Waar bestel je het alu in NL?Tadango schreef op zondag 17 mei 2020 @ 21:38:
Ali en banggood. Voordeel van banggood is dat met de juiste verzendmethode je geen invoerkosten betaald. Alu komt uit NL, dat is een stuk goedkoper dan China.
- Jampot007
- Registratie: Augustus 2017
- Laatst online: 00:09
:strip_icc():strip_exif()/u/963135/crop5df2a764f35b9_cropped.jpeg?f=community)
@Tadango
Bij dit bericht moest ik gelijk aan dit topic denken, je idee gaat de markt op
https://3dprintingindustr...rid-manufacturing-173976/
Bij dit bericht moest ik gelijk aan dit topic denken, je idee gaat de markt op
https://3dprintingindustr...rid-manufacturing-173976/
- AlexanderB
- Registratie: Maart 2007
- Laatst online: 22-12-2025
7800 rpm
:strip_icc():strip_exif()/u/212876/7800_70.jpg?f=community)
Topic kickje, ben zelf ook begonnen met het ontwerpen van een CNC.  ben nu min of meer in de orientatie-fase, het 3d modelleren komt daarna.
ben nu min of meer in de orientatie-fase, het 3d modelleren komt daarna.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
:strip_icc():strip_exif()/u/5677/crop60a67856c31dd_cropped.jpg?f=community)
Leuk. Wat voor onderdelen ga je gebruiken?AlexanderB schreef op zaterdag 1 augustus 2020 @ 18:43:
Topic kickje, ben zelf ook begonnen met het ontwerpen van een CNC.
Ik heb gisteren nieuwe afzuigslang besteld, veel soepeler. Deze komt maandag aan. Niet goedkoop maar dat is vaak zo met goed spul...
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
De meeste cnc's die ik heb gezien hangen die gewoon in het midden aan het plafond... Heb je iets anders in gedachte?Tadango schreef op zaterdag 1 augustus 2020 @ 18:52:
Ik heb gisteren nieuwe afzuigslang besteld, veel soepeler. Deze komt maandag aan. Niet goedkoop maar dat is vaak zo met goed spul...
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Zoiets ook maar het is allemaal compact bij mij en de slang die ik heb buigt in een te grote radius waardoor ik teveel kracht heb op de buis op de Z as.atlaste schreef op zaterdag 1 augustus 2020 @ 19:01:
[...]
De meeste cnc's die ik heb gezien hangen die gewoon in het midden aan het plafond... Heb je iets anders in gedachte?
- AlexanderB
- Registratie: Maart 2007
- Laatst online: 22-12-2025
7800 rpm
Heb de electronica van m'n 1e 3d printer nog liggen, dus waarschijnlijk begin ik daar mee. (NEMA17's en een van de opensource 3d printer bordjes. Sanguinololu? Tenzij ik er gelijk een 32 bit bordje op zet heeft upgraden weinig zin, stille stepper drivers al helemaaaaal niet.Tadango schreef op zaterdag 1 augustus 2020 @ 18:52:
Leuk. Wat voor onderdelen ga je gebruiken?
Deels gelast, deels geschroefd stalen frame.
3d geprinte carriages. Waarschijnlijk PETG.
Riemaandrijving op alle assen (met riem vertraging zodat de steps per mm en koppel geen probleem worden.)
Heb ook nog ergens een flinke (600w of zo?) brushless motor liggen, riemaandrijving naar de spindel, 8mm stalen as in kogellagers. SW11 collet en/of een klein model boormachine spankop.
Linearie geleiding met lagers op de stalen buizen, dat is qua budget de meest logische optie.
[ Voor 3% gewijzigd door AlexanderB op 01-08-2020 20:39 ]
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Na heel lang te hebben geklooid met marlin, diverse bordjes en wat allemaal nog meer...heb ik er uiteindelijk een GRBL/ESP32 firmware van gemaakt.AlexanderB schreef op zaterdag 1 augustus 2020 @ 20:38:
[...]
[...] van de opensource 3d printer bordjes. [...]
In mijn geval had ik een RS485 spindle en externe stepper drivers die ik wilde aansluiten en heb ik dus zelf een PCB moeten maken. Dat is overigens niet eens heel moeilijk via een ULN2803A en een Max485. Endstops zijn wel lastiger, daarvoor moet je schmitt triggers gebruiken en liefst ook optocouplers.
Als je stepsticks gebruikt kan je het best gewoon een bordje kopen denk ik. Bart Dring heeft er hele goede open source bordjes voor gemaakt, die te koop zijn voor best vriendelijke prijzen.
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Hmm ja, ik heb ook zo'n soort probleem, aangezien mijn CNC in een kast is gebouwd... Moet er nog een keer naar kijken of daar niet een mooie constructie op is bedacht door iemand.Tadango schreef op zaterdag 1 augustus 2020 @ 20:28:
[...]
Zoiets ook maar het is allemaal compact bij mij en de slang die ik heb buigt in een te grote radius waardoor ik teveel kracht heb op de buis op de Z as.
- AlexanderB
- Registratie: Maart 2007
- Laatst online: 22-12-2025
7800 rpm
Ik zit zo eens te kijken naar de voor en nadelen van GRBL en Marlin, maar buiten het feit dat sommige CAM software alleen met GRBL werkt en niet met Marlin zie ik eigenlijk voor mij weinig reden om niet Marlin te gebruiken, heb liever dat ik vanaf een SD kaart kan werken dan dat er een dedicated machine aan moet, om een voordeel van Marlin te noemen. Maargoed, we gaan het zien Eerst de hardware maar eens ontwerpen en bouwen.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Met GRBL heb je een offline controller welke ook met een SD kaart werkt. Beetje simpel maar werkt. Ik gebruik altijd een laptop via bluetooth. Daarnaast ben je toch vaak correcties aan het doen in het programma waardoor een laptop ernaast voor mij onmisbaar is.AlexanderB schreef op dinsdag 4 augustus 2020 @ 00:19:
Ik zit zo eens te kijken naar de voor en nadelen van GRBL en Marlin, maar buiten het feit dat sommige CAM software alleen met GRBL werkt en niet met Marlin zie ik eigenlijk voor mij weinig reden om niet Marlin te gebruiken, heb liever dat ik vanaf een SD kaart kan werken dan dat er een dedicated machine aan moet, om een voordeel van Marlin te noemen. Maargoed, we gaan het zien
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
SD en bluetooth werken beiden via grbl-esp32 en marlin. Voor marlin is sd zelfs verplicht icm tool changes volgens mij.Tadango schreef op dinsdag 4 augustus 2020 @ 07:09:
[...]
Met GRBL heb je een offline controller welke ook met een SD kaart werkt. Beetje simpel maar werkt. Ik gebruik altijd een laptop via bluetooth. Daarnaast ben je toch vaak correcties aan het doen in het programma waardoor een laptop ernaast voor mij onmisbaar is.
Zelf gebruik ik grbl-esp32 met usb. Zoals je zegt, er staat een pc met candle naast... En dan gaat er niets boven bedraad bij lange toolpaths.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11

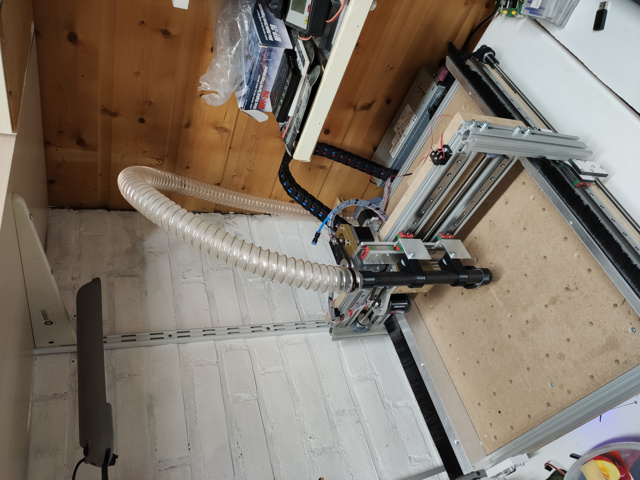
De nieuw slang werkt goed. Geeft weinig weerstand en blijft mooi in vorm. Zolang je de opening niet blokkeert dan, anders zuigt de stofzuiger hem een beetje in elkaar. Prima keus dus.
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Geinig. Welke slang is het precies? En zie ik nou goed dat hij is geïnstalleerd op een linear rails?Tadango schreef op dinsdag 4 augustus 2020 @ 21:28:
[Afbeelding]
De nieuw slang werkt goed. Geeft weinig weerstand en blijft mooi in vorm. Zolang je de opening niet blokkeert dan, anders zuigt de stofzuiger hem een beetje in elkaar. Prima keus dus.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Het is deze https://www.slangenboer.nl/afzuigslang-purflex-l-0-4-mm
En hij zit op de X plaat naast de geleiders.

En hij zit op de X plaat naast de geleiders.
[ Voor 23% gewijzigd door Tadango op 16-02-2024 13:14 ]
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Vandaag de machine weer kunnen gebruiken. Van 1 van mijn modelvliegtuigen was een aluminium steun gescheurd. Uit 6mm plaat heb ik een nieuwe gemaakt welke en fractie dikker is en niet het zwakke punt van het origineel heeft (verzonken gaten voor de motor).


- Mitchelll010
- Registratie: Oktober 2002
- Laatst online: 06-08 17:08
:strip_icc():strip_exif()/u/67863/crop63f716b274a17_cropped.jpg?f=community)
Nice! waar koop je alu plaatmateriaal?
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Dit komt van een lokale trailer bouwer. Op internet staan ook genoeg bedrijven. Zoek eens op marktplaats.
- MauritsWijnants
- Registratie: December 2018
- Niet online
Hey Tadango
Ik vroeg me af of je een lijstje hebt met de dingen die je hebt gebruikt, de kosten ervan en misschien een link waar je het vandaan hebt?
Je project is heel inspirerend en ik hoop meer van je te lezen!
Ik vroeg me af of je een lijstje hebt met de dingen die je hebt gebruikt, de kosten ervan en misschien een link waar je het vandaan hebt?
Je project is heel inspirerend en ik hoop meer van je te lezen!
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Een lijstje niet. Kosten waren ongeveer 700 euro. Het meeste komt van banggood.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Net even getest met een 60 graden grafeer freesje met een 0.1mm punt. De smallere komen er aan maar met deze brede kan je wel goed controleren of alles klopt, en ze breken niet zo snel  Even een print layout gemaakt en de probe gecalibreerd, maar dat lijkt al heel aardig. Voor SMD werk is dit nog veel te grof maar een 60 graden frees is ook meer voor het grove werk.
Even een print layout gemaakt en de probe gecalibreerd, maar dat lijkt al heel aardig. Voor SMD werk is dit nog veel te grof maar een 60 graden frees is ook meer voor het grove werk.
De print ligt wel mooi vlak en daar was de test voor. Eerst een stuk MDF vast gezet en deze vlak gefreesd. Daarna de print erop met breed dubbelzijdig tape en de probe erop. De sporen zijn mooi constant en het resultaat geeft hoop.

De print ligt wel mooi vlak en daar was de test voor. Eerst een stuk MDF vast gezet en deze vlak gefreesd. Daarna de print erop met breed dubbelzijdig tape en de probe erop. De sporen zijn mooi constant en het resultaat geeft hoop.
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Ik gebruik normaal een 20 graden frees met een hele dunne punt op 24K rpm. En even met een kwastje olijfolie over het koper heen doen of WD40 (maar dat stinkt meerTadango schreef op vrijdag 2 oktober 2020 @ 20:59:
Net even getest met een 60 graden grafeer freesje met een 0.1mm punt.
Voor mezelf had ik een lijstje gemaakt van hoe ik het precies doe. Het is wel vrij essentieel dat je ongeveer weet wat de runout van je spindle is; die van mij is gebalanceerd op <0.01mm. Voor het ontwerp gebruik ik tegenwoordig Diptrace en voor de toolpaths Flatcam. Daarnaast frees ik eerst een plankje helemaal vlak, waar ik met (dunne!) dubbelzijdige tape het PCB goed op plak. Dan in Candle openen en proben tot je een ons weegt; ervaring leert dat die PCB bordjes niet helemaal vlak zijn, zeker niet bij de randen. Zorg ook dat je een stukje overhoudt voor 0-probe als je NCC doet.
NCC clearing is echt wel een aanrader imo. Gebruik ik zelf een kleine endmill voor van 0.8mm. De rest gaat wel goed met de 40% overlap van de v-bit en 2 passes.
T.b.d.: wat ik eigenlijk nog een keer wil doen is er een solder mask overheen doen en vervolgens het solder mask eraf fresen. Dat is echt een "todo", ik weet niet of en hoe goed dat werkt. De techniek: eerst tool change naar een (kleine) flat endmill of V mill, proben, dan frees omhoog. Solder mask in het midden erop, dan een transparant vel erop leggen en daar op drukken. UV lamp er boven, wachten tot droog is. Transparant vel eraf en de mask eraf fresen tot 0. Als je het goed doet, gaat het koper niet mee
Ik zag dat een aantal commerciele partijen het een beetje cheaten. Als je een V-bit in een speciale collet zet met een veertje aan de bovenkant, kan je een vrij constante druk zetten zodat je wel door het mask gaat maar niet door het koper. Volgens mij gebruiken ze in de basis een collet verkleiner met een schroefje aan de zijkant en een dichte bovenkant waar een (pen)veertje in past. Ik heb echter nog nergens zo'n collet kunnen vinden...
Flatcam:
A. Iso generation
- Tool dia [afh van tool en runout]
- # passes 2
- 40% overlap
- Combine
B. CNC generation voor iso:
- Diameter [afh van tool en runout]
- Cut z: -0.06
- Multi depth: uit
- Feed rate: 300/120
- GRBL 1.1
- V-bit 20'
- WD40 er overheen
C. NCC clearing tool, C bit (0.8mm):
- Standard method
- Cut z -0.06
- Tool dia: 0.8mm, circular
- Overlap 40%
- Margin 1
- Rest Machining, Connect, Contour
D. CNC generation voor NCC clearing:
- Diameter: 0.1
- Cut Z: -0.06
- Multi depth 0.03
- Feed rate: 600/120
- Spindle speed 24000
- Dwell 8.0
- GRBL 1.1
- Carbid 0.8mm
- WD40 of olijfolie er overheen
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Bedankt...... daar ben ik voorlopig wel weer zoet mee Ik heb een set freesjes van 10 tot 30 graden besteld. Daar zit vast de juiste tussen. 60 had ik een doosje van liggen dus die zijn nu handig om te testen. Qua software probeer ik alles met Fusion 360 te doen tot het aansturen van de frees zelf. Voor nu gebruik ik CNCjs vanwege de goede macro opties edg maar helaas zit daar geen autoleveling in. Candle heb ik ook geprobeerd maar ik liep tegen issue aan. Voor PCB's zal ik die zeker weer gaan proberen gezien elke afwijking qua hoogte een probleem is. Met de kleine test printje zal je dat niet snel zien, dus dat is iets voor later als ik wat verder ben. Smeren met olie zal ik ook zeker doen. Ik wil nog een vernevelaar bouwen, ook als ik metaal frees. Slang ligt al naar de kop. Spindel staat nu nog op 8000 toeren omdat ik ongeduldig was (vlakken van de mdf plaat). Met de andere overbrenging zit deze rond de 25.000.
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Afgelopen week heb ik wat alu gefreesd met deze: https://nl.aliexpress.com...042311.0.0.5c3b4c4dD4dxt2 en daar was ik Heel Erg happy mee. Vooral omdat de tip veel beter ondersteund wordt dan de standaard tips zoals deze: https://nl.aliexpress.com...042311.0.0.5c3b4c4dD4dxt2 . Ze zijn wel een stukje duurder, maar staan zeker op mijn lijst voor de volgende bestelling.Ik heb een set freesjes van 10 tot 30 graden besteld. Daar zit vast de juiste tussen.
F360 gebruikte ik ook eerst voor PCB's. Maar de beperkingen daarin gingen me steeds meer tegenstaan. DipTrace heeft daar geen last van en werkt daardoor veel prettiger.Qua software probeer ik alles met Fusion 360 te doen tot het aansturen van de frees zelf.
Ik twijfel nog. Doe vooral dingen met hout. Met onderstaande instellingen frees je vrij snel over een PCB heen. Metaal doe ik niet zo veel mee. En dan heb je het niet echt nodig. Denk dat mijn eerste uitbreiding eerder een vacuum bed wordt of luchtkoeling.Ik wil nog een vernevelaar bouwen, ook als ik metaal frees.
Ik gebruik overigens geen standaard GRBL, maar GRBL_ESP32, waar ik inmiddels zelf ook contributor van ben. PCB bordje daarvoor heb ik zelf gemaakt. Die doet ook wat meer dan de standaard GRBL en is veel beter met buffering e.d. omdat het ding gewoon meer geheugen en veel meer cpu heeft...
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Dat wordt ook 1 van mijn projecten straks: Een ESP32 GRBL print bouwen, zoals ik hem wil hebben. Voor nu werkt de simpele met BT moduul nog prima. Het is toch allemaal traag en dan is het minder een belemmering.
Ik ga Flatcam eens bekijken gezien Fusion steeds meer hapert (niet qua snelheid, maar soms laden bepaalde menu's gewoon niet. Eagle draait lokaal en betrouwbaar, dus dat blijf ik voorlopig gebruiken tot aan de gerber files. Ik zou graag bij Fusion blijven omdat ik dat voor het 3D werk ook gebruik. Alles in 1 is dan wel zo handig lijkt me.
Ik ga Flatcam eens bekijken gezien Fusion steeds meer hapert (niet qua snelheid, maar soms laden bepaalde menu's gewoon niet. Eagle draait lokaal en betrouwbaar, dus dat blijf ik voorlopig gebruiken tot aan de gerber files. Ik zou graag bij Fusion blijven omdat ik dat voor het 3D werk ook gebruik. Alles in 1 is dan wel zo handig lijkt me.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Volgens mij gaat dat frezen prima Dit was test (ontwerp klopt niet) voor het frezen maar dat lijkt super dus ik zal komende week een goed ontwerp maken en deze werkend maken. Kwaliteit en nauwkeurigheid is boven verwachting, zeker gezien dit nog zonder heightmap is in candle.

- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Ziet er echt top uit, maar ik zou ook echt NCC gaan doen voor het solderen. Bij het onderste soldeer verwacht ik al dat je wat tin hebt dat tussen de 'lege ruimte' en de pinnetjes. NCC is ook iets moeilijker dan de paden er omheen. Wel even olie erop smeren/spuiten, want anders adem je glasvezel in... en dat is slecht voor je.
Overigens, wat ook helpt is voor een paar tientjes een hetelucht soldeerstation kopen met wat lage temperatuur vloeibaar soldeer bij Ali.
Mocht je een keer willen spelen met GRBL_Esp32, kan je hier mijn eerste bordje vinden om te fresen: https://a360.co/32iIizA . Dit is een x/y,y2/z bordje met een RS485 spindle en endstops. Enige foutje erop is dat de endstops rechtsboven een B0505S nodig hebben en eigenlijk wat schmitt triggers... Ik kan je evt wel even helpen om dat te fixen mocht je interesse hebben. Deze past op een standaard koperplaatje.
Overigens, wat ook helpt is voor een paar tientjes een hetelucht soldeerstation kopen met wat lage temperatuur vloeibaar soldeer bij Ali.
Mocht je een keer willen spelen met GRBL_Esp32, kan je hier mijn eerste bordje vinden om te fresen: https://a360.co/32iIizA . Dit is een x/y,y2/z bordje met een RS485 spindle en endstops. Enige foutje erop is dat de endstops rechtsboven een B0505S nodig hebben en eigenlijk wat schmitt triggers... Ik kan je evt wel even helpen om dat te fixen mocht je interesse hebben. Deze past op een standaard koperplaatje.
[ Voor 9% gewijzigd door atlaste op 09-10-2020 08:39 ]
:strip_icc():strip_exif()/u/70459/crop5cf63c113d06c_cropped.jpeg?f=community)
{kind=link}
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
NCC is non-copper-clearing.Btje schreef op vrijdag 9 oktober 2020 @ 08:30:
Wat is NCC?
Wat er niet is, kan je ook niet solderen
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Hetelucht bout heb ik, maar ik wou juist even kijken hoe de tin vloeide tussen de pad's. Dit is ook niet schoongemaakt en daarom zit er een brug naar het losse stuk. Als je hier met koperlint overheen gaat is het weg. Daarnaast was dit met een enkele clearing route, straks komen er 2 of 3 waardoor de marges rondom groter worden. Deze test was vooral om te kijken of de lange dunne traces consistent waren van dikte en of de z nauwkeurigheid voldoende was.
Ik heb ook een extreme test gegaan met een heightmap waarbij de print op 1 hoek 0.45mm hoge lag dan de andere hoek. Dat ging ook best redelijk.
Ik heb ook een extreme test gegaan met een heightmap waarbij de print op 1 hoek 0.45mm hoge lag dan de andere hoek. Dat ging ook best redelijk.
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Zo te horen heb je het al wel prima onder controle. Hoogteverschillen ga je trouwens ook in het midden tegenkomen met die chinese koperplaatjes, niet zo extreem maar zeker merkbaar. Ik probe voor de zekerheid gewoon iedere cm2 als ik een pcb maak.Tadango schreef op vrijdag 9 oktober 2020 @ 08:45:
Ik heb ook een extreme test gegaan met een heightmap waarbij de print op 1 hoek 0.45mm hoge lag dan de andere hoek. Dat ging ook best redelijk.
Hoe diep snij je nu de traces?
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Dit was 0.056. Ik ga die V berekening niet meer gebruiken in Flatcam maar alles gewoon met de hand instellen. Dit mag naar 0.048 - 0.052 oid, dus 0.05 zal ik gaan gebruiken eerst. De tool width staat op 0.16 wat voor deze goedkope 0.1mm freesjes lijkt te kloppen met de runout edg. Dat is beter dan ik had verwacht al zat 1 freesje op 0.4 oid want dat zag er niet uit. Blijft goedkope troep
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Jampot007 schreef op maandag 3 februari 2020 @ 19:21:
[...]
Hmm er staat wel bij dubbele y as, en y1 en y2. Welke moet ik dan hebben?
- Opifex
- Registratie: September 2013
- Laatst online: 06-08 00:13
Ik heb me ook gewaagd in de wereld van het CNC'en. De eerste probeersels zien er al goed uit. Zeker voor een apparaat van 150 euro...
Nu vroeg ik me wel af, wat gebruiken jullie qua software? Ik gebruik nu, volgens de instructies die ik op Youtube vond, Easel om te tekenen en de gcode te genereren, en Candle om de gcode naar het apparaat te sturen. Maar beide vind ik toch maar "zo zo"...
Via Google vond ik tegelijkertijd heel veel en heel weinig. Dus misschien dat jullie me een paar suggesties kunnen geven?
Belangrijk detail: Ik gebruik exclusief Linux. Windows-only software valt dus al meteen af. Open-source is een plus.
Nu vroeg ik me wel af, wat gebruiken jullie qua software? Ik gebruik nu, volgens de instructies die ik op Youtube vond, Easel om te tekenen en de gcode te genereren, en Candle om de gcode naar het apparaat te sturen. Maar beide vind ik toch maar "zo zo"...
Via Google vond ik tegelijkertijd heel veel en heel weinig. Dus misschien dat jullie me een paar suggesties kunnen geven?
Belangrijk detail: Ik gebruik exclusief Linux. Windows-only software valt dus al meteen af. Open-source is een plus.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Ik gebruik Fusion 360 als CAD software en post processor, maar dat is er niet voor Linux dacht ik. Mijn machine draait op GRBL, die van jouw ook? Voor GRBL gebruik ik graag CNCjs, en dat is er ook voor Linux. Dat is de gcode sender. Candle heeft weer bad leveling wat handig is maar vooral voor printjes maken. CNCjs bevalt me goed en is logisch. De custom knoppen voor dingen als proben en naar het midden verplaatsen of naar de ideale plek voor een tool change zijn handig.
Btw, mijn machine krijgt een grote upgrade als de spullen binnen zijn. Ik heb 3 closed loop motoren besteld zodat ik van de huidige motor / driver beperkingen af ben. Daarnaast wordt de 8 bit GRBL controller vervangen door een ESP 32 controller met GRBL Hal software. Deze heeft backlash compensatie en meer voordelen zoals direct de spindel controller aansturen (geen arduino adapter meer nodig) en ingebouwde bluetooth (geen losse adapter meer). Daarnaast kan deze veel meer pulsen per seconde aan.
Btw, mijn machine krijgt een grote upgrade als de spullen binnen zijn. Ik heb 3 closed loop motoren besteld zodat ik van de huidige motor / driver beperkingen af ben. Daarnaast wordt de 8 bit GRBL controller vervangen door een ESP 32 controller met GRBL Hal software. Deze heeft backlash compensatie en meer voordelen zoals direct de spindel controller aansturen (geen arduino adapter meer nodig) en ingebouwde bluetooth (geen losse adapter meer). Daarnaast kan deze veel meer pulsen per seconde aan.
- Opifex
- Registratie: September 2013
- Laatst online: 06-08 00:13
Klopt. Een kennis die vandaag over de vloer kwam en de CNC zag staan vertelde me ook dat hij voor zo'n zaken Fusion360 gebruikt. Maar inderdaad, dat is Windows only. Er zijn wel manieren om het op Linux aan de praat te krijgen, maar dat is in bochten wringen en doe ik liever niet.Tadango schreef op zaterdag 17 februari 2024 @ 20:51:
Ik gebruik Fusion 360 als CAD software en post processor, maar dat is er niet voor Linux dacht ik.
Yep, ik denk het wel.Mijn machine draait op GRBL, die van jouw ook? Voor GRBL gebruik ik graag CNCjs, en dat is er ook voor Linux. Dat is de gcode sender. Candle heeft weer bad leveling wat handig is maar vooral voor printjes maken. CNCjs bevalt me goed en is logisch. De custom knoppen voor dingen als proben en naar het midden verplaatsen of naar de ideale plek voor een tool change zijn handig.
CNCjs ziet er mij iets Octopi-achtig uit? Is wel interessant! Dan hoef ik er niet telkens een laptop naast te hebben liggen, maar kan ik gewoon een Pi aansluiten. Ga ik eens proberen binnenkort!
Tool changes mid-cut is voorlopig nog niet voor mij weggelegd. Ik maak nog maar mijn eerste stapjes, en heb geen flauw idee hoe ik mid-cut een andere bit zou moeten steken
Cool!Btw, mijn machine krijgt een grote upgrade als de spullen binnen zijn. Ik heb 3 closed loop motoren besteld zodat ik van de huidige motor / driver beperkingen af ben. Daarnaast wordt de 8 bit GRBL controller vervangen door een ESP 32 controller met GRBL Hal software. Deze heeft backlash compensatie en meer voordelen zoals direct de spindel controller aansturen (geen arduino adapter meer nodig) en ingebouwde bluetooth (geen losse adapter meer). Daarnaast kan deze veel meer pulsen per seconde aan.
Ik ben ook van plan om morgen een kleine upgrade te bestellen. De grootste beperking (voor mij toch) van deze machine is de hoogte van zijn Z-as. Vandaar dat ik deze zou willen verhogen door twee extra 40x80 alu-profielen te kopen en deze op de freesmachine te schroeven ipv. de huidige platen. Ik vrees alleen dat de machine er lawaaieriger door gaat worden. Hij maakt nu al vrij veel lawaai...
- Opifex
- Registratie: September 2013
- Laatst online: 06-08 00:13
Wat gebruiken jullie om STL's om te vormen naar gcode? Ik heb nu pyCAM geprobeerd, en ondanks dat dat heel goed lijkt te werken qua features is het extreeeeeem traag. Het model alignen duurt al meerdere minuten. Een task maken voor een klein model duurt al makkelijk 10 minuten.
Ik heb nochtans niet bepaald een zwak machientje... (Ryzen9 met 32GB RAM). Heb ook 300 threads toegekend, maar zelfs dan nog slaagt hij er niet om efficient te werken.
Ik heb nochtans niet bepaald een zwak machientje... (Ryzen9 met 32GB RAM). Heb ook 300 threads toegekend, maar zelfs dan nog slaagt hij er niet om efficient te werken.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Python is toch voornamelijk single threaded? Gebruikt ie de threads ook?
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Opifex
- Registratie: September 2013
- Laatst online: 06-08 00:13
Met Python kan je zonder problemen multithread of multiprocess gaan hoor. En ja, hij maakt wel degelijk vele processen aan. Echter, deze gebruiken allen nog steeds maar een fractie van mijn totale processing power.ocf81 schreef op zaterdag 24 februari 2024 @ 18:22:
Python is toch voornamelijk single threaded? Gebruikt ie de threads ook?
Als ik de parallel processing op 500 zet crasht het programma omdat er teveel file descriptors open staan.
Nu... ik moet terugkomen op het statement van mijn vorige bericht. Qua functionaliteit doet het ook niet wat het moet doen. Hij freest de hele binnenkant uit, ipv de vormen van de STL te volgen =/
Dus de vraag blijft: wat gebruiken jullie als CAM software?
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Autodesk Fusion 360 blijft voor mij altijd de winnaar. Deze kan zo enorm veel dat het niet altijd even makkelijk is maar er zijn veel tutorials online. Het is ook gratis voor thuis gebruik.
Thuisgebruik tot $1000,- winst wat opzich vrij redelijk is als niet zakelijke gebruiker.Tadango schreef op zondag 25 februari 2024 @ 09:56:
Autodesk Fusion 360 blijft voor mij altijd de winnaar. Deze kan zo enorm veel dat het niet altijd even makkelijk is maar er zijn veel tutorials online. Het is ook gratis voor thuis gebruik.
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Dus IPC in plaats van threads. Dan hoop ik maar dat het een beetje efficiënt geprogrammeerd is.Opifex schreef op zaterdag 24 februari 2024 @ 20:17:
[...]
Met Python kan je zonder problemen multithread of multiprocess gaan hoor. En ja, hij maakt wel degelijk vele processen aan. Echter, deze gebruiken allen nog steeds maar een fractie van mijn totale processing power.
Als ik de parallel processing op 500 zet crasht het programma omdat er teveel file descriptors open staan.
Waarom gebruik je geen STEP? Dan zijn je interne volumes gewoon gedefinieerd als massa.Opifex schreef op zaterdag 24 februari 2024 @ 20:17:
[...]
Nu... ik moet terugkomen op het statement van mijn vorige bericht. Qua functionaliteit doet het ook niet wat het moet doen. Hij freest de hele binnenkant uit, ipv de vormen van de STL te volgen =/
Dus de vraag blijft: wat gebruiken jullie als CAM software?
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Opifex
- Registratie: September 2013
- Laatst online: 06-08 00:13
Jammer dat het in sé Windows-only is.Tadango schreef op zondag 25 februari 2024 @ 09:56:
Autodesk Fusion 360 blijft voor mij altijd de winnaar. Deze kan zo enorm veel dat het niet altijd even makkelijk is maar er zijn veel tutorials online. Het is ook gratis voor thuis gebruik.
Maar misschien moet ik maar eens proberen om het via Wine aan de praat te krijgen.
Omdat ik een totale leek ben in deze wereld en het de eerste keer is dat ik van STEP hoorocf81 schreef op zondag 25 februari 2024 @ 10:56:
Waarom gebruik je geen STEP? Dan zijn je interne volumes gewoon gedefinieerd als massa.
Als ik het goed begrijp is het een gelijkaardig formaat aan STL, maar dan vaker gebruikt in CAD? Deze zou ik dan efficiënter kunnen omzetten naar gcode met CAM software?
Ga ik zeker eens uitzoeken!
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Helaas is het geen gelijkaardig formaat. Het werkt op basis van lichamen die opgebouwd zijn uit primitieven. Dus als je niet al in een CAD pakket aan de slag was dat op die basis werk moet je het opnieuw tekenen. Maar het heeft niet het probleem dat je interne volumes voor lege ruimtes worden aangezien.Opifex schreef op zondag 25 februari 2024 @ 11:12:
[...]
Omdat ik een totale leek ben in deze wereld en het de eerste keer is dat ik van STEP hoor
Als ik het goed begrijp is het een gelijkaardig formaat aan STL, maar dan vaker gebruikt in CAD? Deze zou ik dan efficiënter kunnen omzetten naar gcode met CAM software?
Ga ik zeker eens uitzoeken!
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- wally1987
- Registratie: Januari 2010
- Laatst online: 04-07 02:05
/u/342150/crop60f69f90f4058_cropped.png?f=community)
De afkortingen staan voor,ocf81 schreef op zondag 25 februari 2024 @ 11:30:
[...]
Helaas is het geen gelijkaardig formaat. Het werkt op basis van lichamen die opgebouwd zijn uit primitieven. Dus als je niet al in een CAD pakket aan de slag was dat op die basis werk moet je het opnieuw tekenen. Maar het heeft niet het probleem dat je interne volumes voor lege ruimtes worden aangezien.
Stereolithografie: STL. Objecten getekend op basis van trigonometrie/driehoeken en kan dus eigenlijk geen echte cirkels tekenen.
Standard for The Exchange of Product: STEP. De industriestandaard. Kan daadwerkelijk echte cirkels tekenen.
Voordeel bij step is vooral dat de tekenhistorie van de tekening meekomt met het bestand.
- mrc4nl
- Registratie: September 2010
- Laatst online: 04-08 04:51
Procrastinatie expert
:strip_icc():strip_exif()/u/373647/b1aa8209a437bf987cf066823c044f0a.jpeg?f=community)
eeuhm. nee. Step is gewoon een formaat dat geometrie omzet en daarbij contouren/vormen ook echt berekend en niet benaderd. De info van een step blijft alleen de vorm(en) en kleur(en). en dus niet hoe hij is opgebouwdwally1987 schreef op zondag 25 februari 2024 @ 12:33:
Standard for The Exchange of Product: STEP. De industriestandaard. Kan daadwerkelijk echte cirkels tekenen.
Voordeel bij step is vooral dat de tekenhistorie van de tekening meekomt met het bestand.
Je kan nog wel 3D annotations, tapgaten, en dacht ik wat info (zoals tekenaar en naam van het onderdeel)
meegeven maar daar houd het wel op.
ora et labora
- wally1987
- Registratie: Januari 2010
- Laatst online: 04-07 02:05
Oh? Als ik een .step uit Autodesk Inventor open in SolidEdge, krijg ik dezelfde history te zien.mrc4nl schreef op zondag 25 februari 2024 @ 14:32:
[...]
eeuhm. nee. Step is gewoon een formaat dat geometrie omzet en daarbij contouren/vormen ook echt berekend en niet benaderd. De info van een step blijft alleen de vorm(en) en kleur(en). en dus niet hoe hij is opgebouwd
Je kan nog wel 3D annotations, tapgaten, en dacht ik wat info (zoals tekenaar en naam van het onderdeel)
meegeven maar daar houd het wel op.
Dacht zelf dat dit met de stepfiles ingebakken zat.
- mrc4nl
- Registratie: September 2010
- Laatst online: 04-08 04:51
Procrastinatie expert
Ik ben het met jaren inventor gebruik in ieder geval nooit tegen gekomen. Zelfs steps gemaakt met inventor zelf hadden het niet.wally1987 schreef op zondag 25 februari 2024 @ 15:13:
[...]
Oh? Als ik een .step uit Autodesk Inventor open in SolidEdge, krijg ik dezelfde history te zien.
Dacht zelf dat dit met de stepfiles ingebakken zat.
ora et labora
- ocf81
- Registratie: April 2000
- Niet online
Gewoon abnormaal ;-)
Uiteindelijk is het voor de eindgebruiker vooral interessant of het formaat in vaste vormen (Wat dan meestal gepaard gaat met heel precieze geometrie) modelleert of niet, want daar zit het meest merkbare verschil. Een STL beschrijft enkel de polygonen en verder eigenlijk bar weinig. 3MF en AMF zijn al wat geavanceerder, omdat ze meerder objecten kunnen beschrijven en daar ook materiaalinformatie bij kunnen opslaan. Ik heb zelf liever een STEP file, omdat je dan geen last hebt van het verlies in nauwkeurigheid dat gepaard gaat met de omzetting naar polygonen en terug. STL was vooral leuk toen iedereen nog heel onnauwkeurige printers gebruikte, maar is mijns inziens niet meer van deze tijd.
Overigens is het denk ik ook wel eens de moeite waard om te kijken naar de ingebouwde CAM mogelijkheden van Fusion 350 of van FreeCAD. Daar kan je middels een postprocessor je bewegingen naar veel G-code formaten omzetten die gebruikt worden bij hobby CNC-machines.
Overigens is het denk ik ook wel eens de moeite waard om te kijken naar de ingebouwde CAM mogelijkheden van Fusion 350 of van FreeCAD. Daar kan je middels een postprocessor je bewegingen naar veel G-code formaten omzetten die gebruikt worden bij hobby CNC-machines.
© ocf81 1981-infinity
Live the dream! | Politiek Incorrecte Klootzak uitgerust met The Drive to Survive
Bestrijd de plaag die woke heet! | Servitisatie is slavernij. Kies je eigen weg!
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Gisteren waren de 2 laatste motoren aangekomen dus deze eens ingebouwd. Dat zijn https://nl.aliexpress.com/item/1005006019183038.html. Op de Z zit een 42-40 vanwege de beperkte ruimte. Samen met de ESP32 als controller is het nu een moderne setup. De nieuwe motoren hebben een goede acceleratie en deze staat nu op 2000mm/s. De maximale snelheid die ze halen zijn 2500mm/min maar de lead screws maken een enorme herrie in de nylon moeren. Met 1500mm/min is dat niet zo. Wellicht komen er nog een keer 8mm/r lead screws (zit nu 2mm/r) op zodat er veel minder toeren nodig is voor snelheid. Nadeel is dat je flink inlevert op koppel. Nu kan ik de Y as op 1500mm/min niet blokkeren. Je hoort wel dat de motor has lastiger krijgt maar het is geen probleem. Eens zoeken wat een leuke oplossing is voor 8mm dikke lead screws.
Grootste wijzigingen in deze update:
- Steppers vervangen door Closed loop met integrated controllers
- ESP32 als controller board
- Geen adapter meer nodig voor de RC ESC motor controller
- Noodstop knop toegevoegd (eindelijk....)
- Motor alarm werkend vanuit de steppers
- USB C connector naar de ESP. Noodstop knop is ook BOOT

Grootste wijzigingen in deze update:
- Steppers vervangen door Closed loop met integrated controllers
- ESP32 als controller board
- Geen adapter meer nodig voor de RC ESC motor controller
- Noodstop knop toegevoegd (eindelijk....)
- Motor alarm werkend vanuit de steppers
- USB C connector naar de ESP. Noodstop knop is ook BOOT
[ Voor 3% gewijzigd door Tadango op 21-03-2024 12:27 ]
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Meestal is dat backlash of uitlijning. Backlash met leadscrews is altijd een beetje meh... zelf koop ik vooral ball screws, die zijn best betaalbaar. Anyways, uitlijning kan je meten met een meetklok (of evt een kantentaster). Zo'n ding is sowieso bijzonder handig met een cnc, dus ik zou er gewoon eentje scoren op marktplaats of HBM ofzo met een armpje erop. Dan gewoon ermee pielen tot het ding overal op nul staat tussen de beide rails en de schroef. Als je het goed doet maakt dat een wereld van verschil.Tadango schreef op donderdag 21 maart 2024 @ 12:22:
de lead screws maken een enorme herrie in de nylon moeren. Met 1500mm/min is dat niet zo.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Ball screws waren een paar jaar geleden nog niet betaalbaar helaas, dus het ontwerp is er niet op gemaakt. Wellicht volgende winter periode eens kijken naar een upgrade.
Uitlijning is goed, staat allemaal netjes haaks. Speling zit er ook niet in, ook niet in de moeren. De wrijving op toeren is het probleem nu....
Uitlijning is goed, staat allemaal netjes haaks. Speling zit er ook niet in, ook niet in de moeren. De wrijving op toeren is het probleem nu....
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Tsja daar ga je niks aan doen.Tadango schreef op donderdag 21 maart 2024 @ 13:49:
Ball screws waren een paar jaar geleden nog niet betaalbaar helaas, dus het ontwerp is er niet op gemaakt. Wellicht volgende winter periode eens kijken naar een upgrade.
Uitlijning is goed, staat allemaal netjes haaks. Speling zit er ook niet in, ook niet in de moeren. De wrijving op toeren is het probleem nu....
Ik was vandaag aan het kijken op Ali. De ball screws en andere zut zijn in de aanbieding bij div. partijen... 800mm voor nog geen 40 euro. https://nl.aliexpress.com/item/32651377158.html bijv. 1605 is genoeg voor iedere amateur; ik heb daar zelfs 10mm RVS mee gefreesd, langzaam, maar het gaat wel.
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
1204 komt er maximaal in en die is al te groot eigenlijk.....
- atlaste
- Registratie: November 2001
- Laatst online: 16-07 10:39
Klinkt als een kleine machine.Tadango schreef op vrijdag 22 maart 2024 @ 08:00:
1204 komt er maximaal in en die is al te groot eigenlijk.....
Tsja, die ball screws hebben wel als 'dingetje' dat je best veel ruimte verliest, ik maak ook telkens weer die fout... Een 500mm ball screw kan je effectief meestal 350mm of zelfs 300 gebruiken. Met lead screws verlies je veel ruimte.
In all fairness, 1500mm/min is voor de meeste dingen zat. Rapids zijn in f360 toch eruit gesloopt, en de meeste tijd hoop ik dat je toolpath geen rapids doet maar frezen. Zeker op hout moet dat zat zijn.
Noodstop... Tsja, ik heb een stapeltje https://www.123led.nl/Bre...hakelaar-i3511-t3224.html
[ Voor 12% gewijzigd door atlaste op 22-03-2024 09:03 ]
- Tadango
- Registratie: April 2000
- Laatst online: 02-08 19:11
Ja, desktop size. 350mm X en 450mm Y bereik. Zijn ook maar Nema 17 steppers. De lead screws zijn nu 8mm dik met 2mm per rotatie. Hij draait nu lekker op 2000mm/min dus dat is prima