:strip_exif()/i/2006194780.webp?f=thumbmini)
:strip_exif()/i/2006111444.webp?f=thumbmini)
:fill(white):strip_exif()/i/2007842352.jpeg?f=thumbmini)
:strip_exif()/i/2007355146.webp?f=thumbmini)
:fill(white):strip_exif()/i/2007698348.jpeg?f=thumbmini)
:strip_exif()/i/2005769690.png?f=thumbmini)
:strip_exif()/i/2005769670.png?f=thumbmini)
:strip_exif()/i/2005769672.png?f=thumbmini)
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
/u/95480/crop6360e43b695cb_cropped.png?f=community)
eSun; Perfect (voor zover mogelijk) filament, waardeloze verpakkingNaalroc schreef op dinsdag 19 maart 2024 @ 22:26:
Haha, die ringen heb ik ook geprobeerd, zelfs zoals aangegeven (.stl) door de fabrikant (eSUN) van de kartonnen spoelen, van de 4 spoelen paste er èèn!
De andere 3 kartonnen spoelen hadden afwijkende afmetingen, waardoor de ringen er niet om pasten; Vinyl tape om de kartonnen spoelen en klaar. Als ik jou was, zo ik me dus de moeite maar besparen
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
/u/199377/crop5fc213c4e6060.png?f=community)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/1bzkKtAuFnkbnyCSWTl9thf9.jpg?f=user_large) | :no_upscale():strip_icc():fill(white):strip_exif()/f/image/VZppQZgCAItS1pqBvt4K57V0.jpg?f=user_large) |
Klein ledstripje toegevoegd. Gigaverschil! Ingebouwde diffuser is ook fijn. Overigens zei mijn pa (elektricien) dat 2A op een 1.5A aansluiting niet een probleem hoeft te zijn. Nu nog een ant glare scherm printen want mijn camera wordt verblind
- Gizz
- Registratie: Maart 2001
- Laatst online: 12:53
Dunder-Mifflin, Inc.
:strip_exif()/u/25150/Gizzbril.gif?f=community)
Even voor het archief, wellicht heeft iemand er iets aan; ik heb Bambu hierover gemaild. Blijkbaar zijn alleen de poorten voor video optioneel, dus er blijft een flink aantal poorten over die wel bereikbaar moeten zijn:Gizz schreef op woensdag 13 maart 2024 @ 09:36:
Weet iemand meer over de netwerkconnectiviteit van de Bambu's met de cloud?
Wij hebben de volgende situatie:Laten we de printers verbinden via een hotspot op onze telefoon, dan zijn de printers wel online in de cloud en kunnen we printen
- Twee X1E's via UTP verbonden aan schoolnetwerk
- Network test op printer zegt alles okay
- Hangen we aan dezelfde UTP-kabel een laptop, dan hebben we ook internetconnectiviteit (poort 80/443/8080)
- Domeinen - *.bambulab.com en - *.amazonaws.com zijn niet geblokkeerd in de firewall
- Gaan we printen, dan zegt de slicer dat alle printers offline zijn

Op basis van Printer Network Ports meen ik op te maken dat alleen poort 80/443/8080 open moeten staan om remote te kunnen printen. Hoe nu verder?
Unfortunately opening port 80/443/8080 is not sufficient to send print. For basic print operation and printer connection, you will also need to open 1990/2021 for printer discover (able to find the printer in Bambu Studio as online), 3000 for device binding (adding printer to your accound in cloud mode) and 8883 for device control (mqtt, used to send print command). If you don't need remote video, you can leave the ports for them closed.
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- Richard89
- Registratie: Maart 2013
- Laatst online: 02-03 02:04
Ik ben totaal onhandig in de klus-hoek, maar is isolatietape hetzelfde?Naalroc schreef op dinsdag 19 maart 2024 @ 22:26:
Haha, die ringen heb ik ook geprobeerd, zelfs zoals aangegeven (.stl) door de fabrikant (eSUN) van de kartonnen spoelen, van de 4 spoelen paste er èèn!
De andere 3 kartonnen spoelen hadden afwijkende afmetingen, waardoor de ringen er niet om pasten; Vinyl tape om de kartonnen spoelen en klaar. Als ik jou was, zo ik me dus de moeite maar besparen
edit: laat maar.. antwoord stond al 4 posts erboven :-)
[ Voor 5% gewijzigd door Richard89 op 20-03-2024 11:41 ]
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
:strip_icc():strip_exif()/u/297036/crop5bb5121e5b86a_cropped.jpeg?f=community)
Toch nog even hierop terug komen: het gaat mij niet om die 'riser' of iets om de AMS op te zetten, maar om de verlichting; nu heb ik geen rol TPU liggen, maar vraag me af, waarom wordt TPU in deze toepassing aanbevolen? Er zijn soortgelijke oplossingen, en steeds wordt TPU gebruikt als top laag, en ik zie eigenlijk niet in waarom. Elk ander filament zou toch ook prima kunnen, en zo niet, waarom niet? Ik zag geen mogelijkheid om dee maker van dit ontwerp er naar te vragen, zoals bij anderen vaak wel het geval is, dus dan maar even langs deze weg..sOid schreef op woensdag 6 maart 2024 @ 16:40:
Nou, de AMS Riser waar ik in dit topic eerder naar verwees is intussen klaar. De basis is PETG, 'anti glare gasket' is TPU en de oranje accenten zijn PLA.
Mijn eerste bevindingen:Of er nadelen aan zitten en of het de filamentkosten en tijdsinvestering waard is, weet ik nog niet. Een van de grotere onderdelen (print van 13u) is niet helemaal lekker gegaan; is ietwat kromgetrokken (daarom sluit hoekje vooraan niet goed aan). Weet niet precies waarom.
- Het verhogen van de AMS is erg prettig. Veel beter zicht op de print.
- De LED-strip die rondom is bevestigd zou er in mijn ogen standaard op moeten zitten. Het is een wereld van verschil.
- Edit: gebruik deze strip op eigen risico. Trekt mogelijk een te hoge amperage.
- De extra opslag in de riser is mooi meegenomen en het geheel is goed uitgedacht.
Hier wat fotootjes en een screenshotje van de camera. Ja dat is de reflectie van een fietswiel in de deur
[Afbeelding]
[Afbeelding]
[Afbeelding]
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- mphilipp
- Registratie: Juni 2003
- Laatst online: 13:37
Romanes eunt domus
/u/85941/crop61dd9b39bb021_cropped.png?f=community)
Ik heb om dezelfde reden als jij een heel compacte riser (mijn AMS hangt aan de muur) voor de LED verlichting. Ik heb geen TPU gebruikt. Ik heb alleen onder en boven als een soort afdichting en rammelbeveiliging 1mm foamtape gebruikt. En helemaal bovenop heb ik een strook zwarte klussentape gepakt om niet recht in het licht te kijken. Werkt ook en je ziet er niets van als je het netjes afsnijdt.Naalroc schreef op woensdag 20 maart 2024 @ 22:50:
[...]
Toch nog even hierop terug komen: het gaat mij niet om die 'riser' of iets om de AMS op te zetten, maar om de verlichting; nu heb ik geen rol TPU liggen, maar vraag me af, waarom wordt TPU in deze toepassing aanbevolen? Er zijn soortgelijke oplossingen, en steeds wordt TPU gebruikt als top laag, en ik zie eigenlijk niet in waarom. Elk ander filament zou toch ook prima kunnen, en zo niet, waarom niet? Ik zag geen mogelijkheid om dee maker van dit ontwerp er naar te vragen, zoals bij anderen vaak wel het geval is, dus dan maar even langs deze weg..
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Welke heb jij precies? Ik was van plan een van deze:
https://www.printables.co...ith-led-/comments/1648168
Die heeft een afscherming van het licht van boven af. Maar zonder de fratsen, ventilatie e.d.
https://www.printables.co...ith-led-/comments/1648168
Die heeft een afscherming van het licht van boven af. Maar zonder de fratsen, ventilatie e.d.
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- mphilipp
- Registratie: Juni 2003
- Laatst online: 13:37
Romanes eunt domus
Ik heb 'The Light'. Afscherming heb ik gewoon 'geprint' met mijn rol klussentape. Whatever worksNaalroc schreef op donderdag 21 maart 2024 @ 09:21:
Welke heb jij precies? Ik was van plan een van deze:
https://www.printables.co...ith-led-/comments/1648168
Die heeft een afscherming van het licht van boven af. Maar zonder de fratsen, ventilatie e.d.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Even een wat principiëler probleempje: ik heb een .step file gedownload, (hier: https://www.printables.co...-for-bambu-lab-x1p1/files) die het complete frame laten zien, en de 4 delen worden dan met een soort X profielen aan elkaar geklemd; dat is duidelijk. Maar hoe print ik die 4 delen na elkaar, want ik zie geen mogelijkheid om die te scheiden. De individuele .stl bestanden worden niet mee geleverd, dus ik zou het hiermee moeten doen, en heb dit nog niet eerder bij de hand gehad. Waar kan ik de oplossing voor die bewerking vinden, want het zal wel vaker voor komen, maar weet niet waar ik moet zoeken/wat de juiste termen zijn; het plaatje hieronder maakt dit hopelijk duidelijk.
Edit PS: ik zie dat de constructie soortgelijk is bij "the Light", maar in jouw geval wèl de .stl files gegeven worden.
/f/image/JKKfXfjol1HQeQ4ZBSCC1smv.png?f=fotoalbum_large)
Edit PS: ik zie dat de constructie soortgelijk is bij "the Light", maar in jouw geval wèl de .stl files gegeven worden.
:fill(white):strip_exif()/f/image/JKKfXfjol1HQeQ4ZBSCC1smv.png?f=user_large)
[ Voor 5% gewijzigd door Naalroc op 21-03-2024 11:19 ]
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
:strip_icc():strip_exif()/u/249917/jaapschaap.jpg?f=community)
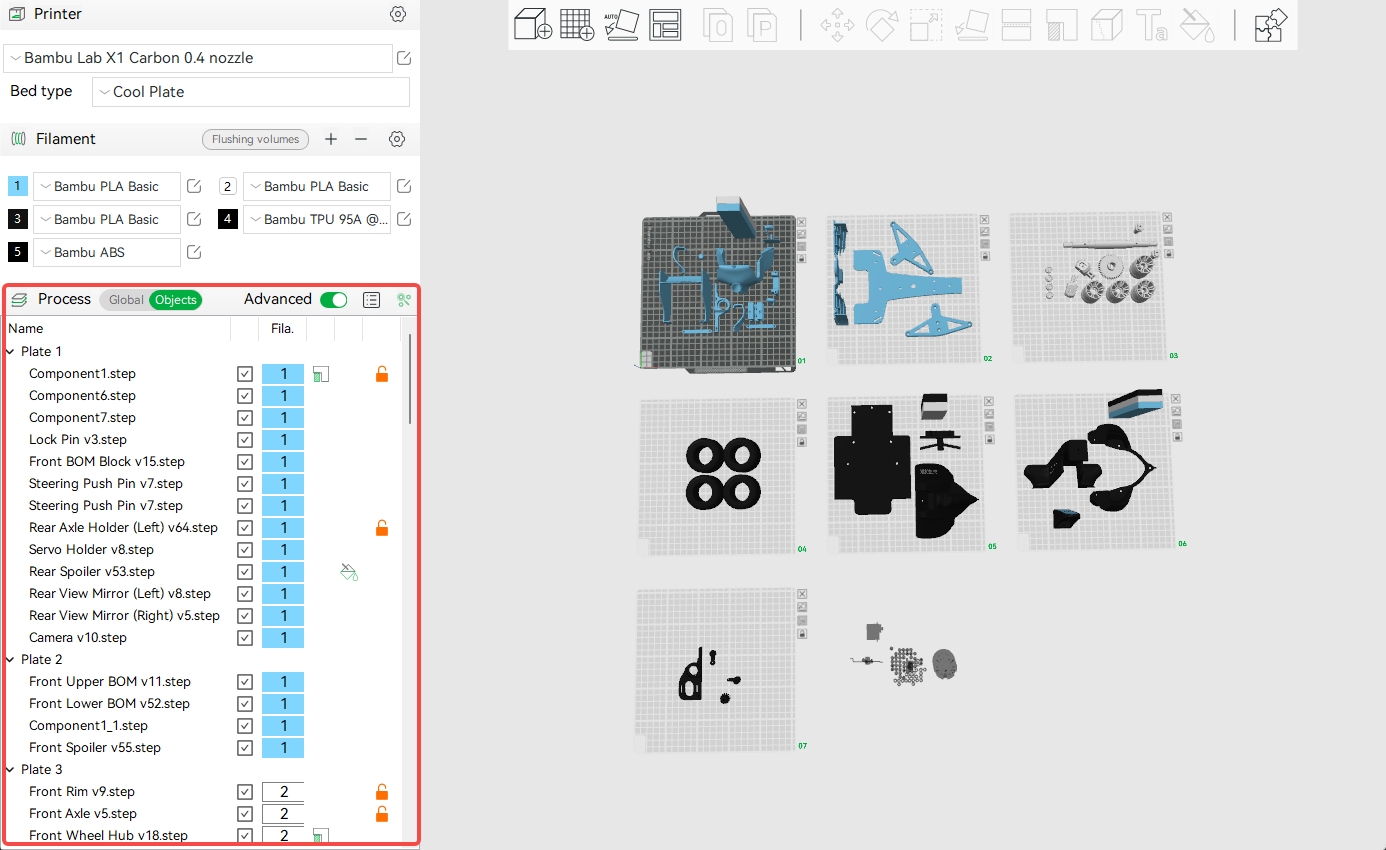
Zou liever een screenshot willen hebben van hoe het tabje 'objects' eruit ziet. Een heel compleet object kan daar soms toch nog uit meerdere delen bestaan en zodoende los te trekken zijn (al weet ik niet of dat met een step-file ook zo is).Naalroc schreef op donderdag 21 maart 2024 @ 11:07:
Even een wat principiëler probleempje: ik heb een .step file gedownload, (hier: https://www.printables.co...-for-bambu-lab-x1p1/files) die het complete frame laten zien, en de 4 delen worden dan met een soort X profielen aan elkaar geklemd; dat is duidelijk. Maar hoe print ik die 4 delen na elkaar, want ik zie geen mogelijkheid om die te scheiden. De individuele .stl bestanden worden niet mee geleverd, dus ik zou het hiermee moeten doen, en heb dit nog niet eerder bij de hand gehad. Waar kan ik de oplossing voor die bewerking vinden, want het zal wel vaker voor komen, maar weet niet waar ik moet zoeken/wat de juiste termen zijn; het plaatje hieronder maakt dit hopelijk duidelijk.
[Afbeelding]
Dus dit menu (met rood omcirkeld):
https://wiki.bambulab.com...t/object_list_new.png.jpg
Lijkt me dat je met 3D tekensoftware (Fusion 360 oid) onnodige delen (want ze zitten niet aan elkaar vast) sowieso apart kan selecteren en deleten zodat je zelf losse stl's kunt maken.
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- TorxWorx
- Registratie: September 2023
- Laatst online: 20-09-2025
/u/1993254/crop6500cb12e2d5a_cropped.png?f=community)
Je kan het onderdeel splitsen door op het part rechts te klikken en dan "split" en vervolgens "to objects" te doenNaalroc schreef op donderdag 21 maart 2024 @ 11:07:
Even een wat principiëler probleempje: ik heb een .step file gedownload, (hier: https://www.printables.co...-for-bambu-lab-x1p1/files) die het complete frame laten zien, en de 4 delen worden dan met een soort X profielen aan elkaar geklemd; dat is duidelijk. Maar hoe print ik die 4 delen na elkaar, want ik zie geen mogelijkheid om die te scheiden. De individuele .stl bestanden worden niet mee geleverd, dus ik zou het hiermee moeten doen, en heb dit nog niet eerder bij de hand gehad. Waar kan ik de oplossing voor die bewerking vinden, want het zal wel vaker voor komen, maar weet niet waar ik moet zoeken/wat de juiste termen zijn; het plaatje hieronder maakt dit hopelijk duidelijk.
Edit PS: ik zie dat de constructie soortgelijk is bij "the Light", maar in jouw geval wèl de .stl files gegeven worden.
[Afbeelding]
- TorxWorx
- Registratie: September 2023
- Laatst online: 20-09-2025
Is niet nodig zolang in het oorspronkelijke CAD model de objecten niet gemerged zijn. De info dat het losse objecten zijn blijft gewoon behouden in een .step of .3mf file. Het enige is dat bambulab het als default importeert als een geheel.watercoolertje schreef op donderdag 21 maart 2024 @ 11:22:
[...]
Zou liever een screenshot willen hebben van hoe het tabje 'objects' eruit ziet. Een heel compleet object kan daar soms toch nog uit meerdere delen bestaan en zodoende los te trekken zijn (al weet ik niet of dat met een step-file ook zo is).
Dus dit menu (met rood omcirkeld):
https://wiki.bambulab.com...t/object_list_new.png.jpg
Lijkt me dat je met 3D tekensoftware (Fusion 360 oid) onnodige delen (want ze zitten niet aan elkaar vast) sowieso apart kan selecteren en deleten zodat je zelf losse stl's kunt maken.
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Dat werkt inderdaad erg goed, even getest met zijn step file, hoef je inderdaad ook niet met externe programma's te klooien.TorxWorx schreef op donderdag 21 maart 2024 @ 11:28:
[...]
Is niet nodig zolang in het oorspronkelijke CAD model de objecten niet gemerged zijn. De info dat het losse objecten zijn blijft gewoon behouden in een .step of .3mf file. Het enige is dat bambulab het als default importeert als een geheel.
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Dit dus:watercoolertje schreef op donderdag 21 maart 2024 @ 11:22:
[...]
Zou liever een screenshot willen hebben van hoe het tabje 'objects' eruit ziet. Een heel compleet object kan daar soms toch nog uit meerdere delen bestaan en zodoende los te trekken zijn (al weet ik niet of dat met een step-file ook zo is).
Dus dit menu (met rood omcirkeld):
https://wiki.bambulab.com...t/object_list_new.png.jpg
Lijkt me dat je met 3D tekensoftware (Fusion 360 oid) onnodige delen (want ze zitten niet aan elkaar vast) sowieso apart kan selecteren en deleten zodat je zelf losse stl's kunt maken.
:fill(white):strip_exif()/f/image/QPbxIMn1i4Vkl500nLpk74lE.png?f=user_large)
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Dan krijg ik ditTorxWorx schreef op donderdag 21 maart 2024 @ 11:23:
[...]
Je kan het onderdeel splitsen door op het part rechts te klikken en dan "split" en vervolgens "to objects" te doen
:fill(white):strip_exif()/f/image/nmqNTkwNHfcDjVk4zAU88Fmi.png?f=user_large)
Maar ook dit, links in het scherm, dat is nu versprongen:
:fill(white):strip_exif()/f/image/haqn2CTrrxg5MGUAISNo5nZ6.png?f=user_large)
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
@Naalroc Dat is toch prima, nu kun je de losse onderdelen op de buildplate plaatsen waar je ze wilt hebben..
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Nu zijn het dus allemaal losse objecten die je individueel kan verbergen en/of verplaatsen zodat je alle objecten los kunt printen naar behoeven (verdeeld over meerdere printsessies).Naalroc schreef op donderdag 21 maart 2024 @ 11:41:
Mooi, maar wat nu?
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Ik denk dat ik er nu uit ben, maar het had nog wel wat voeten in de aarde, te lastig om uit te leggen; ook ben ik 1 deel "kwijt", mogelijk ge-deleted in het zoeken naar de oplossing.
Het gekke is nu dat ik wèl 2 grote delen op 1 plaat kan krijgen, maar niet 1 groot deel en 1 of meerdere van die X-linkjes. Maar verder geen probleem. Ik had dit nog nooit bij de hand gehad, en ga het hele spulletje verwijderen, en opnieuw oplossen met de stappen die jullie me aangereikt hebben, waarvoor dank!
Het gekke is nu dat ik wèl 2 grote delen op 1 plaat kan krijgen, maar niet 1 groot deel en 1 of meerdere van die X-linkjes. Maar verder geen probleem. Ik had dit nog nooit bij de hand gehad, en ga het hele spulletje verwijderen, en opnieuw oplossen met de stappen die jullie me aangereikt hebben, waarvoor dank!
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- fanatic_david
- Registratie: Augustus 2004
- Laatst online: 28-06 22:38
It's Britney, b*tch!
:strip_icc():strip_exif()/u/121524/Brit2.jpg?f=community)
Ik heb diezelfde riser recent ook geprint. Als ik het mij correct herinner heb ik daarvoor het .3mf bestand gebruikt, daarin was alles al opgesplitst en verdeeld over verschillende build plates.
Maar op zich is het ook gewoon te doen met de .step bestanden natuurlijk, alleen met een klein beetje meer werk.
Maar op zich is het ook gewoon te doen met de .step bestanden natuurlijk, alleen met een klein beetje meer werk.
:strip_icc():strip_exif()/u/109013/crop5ebb9b611401c_cropped.jpeg?f=community)
Goede vraag eigenlijk. Geen idee!Naalroc schreef op woensdag 20 maart 2024 @ 22:50:
[...]
Toch nog even hierop terug komen: het gaat mij niet om die 'riser' of iets om de AMS op te zetten, maar om de verlichting; nu heb ik geen rol TPU liggen, maar vraag me af, waarom wordt TPU in deze toepassing aanbevolen? Er zijn soortgelijke oplossingen, en steeds wordt TPU gebruikt als top laag, en ik zie eigenlijk niet in waarom. Elk ander filament zou toch ook prima kunnen, en zo niet, waarom niet? Ik zag geen mogelijkheid om dee maker van dit ontwerp er naar te vragen, zoals bij anderen vaak wel het geval is, dus dan maar even langs deze weg..
- Richard89
- Registratie: Maart 2013
- Laatst online: 02-03 02:04
Is dat niet omdat de glasplaat daar weer op kan komen te liggen, en dus wat zachter ligt? om evt. trillingen tegen te gaan ook ofzo?
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
Vraagje: iemand ervaring met TPU aan hout lijmen? ik wil het onder meubels en werkstukken plakken zodat het niet wegglijdt...
Ja, ik denk dat je indd gelijk hebt. De bovenkant wordt door gebruik van TPU ook behoorlijk luchtdicht. Heeft echt een zuigende/vacuumwerking op de bovenste glasplaat.Richard89 schreef op vrijdag 22 maart 2024 @ 09:45:
[...]
Is dat niet omdat de glasplaat daar weer op kan komen te liggen, en dus wat zachter ligt? om evt. trillingen tegen te gaan ook ofzo?
Dit is nou typisch zo'n geval dat ik waarschijnlijk gewoon een set van die dingen bestel om eronder te plakken, ipv zelf te klooien.Mday schreef op vrijdag 22 maart 2024 @ 09:46:
Vraagje: iemand ervaring met TPU aan hout lijmen? ik wil het onder meubels en werkstukken plakken zodat het niet wegglijdt...
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
Ja, dan is de term 'gasket' de juiste, inderdaad.sOid schreef op vrijdag 22 maart 2024 @ 14:58:
[...]
Ja, ik denk dat je indd gelijk hebt. De bovenkant wordt door gebruik van TPU ook behoorlijk luchtdicht. Heeft echt een zuigende/vacuumwerking op de bovenste glasplaat.
Welk TPU heb je hiervoor gebruikt?a shaped sheet or ring of rubber or other material sealing the junction between two surfaces in an engine or other device.
Voor wb de TPU lijmen: standaard prul gaat er niet op werken. Het zijn afgeronde delen onder een (klim)rek en de onderkant van een snijplank. De rubbertjes die verkrijgbaar zijn veel te groot (en lelijk)
[ Voor 22% gewijzigd door Mday op 22-03-2024 16:23 ]
- _ferry_
- Registratie: Januari 2002
- Niet online
:strip_icc():strip_exif()/u/46872/volume-s.jpg?f=community)
TPU hecht volgens mij wel prima aan PETG en/of PLA, dus je zou dat ook nog kunnen gebruiken als overgang, als secondelijm of constructie(bruis)lijm of polymax oid niet pakt op het flexibele en erg gladde TPU.Mday schreef op vrijdag 22 maart 2024 @ 16:20:
[...]
Ja, dan is de term 'gasket' de juiste, inderdaad.
[...]
Welk TPU heb je hiervoor gebruikt?
Voor wb de TPU lijmen: standaard prul gaat er niet op werken. Het zijn afgeronde delen onder een (klim)rek en de onderkant van een snijplank. De rubbertjes die verkrijgbaar zijn veel te groot (en lelijk)
Wbt lijmen trouwens nog een tip. Ik had veel moeite met het lijmen van PLA met secondelijm; zelfs na minutenlang aandrukken was het nog vloeibaar zonder hechting.
Ik las ergens dat het helpt om wat baking soda op één van de kanten te strooien. En inderdaad, werkt fantastisch! Het is wel wat geklieder en voor zichtwerk is dit geen mooie oplossing. Maar voor sommige dingen en prima oplossing
Ik las ergens dat het helpt om wat baking soda op één van de kanten te strooien. En inderdaad, werkt fantastisch! Het is wel wat geklieder en voor zichtwerk is dit geen mooie oplossing. Maar voor sommige dingen en prima oplossing
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Of gewoon even met je natte vinger er over vegen......(altijd bij de hand, pun intended)
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Nu was ik van plan de LED's in de kast van de P1S te gaan maken, met behulp van 'Printables", maar stoot daarbij weer op wat anders wat ik nog niet eerder heb gedaan: supports met support filament. Het plan gaat uit van PLA, met PLA support materiaal; dat heb ik bij de printer gekregen, dus geen probleem daar, maar de juiste grijze kleur voor het onderwerp heb ik alleen in ABS, waarvan ik al een paar rollen heb geprint (eSUN), dus dat wilde ik daarvoor gebruiken, maar bij het instellen daarvan kreeg ik een rode waarschuwing, dat ABS met PLA support niet gaat werken vanwege te grote temperatuur verschillen, dus dat gaan we niet doen,; een beetje geëxperimenteerd met PETG en pla support, en dat kon dus wel, alleen heb ik daarvan alleen (voldoende) glimmend zwart, niet zo mooi dus.
Nu heb ik ooit ergens eens iets gelezen dat het handig is om verschillende materialen te gebruiken, omdat dan het scheiden makkelijker is. Gaat dit ook op voor PETG en (gewone) PLA?
Goed ik denk dus dat ik uitkom op een bestelling voor grijze PLA, want zó warm wordt heter niet bovenin de printer kast?
En dan de meegeleverde pla support gebruiken? In de specificatie (zie plaatje hieronder) staat dat er ook 'gewone' pla gebruikt wordt, maar dat is dan alleen voor de raft/voet denk ik?
Onderin het plaatje: Support raft/base.
En dan gaat hij dat "support PLA" gebruiken voor de tree constructie?
Klopt dit allemaal zo'n beetje? Omdat dit gelijk wat grotere stukken zijn, wilde ik het eigenlijk gelijk goed doen, vandaar deze vragen 
:fill(white):strip_exif()/f/image/PZU7Lja5MwsKD6tdrECPkaSv.png?f=user_large)
Nu heb ik ooit ergens eens iets gelezen dat het handig is om verschillende materialen te gebruiken, omdat dan het scheiden makkelijker is. Gaat dit ook op voor PETG en (gewone) PLA?
Goed ik denk dus dat ik uitkom op een bestelling voor grijze PLA, want zó warm wordt heter niet bovenin de printer kast?
En dan de meegeleverde pla support gebruiken? In de specificatie (zie plaatje hieronder) staat dat er ook 'gewone' pla gebruikt wordt, maar dat is dan alleen voor de raft/voet denk ik?
Onderin het plaatje: Support raft/base.
En dan gaat hij dat "support PLA" gebruiken voor de tree constructie?
Klopt dit allemaal zo'n beetje? Omdat dit gelijk wat grotere stukken zijn, wilde ik het eigenlijk gelijk goed doen, vandaar deze vragen
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Die 2 hechten vrijwel niet, had een boekenlegger geprint van half pla en half petg (pla voor de kleur, petg voor de stevigere/buigbaardere eigenschap). Waren instant 2 half zo dikke boekenleggers geworden bij het loshalen van de plaat.Naalroc schreef op vrijdag 22 maart 2024 @ 22:06:
Nu heb ik ooit ergens eens iets gelezen dat het handig is om verschillende materialen te gebruiken, omdat dan het scheiden makkelijker is. Gaat dit ook op voor PETG en (gewone) PLA?
Ook petg als support gebruikt voor pla, hecht vrijwel niet maar daardoor ging het printen op elkaar ook niet helemaal perfect. Maar mogelijk lag dat aan mij (was de eerste en laatste keer dat ik dat deed).
Die rol pla support heb ik weg gedaan omdat ik de rol waar het op kwam nodig had, dus dat heb ik nooit getest
Moet zeggen dat support met PLA gewoon in dezelfde kleur vrijwel perfect weg breekt tot nu toe en dat ook het minste problemen heeft opgeleverd. Maar print weinig dingen die support nodig hebben.
[ Voor 10% gewijzigd door watercoolertje op 23-03-2024 08:14 ]
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Oeps
[ Voor 99% gewijzigd door watercoolertje op 23-03-2024 08:14 ]
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
Ik heb ook behoorlijk wat PETG geprint met supports. Gaat best prima. Tree supports hebben wel echt mijn voorkeur.
Trouwens, met een andere rol filament voor supports heb je wel veel filament changes en dus langere printduur en meer filament verspilling, toch?
Trouwens, met een andere rol filament voor supports heb je wel veel filament changes en dus langere printduur en meer filament verspilling, toch?
- MikeOO
- Registratie: Augustus 2007
- Laatst online: 06:48
Ik print voornamelijk PET-G en gebruik dan PLA als tussenlaag voor support en dat print juist zeer mooi op elkaar en komt zo los. Je komt het ook regelmatig tegen als oplossing om supports makkelijk los te krijgenwatercoolertje schreef op zaterdag 23 maart 2024 @ 08:12:
[...]
Die 2 hechten vrijwel niet, had een boekenlegger geprint van half pla en half petg (pla voor de kleur, petg voor de stevigere/buigbaardere eigenschap). Waren instant 2 half zo dikke boekenleggers geworden bij het loshalen van de plaat.
Ook petg als support gebruikt voor pla, hecht vrijwel niet maar daardoor ging het printen op elkaar ook niet helemaal perfect. Maar mogelijk lag dat aan mij (was de eerste en laatste keer dat ik dat deed).
Die rol pla support heb ik weg gedaan omdat ik de rol waar het op kwam nodig had, dus dat heb ik nooit getest
Moet zeggen dat support met PLA gewoon in dezelfde kleur vrijwel perfect weg breekt tot nu toe en dat ook het minste problemen heeft opgeleverd. Maar print weinig dingen die support nodig hebben.
Deze manier is juist erg handig als je bv een horizontale smalle gleuf in een object moet opvullen en je het obect niet anders kan printen.
Als je dat met hetzelfde materiaal doet dan krijg je de support er bijna niet uit, zeker omdat de gleuf erg smal is. Door een laagje PLA te gebruiken trek je het meestal zo eruit
Zo heb ik dit afgelopen week mogen ervaren en doe nu niet anders meer
Dus denk dat het probleem dus inderdaad meer aan iets anders ligt.
- MikeOO
- Registratie: Augustus 2007
- Laatst online: 06:48
Klopt, maar als alleen Support/raft interface gebruikt dan print hij alle support met hetzelfde materiaal en alleen paar tussenlagen met het andere materiaal / rol. Dan valt het aantal wissels op zich nog mee.sOid schreef op zaterdag 23 maart 2024 @ 09:02:
Ik heb ook behoorlijk wat PETG geprint met supports. Gaat best prima. Tree supports hebben wel echt mijn voorkeur.
Trouwens, met een andere rol filament voor supports heb je wel veel filament changes en dus langere printduur en meer filament verspilling, toch?
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Tenzij je een (soort) glijbaan maakt dan heb je bijna elke laag ergens support en moet ie ook elke laag wisselen.MikeOO schreef op zondag 24 maart 2024 @ 07:34:
[...]
Klopt, maar als alleen Support/raft interface gebruikt dan print hij alle support met hetzelfde materiaal en alleen paar tussenlagen met het andere materiaal / rol. Dan valt het aantal wissels op zich nog mee.
Ik print juist met PLA en gebruikte PETG als interface. Precies omgekeerd, kan door de temp misschien nog iets anders reageren misschien? Heatbed staat dan wel 30 tot 45 graden koeler en de temp in mijn printer zal dan ook wel wat lager liggen.Zo heb ik dit afgelopen week mogen ervaren en doe nu niet anders meer
Dus denk dat het probleem dus inderdaad meer aan iets anders ligt.
Het ging om z'n mario-pijp, die heeft rondom een heel dun stukje support nodig. Ik ga nog eens wat anders printen met die interface er tussen als test.
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Broodro0ster
- Registratie: September 2014
- Laatst online: 11:21
:strip_icc():strip_exif()/u/624591/crop5ed9fe469d156_cropped.jpeg?f=community)
Heb je de interface spacing en distance ook op 0 gezet? Dat is wel nodig want anders blijft het helemaal niet kleven en heb je toch nog lelijke overhangs.watercoolertje schreef op zondag 24 maart 2024 @ 07:58:
[...]
Tenzij je een (soort) glijbaan maakt dan heb je bijna elke laag ergens support en moet ie ook elke laag wisselen.
[...]
Ik print juist met PLA en gebruikte PETG als interface. Precies omgekeerd, kan door de temp misschien nog iets anders reageren misschien? Heatbed staat dan wel 30 tot 45 graden koeler en de temp in mijn printer zal dan ook wel wat lager liggen.
Het ging om z'n mario-pijp, die heeft rondom een heel dun stukje support nodig. Ik ga nog eens wat anders printen met die interface er tussen als test.
30x Jinko JKM380M-6RL3 (11.4kWp) 12x oost 90° - 18x west 270°, 45° incl. | Marstek Venus-E V2 + V3 | Vaillant Arotherm 75/5 | Zehnder ComfoAir Q450 | Tesla Model 3 Performance 2025
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Niet zelf maar zit eigenlijk nooit aan die settings bijna, dus daar ga ik de volgende keer wel op letten als ik een interface materiaal gebruik!Broodro0ster schreef op zondag 24 maart 2024 @ 13:29:
[...]
Heb je de interface spacing en distance ook op 0 gezet? Dat is wel nodig want anders blijft het helemaal niet kleven en heb je toch nog lelijke overhangs.
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Erebus1
- Registratie: December 2018
- Laatst online: 29-06 10:18
Iemand toevallig ervaring in zo iets te printen in 2D ?
Bestaat er een website waaruit ik plattegronds in SVG of STL formaat kan extracten ?
:strip_exif()/f/image/C9JKOVeKDmwoqpLIU3EnQexX.jpg?f=fotoalbum_large)
Bestaat er een website waaruit ik plattegronds in SVG of STL formaat kan extracten ?
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/C9JKOVeKDmwoqpLIU3EnQexX.jpg?f=user_large)
- Marco1994
- Registratie: Juli 2012
- Laatst online: 29-06 22:45
iet helemaal wat je zoekt. Maar kijk eens of je iets kunt met https://jthatch.com/Terrain2STL/Erebus1 schreef op maandag 25 maart 2024 @ 09:25:
Iemand toevallig ervaring in zo iets te printen in 2D ?
Bestaat er een website waaruit ik plattegronds in SVG of STL formaat kan extracten ?
[Afbeelding]
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
Eerste tpu print ging mis… ik vreesde voor een filamentbreuk maar de draad zat om de zelf geprinte zij spoelhouder gewikkeld en trok zichzelf strak. Uit de extruder kwam niks meer maar hij bleef wel eroverheen zweven alsof ie printte. Niet zo heel blij met dat zijspoelhouder omdat hij lager hangt dan de spoel achterop, waardoor hij moeite heeft met de spoel afrollen, vooral een hoekje om. Even kijken naar alternatieven. Voor nu, spoel handmatig afrollen omdat ie niet veel nodig heeft en zo nu en dan checken op knopen.
Voor de geïnteresseerde: ben dit aan het printen: https://makerworld.com/models/222808
Voor de geïnteresseerde: ben dit aan het printen: https://makerworld.com/models/222808
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Was dat misschien een (bijna) nieuwe rol? Dat heb ik ook wel gehad, maar dan met een kartonnen, niet een plastic type waar jij het (dacht ik) over hebt.
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Google maps icm snazzy maps, heb je geen hoogte (want niet 3D zoals je vraagt) en kan je de kleuren kiezen/beperken en teksten weg halen. Een screenshot daarvan kan je met hueforge omzetten, of online naar svg waarmee je dus zelf aan de slag kan in 3D software.Erebus1 schreef op maandag 25 maart 2024 @ 09:25:
Iemand toevallig ervaring in zo iets te printen in 2D ?
Bestaat er een website waaruit ik plattegronds in SVG of STL formaat kan extracten ?
[Afbeelding]
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- Gizz
- Registratie: Maart 2001
- Laatst online: 12:53
Dunder-Mifflin, Inc.
@Erebus1 zelf geen ervaring mee, maar ik zou het waarschijnlijk via Openstreetmap.org doen. Daar kun je exporteren naar osm, wat ook weer eenvoudig om te zetten is naar SVG en dergelijke.
edit: en hier een oude tutorial (2016 ) 3D printing OSM data
) 3D printing OSM data
edit 2: en hier van Prusa, How to print maps, terrains and landscapes on a 3D printer
edit 3: dit project van een universiteit lijkt ook interessant, willen het vooral makkelijker maken voor mensen om plattegronden te printen: 3D printing of maps by combining OpenStreetMap data and SRTM elevation data
edit: en hier een oude tutorial (2016
edit 2: en hier van Prusa, How to print maps, terrains and landscapes on a 3D printer
edit 3: dit project van een universiteit lijkt ook interessant, willen het vooral makkelijker maken voor mensen om plattegronden te printen: 3D printing of maps by combining OpenStreetMap data and SRTM elevation data
[ Voor 64% gewijzigd door Gizz op 25-03-2024 10:39 ]
Canon EOS 5Dm3 + 5D + 7D + 300D + 1000FN + EF 17-40 4L + EF 35 1.4L + EF 50 1.8 + EF 80-200 2.8L + 550EX
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
Ik gebruik deze om m'n spoel aan de zijkant te hangen. Samen met deze Y-Splitter.Mday schreef op maandag 25 maart 2024 @ 09:39:
Eerste tpu print ging mis… ik vreesde voor een filamentbreuk maar de draad zat om de zelf geprinte zij spoelhouder gewikkeld en trok zichzelf strak. Uit de extruder kwam niks meer maar hij bleef wel eroverheen zweven alsof ie printte. Niet zo heel blij met dat zijspoelhouder omdat hij lager hangt dan de spoel achterop, waardoor hij moeite heeft met de spoel afrollen, vooral een hoekje om. Even kijken naar alternatieven. Voor nu, spoel handmatig afrollen omdat ie niet veel nodig heeft en zo nu en dan checken op knopen.
Voor de geïnteresseerde: ben dit aan het printen: https://makerworld.com/models/222808
Die paar keer dat ik de zij-spoel heb gebruikt, werkte dit perfect.
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
Dank voor de reacties het is gelukt met de huidige spoel, en een groot deel van de tpu is prachtig geprint. Echter, de twee opstaande ‘vice grips’ printten nét op het laatste stukkie best wel crap. Ik zag dat de printkop de toren een beetje leek ‘mee te nemen’ waardoor het dus niet zo recht eruit ziet. Ik heb een nieuwe geprint, enkel, en toen was het probleem minder. En de laatste poging was op chamber fan 20%, maar ik zag geen verschil.
Links perfect halverwege de print, rechts beide pogingen. Alsof ie bij layer x bedenkt: nu ga ik lekker prutsen. Heel vreemd.
Edit Mh nu ben ik wel heel nieuwsgierig hoe hij print als ik dat ding verplaats naar één van de hoeken….
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/eeP2CRWIxwsmznlhUNDB0gE7.jpg?f=user_large) | :no_upscale():strip_icc():fill(white):strip_exif()/f/image/hJED5IZ8jstKoKhELmeWN8mf.jpg?f=user_large) |
Links perfect halverwege de print, rechts beide pogingen. Alsof ie bij layer x bedenkt: nu ga ik lekker prutsen. Heel vreemd.
Edit Mh nu ben ik wel heel nieuwsgierig hoe hij print als ik dat ding verplaats naar één van de hoeken….
[ Voor 3% gewijzigd door Mday op 25-03-2024 20:48 ]
@Mday Waarom print je dit niet plat op het bed?
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
:fill(white):strip_exif()/f/image/0xnsgWvpgsEfV8bumHpdJXpO.png?f=user_large)
Komt door de nopjes aan de onderkant, denk ik. Bambu studio wil hem ook niet plat printen.
Wat bijzonder is, ik heb hem nu rechtsonder geprint en het probleem is precies hetzelfde. Ik heb ook de aux fan (iets) lager gezet, dus icm de locatie lijkt het niet één of andere luchtstroom te zijn. Het is ook niet dat hij bij PLA hetzelfde doet, omdat ik de hele vice grip heb geprint en dat was nagenoeg feilloos. Zelfs een bout van 23 cm hoog was zga perfect.
Kijk, for what its worth vind ik dit dikke prima, het doet wat het moet doen en ik ga denk ik echt niet zoiets exotisch nóg groter/langer printen in TPU. Ben vooral wel nieuwsgierig wat dit nou veroorzaakt.
- Ischium
- Registratie: Juni 2023
- Niet online
Of is 'ie um niet
/u/1962112/crop6490d18f41632_cropped.png?f=community)
Als plat printen zoals @sOid zei niet gaat (anders had je dat denk ik wel gedaan), probeer er eens 2 wat verder uit elkaar staand tegelijk te printen. Dat helpt bij mij vaak als ik verticaal dunne objecten moet printen, geef je de lagen iets meer tijd om af tekoelen omdat de nozzle er niet steeds warmte overheen radiate.Mday schreef op maandag 25 maart 2024 @ 20:45:
Dank voor de reacties
[Afbeelding] [Afbeelding]
Links perfect halverwege de print, rechts beide pogingen. Alsof ie bij layer x bedenkt: nu ga ik lekker prutsen. Heel vreemd.
Edit Mh nu ben ik wel heel nieuwsgierig hoe hij print als ik dat ding verplaats naar één van de hoeken….
Edit: zie een nieuw plaatje bijgevoegd. Ik zou hem printen op de rechter zijkant met support vanaf de screenshot gezien als de tolerance niet te nauw is voor de dovetail.
[ Voor 4% gewijzigd door Ischium op 25-03-2024 23:49 ]
:strip_icc():strip_exif()/u/667360/crop5dfa0083962b3_cropped.jpeg?f=community)
De Mini is 50,- naar beneden gegaan zojuist. In combinatie met AMS lite 60,- zelfs.
Denk dat ze Creality een genadeklap willen geven
Heb sinds een klein maandje deze mini met AMS thuis en kan hem van harte aanbevelen!
Ik heb jaren een Ender gehad, dit was wel een fikse vooruitgang voor me zeg.
Zowel qua snelheid als kwaliteit komt mn goed onderhouden/gecalibreerde Ender niet in de buurt van dit monstertje.
Eén van mn prints op de mini:
/f/image/HZqhIPRM9zrXCxvg3dM5Mt40.webp?f=fotoalbum_large)
/f/image/f7pblAW8DLwrPzyEHO5mBD4I.webp?f=fotoalbum_large)
Denk dat ze Creality een genadeklap willen geven
Heb sinds een klein maandje deze mini met AMS thuis en kan hem van harte aanbevelen!
Ik heb jaren een Ender gehad, dit was wel een fikse vooruitgang voor me zeg.
Zowel qua snelheid als kwaliteit komt mn goed onderhouden/gecalibreerde Ender niet in de buurt van dit monstertje.
Eén van mn prints op de mini:
:no_upscale():fill(white):strip_exif()/f/image/HZqhIPRM9zrXCxvg3dM5Mt40.webp?f=user_large)
:no_upscale():fill(white):strip_exif()/f/image/f7pblAW8DLwrPzyEHO5mBD4I.webp?f=user_large)
[ Voor 14% gewijzigd door PepieNL op 26-03-2024 14:43 ]
- -Tim-
- Registratie: Januari 2006
- Laatst online: 30-06 18:05
Niet geraakt is altijd mis.
Ik zie het ook net! Zit al tijdje te wachten tot de Bambu Lab A1 weer beschikbaar is, maar die staat nu nog op mei als ETA...PepieNL schreef op dinsdag 26 maart 2024 @ 14:23:
De Mini is 50,- naar beneden gegaan zojuist. In combinatie met AMS lite 60,- zelfs.
Nu is de A1 mini Combo (with AMS lite) dus €436,21, exact dezelfde prijs als een standaard A1. Dan heb je dus een kleinere buildplate, maar wel meerdere kleuren. Is dat dan in grote lijnen de vergelijking tussen de twee?
Ik krijg van de support van Bambu het advies om een non-soap-based dishwashing detergent te gebruiken. Nu kan ik de woorden natuurlijk wel één voor één vertalen maar dan weet ik eerlijk gezegd nog niet waar ik de plate mee moet schoonmaken.
Weet iemand wat ik moet halen voor een non-soap-based dishwashing detergent?
Weet iemand wat ik moet halen voor een non-soap-based dishwashing detergent?
De A1 zijn bed kan tot op 100 graden verwarmd worden itt de mini met zijn 80 graden.-Tim- schreef op dinsdag 26 maart 2024 @ 16:47:
[...]
Ik zie het ook net! Zit al tijdje te wachten tot de Bambu Lab A1 weer beschikbaar is, maar die staat nu nog op mei als ETA...
Nu is de A1 mini Combo (with AMS lite) dus €436,21, exact dezelfde prijs als een standaard A1. Dan heb je dus een kleinere buildplate, maar wel meerdere kleuren. Is dat dan in grote lijnen de vergelijking tussen de twee?
Los van de buildplate die natuurlijk groter is zijn er verder geen praktische verschillen meen ik.
Ik wilde ook een A1 in eerste instantie maar krijg een beetje jeuk van een product met een recall actie.
Ja ze lijken het zeer netjes op te lossen bij bambu maar toch...
Toen met een meetlint langs de meeste prints gelopen van me en die vielen allemaal onder de 180*180.
Ik heb wat grotere projecten die destijds in meerdere delen geprint zijn en samengevoegd met lijm maar ook die delen passen op de mini.
Kortom, zag geen reden om maanden te wachten op de A1..
Daarnaast is de mini stiller (kortere assen) en ietsje zuiniger (kleiner bed).. win-win dus.
Ik had destijds wat kortingcodes waardoor ik de combo set genomen heb (ondanks dat ik dacht geen multicolor nodig te hebben) voor maar 100,- extra.
Voor dat geld wilde ik het wel eens meemaken.
Ik ben erg te spreken over multicolor prints en blij dat ik de stap gemaakt heb nu, ik gebruik het vooral voor prints rond huis en kadootjes voor familie/vrienden.
Het voegt enorm veel toe aan je prints in looks.
Ook voegt het helaas ook extra tijd toe en veel afval door wisselen van filament dus per print even bedenken hoe je ze sliced om zo economisch mogelijk uit te komen qua tijd en materiaal.
Voor m'n primair gebruik print ik geen multicolor.
Ik print graag modellen voor diorama's. Dus ik bewerk ze na en ga dan lekker schilderen enzo, dat is voor mij de hobby.
Ik heb nu meer tijd voor die hobby omdat deze bambu niet of nauwelijks tijd vraagt voor onderhoud en calibraties.
De prints hebben aanzienlijk lagere layerlines tov m'n ender en dat scheelt ook weer 'werk' in opknappen. Dat de prints dan door de dunne layerlines (0,04mm met een 0,2mm nozzle of 0,08mm met een 0,4mm nozzle) weer wat langer duren wordt grotendeels alweer goed gemaakt door de snelheid van dat ding tov m'n oude Ender.
Dreft werkt prima op mn Smooth plateerikafoort schreef op woensdag 27 maart 2024 @ 05:52:
Ik krijg van de support van Bambu het advies om een non-soap-based dishwashing detergent te gebruiken. Nu kan ik de woorden natuurlijk wel één voor één vertalen maar dan weet ik eerlijk gezegd nog niet waar ik de plate mee moet schoonmaken.
Weet iemand wat ik moet halen voor een non-soap-based dishwashing detergent?
[ Voor 15% gewijzigd door PepieNL op 27-03-2024 08:28 ]
- MikeOO
- Registratie: Augustus 2007
- Laatst online: 06:48
Ik gebruik het meest simpele afwasmiddel. Smeer de plaat daarmee goed in met beetje water en dan goed afspoelen met heet water en even met je hand of schone borstel wat extra boenen zodat er niets achterblijft.erikafoort schreef op woensdag 27 maart 2024 @ 05:52:
Ik krijg van de support van Bambu het advies om een non-soap-based dishwashing detergent te gebruiken. Nu kan ik de woorden natuurlijk wel één voor één vertalen maar dan weet ik eerlijk gezegd nog niet waar ik de plate mee moet schoonmaken.
Weet iemand wat ik moet halen voor een non-soap-based dishwashing detergent?
Afdrogen en klaar.
Zo doe ik het al jaren met voorheen Ender 3 en nu Bambu XC1 en werkt uitstekend
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
afwasmiddel zonder zeeperikafoort schreef op woensdag 27 maart 2024 @ 05:52:
Ik krijg van de support van Bambu het advies om een non-soap-based dishwashing detergent te gebruiken. Nu kan ik de woorden natuurlijk wel één voor één vertalen maar dan weet ik eerlijk gezegd nog niet waar ik de plate mee moet schoonmaken.
Weet iemand wat ik moet halen voor een non-soap-based dishwashing detergent?
Bing
:strip_exif()/u/73426/MMM4.gif?f=community)
![[Afbeelding]](https://tweakers.net/i/nH5E47hMlAdIy-EpiY331axZby0=/full-fit-in/4920x3264/filters:max_bytes(3145728):no_upscale():strip_icc():fill(white):strip_exif()/f/image/x3WYxbQliOIxySVGAJXVI4MI.jpg?f=user_large){kind=link}
![[Afbeelding]](https://tweakers.net/i/Ai_gc7kESwcAEz3ZDpjBZZcQgsQ=/full-fit-in/4920x3264/filters:max_bytes(3145728):no_upscale():strip_icc():fill(white):strip_exif()/f/image/iy8sFj3qtuq691qLq7RKpZ1y.jpg?f=user_large){kind=link}
![[Afbeelding]](https://tweakers.net/i/AR5fsCwx9ks1m9FgTjr_Ht9b0qs=/full-fit-in/4920x3264/filters:max_bytes(3145728):no_upscale():strip_icc():fill(white):strip_exif()/f/image/5oX9NQokvfl9gQer9Tl3ROeU.jpg?f=user_large){kind=link}
{kind=link}
Bedankt. Maar is bijvoorbeeld dreft dat dan ook? (die komt niet voor voren als ik zoek op afwasmiddel zonder zeep.
Iets van een merk/type zou mij echt helpen.
- mphilipp
- Registratie: Juni 2003
- Laatst online: 13:37
Romanes eunt domus
Niet zo moeilijk maken: gewoon afwasmiddel. Klaar. Dreft, Lidl huismerk, allemaal goed. Afwassen, spoelen, drogen en klaar.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Volgens mij gebruikt niemand dat, en heeft niemand daar een antwoord voor liggen.erikafoort schreef op woensdag 27 maart 2024 @ 10:17:
[...]
Bedankt. Maar is bijvoorbeeld dreft dat dan ook? (die komt niet voor voren als ik zoek op afwasmiddel zonder zeep.
Iets van een merk/type zou mij echt helpen.
Je zult als je perse zeepvrij wilt dus vooral zelf (beter) moeten zoeken of het advies om gewoon dreft (of welk afwasmiddel dan ook) gebruiken accepteren. Want dat laatste is wat we hier allemaal wel weten, dat het afwasmiddel met zeep gewoon (heel) goed werkt.
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
Als dit de toon moet zijn waarop we elkaar kunnen helpen dan heel erg bedankt.watercoolertje schreef op woensdag 27 maart 2024 @ 10:34:
[...]
Volgens mij gebruikt niemand dat, en heeft niemand daar een antwoord voor liggen.
Je zult als je perse zeepvrij wilt dus vooral zelf (beter) moeten zoeken of het advies om gewoon dreft (of welk afwasmiddel dan ook) gebruiken accepteren. Want dat laatste is wat we hier allemaal wel weten, dat het afwasmiddel met zeep gewoon (heel) goed werkt.
- watercoolertje
- Registratie: Januari 2008
- Laatst online: 13:36
Untertitel
Verkeerde been uit bed gestapt? Volgens mij zeg ik gewoon op een normale manier dat we het antwoord niet weten en je dus of de gegeven adviezen moet aannemen of het zelf beter uit moet zoeken.erikafoort schreef op woensdag 27 maart 2024 @ 11:30:
[...]
Als dit de toon moet zijn waarop we elkaar kunnen helpen dan heel erg bedankt.
Wat verwacht je nu dat wij voor jou aan het werk gaan om het voor jou uit te zoeken ofso? En anders ben je boos dat we je niet (kunnen maar wel proberen te) helpen?
[ Voor 7% gewijzigd door watercoolertje op 27-03-2024 11:53 ]
(16 x 300Wp) 4800Wp + (sinds 14 feb 2023) (7 x 405Wp) 2835Wp = 7635Wp @Zuid op 4.5kW omvormer
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
Geen idee of Dreft geen zeep bevat, maar tot nu toe is het wél perfect gebleken bij mij.erikafoort schreef op woensdag 27 maart 2024 @ 10:17:
[...]
Bedankt. Maar is bijvoorbeeld dreft dat dan ook? (die komt niet voor voren als ik zoek op afwasmiddel zonder zeep.
Iets van een merk/type zou mij echt helpen.
Ikzelf heb dan wel slechte ervaringen met niet-Dreft producten, dus dat verschilt blijkbaar heel erg.
- BM
- Registratie: September 2001
- Nu online
Admin Softe Goederen
Even schaamteloos mezelf quotenBM schreef op zaterdag 16 maart 2024 @ 11:35:
Praktisch vraagje
Ik probeer een dingetje te printen waar wat tekst op staat, helemaal prima, werkt als een malle.
Totdat de tekst letters bevat met puntjes er boven (i en j dus). Deze zijn te klein, en worden door de slicer dus weggemoffeld.
Zie:[Afbeelding]
Ik moet de Wall Generator al op Arachne zetten om de letters uberhaupt geprint te krijgen, Classic kan daar al helemaal niks meer mee, maar de puntjes zijn dus nog wel een dingetje. De puntjes zijn overigens daadwerkelijk smaller dan de nozzle (0,35mm zo ongeveer). Ik kan er uiteraard een 0.2 nozzle inzetten, maar dan gaat de printtijd van 00:32 naar 1:40, en aangezien ik er uiteindelijk best een aantal nodig heb doe ik dat liever niet
![[Afbeelding]](https://tweakers.net/i/ZNz71S3MX0ntVyYI1KFdeLnF6M0=/full-fit-in/4000x4000/filters:no_upscale():fill(white):strip_exif()/f/image/AhkbcvExsV94XpenmTnZ0Hxu.png?f=user_large){kind=link}
Heb alle voorgestelde opties geprobeerd, en uiteindelijk besloten toch maar 'gewoon' een 0.2 nozzle erin te zetten. Ja, duurde stuk langer, maar er konden er 6 op een plaat, en met 4 plaatjes was ik er uiteindelijk ook
Xbox
Even the dark has a silver lining
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
Even inhakend op het zeep verhaal, print al een jaar of twee op een andere printer en heb altijd isopropanol om mijn pei plaat schoon te maken voor ik print.
Deze week komt mijn X1 binnen met oa een pei plaat. Neem aan dat ik op dezelfde manier verder kan gaan.....
Deze week komt mijn X1 binnen met oa een pei plaat. Neem aan dat ik op dezelfde manier verder kan gaan.....
Bing
- smoken
- Registratie: Juni 2001
- Laatst online: 19-06 10:37
nopebing69 schreef op woensdag 27 maart 2024 @ 13:50:
Even inhakend op het zeep verhaal, print al een jaar of twee op een andere printer en heb altijd isopropanol om mijn pei plaat schoon te maken voor ik print.
Deze week komt mijn X1 binnen met oa een pei plaat. Neem aan dat ik op dezelfde manier verder kan gaan.....
Afwasmiddel, warm water, schuurspons, schone handdoek
Verder niets
Ik pleur die buildplates altijd gewoon in de vaatwasser (Oke grapje, maar zou volgens mij prima moeten kunnen.)
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
Maar gebruiken jullie dan ook lijm of zo??smoken schreef op woensdag 27 maart 2024 @ 13:52:
[...]
nope
Afwasmiddel, warm water, schuurspons, schone handdoek
Verder niets
Bing
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
Alleen bij exotische materialen. Verder pak ik altijd de PEI Textured (de zwarte, dubbelzijdige, hebben ze niet meer), PLA & PETG hebben daar geen lijm op nodig.
Nog nooit. Ik heb de smooth PEI high temp sheet en textured PEI sheets (de gouden) in een X1C. ABS laat niet super makkelijk los op de smooth PEI, PLA moet ik oppassen dat de sheet echt super schoon is. ABS met die textured PEI sheet is echt een droom om te printen. Plakt als de ziekte zolang die plaat warm is, en zodra die koud is, is de print los zonder vervormen.
Ik had standaard 3dLAC nodig op mn Ender zn glasplaat maar de Bambu heeft het niet nodig met die PEI plates.
Zowel de textured als smooth plate houdt het PLA goed vast tot het afkoelt.
Laatst zelfs een rummicub pootje rechtop geprint, ging hartstikke goed met een brim via de slicer eromheen.
(je schijnt met 'lijm' zelfs je plates mee te kunnen verknallen begreep ik..)
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
Vandaag de X1 Carbon binnen gekregen. Werd standaard met de goudkleurige peiplaat geleverd. Had ook een extra besteld. Gelijk 4 printjes gemaakt, perfect!! Morgen de eerste grote, ben benieuwd….
Bing
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
Zoals gezegd vanmiddag vier printjes gemaakt en viel me op dat voor hij begint slechts eerst een lijntje print. Meen dat hij eerst vier lijntjes print en de ldar scanner kijkt welke het beste is klopt dat of moet je dat ergens apart aanzetten?
Bing
- Ischium
- Registratie: Juni 2023
- Niet online
Of is 'ie um niet
Als je een print start krijg hoor je de optie te krijgen of je wil bedlevelen, timelapse, etc. Een van die opties is Flow Calibration, die moet je aan vinken.bing69 schreef op donderdag 28 maart 2024 @ 22:02:
Zoals gezegd vanmiddag vier printjes gemaakt en viel me op dat voor hij begint slechts eerst een lijntje print. Meen dat hij eerst vier lijntjes print en de ldar scanner kijkt welke het beste is klopt dat of moet je dat ergens apart aanzetten?
Edit: Dit schermpje
:fill(white):strip_exif()/f/image/jspMf7V7OXYPEkyH1qY1Las7.png?f=user_large)
[ Voor 17% gewijzigd door Ischium op 28-03-2024 23:01 ]
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
Soort van, in BS krijg je een scherm wanneer je de print naar de printer stuurt. Daar kan je dat aanvinken. Deze:bing69 schreef op donderdag 28 maart 2024 @ 22:02:
Zoals gezegd vanmiddag vier printjes gemaakt en viel me op dat voor hij begint slechts eerst een lijntje print. Meen dat hij eerst vier lijntjes print en de ldar scanner kijkt welke het beste is klopt dat of moet je dat ergens apart aanzetten?
:fill(white):strip_exif()/f/image/LRVryAeFfiWQtX3HWGWJeCHK.png?f=user_large)
Aan het einde van een ABS print liep de extruder vast. Er kwam dus geen filament meer uit, vermoedelijk omdat de nozzle verstopt zit.
Ik heb na wat googelen de nozzle handmatig opgewarmd, de ptfe-tube losgekoppeld en wat PLA filament (groen) erin gestopt. Er kwam een dun lijntje ABS filament (zwart) uit, maar liep vervolgens weer vast.
Intussen heb ik een andere nozzle geïnstalleerd, maar ik zou deze natuurlijk graag weer willen hergebruiken. Kan ik dit nog schoon krijgen? Zo ja, hoe?
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/b4WrShVnKK7VDBb9lb2syPTP.jpg?f=user_large)
Ik heb na wat googelen de nozzle handmatig opgewarmd, de ptfe-tube losgekoppeld en wat PLA filament (groen) erin gestopt. Er kwam een dun lijntje ABS filament (zwart) uit, maar liep vervolgens weer vast.
Intussen heb ik een andere nozzle geïnstalleerd, maar ik zou deze natuurlijk graag weer willen hergebruiken. Kan ik dit nog schoon krijgen? Zo ja, hoe?
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Dat heb ik een week of 2 geleden ook gehad, en beschreven hier, even terugzoeken...sOid schreef op vrijdag 29 maart 2024 @ 10:27:
Intussen heb ik een andere nozzle geïnstalleerd, maar ik zou deze natuurlijk graag weer willen hergebruiken. Kan ik dit nog schoon krijgen? Zo ja, hoe?
Edit: gedaan: kijk hier maar eens en gruwel: Naalroc in "Bambu Lab 3D Printers"
[ Voor 13% gewijzigd door Naalroc op 29-03-2024 10:43 ]
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- Broodro0ster
- Registratie: September 2014
- Laatst online: 11:21
Doe eens een coldpull. Eigenlijk wat je zonet deed, maar je laat de nozzle afkoelen en rond de 120°C trek je het filament er uit. Dan pak je normaal gezien mee wat er vast zit in de nozzle.sOid schreef op vrijdag 29 maart 2024 @ 10:27:
Aan het einde van een ABS print liep de extruder vast. Er kwam dus geen filament meer uit, vermoedelijk omdat de nozzle verstopt zit.
Ik heb na wat googelen de nozzle handmatig opgewarmd, de ptfe-tube losgekoppeld en wat PLA filament (groen) erin gestopt. Er kwam een dun lijntje ABS filament (zwart) uit, maar liep vervolgens weer vast.
Intussen heb ik een andere nozzle geïnstalleerd, maar ik zou deze natuurlijk graag weer willen hergebruiken. Kan ik dit nog schoon krijgen? Zo ja, hoe?
[Afbeelding]
EDIT: doe gerust een stuk of 3 coldpulls na elkaar om zeker te zijn dat alles mee is. Met wit filament kan je goe zien er iets inhangt dat je er uit getrokken hebt.
[ Voor 7% gewijzigd door Broodro0ster op 29-03-2024 11:07 ]
30x Jinko JKM380M-6RL3 (11.4kWp) 12x oost 90° - 18x west 270°, 45° incl. | Marstek Venus-E V2 + V3 | Vaillant Arotherm 75/5 | Zehnder ComfoAir Q450 | Tesla Model 3 Performance 2025
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Hier een onderdeeltje dat ik maar niet goed kan krijgen: Bambu ABS nozzle 270°, bed 90°, partfan gaat automatisch aan en varieert steeds tussen de 50 en 70% met een korte uitschieter naar 80%, andere fans uit, Normale support voor het uitstekende ronde deel, wat steeds los komt van de support, en opkrult.
Er komt ergens teveel htte in lijkt het, maar die warmte heeft hij gewoon nodig, andere onderdelen komen er op dezelfde plaat goed uit, en de rest van dit deel dus ook.
Enig idee?
:strip_exif()/f/image/Ivs1hPUvZFU2wluoxDlc6KbS.jpg?f=fotoalbum_large)
Er komt ergens teveel htte in lijkt het, maar die warmte heeft hij gewoon nodig, andere onderdelen komen er op dezelfde plaat goed uit, en de rest van dit deel dus ook.
Enig idee?
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/Ivs1hPUvZFU2wluoxDlc6KbS.jpg?f=user_large)
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
@Naalroc Of teveel koeling op die kant van het onderdeel?
Ik zou hem denk ik rechtop printen, met het ronde gat op de plaat.
Heb een soortgelijk deel laatst zo ontworpen en geprint, geen support nodig.
:fill(white):strip_exif()/f/image/TWIN7Q8vHwwPydrJep87PKBt.png?f=user_large)
Ik zou hem denk ik rechtop printen, met het ronde gat op de plaat.
Heb een soortgelijk deel laatst zo ontworpen en geprint, geen support nodig.
- Broodro0ster
- Registratie: September 2014
- Laatst online: 11:21
Ik zou hem ook rechtopstaand printen. Evt. met een support interface die niet kleeft aan ABS, maar ik heb nog niet getest welke materialen dat zijn.
30x Jinko JKM380M-6RL3 (11.4kWp) 12x oost 90° - 18x west 270°, 45° incl. | Marstek Venus-E V2 + V3 | Vaillant Arotherm 75/5 | Zehnder ComfoAir Q450 | Tesla Model 3 Performance 2025
- mphilipp
- Registratie: Juni 2003
- Laatst online: 13:37
Romanes eunt domus
Zo is ie alleen niet heel erg sterk. Waar je de verbinding maakt (met een asje door die gaatjes) kan ie heel makkelijk afbreken als er wat kracht op komt omdat de lagen horizontaal en dus met de richting van de krachten meegaan. Als je 'm plat legt, moet de laag zelf breken ipv rekenen op layer adhesion.jj85 schreef op vrijdag 29 maart 2024 @ 15:04:
Ik zou hem denk ik rechtop printen, met het ronde gat op de plaat.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- delorean7
- Registratie: Februari 2000
- Laatst online: 29-06 20:09
Let's take the Aston toni
:strip_icc():strip_exif()/u/2701/Aston-Martin-V8_Vantage_2s.jpg?f=community)
Back in business! Bambu heeft zich netjes gehouden aan de beloofde bezorg datum.
:strip_exif()/f/image/qUivH2ydTYxv7bYx9oAdY8nm.jpg?f=fotoalbum_large)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/qUivH2ydTYxv7bYx9oAdY8nm.jpg?f=user_large)
- Broodro0ster
- Registratie: September 2014
- Laatst online: 11:21
Maar met een krom asje kom je natuurlijk ook niet ver. Met ABS zal het moeilijk zijn om op supports een ronde as te printen die niet gaat warpen.mphilipp schreef op vrijdag 29 maart 2024 @ 15:49:
[...]
Zo is ie alleen niet heel erg sterk. Waar je de verbinding maakt (met een asje door die gaatjes) kan ie heel makkelijk afbreken als er wat kracht op komt omdat de lagen horizontaal en dus met de richting van de krachten meegaan. Als je 'm plat legt, moet de laag zelf breken ipv rekenen op layer adhesion.
Onder een hoek van 45° is evt. ook nog een optie.
Maar allemaal lastig te zeggen zonder te weten waarvoor het gebruikt zal worden. Ikzelf heb een paar Go Pro mounts geprint rechtop geprint die er zo uitzien en die breken niet met 3 perimeters.
30x Jinko JKM380M-6RL3 (11.4kWp) 12x oost 90° - 18x west 270°, 45° incl. | Marstek Venus-E V2 + V3 | Vaillant Arotherm 75/5 | Zehnder ComfoAir Q450 | Tesla Model 3 Performance 2025
- mphilipp
- Registratie: Juni 2003
- Laatst online: 13:37
Romanes eunt domus
Misschien kan 1 van de kanten zonder zo'n schuin kantje (chamfer?) Dan kan je 'm op die kant leggen. Zomaar een idee.Broodro0ster schreef op vrijdag 29 maart 2024 @ 16:47:
[...]
Maar met een krom asje kom je natuurlijk ook niet ver. Met ABS zal het moeilijk zijn om op supports een ronde as te printen die niet gaat warpen.
Onder een hoek van 45° is evt. ook nog een optie.
Ik kan zelf helemaal niet (goed) 3D ontwerpen, maar ik weet dat er allerlei technieken en truukjes zijn om te zorgen dat je een ontwerp zodanig kunt maken dat het sterk is én makkelijk te printen.
Is er niet wat te rommelen met de instellingen van de supports, dat ze makkelijker te verwijderen zijn? Je kunt ook ontwerpen met ingebouwde supports. Die laat je dan niet genereren, maar ontwerp je zelf erin. Ik heb wel eens van die dingen geprint en dat zat heel mooi in elkaar. Volgens mij wel advanced 3D design skills.
Mac Mini M4Pro | MS Surface Pro 9 | Canon 1Dx III | Bambu Lab H2C | BMW K1600 GTL
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Veel reacties, met als antwoord: nee, ik heb dat cilindrische stuk nodig, het moet ín een aluminium buis passen. Ik heb de andere kant (van die buis) wèl zo gemaakt, en idd rechtop geprint, met een flessehals verloop naar de vierkante plaat, zoals hierboven getoond door @jj85 waaraan de 'oren' zitten, en die print prima.
Het is ook niet de oriëntatie op de PEI plaat, die heb ik al eens verdraait.
Het vreemde vind ik dat de fan draait, en varieert in toerental, waarom dat zo moet zijn? Ik heb hem ook al eens terug gezet naar nul, maar bij de volgende laag krijgt hij dus weer nieuwe instructies om te gaan draaien.
Ik heb al wel gespeeld met supports, maar bij een 'tree' gaat hij heel veel supports neerzetten, en ook de gaten bv ondersteunen, en ook bomen bouwen bij andere onderdelen, waar dit allemaal niet nodig is, dus teruggevallen op de standaard support, die hij dus helemaal niet gebruikt, want hij krult er van af.
Als ik hem anders-om print, dan krijg ik weer te maken met supports tussen de vork, die mogelijk lastig te verwijderen zijn, maar ik denk dat ik dat maar ga proberen, een klein platkantje op het einde van de vork mag wel, samen met een passende Brim...
Maar ik blijf het een beetje onverteerbaar vinden, waarom dat stukje 'buis' gat opkrullen. Bedankt voor het mee denken.
Het is ook niet de oriëntatie op de PEI plaat, die heb ik al eens verdraait.
Het vreemde vind ik dat de fan draait, en varieert in toerental, waarom dat zo moet zijn? Ik heb hem ook al eens terug gezet naar nul, maar bij de volgende laag krijgt hij dus weer nieuwe instructies om te gaan draaien.
Ik heb al wel gespeeld met supports, maar bij een 'tree' gaat hij heel veel supports neerzetten, en ook de gaten bv ondersteunen, en ook bomen bouwen bij andere onderdelen, waar dit allemaal niet nodig is, dus teruggevallen op de standaard support, die hij dus helemaal niet gebruikt, want hij krult er van af.
Als ik hem anders-om print, dan krijg ik weer te maken met supports tussen de vork, die mogelijk lastig te verwijderen zijn, maar ik denk dat ik dat maar ga proberen, een klein platkantje op het einde van de vork mag wel, samen met een passende Brim...
Maar ik blijf het een beetje onverteerbaar vinden, waarom dat stukje 'buis' gat opkrullen. Bedankt voor het mee denken.
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
Wat het moet worden? een 1:14 model van dit onderdeel van een hijskraan, op de foto dus links - onder.
/f/image/S07pvlDv2BT7HYvhNkKhnHkG.png?f=fotoalbum_large)
en dit is de kraan, geheel 3D geprint, nu bezig met wat details.
:fill(white):strip_exif()/f/image/sHIVtqXGcYYeHP7icGE4tzYl.png?f=user_large)
:fill(white):strip_exif()/f/image/S07pvlDv2BT7HYvhNkKhnHkG.png?f=user_large)
en dit is de kraan, geheel 3D geprint, nu bezig met wat details.
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- smoken
- Registratie: Juni 2001
- Laatst online: 19-06 10:37
Glansspoelmiddel en zout op PEI lijken me echter niet zo'n geweldige combinatie ...sOid schreef op woensdag 27 maart 2024 @ 13:52:
Ik pleur die buildplates altijd gewoon in de vaatwasser
- Broodro0ster
- Registratie: September 2014
- Laatst online: 11:21
Die fan gaat aan voor de overhangs.Naalroc schreef op vrijdag 29 maart 2024 @ 18:11:
Veel reacties, met als antwoord: nee, ik heb dat cilindrische stuk nodig, het moet ín een aluminium buis passen. Ik heb de andere kant (van die buis) wèl zo gemaakt, en idd rechtop geprint, met een flessehals verloop naar de vierkante plaat, zoals hierboven getoond door @jj85 waaraan de 'oren' zitten, en die print prima.
Het is ook niet de oriëntatie op de PEI plaat, die heb ik al eens verdraait.
Het vreemde vind ik dat de fan draait, en varieert in toerental, waarom dat zo moet zijn? Ik heb hem ook al eens terug gezet naar nul, maar bij de volgende laag krijgt hij dus weer nieuwe instructies om te gaan draaien.
Ik heb al wel gespeeld met supports, maar bij een 'tree' gaat hij heel veel supports neerzetten, en ook de gaten bv ondersteunen, en ook bomen bouwen bij andere onderdelen, waar dit allemaal niet nodig is, dus teruggevallen op de standaard support, die hij dus helemaal niet gebruikt, want hij krult er van af.
Als ik hem anders-om print, dan krijg ik weer te maken met supports tussen de vork, die mogelijk lastig te verwijderen zijn, maar ik denk dat ik dat maar ga proberen, een klein platkantje op het einde van de vork mag wel, samen met een passende Brim...
Maar ik blijf het een beetje onverteerbaar vinden, waarom dat stukje 'buis' gat opkrullen. Bedankt voor het mee denken.
Ik zou jouw model rechtopstaand printen en overhang fanspeed wat omlaag doen.
30x Jinko JKM380M-6RL3 (11.4kWp) 12x oost 90° - 18x west 270°, 45° incl. | Marstek Venus-E V2 + V3 | Vaillant Arotherm 75/5 | Zehnder ComfoAir Q450 | Tesla Model 3 Performance 2025
- Naalroc
- Registratie: Maart 2009
- Laatst online: 08:46
We zijn er bijna....
:fill(white):strip_exif()/f/image/8kBuWYjS8Fh92KuzSJKGqHlf.png?f=user_large)
Edit: model met de vork kwam er goed uit, en de standaard support was heel eenvoudig te verwijderen. En dat platte kantje, even een fijn schuurpapiertje er over en klaar...
Edit: model met de vork kwam er goed uit, en de standaard support was heel eenvoudig te verwijderen. En dat platte kantje, even een fijn schuurpapiertje er over en klaar...
[ Voor 29% gewijzigd door Naalroc op 29-03-2024 20:35 ]
14kW ZubadanPUHZ-SHW140YHA+ERSC-VM2C, 200L boiler , 200L buffer, sinds 8/2018, gasloos
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
Zoals gezegd afgelopen week mijn X1 binnen gekregen. Nu zie ik in de AMS binnen achter in een klepje waaronder in het plastic iets wits zie (lijkt een doekje of zo) weet iemand wat dit is???:strip_exif()/f/image/ZA7nfyRWvKYrULF5V22cmCv3.jpg?f=fotoalbum_large)
:strip_exif()/f/image/okBSVcEZB7gl1RpKMcX3PP7h.jpg?f=fotoalbum_large)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/ZA7nfyRWvKYrULF5V22cmCv3.jpg?f=user_large)
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/okBSVcEZB7gl1RpKMcX3PP7h.jpg?f=user_large)
Bing
- Beekforel
- Registratie: November 2001
- Laatst online: 13:56
Is eigenlijk geen vis
@bing69 de unboxing niet gevolgd?
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
Handleidingen; Niet alleen omdat we bomen haten
Dat zijn de dessicant zakjesbing69 schreef op zondag 31 maart 2024 @ 08:44:
Zoals gezegd afgelopen week mijn X1 binnen gekregen. Nu zie ik in de AMS binnen achter in een klepje waaronder in het plastic iets wits zie (lijkt een doekje of zo) weet iemand wat dit is???[Afbeelding]
[Afbeelding]
- bing69
- Registratie: December 2000
- Laatst online: 28-06 14:28
Blijkbaar niet, ben wel al twee dagen constant aan het printen.
Bing
- Mday
- Registratie: December 2006
- Laatst online: 16-06 15:47
Dude, letterlijk onder het kopje ‘first print’…bing69 schreef op zondag 31 maart 2024 @ 09:56:
[...]
Blijkbaar niet, ben wel al twee dagen constant aan het printen.
:no_upscale():strip_icc():fill(white):strip_exif()/f/image/VZQRPckyK9cKR3BZQP1usVYX.jpg?f=user_large)
- Snuffelke
- Registratie: Juli 2014
- Laatst online: 30-06 16:04
Heeft er iemand een idee wat het onderstaande zou kunnen veroorzaken?
Bambulab X1C, ik heb al redelijk veel Hueforges geprint. Nu zeer vaak enkel jams op de 0.08mm laag.
Ik heb nog altijd een perfecte 1ste laag maar die is op 0.16mm geprint.
Andere prints op grotere layer height zijn geen probleem enkel bij de 0.08mm laag en dan heb ik ook zeer veel stringing. Moeilijk te horen met de fans maar volgens mij klikt het dan heel stilletjes.
Als ik er naar kijk begint hij vaak nog heel fijn te printen maar dan is er een jam, temperatuur verhogen voor pla naar 240 en dan lukt het vaak wel terug maar dat is geen oplossing.
Ik heb er echt tientallen geprint met deze instelling zonder probleem, ik vrees door de vele retracties dat het mss wat uitgesleten is.
Wat heb ik getest, snelheid, andere filament, filament laten drogen, andere software om te slicen. Met en zonder de AMS, ook alle ingebouwde testen geen verschil.
Ik heb heel de extruder nakeken maar ik zie niet direct iets. Ik veronderstel zeker geen verstropte nozzle omdat grote layer prints geen enkel probleem zijn. ik print enkel pla en petg en het is een hardend steel.
Heb op regedit wel iemand gevonden die blijkt de melden dat het gele tandwielen kan slijten.
Bambulab X1C, ik heb al redelijk veel Hueforges geprint. Nu zeer vaak enkel jams op de 0.08mm laag.
Ik heb nog altijd een perfecte 1ste laag maar die is op 0.16mm geprint.
Andere prints op grotere layer height zijn geen probleem enkel bij de 0.08mm laag en dan heb ik ook zeer veel stringing. Moeilijk te horen met de fans maar volgens mij klikt het dan heel stilletjes.
Als ik er naar kijk begint hij vaak nog heel fijn te printen maar dan is er een jam, temperatuur verhogen voor pla naar 240 en dan lukt het vaak wel terug maar dat is geen oplossing.
Ik heb er echt tientallen geprint met deze instelling zonder probleem, ik vrees door de vele retracties dat het mss wat uitgesleten is.
Wat heb ik getest, snelheid, andere filament, filament laten drogen, andere software om te slicen. Met en zonder de AMS, ook alle ingebouwde testen geen verschil.
Ik heb heel de extruder nakeken maar ik zie niet direct iets. Ik veronderstel zeker geen verstropte nozzle omdat grote layer prints geen enkel probleem zijn. ik print enkel pla en petg en het is een hardend steel.
Heb op regedit wel iemand gevonden die blijkt de melden dat het gele tandwielen kan slijten.
- MC Taz Man
- Registratie: Oktober 2003
- Laatst online: 30-06 22:06
Als je een X1c hebt, is slijtage hoogst waarschijnlijk niet een probleem. Dit klinkt meer alsof je filament gewoon niet goed is. Zeldzaam, maar het kan gebeuren dat filament later op de rol een stuk slechter is dan eerder op de rol.Snuffelke schreef op zondag 31 maart 2024 @ 18:08:
Heeft er iemand een idee wat het onderstaande zou kunnen veroorzaken?
Bamulab X1C, ik heb al redelijk veel Hueforges geprint. Nu zeer vaak enkel jams op de 0.08mm laag.
Ik heb nog altijd een perfecte 1ste laag maar die is op 0.16mm geprint.
Andere prints op grotere layer height zijn geen probleem enkel bij de 0.08mm laag en dan heb ik ook zeer veel stringing. Moeilijk te horen met de fans maar volgens mij klikt het dan heel stilletjes.
Als ik er naar kijk begint hij vaak nog heel fijn te printen maar dan is er een jam, temperatuur verhogen voor pla naar 240 en dan lukt het vaak wel terug maar dat is geen oplossing.
Ik heb er echt tientallen geprint met deze instelling zonder probleem, ik vrees door de vele retracties dat het mss wat uitgesleten is.
Wat heb ik getest, snelheid, andere filament, filament laten drogen, andere software om te slicen. Met en zonder de AMS, ook alle ingebouwde testen geen verschil.
Ik heb heel de extruder nakeken maar ik zie niet direct iets. Ik veronderstel zeker geen verstropte nozzle omdat grote layer prints geen enkel probleem zijn. ik print enkel pla en petg en het is een hardend steel.
Heb op regedit wel iemand gevonden die blijkt de melden dat het gele tandwielen kan slijten.
Gebeurt hetzelfde met ander filament? Probeer anders te printen op Silent (50%) mode, mss dat dat helpt.
Let op:
Dit is geen "centraal 3D print topic". Maar specifiek bedoeld voor de discussie rond Bambu Lab printers.
Voor leveringen of de blije update dat je een printer hebt besteld: Bambu Lab bestel- en levertijden topic.
Vragen over alternatieve slicers, filament, 3D ontwerp, luchtreinigers, etc. etc. kunnen in de daarvoor bestemde topics of in een eigen topic gesteld worden.
Dit is geen "centraal 3D print topic". Maar specifiek bedoeld voor de discussie rond Bambu Lab printers.
Voor leveringen of de blije update dat je een printer hebt besteld: Bambu Lab bestel- en levertijden topic.
Vragen over alternatieve slicers, filament, 3D ontwerp, luchtreinigers, etc. etc. kunnen in de daarvoor bestemde topics of in een eigen topic gesteld worden.