchange het filament helemaal terug naar de AMS getrokken moeten worden en daarna de nieuwe filament weer naar de toolhead pushen... kost nog steeds veel tijd.Caelorum schreef op woensdag 1 oktober 2025 @ 14:01:
Ik snap het niet. Vortek is toch juist hun tool-changer oplossing met 7 hotends? Dus ze hoeven dan toch juist geen filament te wisselen, net zoals met de indx.
Het enige verschil met indx is dat het 7x actieve spul nodig heeft ipv 1x actief en 10x passief. Dus het prijskaartje is dan heel anders voor de Vortek, maar mogelijk geoffset door de enorme goedkopere fabricage in China.
- Caelorum
- Registratie: April 2005
- Laatst online: 23:35
Dat zegt toch echt dat er 7 filamenten tegelijkertijd geladen kunnen worden zonder dat er moet worden gewisseld. In dat opzicht is het dus niet anders dan Bondtech Indx. Wat mij echter compleet niet duidelijk is, is waar het hitteelement nu zit. Ik vermoed in hun geval in de kop zelf. Een actieve hotend dus, waar het bij de Indx een passief element is.[...]
Q3: How many hotends does the Vortek system support and how many hotends can be used in total for a H2 series printer equipped with the Vortek system?
In total, a H2 series printer with the Vortek system will support up to 7 hotends for multi-color or multi-material prints. Of which, 1 hotend is the left "lifting" hotend and the other 6 hotends are tool-changing inductive hotends. With this, the H2 series printers equipped with the Vortek system support up to 7 materials without the need to initialize during printing (no purge waste).
[...]
Q7: How many total colors / materials can you print with the Vortek system?
The answer is a bit more complex:
If you want to print with zero wasted filament caused by purging, the maximum is 7 different colors / materials.
If you have a project that requires more colors in the same print, and don't mind some purging, you can print with up to 24 colors / materials at the same time while Studio is smartly minimizing the amount of purged materials.[...]
*edit*
Laat maar ik snap het al. Ze snijden nog steeds het filament door vlak boven de hotend. De hotend zelf hoeft dus niet opnieuw geladen te worden, maar het filament moet nog wel gewisseld worden. Betekend dit dat ze dan dus ook eindelijk een filament retracting wisselaar á la MMU hebben ontwikkeld?
[ Voor 9% gewijzigd door Caelorum op 01-10-2025 16:14 ]
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
Nee, helaas.Caelorum schreef op woensdag 1 oktober 2025 @ 16:08:
Maar:
[...]
Dat zegt toch echt dat er 7 filamenten tegelijkertijd geladen kunnen worden zonder dat er moet worden gewisseld. In dat opzicht is het dus niet anders dan Bondtech Indx. Wat mij echter compleet niet duidelijk is, is waar het hitteelement nu zit. Ik vermoed in hun geval in de kop zelf. Een actieve hotend dus, waar het bij de Indx een passief element is.
*edit*
Laat maar ik snap het al. Ze snijden nog steeds het filament door vlak boven de hotend. De hotend zelf hoeft dus niet opnieuw geladen te worden, maar het filament moet nog wel gewisseld worden. Betekend dit dat ze dan dus ook eindelijk een filament retracting wisselaar á la MMU hebben ontwikkeld?
De Vortek gebruikt nog steeds de AMS, zoals @Boullie zegt, dus 1 filamentpad. Alleen de nozzle wordt gewisseld.
Het enige voordeel is dat de juiste kleur in de nozzle bliijft, dat scheelt purgen.
Ik vraag me alleen af hoe dit gaat werken met retraction, maar daar heb ik al eerder over gepost.
We zullen het zien als ie uit komt.
Vooralsnog vind ik het een indrukwekkend stukje techniek waar ik maar weinig aan heb.
Beter dat ze dat nu doen dan pas na de lancering.Boullie schreef op woensdag 1 oktober 2025 @ 13:43:
[...]
Iets minder leuk nieuws: INDX is vertraagd tot einde Q1 2026. Ze hebben wat meer tijd nodig om versie 4 te perfectioneren maar geven wel aan dat hij op FormNext 2025 te zien zal zijn.
Leuk detail in de eerste foto van de link, daar staat een Core 1 op de achtergrond geblurred.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- BiLo
- Registratie: Januari 2010
- Laatst online: 22-07 10:40
PSN: toiletcleaner
Winkelmandje= 35,56
Gratis verzenden vanaf 50,-
| Voron V2 | Fanatec Podium DD1 | Porsche Podium Wheel | APM | PDME | CSP V3 |
- iMars
- Registratie: Augustus 2001
- Laatst online: 23:13
Ik zou lekker door shoppen en wat leuks uitzoeken, of je nou 18 euro aan verzendkosten betaald, of 15 euro aan reserver onderdelen uitgeeft...BiLo schreef op donderdag 2 oktober 2025 @ 12:31:
Heeft iemand nog wat nodig van Digikey? Ik heb wat fans (Delta Electronics) in mn mandje en zit tegen 18,- verzendkosten aan te kijken.
Winkelmandje= 35,56
Gratis verzenden vanaf 50,-
- BiLo
- Registratie: Januari 2010
- Laatst online: 22-07 10:40
PSN: toiletcleaner
als ik niet alles al dubbel in m'n mandje had gedaaniMars schreef op donderdag 2 oktober 2025 @ 14:36:
[...]
Ik zou lekker door shoppen en wat leuks uitzoeken, of je nou 18 euro aan verzendkosten betaald, of 15 euro aan reserver onderdelen uitgeeft...
| Voron V2 | Fanatec Podium DD1 | Porsche Podium Wheel | APM | PDME | CSP V3 |
- jbhc
- Registratie: Juli 2007
- Laatst online: 22-07 12:23
Helaas bleken er een paar lagers versleten te zijn evenals de rails.
Omdat ik toch graag een "echte" prusa wilden hebben heb ik maar eens wat geld uitgegeven en bij Prusa zelf de spullen nieuw besteld en vervolgens de complete printer gerefusbished.
Ik moet zeggen dat ik echt geen spijt heb van mijn aankoop. De materialen, het gebruiksgemak en het uiteindelijke printresultaat is toch wel een paar niveaus hoger dan van mijn eigen bouwsels.
Uiteraard blijft het modden jeuken dus ik heb toch maar een E3D revo besteld in plaats van een nieuwe 0.4mm nozzle, een 0.6mm nozzle en een siliconen sok en ik ben nog aan het kijken naar een aanpassing van de "part cooling fan (duct)". Tevens staat de upgrade naar een MK3.5 op mijn verlanglijstje maar ik vind dat de prijs daarvan voor alsnog niet helemaal te verdedigen is ondanks dat de inputshaping en de verdubbeling in printsnelheid bijzonder aantrekkelijk lijken.
Nu maar wachten tot er over een paar jaar een Core one of XL voorbij komt voor net zo'n mooie prijs
- Sabbi
- Registratie: December 2000
- Laatst online: 22-07 09:12
je denkt aan mij.
(En als je los wilt gaan met modden zou je er ook nog klipper op kunnen zetten, maar dat is wat minder plug & play)
- jbhc
- Registratie: Juli 2007
- Laatst online: 22-07 12:23
Ik ga deze printer verder niet enorm modden. Dingen als klipper ben ik wel mee aan het spelen op een andere printer maar de Prusa wil ik toch redelijk dicht bij het orgineel houden want ik wil gewoon in ieder geval een echt betrouwbare printer in huis. Dat is toch wel mijn hoofdreden geweest om dat ding te kopen.
- Impossibl3
- Registratie: November 2012
- Laatst online: 21:18
[ Voor 5% gewijzigd door Impossibl3 op 16-10-2025 07:26 ]
PV 5.590 Wp Enphase, 2.700 Wp Growatt - Easee laadpaal - Itho Amber 95 WP
- jbhc
- Registratie: Juli 2007
- Laatst online: 22-07 12:23
Ik wilde in eerste instantie nieuwe nozzles en een sok bestellen maar orginele E3d V6 sokken lijken er niet meer te zijn en mijn ervaring met immitatie is dat dat toch vaak net niet helemaal past. Ook merk ik bij mijn andere printer die voorzien is van een 0.6mm nozzle dat de drempel om die te verwisselen best wel hoog is dus ik dacht laat ik dan meteen een fatsoenlijke oplossing aanschaffen. Voor echt grote prints is het dan bijvoorbeeld ook makkelijk naar een 0,8mm nozzle switchen.
- Impossibl3
- Registratie: November 2012
- Laatst online: 21:18
Ik dacht al waarom zou ik, met een prima blok, deze upgrade uitvoeren wanneer printtijd niet echt relevant is (hobby matig af en toe wat printen) en ik geen rede zie om de nozel te wisselen als ik alleen maar pla print.
PV 5.590 Wp Enphase, 2.700 Wp Growatt - Easee laadpaal - Itho Amber 95 WP
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- jbhc
- Registratie: Juli 2007
- Laatst online: 22-07 12:23
- rinkel
- Registratie: September 2002
- Laatst online: 23:40
Levendigs (NL shop) maakt goede socks, ik heb daar regelmatig besteld:jbhc schreef op donderdag 16 oktober 2025 @ 10:35:
@Impossibl3 Het heaterblok en de nozzle die er nu nog op zitten zijn behoorlijk aangetast en tevens zit er geen siliconen sok op.
Ik wilde in eerste instantie nieuwe nozzles en een sok bestellen maar orginele E3d V6 sokken lijken er niet meer te zijn en mijn ervaring met immitatie is dat dat toch vaak net niet helemaal past. Ook merk ik bij mijn andere printer die voorzien is van een 0.6mm nozzle dat de drempel om die te verwisselen best wel hoog is dus ik dacht laat ik dan meteen een fatsoenlijke oplossing aanschaffen. Voor echt grote prints is het dan bijvoorbeeld ook makkelijk naar een 0,8mm nozzle switchen.
https://levendigs.com/col...-sock-x-for-e3d-v6-hotend
- mphilipp
- Registratie: Juni 2003
- Laatst online: 16:54
Romanes eunt domus
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL